Волока

Формула / Реферат
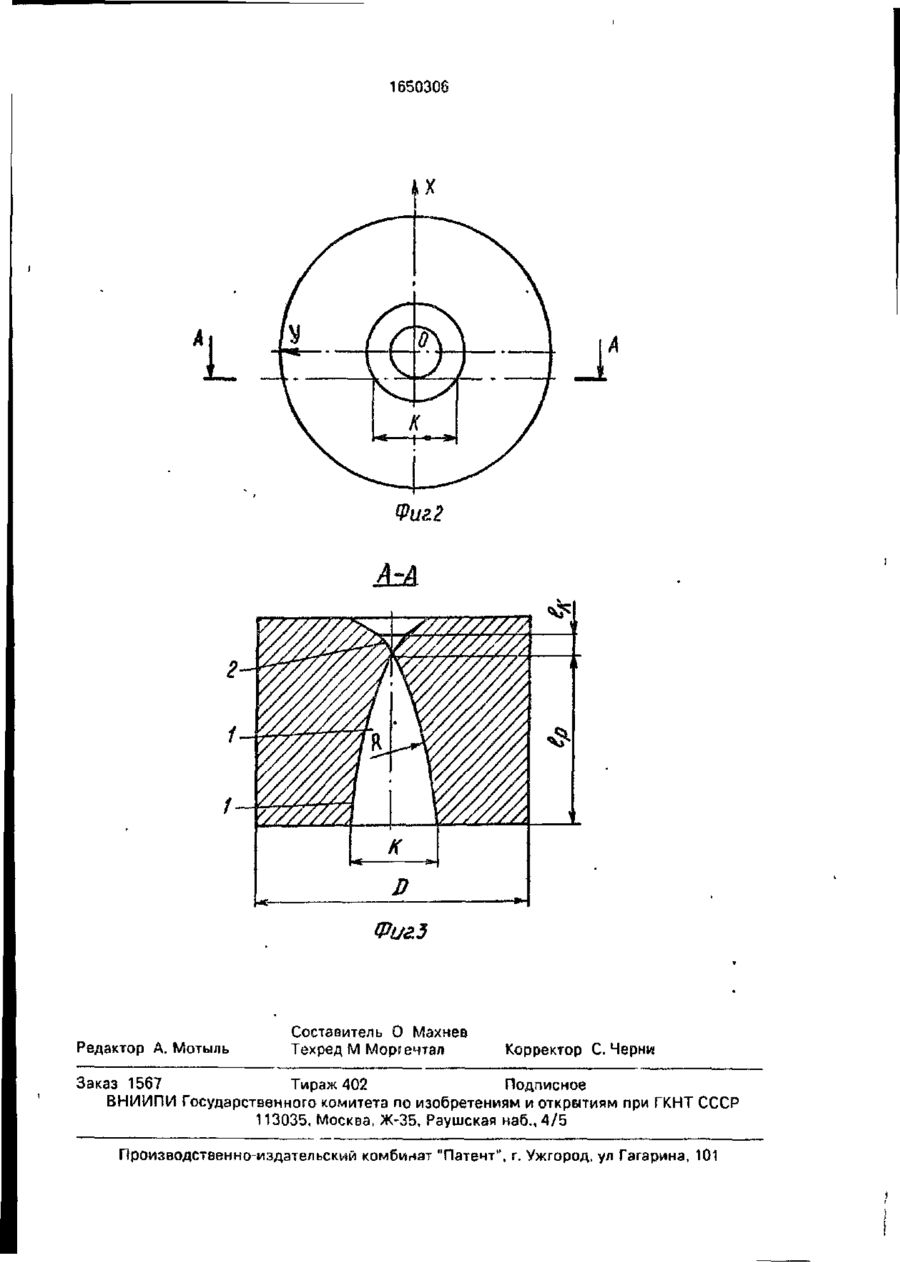
Волока, содержащая внутренний канал, имеющий рабочий и калибрующий участки, отличающаяся тем, что, с целью упрощения технологии ее изготовления, рабочий и калибрующий участки образованы единой поверхностью вращения с выпукло-вогнутой образующей, описанной уравнением
где d - текущее значение диаметра образующей поверхности рабочего участка волоки, мм:
lp - длина рабочего участка волоки, мм;
dk - конечный диаметр рабочего участка волоки, мм;
Z - координата вдоль оси волоки с отсчетом из точки пересечения осевой плоскости с плоскостью стыка рабочего и калибрующего участков;
R - радиус окружности кривой сечения поверхности волочильного канала плоскостью, отстоящей от оси волоки на расстоянии, равном половине диаметра калибрующего участка,
r = l2/k + 0,25k, мм,
К - длина хорды окружности входного отверстия рабочего участка;
dв - диаметр входного отверстия рабочего участка, мм.
