Спосіб термічної обробки заготовок
Номер патенту: 13869
Опубліковано: 25.04.1997
Автори: Кузін Олександр Петрович, Заіка Віталій Іванович, Кащенко Юрій Олексійович, Брехаря Григорій Павлович, Сапєлкін Валерій Сергійович
Формула / Реферат
Способ термической обработки заготовок, включающий выдержку стали после горячей деформации при температуре ниже Аr1, последующее регламентированное охлаждение, выдержку при низких температурах, дальнейший нагрев с заданной скоростью до температуры ниже А c1, выдержку и охлаждение на спокойном воздухе, отличающийся тем, что выдержку при температуре ниже Ar1 осуществляют в течение 2,0-3,0 ч, последующее регламентированное равномерное охлаждение поверхности заготовок проводят со скоростью 13-15°С/мин до 350-300°С, выдержку ведут в течение 2,5-3,0 ч, нагрев до температуры ниже Ac1 выполняют из расчета 0,5-0,7 мин на 1 мм сечения заготовки, а охлаждение на спокойном воздухе ведут до температуры 250-200°С с изотермической выдержкой в течение 1,5-1,0 ч.
Текст
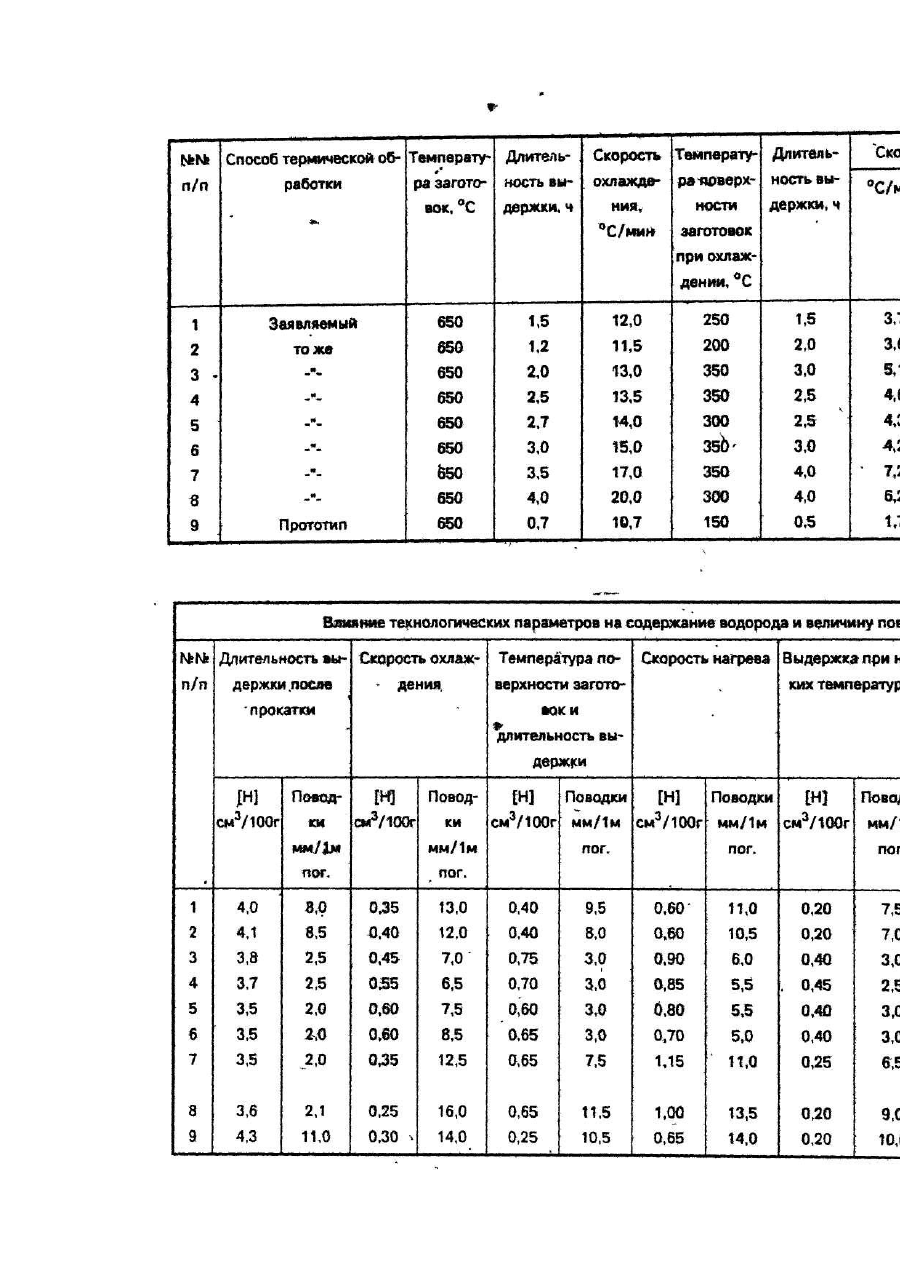
Изобретение относится к термической обработке, а именно к способам предварительной термической обработки заготовок сечением до 300мм после горячей деформации для предотвращения флокенообразования путем глубокого обезводороживания и более полного снятия внутренних напряжений в стали. Известен способ противофлокенной термической обработки заготовок сталей, включающий нагрев до температуры 650°С с выдержкой 15 ч на 100 мм обрабатываемого изделия (Склюев П.В. Водород и флокены в крупных тюковках, М., Машгиз, 1963, с. 186). Однако такая термическая обработка не исключает появление флокенов в стали, поскольку существенного уменьшения содержания водорода в стали не дает, несмотря на большую длительность термообработки, хотя значительно и снижает уровень внутренних напряжений. Наиболее близким к изобретению по технической сущности и достигаемому результату является способ термической обработки толстолистовой стали из хромокремневольфрамовых сталей, заключающийся в том, что после горячей деформации листового проката осуществляют выдержку последнего при температуре А r1 (40-60)°С в течение 40-60 мин, затем ведут охлаждение со скоростью 500-700°С/ч до 200-150°С, после чего производят нагрев до Аг1 - (40-60)° С из расчета 2-3 мин на 1 мм толщины листа, выдержку в течение 20-35 мин, а окончательное охлаждение осуществляют на воздухе (А.с, №149553, кл, С 21 D 1 /78, 3/06, 9/46 опуб. 23.10.83, Бюл. №39). Недостаток способа заключается в том, что применяемые выдержки стали при температуре Аr1 - (40-60)°С при g®a превращении таковы, что не обеспечивают релаксацию и снижение внутренних напряжений до необходимого уровня. Термическая обработка толстых листов по известному способу приводит, в некоторых случаях, к короблению листов, обусловленному действием внутренних напряжений в металле, и появлению флокенов в стали. Известно, что флокены являются результатом совместного влияния водорода и внутренних напряжений в металле. Несмотря на то, что в известном способе термическая обработка толстых листов и дает значительное обезводороживание металла, предотвратить образование флокенов не удается, так как содержание водорода, при недостаточном снижении внутренних напряжений в стали, является все же большим. В известном способе режимы охлаждения и нагрева толстых листов являются неоптимальными для десорбции водорода из стали. При выбранных скоростях и неравномерном охлаждении поверхности металла не достигаются условия для эффективного удаления водорода из стали. Это вызвано тем, что при охлаждении металла процесс десорбции водорода значительно замедляется в силу резкого снижения диффузионной подвижности водорода, особенно из поверхностных зон, как более охлаждаемых по сравнению с центральными зонами. Кроме того, неравномерность охлаждения металла, обусловленная несовершенством конструкций