Контактна накладка електричного контакту
Номер патенту: 1666
Опубліковано: 25.10.1994
Автори: Постольник Вячеслав Миколайович, Гапоненко Геннадій Миколайович, Павленко Юрій Петрович, Вайнблат Тетяна Іллівна, Ланда Лев Меєрович
Формула / Реферат
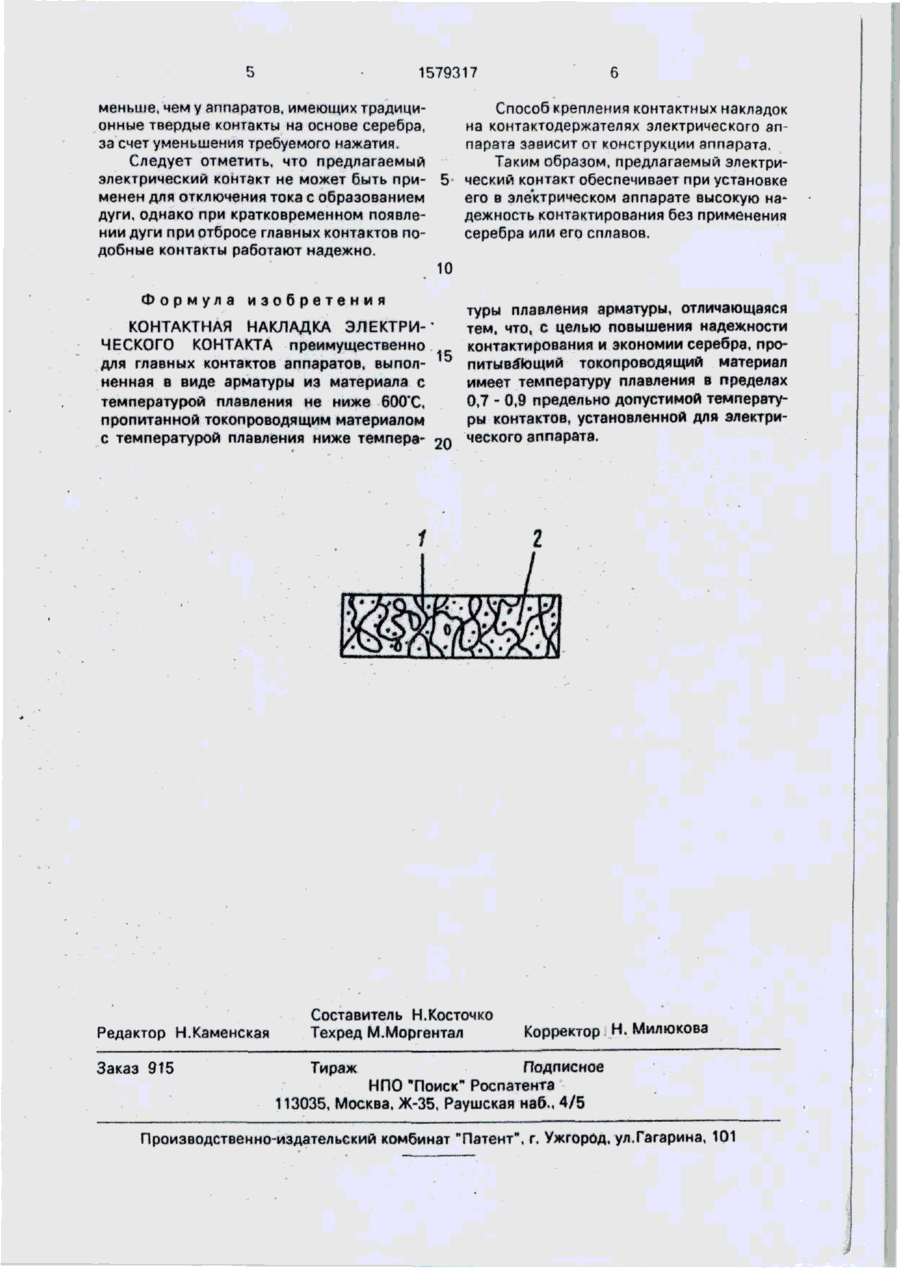
Контактная накладка электрического контакта, преимущественно для главных контактов аппаратов, выполненная в виде арматуры из материала с температурой плавления не ниже 600 °C, пропитанной токопроводящим материалом с температурой плавления ниже температуры плавления арматуры, отличающаяся тем, что, с целью повышения надежности контактирования и экономии серебра, пропитывающий токопроводящий материал имеет температуру плавления в пределах 0,7—0,9 предельно допустимой температуры контактов, установленной для электрического аппарата.