Текст
Изобретение относится к обработке металлов давлением, а частности к инструментам для волочения. Цель - упрощение технологии изготовления волоки. Волока содержит внутренний канал, имеющий рабочий 1 и калибрующий 2 участки. Рабочий и калибрующий участки очерчены единой выпукло-вогнутой, которая описана уравне ниемd-v^[7 R ^ /, f -VR z 7 ^ ^ гдеd ~ текущее значение диаметра образующей поверхности рабочего участка волоки, мм, (р- длина рабочего участка, мм; d* - конечный диаметр рабочего участка волоки, мм; г ~ координата вдоль оси волоки с отсчетом от точки пересечения осевой плоскости с плоскостью стыка рабочего и калибрующего участков. R - радиус окружности кривой сечения поверхности волочильного канала плоскостью, отстоящей от оси волоки на расстоянии, равном половине диаметра калибрующего участка, мм; R = l p /К + 0,25 К; К - длина хорды окружности входного отверстия рабочего участка, мм; К = V^l — d\; do - диаметр входного отверстия рабочего ' участка, мм. 3 ил. о ел о о Фиг і 1650306 Изобретение относится к обработке металлов давлением, в частности к инструменту для волочения. Целью изобретения является упрощение технологии ее изготовления. 5 На фиг. 1 изображено устройство, общий вид; на фиг. 2 -тоже, эид со стороны задачи заготовки; на фиг. 3 - разрез А-А на фиг. 2. Волока включает рабочий 1 и калибрующий 2 участки, образованные единой повер- 10 хностью, построенной вращением вокруг оси продольной образующей АВ, имеющей вогнуто-выпуклую форму описываемую уравнением 15 где d - текущее значение диаметра образующей поверхности рабочего участка волоки, мм; !р - длина рабочего участка волоки, мм; сік — конечный диаметр рабочего участка 20 волоки (диаметр колибрующего участка), мм; z - координата вдоль оси волоки с отсчетом из точки пересечения осевой плоскости с плоскостью стыка рабочего и калибрующе- 25 го участков; R - радиус окружности кривой сечения поверхности волочильного канала плоскостью, отстоящей от оси волоки на расстоянии, равном половине диаметра 30 калибрующего участка, мм: R = l 2 /K+K/4,(2) К - длина хорды окружности входного отверстия рабочего участка, мм 35 K =^d!~+diT С Я d 8 - диаметр входного отверстия рабочего участка, мм. Волока работает следующим образом. Заготовка с круглым поперечным сечением задается по оси волочения в рабочий участок 1, где производится обжатие металла с уменьшением его диаметра до величины die. а затем проходит калибрующий 2 и выходной участки волоки. При этом благодаря вогнуто-выпуклой форме продольного профиля волочильного канапа имеют место низкие углы встречи поверхности металла со стенками волочильного канала, что обеспечивает оптимальные условия дли захвата смазки в рабочий участок, снижение сил контактного трения и повышение стойкости волоки. Предлагаемая форма продольного профиля волочильного канала обеспечивает также плавное нарастание суммарной относительной деформации, что обусловливает наилучшее использование пластических свойств деформируемого металла, сниже 40 45 50 55 ние дополнительных сопротивлений и усилил волочения. Использование предлагаемой волоки в производстве позволит существенно упростить технологию изготовления и ремонта волок с вогнуто-выпуклой (сигноидальной) формой продольного профиля волочильного канала и практически решить проблему серийного изготовления таких волок в нашей стране. При этом абразивная обработка (например, шлифовка или полировка) всех участков поверхности волочильного канала вращающейся относительно своей продольной оси волоки производится за одну операцию при возвратно-поступательном