Спосіб термічної обробки суцільнокатаних колес
Номер патенту: 11397
Опубліковано: 25.12.1996
Автори: Кузьмичов Михайло Васильович, Башнін Юрій Олексійович, Мазуркевич Валентин Семенович, Есаулов Олександр Трофимович, Весна Олександр Іванович, Староселецький Михайло Ілліч, Озимин Віктор Михайлович, Галкін Валерій Костянтинович, Сидоренко Юрій Михайлович, Дюбченко Василь Григорович, Озиміна Валентина Василівна
Формула / Реферат
Способ термической обработки цельнокатаных колес, включающий нагрев до температуры аустенизации, охлаждение обода и ступицы с последующим отпуском, отличающийся тем, что, с целью увеличения производительности процесса, охлаждение обода ведут до среднемассовой температуры 520-570°С, после чего производят охлаждение ступицы воздухом до среднемассовой температуры, равной tопт+(0-50)°С, с одновременным подстуживанием обода до среднемассовой температуры, равной tопт -(0-30)°С, а отпуск проводят в течение 2,0-2,3 ч.
Текст
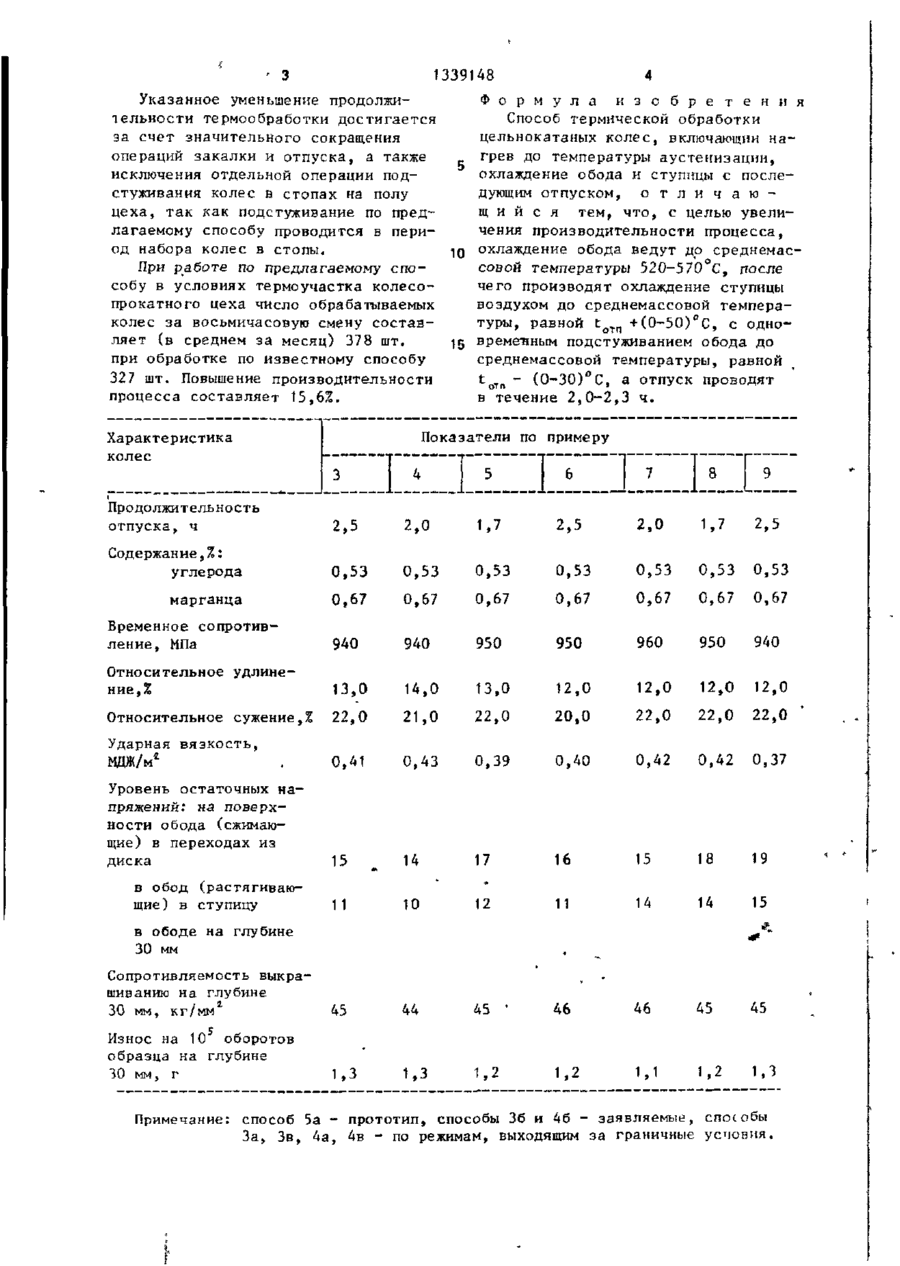
СОЮЗ СОВЕТСКИХ СОЦИАЛИСТИЧЕСКИХ РЕСЛУБЛИН А1 С5»4 С 21 D 9/34 ГОСУДАРСТВЕННЫЙ НОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИИ ОПИСАНИЕ ИЗОБРЕТЕНИЯ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ J (21) 3889942/22-02 " (22) 3 0 . 0 4 . 8 5 (46) 2 3 . 0 9 . 8 7 . Бюл. № 35 (71) Нижнеднепровский трубопрокатный завод им. Карла Либкнехта (72) А.Т. Есаулов, М.И. Староселецкий, Ю.А. Башнин, В.В. Озимина, Ю.М. Сидоренко, В.Г. Дюбченко, М.В. Куэмичев, В.М. Озимин, А.И.Весна, В.К. Галкин и B.C. Мазуркевич (53) 621.785.796(088.8) (56) Авторское свидетельство СССР № 549483, кл. С 21 D 9/34, 1977. Авторское свидетельство СССР * 1087557, кл. С 21 D 9/34, 1984. (54) СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЦЕЛЬНОКАТАНЫХ КОЛЕС (57) Изобретение о т н о с и т с я к м е т а л л у р г и и , к о н к р е т н е е к способам т е р мической о б р а б о т к и ц е л ь н о к а т а н ы х к о л е с . Целью и з о б р е т е н и я я в л я е т с я увеличение п р о и з в о д и т е л ь н о с т и п р о ц е с с а . Способ включает а у с т е н и з а ц и ю , охлаждение обода до с р е д н е м а с с о а о й температуры 520-570 С, ступицы до tonT+ ( 0 - 5 0 ) ° C и последующий о т п у с к в течение 2 , 0 - 2 , 3 ч. Использование способа п о з в о л я е т с о к р а т и т ь п р о д о л ж и т е л ь н о с т ь термической о б р а б о т к и на 12-20% и повысить п р о и з в о д и т е л ь н о с т ь п р о ц е с с а на 15% при сохранении требуемого уровня м е х а н и ч е с к и х свойств. 