приспособлений для циркуляции сжатого воздуха на холодильниках, на которых обеспечивается охлаждение листов, приводит к неравномерному распределению внутренних напряжений по величине в поверхностных зонах стали, отрицательно влияющих на скорость выделения водорода. В известном способе использованы низкие скорости нагрева, которые из-за опасности коробления не обеспечили глубокое обезводороживание как при более высоких скоростях нагрева и не способствовали устранению флокенообразоваиия. Таким образом, используемые режимы термической обработки в известном решении не обеспечивают в значительной и достаточной степени устранение внутренних напряжений в металле и обезводороживания, что не предотвращает флокенообразование. В основу изобретения поставлена задача создать способ термической обработки заготовок, преимущественно перлитного класса сечением до 300 мм, который за счет определенной последовательности операций и режимов обработки обеспечит оптимальное сочетание внутренних напряжений и содержания водорода в стали, что предотвратит образование флокенов в металле. Поставленная задача решается тем, что в способе термической обработки заготовок преимущественно из стали перлитного класса, включающем выдержку стали после горячей деформации при температуре ниже Аr1, последующее регламентированное охлаждение, выдержку при низких температурах, дальнейший нагрев с заданной скоростью до температуры ниже Аc1, выдержку и охлаждение на спокойном воздухе, выдержку при температуре ниже Ar1 осуществляют в течение 2,0-3,0 ч, последующее регламентированное равномерное охлаждение поверхности заготовок производят со скоростью 13-15°С/мин до температуры 350-300°С, выдержку ведут в течение 2,5-3,0 ч, нагрев до температуры Ac1 выполняют из расчета 0,5-0,7 мин на 1 мм сечения заготовки, а охлаждение на спокойном воздухе ведут до температуры 250-200°С с изотермической выдержкой в течение 1,5-1,0 ч. Охлаждение заготовок до температуры Ar1 - (40-60)°С с изотермической выдержкой в течение 2,0-3,0 ч при этой температуре обеспечивают условия для превращения аустенита в феррито-карбидную смесь (перлит), которая обладает повышенной водородопроницаемостью и способствует ускоренному выделению водорода из стали, значительно снижает внутренние напряжения, обусловленные фазовым превращением. Выдержка стали при температуре на (40-60)°С ниже Ar1 более 3,0 ч непроизводительна, так как за этот период превращение аустенита в перлит заканчивается, дальнейшего снижения внутренних напряжений не происходит и выделения водорода из стали не наблюдается. Уменьшением времени выдержки менее 2,0 л не достигается полное g®a превращение, не в полной степени снижается уровень внутренних напряжений и в силу недостаточного количества выделившегося из стали водорода, не достигается равновесное содержание водорода в металле. Равномерное охлаждение поверхности металла со скоростью 13-15°С/мин приводит к существенному перепаду температур между поверхностными и центральными зонами заготовок, обусловленному неодинаковой скоростью изменения температур, что вызывает появление в заготовках временных термических напряжений и деформаций. Вследствие высокой пластичности стали при повышенных температурах, деформации являются упругопластическими и, следовательно, внешние зоны оказываются пластически растянутыми по отношению к внутренним, т.