перемещении обрабатывающего инструмента по дуге, построенной радиусом R. Здесь в качестве обрабатывающего инструмента могут быть использованы абразивные круги или притиры (а присутстьии абразивного материала), при этом простейшей конструкцией притира может служить отрезок круглой проволоки диаметром, равным (0,1 ~0,7)dK, имеющим кривизну, равную 1 /R. Перемещение обрабатывающего (шлифующего или полирующего) инструмента по « у е с радиусом R в процессе механической обработки волочильного канала обеспечивает получение вогнуто-выпуклой формы его продольного профиля, которая обеспечивает интенсивный захват технологической смазки в зону деформации и существенное снижение усилия волочения, а также плавное уменьшение нормальных контактных напряжений при движении протягиваемого металла в калибрующей зоне. Последнее особенно важно при волочении трудно деформируемых металлов и сплавов, когда стойкость волочильного инструмента во многом определяется механической прочностью материала волоки, его сопротивлением разрушению путем растрескивания. При необходимости изготовления еолокм с цилиндрической формой калибрующего участка последний получают дополнительным использованием известных технологических приемов. П р и м е р 1. Производят обработку волоки из твердого сплава В Кб, имеющей вогнуто-выпуклую форму продольного профиля волочильного канала. Диаметр входного отверстия йв=6,5мм,диаметр калибрующей зоны d* =5,3 мм. Используется стандартная твердосплавная заготовка диаметром 22 мм и высотой 18 мм. Длина рабочего участка принимается 1р = 16,1 мм, тогда R = (16,1)2/3,76 + 0,25 • 3,76 = 70 мм, 1'350306 Шли&оака и полиоовка волочильного канала выполняется за одну операцию с использованием в качестве абразивного материала алмазной пасты АСМ 40/28 ПОМ, а в качестве притира - обрезка (длиной 150 мм) 5 стальной (сталь марки СтОМ) холоднотянутой проволоки диаметром 3 мм, имеющего кривизну 1 /R« 1 /70 мм" . Скорость возвратно-поступательного движения притира 0,03 м/с. Частота осевого вращения волоки 10 30 с" , Время обработки волоки 0 мин. П р и м е р 2. Производят обработку рабочего канала волоки из твердого сплава ВК6, имеющей выпукло-вогнутую форму образующей рабочего и калибрующего участ- 15 ков. Диаметр входного отверстия oV = 5,6 мм, диаметр калибрующего участка сік = 4,3 мм. Принимается R = 70 мм. тогда б шлифовального станка типа ПТ-20 и стального (сталь марки Ст45) притира (иглы) с заточенной рабочей частью по шаблону, имеющему вогнуто-оыпуклый синусоидный профиль. Чзстота вращения иглы составляет 50 с"1, а частота ее ходов 10 с" .В качестве абразивного материала используют алмазную пасту АСМ 40-38 ПОМ, Время обработки канала волоки 10 мин. В процессе испытаний определили, что волока-прототип вышла из строя (по износу) после протяжки через нее27150 кг проволоки, а предложенная волока - после протяжки 27560 кг проволоки диаметром 4,3 мм, Следовательно, предложенная волока обеспечивает практически одинаковую с прототипом эксплуатационную стойкость при волочении, однако изготовление ее значи= 1 = тельно проще и выполняется с меньшими К ^ъЖ^ЛЗ? 3,59 мм; \р = = VK (£-0,299*= ^3.59(70-0,25-3,5g) ' - 20 затратами. Формула изобретения = 15,7ь мм. Волока, содержащая внутренний канал, Принимается твердосплавная заготовимеющий рабочий и калибрующий участки, ка волоки диаметром 22 мм и длиной 13 мм. отличающаяся тем, что, с целью Притиром при обработке канала волоки используется отрезок стальной (СтОМ) прово- 25 упрощения технологии ее изготовления, рабочий и калибрующий участки образованы локи