1 табл. ее ее со DO > г* 1 13391 AS Изобретение относится к металлургии, конкретнее к способам термической обработки цельнокатаных к о л е с . Целью изобретения является увеличение производительности процесса. Способ включает аустенизацию, охлаждение обода до среднемассовой температуры 52О-57О°С, ступицы - до t 6 т п (0-50) С и последующий отпуск в течение 2 , 0 - 2 , 3 ч . П р и м е р 1. Цельнокатаное железнодорожное колесо 0 950 мм из стали с содержанием углерода 0,53% (нижний предел по ГОСТу) и марганца 0,67% нагревают до температуры а у с т е низации (860 С) и помещают в установку для прерывистого упрочнения обода водой. Упрочнение ведут в течение 130 с до достижения среднемассовой температуры обода 520-550 С. Затем колесо укладывают в стопу и производят принудительное охлаждение ступицы воздухом до среднемассовой температуры 450-470 С с одновременным подстуживанием обода до среднемассовой температуры 430-450 & С, при этом среднемассовая температура всего колеса становится равной температуре отпуск а . Далее стопу колес загружают в колодец шахтного типа и производят отпуск при 450 С в течение 2,0 ч . 10 15 20 25 ка. Далее стопу загружают в колодец шахтного типа и производят отпуск при 500 С в течение 2,0 ч . Продолжительность процесса термообработки сокращается на 50 мин за счет уменьшения времени закалки на 30 с,подстуживания на 20 мини отпуска на 30мин. Механические свойства колес соответствуют требованиям ГОСТа. В таблице приведены данные механических и эксплуатационных свойств колес после обработки по известному и предлагаемому способам, а также по режимам, выходящим за- граничные условия обработки. Как видно из приведенных в таблице данных, повышение температуры окончания закалки до 570 С обеспечивает сокращение продолжительности закалки на закалочных машинах, не приводя при этом к снижению уровня механических свойств. Кроме т о г о , отмечается снижение уровня остаточ- . < ных технологических напряжений по сравнению с известным способом,происходящее вероятно в результате уменьшения градиента температур между элементами колеса. В случае окончания закалки при 580°С имеются случаи снижения харак-*, теристик прочности колес, главным образом, в случае задержек при снятии колес с закалочных машин и установке их на установку для принуди.35 тельного подстуживания. Уменьшение продолжительности отпуска до 2 ч , осуществленное за счет исключения операции подогрева обода 30 Проведенный хронометраж показывае т , что продолжительность процесса термообработки сокращается на 51 мин за счет уменьшения времени закалки на 70 с , подстуживания на 20 мин и отпуска на 30 мин. Контроль механических свойств д о колес показывает их соответствие т р е - 40 температуры отпуска, не ска.