е. при охлаждении металла в его поверхностных слоях возникают временные растягивающие, а в центральных зонах - временные сжимающие напряжения. Равномерность охлаждения поверхности заготовок вызывает возникновение одинаковых по величине растягивающих напряжений на поверхности заготовок. При этом водород в стали диффундирует в зоны действия растягивающих напряжений путем восходящей диффузии, обогащает зоны растягивающих напряжений. Таким образом, поскольку временные растягивающие напряжения находятся в поверхностных зонах, то происходит перераспределение водорода из центральных зон заготовки к поверхности с образованием объемов, обогащенных водородом, и дальнейшим его выделением в атмосферу. Равномерное охлаждение поверхности заготовок со скоростью меньше 13°С/мин неэффективно, так как уменьшается перепад температур между поверхностью и центральными зонами, вследствие чего уменьшается величина временных растягивающих напряжений. Как следствие, уменьшается и количество диффундирующего к поверхностным зонам водорода, а также количество выделившегося из стали водорода. Равномерное охлаждение поверхности заготовок со скоростью более 15°С/мин вызывает возникновение значительных растягивающих напряжений, что присудит к большим поводкам, короблению, трещинообраэованию. При этом сокращается время действия временных растягивающих напряжений на поверхности заготовок и одновременно снижается количество выделившегося из стали водорода. Охлаждение поверхности заготовок до температуры 350-300°С и выдержка при этих температурах в течение 2,5-3,0 ч резко снижает и стабилизирует уровень внутренних напряжений, а также обеспечивает значительную десорбцию водорода в металле. Охлаждение поверхности заготовок до температуры ниже 300°С приводит к "глубокому" охлаждению не только поверхностных, но и центральных зон металла, к выравниванию температуры по сечению заготовки, что ведет к переходу растягивающих напряжений на поверхности в сжимающие. Кроме этого, растворимость водорода в стали резко снижается, резко снижается коэффициент диффузии водорода в стали и эффективность обезводороживания также снижается. Наконец, резко возрастает уровень термических напряжений в стали, что недопустимо для флокеночувствительных сталей. Охлаждение поверхности заготовок до температуры выше 350°С уменьшает время действия растягивающих напряжений на поверхности металла, поскольку уменьшается интервал температур начала и конца охлаждения стали. Это приводит к уменьшению общего времени диффузии водорода к поверхности и уменьшает степень десорбции водорода из стали. Увеличение длительности выдержки более 3,0 ч не дает дальнейшего снижения внутренних напряжений и выделения водорода из металла не происходит, в то время как при длительности выдержки менее 2,5 ч в полной мере не достигается ни снижение внутренних напряжений, ни прекращение десорбции водорода. После выдержки заготовок при температурах 350-300°С производится их нагрев до температуры Aс1 - (4060)°С со скоростью 0,5-0,7 мин на 1 мм сечения. Повышение температуры металла увеличивает диффузионную подвижность атомов водорода и скорость выделения водорода из стали. При нагреве заготовок с этими скоростями возникают термические напряжения в стали, потому что имеет место перепад температур по сечению и в металле снова возникают напряжения, причем на поверхности - напряжения сжатия, а в сердцевине - напряжения растяжения. Так как поверхностные зоны заготовок имеют более высокую температуру, чем внутренние, то и растворимость в них водорода существенно выше, что приводит дополнительно к ускоренной диффузии водорода из центральных зон заготовки к поверхности и десорбции его из стали. В связи с тем, что возникающие при нагреве на поверхности напряжения сжатия незначительны по величине, поэтому они очень мало влияют на десорбцию водорода, в то время как выделение водорода за счет повышения растворимости водорода в поверхностных зонах весьма существенно. Поэтому процесс десорбции водорода из стали при заданных скоростях нагрева эффективен. Скорость нагрева стали меньше чем 0,7 мин на 1 мм сечения заготовки неприемлема, потому что снижается градиент температур по сечению заготовки и различие в растворимости водорода в поверхностных и центральных зонах заготовки уменьшается, а процесс обезводороживания стали ослабевает. Скорость нагрева стали больше чем 0,5 мин на 1мм сечения заготовки нецелесообразна, так как