диаметром 2,5 мм, длиной 130 мм и единой поверхностью вращения с выпуклокривизной, составляющей 1/70 мм"1. В кавогнутой образующей, описанной уравнечестве абразивного материала применяется нием алмазная паста АСМ 40/28 ПОМ. Скорость перемещения притира 0,03 м/с. Частота 30 осевого вращения волоки 30 с"1 Время обгде d - текущее значение диаметра образуработки волоки б мин. юбщей поверхности рабочего участка волоки, мм: Испытания предлагаемой волоки типа провели при волочении стальной (сталь Ip - длина рабочего участка волоки, мм; марки СтОМ) проволоки диаметром 4,3 мм. 35 сік - конечный диаметр рабочего участка Исходной для волочения заготовкой служит волоки, мм; катанка диаметром 6,5 мм, которую протяZ- координата вдоль оси волоки с отсчегивали на первом блоке машины на диаметр том из точки пересечения осевой плоскости 5,3 мм и далее передавали на второй блок, с плоскостью стыка рабочего и калибрующегде обжигали до диаметра 4,3 мм. Скорость 40 го участков; волочения составляет 132 м/с, В качестве R - радиус окружности кривой сечения технологической смазки используют сухой поверхности волочильного канала плоскомыльный порошок. стью, отстоящей от оси волоки на расстоянии, равном половине диаметра калибрующего Предлагаемую волоку изготовили из твердосплавной (сплав ВК6) заготовки волоки 45 участка, (с наружными размерами ф 22 х13 мм) на R = ! 2 /K + 0,25 К, мм; специальной шлифовальной установке. ВреК - длина хорды окружности входного мя обработки волоки 6 мик. отверстия рабочего участка, Волоку-прототип с синусоидной формой образующей рабочей части волоки (диамет- 50 d B - диаметр входного отверстия рабором 4,3 мм) изготовили с использованием чего участка, мм. 1650306 Фиг2 ФигЗ Редактор А. Мотыль Составитель О Махнев Техред М Моргечтал Корректор С. Черни Заказ 1567 іираж402 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюDrawplate
Автори англійськоюZykov Yurii Serhiovych
Назва патенту російськоюВолока
Автори російськоюЗыков Юрий Сергеевич
МПК / Мітки
МПК: B21C 3/02
Мітки: волока
Код посилання
<a href="https://ua.patents.su/4-14217-voloka.html" target="_blank" rel="follow" title="База патентів України">Волока</a>
Роликова волока

Номер патенту: 13930
Опубліковано: 25.04.1997
Автори: Погадаєв Василь Васильович, Жабкін Віктор Петрович, Бордюгов Вячеслав Михайлович, Потапенко Валентин Карпович, Вдовін Василь Захарович, Тітієвський Володимир Маркович
МПК: B21C 3/08
Формула / Реферат:
Роликовая волока, содержащая корпус, ролики с осями, установленными на опорах, и механизм сведения - разведения роликов, отличающаяся тем, что механизм сведения - разведения роликов выполнен в виде эксцентриковых осей, на которые свободно посажены ролики, установленных на жестко закрепленных с корпусом опорах, и пар винт-гайка, закрепленных шарнирно соответственно на корпусе и рычагах, жестко связанных с осями роликов.
Роликова волока

Номер патенту: 13236
Опубліковано: 28.02.1997
Автори: Лобанов Олександр Іванович, Мартинов Вячеслав Іванович, Миргородський Євген Вадимович, Хижняк Володимир Дмитрович, Атаманчук Юрій Арнольдович
МПК: B21C 3/08
Формула / Реферат:
Роликовая волока, включающая корпус, установленные в нем в несколько рядов подушки с роликами, нажимные винты и размещенные между подушками и нажимными винтами упругие элементы, отличающаяся тем, что каждая подушка снабжена резьбовым элементом, под которые в нажимных винтах выполнены осевые отверстия, при этом упругие элементы выполнены в виде тарельчатых пружин с максимальной величиной прогиба, равной 0,5-3 шага резьбы резьбового элемента...