зывается на изменении уровня механичесбованиям ГОСТа. ких свойств и эксплуатационных хаП р и м е р 2, Цельнокатаное жерактеристик колес. В случае провелезнодорожное колесо 0 950 мм из стадения отпуска продолжительностью ли с содержанием углерода 0,65% и 1,7 ч отмечают некоторое повышение марганца 0,84% (верхний предел по уровня остаточных напряжений в элеГОСТу) нагревают до температуры аусментах колес. тенизации (860 С) и помещают в устаКак видно из таблицы, после обрановку прерывистого упрочнения обода ботки по известному и предлагаемому водой. Упрочнение ведут в течение 120 сдо достижения среднемассовой 50 способам достигаются одинаковые механические свойства. Преимущесттемпературы обода 540-570 С. Затем во предлагаемого способа заключается колесо укладывают в стопу и произвов повышении производительности продят принудительное охлаждение ступицы цесса термообработки колес. воздухом до среднемассовой темпераКак указано в примерах 1 и 2, туры 520-550 С с одновременным под55 сокращение продолжительности термистуживанием обода до среднемассовой , ческой обработки составляет не менее температуры 470-490 С, при этом сред50 мин, т.е. ~12~20%, что весьма немассовая температура всего колеса существенно. становится равной температуре отпус 1339148 ' З 4 Указанное уменьшение продолжиФ о р м у л а и з о б р е т е н и я тельности термообработки достигается Способ термической обработки за счет значительного сокращения цельнокатаных колес, включающий наопераций закалки и отпуска, а также грев до температуры аустенизации, исключения отдельной операции подохлаждение обода и ступицы с послестуживания колес в стопах на полу дующим отпуском, о т л и ч а ю цеха, так как подстуживание по предщ и й с я тем, что, с целью увелилагаемому способу проводится в перичения производительности процесса, од набора колес в стопы. 1Q охлаждение обода ведут до среднемасПри работе по предлагаемому спосовой температуры 520-570°С, после собу в условиях термоучастка колесочего производят охлаждение ступицы прокатного цеха число обрабатываемых воздухом до среднемассовой темпераколес за восьмичасовую смену составтуры, равной t o T n +(0-50)°C, с одноляет (в среднем за месяц) 378 шт. 15 временным подстуживанием обода до при обработке по известному способу среднемассовой температуры, равной 327 шт. Повышение производительности t o T n - (О-ЗО)°С, а отпуск проводят процесса составляет 15,6%. в течение 2 , 0 - 2 , 3 ч . Показатели по примеру Характеристика колес ПИШИ Продолжительность отпуска, ч 2,5 2,0 1,7 2,5 2,0 1,7 2,5 Содержание,Z: углерода 0,53 0,53 0,53 0.53 0,53 0,53 0,53 марганца 0,67 0,67 0 ,67 0,67 0,67 0,67 0,67 Временное сопротивление, МПа 940 940 950 950 960 950 940 Относительное удлинение,% 13,0 13 ,0 12,0 12 ,0 Относительное