возникает значительный градиент температур между поверхностными и внутренними зонами заготовки, что вызывает появление больших внутренних напряжений и поводок стали. По достижении заготовками температуры ниже Aс1 и выдержки при этой температуре для устранения термических напряжений, производится охлаждение стали на воздухе до температуры 250-200°С с изотермической выдержкой в течение 1,5-1,0 ч. При этой температуре происходит выравнивание температуры по сечению заготовки. Основной смысл выдержки стали при 250-200°С состоит в относительно "ускоренном" по сравнению с комнатной температурой, перераспределении водорода по различного рода дефектам и несовершенствам металла, т.е. когда водород из твердого раствора переходит в дефекты металла и выделяется в молекулярной форме, а также удаляется из стали до равновесного содержания. При каждой температуре в процессе перераспределения, устанавливается равновесие между молекулярным водородом и водородом, растворенным в кристаллической решетке, обусловленное растворимостью водорода в стали. Если равновесие водорода достигается при высоких температурах, а затем сталь охлаждается до низких, то равновесие нарушается в силу резкого снижения растворимости. При понижении температуры коэффициент диффузии водорода понижается и требуются более длительные выдержки для достижения равновесного содержания водорода. В связи с тем, что молекулярный водород является неактивной формой водорода в образовании флокенов, и чем более полно растворенный водород распределяется по дефектам стали, тем самым, повышается иммунитет к флокенообразованию за счет уменьшения в стали растворенного водорода (активной формы) при комнатных температурах. Если охлаждать заготовки до температуры выше 250°С и производить выдержку в течение времени менее 1,0 ч, то процесс молизации водорода, согласно условиям термодинамики, ослабевает. Если же охлаждать заготовки и производить выдержку при температуре ниже 200°С, то в связи с уменьшением диффузионной подвижности, процесс перераспределения водорода по дефектам замедляется и увеличивается опасность флокенообразования. Выдержка в течение времени более 1,5 ч не обеспечивает дальнейшего перераспределения водорода по дефектам металла и его молизации. Пример. Термическая противофлокенная обработка заготовок стали марки 40Х сечением 150мм проводилась по известному и предлагаемому способам. По известному способу заготовки после прокатки загружались в термическую печь при 650°С, выдерживались для превращения аустенита в перлит и снижения внутренних напряжений, а также выделения водорода до равновесных содержаний. В дальнейшем заготовки охлаждали сжатым воздухом со скоростью 10,7°С/мин до температуры 150°С, выдерживали при этой температуре 30 мин, а затем помещали в термическую печь и производили нагрев из расчета 2,5 мин на 1 мм сечения до температуры 670°С с последующей выдержкой в течение 25 мин и охлаждением на воздухе до комнатных температур. По предлагаемому способу заготовки подвергали тем же операциям термической обработки, что и по известному способу, но по другим режимам, представленным в табл.1. Охлаждение заготовок после выдержки при температуре 670°С осуществляли до температуры 250-200°С и выдерживали при этих температурах. Результаты испытаний представлены в табл.2. Скорости охлаждения регулировались подачей сжатого воздуха с помощью специальных устройств, обеспечивающих равномерность охлаждения поверхности металла, а также требуемую скорость потока воздуха и его температуру. Конструкция устройств приспособлена к форме охлаждающихся заготовок. Температура поверхности заготовок при охлаждении определялась с помощью контактных термопар. Содержание водорода определяли методом вакуум-плавления и в отдельных случаях методом вакуумнагрева. Отбор проб для оценки водорода производили с помощью полого сверла на глубину до 60мм в средней части