Спосіб визначення геометричних параметрів каналу волок
Номер патенту: 14849
Опубліковано: 18.02.1997
Автори: Шемякін Леонід Петрович, Ханонкін Олександр Аркадійович, Овчаренко Володимир Михайлович, Верьовкін Геннадій Георгійович, Сєдаков Дмитро Вікторович, Круковський Сергій Едуардович
МПК: G01B 9/00
Мітки: спосіб, волок, визначення, каналу, геометричних, параметрів
Формула / Реферат:
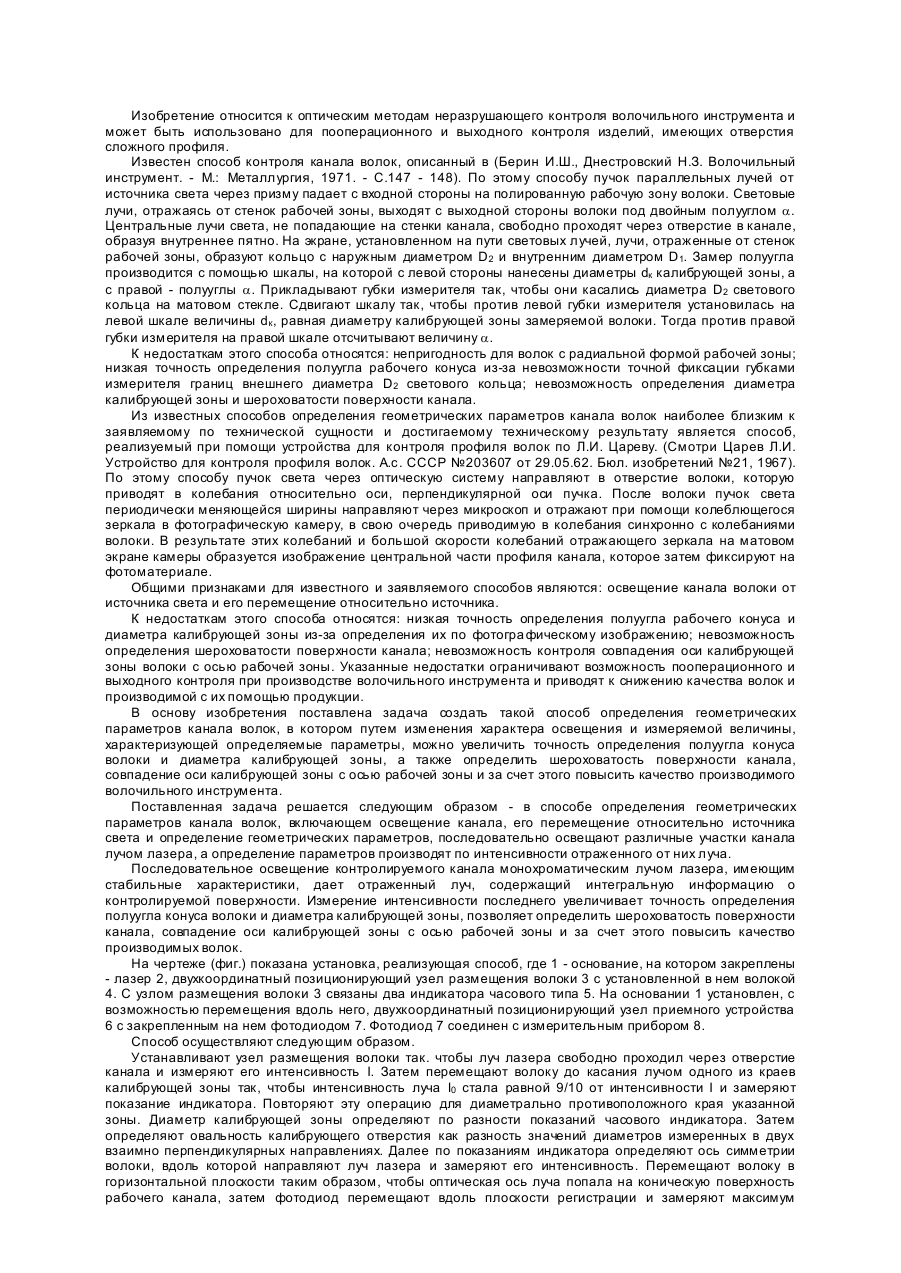
Способ определения геометрических параметров канала волок, включающий освещение канала, его перемещение относительно источника света и определение параметров, отличающийся тем, что последовательно освещают канал лучом лазера, а оценку параметров производят по интенсивности отраженного луча.
Фреза

Номер патенту: 13258
Опубліковано: 28.02.1997
Автори: Адаменко Юрій Іванович, Лупкін Борис Володимирович, Родін Петро Родіонович, Равська Наталія Сергіївна
Мітки: фреза
Формула / Реферат:
(57) Фреза, содержащая корпус с режущими зубьями, имеющими прямолинейные, режущие кромки, отличающаяся тем, что на корпусе выполнены дополнительные зубья с криволинейной вогнутой режущей кромкой, образованной пересечением вогнутых фасонных цилиндрических передней и задней поверхностей, причем дополнительные зубья расположены между зубьями с прямолинейными режущими кромками, а диаметр окружности, проходящей через вершины основных зубьев,...