сужение,: 22, 0 14,0 21 ,0 22,0 20,0 22,0 12,0 12,0 22 ,0 22,0 0,41 0,43 0,39 0,40 0,42 0,42 0,37 Уровень остаточных напряжений: на поверхности обода (сжимающие) в переходах из диска 15 14 17 16 15 18 19 в обод (растягивающие) в ступицу 11 10 12 11 14 14 15 Сопротивляемость выкра шиванию на глубине 30 мм, кг/мм 45 44 45 ' 46 46 45 45 Износ на 10 оборотов образца на глубине 30 мм, г 1,3 1,3 1,2 1,2 1,1 1,2 1,3 Ударная вязкость, в ободе на глубине 30 мм Примечание: способ 5а - прототип, способы 36 и 46 - заявляемые, способы За, Зв, 4а, 4в - по режимам, выходящим за граничные усповия. 1339148 Редактор Н. Гунько Составитель А. Орешкина Техред М.Ходанич Корректор И.Эрдейи Заказ 4185/18 Тираж 549 Подписное В И Г Государственного комитета СССР Н ИШ по делам изобретений и открытий 113035, Москва, Ж-35, Раушская н а б . , д . 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for heat treatment of seamless-rolled wheels
Автори англійськоюYesaulov Oleksandr Trofymovych, Staroseletskyi Mykhailo Illich, Bashnin Yurii Oleksiovych, Ozymina Valentyna Vasylivna, Sydorenko Yurii Mykhailovych, Diubchenko Vasyl Hryhorovych, Kuzmichiov Mykhailo Vasyliovych, Ozymyn Viktor Mykhailovych, Vesna Oleksandr Ivanovych, Halkin Valerii Kostiantynovych, Mazurkevych Valentyn Semenovych
Назва патенту російськоюСпособ термической обработки цельнокатаных колес
Автори російськоюЕсаулов Александр Трофимович, Староселецкий Михаил Ильич, Башнин Юрий Александрович, Озимина Валентина Васильевна, Сидоренко Юрий Михайлович, Дюбченко Василий Григорьевич, Кузьмичев Михаил Васильевич, Озимин Виктор Михайлович, Весна Александр Иванович, Галкин Валерий Константинович, Мазуркевич Валентин Семенович
МПК / Мітки
МПК: C21D 9/34
Мітки: спосіб, термічної, колес, обробки, суцільнокатаних
Код посилання
<a href="https://ua.patents.su/4-11397-sposib-termichno-obrobki-sucilnokatanikh-koles.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічної обробки суцільнокатаних колес</a>
Спосіб термічної обробки заготовок суцільнокатаних коліс
Номер патенту: 5223
Опубліковано: 28.12.1994
Автори: Озиміна Валентина Василівна, Школа Владлен Іванович, Узлов Іван Герасимович, Мирошниченко Микола Григорович, Буряк Анатолій Вікторович, Пахомов Генадій Юхимович, Кузьмичов Михайло Васильович, Козловський Альфред Іванович, Староселецький Михайло Ілліч
МПК: C21D 9/34
Мітки: обробки, коліс, суцільнокатаних, термічної, спосіб, заготовок
Формула / Реферат:
(57) Способ термической обработки заготовок цельнокатаных колес, включающий нагрев под прокатку с изотермической выдержкой в процессе нагрева в течение 3...6ч., отличающийся тем, что выдержку производят при 850-890°С.