заготовки. Содержание водорода для оценки эффективности режимов охлаждения до температур 350-300°С от температуры Аr1 -(40-60)°С и нагрева от 350-300°С до температуры Ас1 - (40-60)° С определяли как разность содержания водорода в металле при этих температурах. Содержание водорода для оценки эффективности изотермических выдержек при 250 и 200°С определяли как разность содержания водорода, определенного методом вакуум-плавления и вакуум-нагрева. Ошибка определения водорода составляет ± 0,1 см3/100 г. Контроль на флокены осуществляли прозвучиванием заготовок УЗК для выявления несплошностей и определения глубины и направления их залегания, а также травлением макротемплетов. Поводки металла как результат действия внутренних напряжений определяли в миллиметрах на 1 погонный метр согласно требованиям ГОСТ. Как показали результаты исследований, поставленная задача предотвращения флокенообразования за счет оптимального сочетания внутренних напряжений и содержания водорода решена в вариантах №3, 4,5 и 6, где соблюдены все заявляемые параметры технологического режима. В случае отклонения технологических параметров в сторону уменьшения (варианты № 1,2) в металле остается большое содержание водорода вследствие недостаточного градиента температур между поверхностью и центральными зонами при охлаждении и нагреве, что неэффективно для десорбции водорода, а также низкими температурами и длительностью выдержки для перераспределения водорода по несовершенствам стали, что не позволило в достаточной степени нейтрализовать диффузионно-подвижный водород. Кроме того, недостаточная длительность выдержки заготовок при температуре фазового g®a превращения обусловила наличие в стали структурных напряжений, на которые накладывались тепловые напряжения, которые приводят к большим поводкам, а в сочетании с водородом, в конечном итоге, к флокенам. В случае отклонения технологических параметров в сторону увеличения (варианты №7, 8) наблюдаются большие поводки металла, как после охлаждения, так и при нагреве, обусловленные высоким уровнем термических напряжений, что приводит к появлению трещин термического характера несмотря на значительное снижение водорода в стали. Следует отметить, что увеличение скорости охлаждения свыше заявляемых параметров не приводит к росту десорбции водорода из металла вследствие уменьшения времени охлаждения поверхности заготовок и недостаточности времени. Для диффузии водорода к поверхностным зонам и дальнейшей десорбции из стали.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for thermal treatment of blanks
Автори англійськоюZaika Vitalii Ivanovych, Kaschenko Yurii Oleksiiovych,Sapielkin Valerii Serhiiovych, Brekharia Hryhorii Pavlovych, Kuzin Oleksandr Petrovych
Назва патенту російськоюСпособ термической обработки заготовок
Автори російськоюЗаика Виталий Иванович, Кащенко Юрий Алексеевич, Сапелкин Валерий Сергеевич, Брехаря Григорий Павлович, Кузин Александр Петрович
МПК / Мітки
МПК: C21D 9/46, C21D 3/00, C21D 1/78
Мітки: заготовок, обробки, термічної, спосіб
Код посилання
<a href="https://ua.patents.su/4-13869-sposib-termichno-obrobki-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічної обробки заготовок</a>
Спосіб термічної обробки заготовок суцільнокатаних коліс
Номер патенту: 5223
Опубліковано: 28.12.1994
Автори: Кузьмичов Михайло Васильович, Узлов Іван Герасимович, Староселецький Михайло Ілліч, Озиміна Валентина Василівна, Козловський Альфред Іванович, Буряк Анатолій Вікторович, Пахомов Генадій Юхимович, Школа Владлен Іванович, Мирошниченко Микола Григорович
МПК: C21D 9/34
Мітки: заготовок, обробки, коліс, суцільнокатаних, термічної, спосіб
Формула / Реферат:
(57) Способ термической обработки заготовок цельнокатаных колес, включающий нагрев под прокатку с изотермической выдержкой в процессе нагрева в течение 3...6ч., отличающийся тем, что выдержку производят при 850-890°С.