Робоче колесо реверсивного вентилятора
Номер патенту: 12833
Опубліковано: 28.02.1997
Автор: Федюшкін Анатолій Михайлович
МПК: F04D 29/32
Мітки: колесо, робоче, реверсивного, вентилятора
Формула / Реферат:
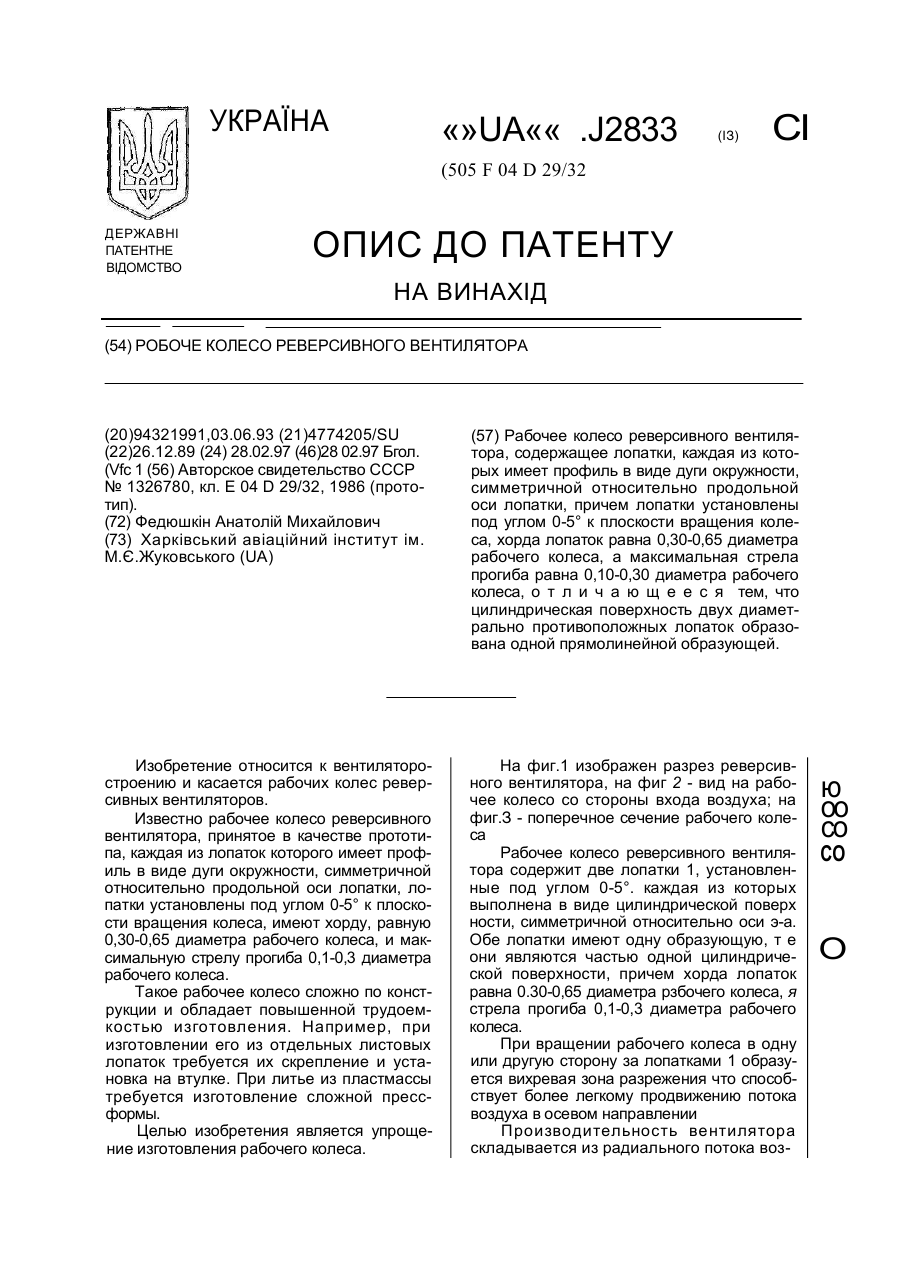
(57) Рабочее колесо реверсивного вентилятора, содержащее лопатки, каждая из которых имеет профиль в виде дуги окружности, симметричной относительно продольной оси лопатки, причем лопатки установлены под углом 0-5° к плоскости вращения колеса, хорда лопаток равна 0,30-0,65 диаметра рабочего колеса, а максимальная стрела прогиба равна 0,10-0,30 диаметра рабочего колеса, отличающееся тем, что цилиндрическая поверхность двух диаметрально...
Попередній патент: Шарнір універсального шпинделя з пристроєм для удержання мастила
Наступний патент: Спосіб консервування гепатоцитів
Випадковий патент: Пристрій для знешкодження шкідливих викидів автомобільних двигунів внутрішнього згоряння