Спосіб термообробки кранових колес зі збільшеною маточиною
Номер патенту: 1900
Опубліковано: 20.12.1994
Автори: Тертишний Вадим Олегович, Тракшинський Борис Романович, Борозняк Олена Олеговна, Борозняк Олександр Іванович
МПК: C21D 9/34
Мітки: маточиною, термообробки, кранових, спосіб, колес, збільшеною
Формула / Реферат:
Способ термообработки крановых колес с увеличенной ступицей, включающий нагрев колеса с предварительно расточенным отверстием выше критической точки Ас3, выдержку, охлаждение путем вращения реборды и дорожки катания в воде и отпуск, обеспечивающий получение структуры сорбита, отличающийся тем, что после охлаждения реборды и дорожки катания колесо выдерживают на воздухе до достижения ступицей температур ниже Ас3, а ребордой и дорожкой катания...
Спосіб прокатки залізничних колес
Номер патенту: 8188
Опубліковано: 29.03.1996
Автори: Крашевич Віктор Наумович, Валетов Михайло Серафимович, Бабушкін Анатолій Павлович
МПК: B21H 1/00
Мітки: колес, спосіб, залізничних, прокатки
Формула / Реферат:
Способ прокатки железнодорожных колес из отформованных заготовок путем прокатки обода по наружной и боковым его поверхностям и прокатки обода с диском по диаметру с постепенным снижением удельного усилия обжатия, отличающийся тем, что, с целью улучшения качества колес путем повышения точности их геометрических размеров, снижение удельного усилия обжатия начинают осуществлять после прокатки обода и диска при постоянном удельном усилии...
Спосіб термічної обробки двофазних титанових сплавів мартенситного класу
Номер патенту: 1305
Опубліковано: 25.03.1994
Автори: Ошкадьоров Станіслав Петрович, Смирнов Олексій Михайлович, Єлагина Людмила Олександрівна, Свечников Василь Львович, Годін Наум Львович, Брун Морис Якович, Марковський Павло Євгенович, Варфоломієва Людмила Василівна, Івасишин Орест Михайлович, Гріднев Віталій Никифорович
МПК: C22F 1/18
Мітки: двофазних, титанових, класу, сплавів, мартенситного, спосіб, термічної, обробки
Формула / Реферат:
Способ термической обработки двухфазных титановых сплавов мартснситного класса, включающий нагрев под закалку до температуры на 10— 30 °C выше температуры полиморфного превращения, охлаждение до комнатной температуры и отжиг, отличающийся тем, что, с целью повышения уровня механических свойств путем преобразования пластинчатой структуры в глобулярную, нагрев под закалку проводят со скоростью ...
Спосіб термічної обробки сталі перлітного класу
Номер патенту: 7822
Опубліковано: 26.12.1995
Автори: Панасенко Людміла Іванівна, Сербін Генадій Васильович, Костенко Анатолій Олександрович, Савченко Людміла Олександрівна, Руфанов Юрій Георгійович, Байрака Михайло Миколайович, Семенякін Михайло Степанович, Підгорний Віктор Михайлович
МПК: C21D 1/78
Мітки: класу, спосіб, термічної, перлітного, сталі, обробки
Формула / Реферат:
1. Способ термической обработки сталей перлитного класса, включающий нагрев до температуры аустенитизации, выдержку, охлаждение в среде с температурой Мн + (5-50)°С, выдержку и окончательное охлаждение, отличающийся тем, что, с целью повышения вязкости и эксплуатационной стойкости, перед нагревом осуществляют предварительный нагрев при Acl - (10-40)°С в течение 4-8 ч и охлаждение до 500°С со скоростью 0,02-0,03°С/с, далее на воздухе....
Попередній патент: Спосіб прокатки кільцевих виробів
Наступний патент: Спосіб оброблення пільгервалка
Випадковий патент: Склади у вигляді везикул для лікування запальних дерматозів