Спосіб термічної обробки сталі перлітного класу
Номер патенту: 7822
Опубліковано: 26.12.1995
Автори: Байрака Михайло Миколайович, Савченко Людміла Олександрівна, Підгорний Віктор Михайлович, Панасенко Людміла Іванівна, Семенякін Михайло Степанович, Костенко Анатолій Олександрович, Руфанов Юрій Георгійович, Сербін Генадій Васильович
МПК: C21D 1/78
Мітки: термічної, перлітного, сталі, обробки, класу, спосіб
Формула / Реферат:
1. Способ термической обработки сталей перлитного класса, включающий нагрев до температуры аустенитизации, выдержку, охлаждение в среде с температурой Мн + (5-50)°С, выдержку и окончательное охлаждение, отличающийся тем, что, с целью повышения вязкости и эксплуатационной стойкости, перед нагревом осуществляют предварительный нагрев при Acl - (10-40)°С в течение 4-8 ч и охлаждение до 500°С со скоростью 0,02-0,03°С/с, далее на воздухе....
Спосіб термічної обробки рухомого прокату
Номер патенту: 11750
Опубліковано: 25.12.1996
Автори: Дубиня Олександр Андрійович, Пілюшенко Віталій Лаврентьович, Дмитриєв Василь Дмитрович, Подгайський Михайло Серафимович, Наливайченко Тетяна Михайлівна, Максимов Олександр Борисович
Мітки: спосіб, термічної, обробки, рухомого, прокату
Формула / Реферат:
Способ термической обработки движущегося проката, преимущественно листа и полосы, включающий нагрев до температуры свыше Ас3 и охлаждение с чередованием воды и воздуха, отличающийся тем, что, с целью сокращения длительности обработки и повышения ударной вязкости металла, прокат в периоды охлаждения на воздухе подвергают изгибным знакопеременным пластическим деформациям.
Спосіб термічної обробки великогабаритних виробів
Номер патенту: 3591
Опубліковано: 27.12.1994
Автори: Власов Леонід Олексійович, Куксенко Іван Васильович, Дейнеко Леонід Миколайович, Рязанцев Юрій Михайлович, Калиновський Сергій Костянтинович, Іл'юшонок Валерій Васильович, Большаков Володимир Іванович, Дроб'язко Володимир Олексійович, Толстих Владислав Самуїлович
МПК: C21D 1/56
Мітки: термічної, спосіб, виробів, обробки, великогабаритних
Формула / Реферат:
1. Способ термической обработки крупногабаритных изделий, включающий нагрев, выдержку, охлаждение в баке с нагретой закалочной средой и отпуск, отличающийся тем, что, с целью снижения коробления изделий и повышения безопасности труда за счет предотвращения выброса закалочной среды, охлаждение осуществляют в две стадии, на первой из которых охлаждают в воде с температурой tкип -10°С - tкип или водных растворах солей с температурой tкип -...
Спосіб термічної обробки суцільнокатаних колес
Номер патенту: 11397
Опубліковано: 25.12.1996
Автори: Озимин Віктор Михайлович, Галкін Валерій Костянтинович, Башнін Юрій Олексійович, Весна Олександр Іванович, Сидоренко Юрій Михайлович, Староселецький Михайло Ілліч, Есаулов Олександр Трофимович, Озиміна Валентина Василівна, Кузьмичов Михайло Васильович, Дюбченко Василь Григорович, Мазуркевич Валентин Семенович
МПК: C21D 9/34
Мітки: колес, спосіб, обробки, суцільнокатаних, термічної
Формула / Реферат:
Способ термической обработки цельнокатаных колес, включающий нагрев до температуры аустенизации, охлаждение обода и ступицы с последующим отпуском, отличающийся тем, что, с целью увеличения производительности процесса, охлаждение обода ведут до среднемассовой температуры 520-570°С, после чего производят охлаждение ступицы воздухом до среднемассовой температуры, равной tопт+(0-50)°С, с одновременным подстуживанием обода до среднемассовой...
Попередній патент: Hагрівальhий елемеhт
Наступний патент: Спосіб запуску космічного апарату з літака
Випадковий патент: Спосіб футерування барабанного млина