Текст
Изобретение относится к электротехнике и может быть использовано в автоматических выключателях в качестве главных контактов, коммутирующих цепи без дуги. Цель изобретения повышение надежности контактирования и экономия серебра. Контактная накладка состоит из арматуры с температурой плавления не ниже 600°С. Арматура пропитана токопроводящим материалом с температурой плавления ниже температуры плавления арматуры и составляющей 0,7-0,9 предельно допустимой температуры контактов для данного аппарата 1 ил. 1579317 Изобретение относится к электротехнике и может быть использовано в качестве главных контактов автоматических выключателей. Цель изобретения - повышение надеж- 5 ности контактирования и экономия серебра. На чертеже изображена предлагаемая контактная накладка. Она выполнена в виде арматуры 1 из Ю» материала с температурой плавления не ниже 600°С, пропитанной токопроводящим материалом 2 с температурой плавления ниже температуры плавления арматуры, причем эта температура находится в пределах 15 0.7-0,9 предельно допустимой температуры контактов, установленной для электрического аппарата, для которого предназначен электрический контакт. Нижний предел температуры плавле- 20 ния материала арматуры 1 (600°С) выбран из следующих соображений. Механическая прочность контакта зависит от свойств арматуры. В большей степени прочность зависит от температуры нагрева арматуры. 25 Допустимая температура нагрева контактов зависит от максимально допустимой температуры изоляционных конструктивных материалов. Для ряда пластических масс эта температура составляет 120°С (фе- 30 нолформальдегидные и т.п.), для других 170°С (Полиэфирные и т.п.) для керамических материалов эта температура может достигать 300°С. Двукратный запас по рабочей температуре обеспечивает доста- 35 точную механическую прочность практически для всех материалов. При допустимой температуре 120°С может быть применен следующий пропитывающий материал; свинец 28% по весу, висмут 40 56% по весу, олово 16% по весу. Температура плавления этого материала 93°С, т.е. 0,77 от 120°С. При допустимой температуре ,170°С может быть применен следующий пропитыва- 45 ющий материал; олово 57,5% по весу, висмут 42,5% по весу. Температура плавления 139°С, т.е. 0,82 от 170°С. При допустимой температуре 300°С может быть применен следующий пропитыва- 50 ющий материал: олово 99% по весу, алюминий 1 % по весу. Температура плавления 228°С, т.е, 0,76 от 300°С. Контакты изготавливают в зависимости от материала арматуры: если арматура вы- 55 полнена из проволоки, то матрицу выполняют, например, в виде каркаса из проволоки, которую потом заливают пропитывающим материалом. В качестве материала арматуры может быть применена проволока ji3 алюминия, температура плавления 650°С, различных сплавов меди (латунь, бронза) 700- 800°С, меди 1151°С, а также керамические волокна - температура плавления около 1000°С. Матрица может быть изготовлена как из пористой металлокерамики, так и неметаллической керамики, которую потом пропитывают соответствующим материалом. В качестве материала матрицы может быть взята медь, медь с примесью никеля (т.пл. 1200°С), вольфрам (т.пл. более 3000°С). Электрический контакт работает следующим образом. В момент замыкания с другим контактом он твердый, а замыкание происходит в отдельных точках при установленном контактном нажатии. В точках касания плотность тока велика, что приводит к локальному разогреву и расплавлению пропитывающего материала. В момент расплавления площадь контактирования увеличивается, переходное сопротивление уменьшается, плотность тока падает, дальнейшего расплавления нет. Происходит частичное или полное затвердевание пропитывающего материала и ток протекает между контактами по этому материалу. Следует отметить, что наиболее целесообразно выбирать пропитывающий материал, чтобы в заданных пределах температуры он образован эвтектику, так как в этом случае электропроводность его максимальная. При постоянных величине тока и нажатии фазовое состояние (твердо-жидкое) пропитывающего материала на контактирующей поверхности находится в состоянии динамического равновесия, причем температура контактов остается постоянной. При увеличении тока увеличивается площадь участков, находящихся в динамическом равновесии, при сохранении постоянства температуры. Если при пропускании тока его величина уменьшается, отдельные участки контэхта (или вся поверхность контактирования) затвердевают и контакты работают в сваренном состоянии. В том случае, когда контактные накладки обоих контактов выполнены в соответствии с настоящим изобретением, то описанные процессы происходят на контактирующих поверхностях обоих контактов. Поскольку при размыкании контактов механизм электрического аппарата должен разомкнуть контакты в случае их сваривания, то применяемые пропитывающие материалы должны иметь непрочное сваривание. В этом случае габариты аппарата не увеличатся, а в ряде случаев будут 1579317 Способ крепления контактных накладок на контактодержателях электрического аппарата зависит от конструкции аппарата. Таким образом, предлагаемый электрический контакт обеспечивает при установке его в электрическом аппарате высокую надежность контактирования без применения серебра или его сплавов. меньше, чем у аппаратов, имеющих традиционные твердые контакты на основе серебра, зз счет уменьшения требуемого нажатия. Следует отметить, что предлагаемый электрический контакт не может быть применен для отключения тока с образованием дуги, однако при кратковременном появлении дуги при отбросе главных контактов подобные контакты работают надежно. 10 Формула изобретения туры плавления арматуры, отличающаяся КОНТАКТНАЯ НАКЛАДКА ЭЛЕКТРИтем, что, с целью повышения надежности ЧЕСКОГО КОНТАКТА преимущественно контактирования и экономии серебра, продля главных контактов аппаратов, выпол- 15 питывающий токопроводящий материал имеет температуру плавления в пределах ненная в виде арматуры из материала с 0,7 - 0,9 предельно допустимой температутемпературой плавления не ниже 600"С, ры контактов, установленной для электрипропитанной токопроводящим материалом с температурой плавления ниже темпера- 20 ческого аппарата. Редактор Н.Каменская Составитель Н.Косточко Техред М.Моргентал Заказ 915 Тираж Корректор Н. Милюкова Подписное НПО "Поиск" Роспатента 113035. Москва, Ж-35, Раушская наб., 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюContact plate of an electric contact
Автори англійськоюVainblat Tetiana Illivna, Haponenko Hennadii Mykolaiovych, Landa Lev Meierovych, Pavlenko Yurii Petrovych, Postolnyk Viacheslav Mykolaiovych
Назва патенту російськоюКонтактная накладка электрического контакта
Автори російськоюВайнблат Татьяна Ильинична, Гапоненко Геннадий Николаевич, Ланда Лев Меерович, Павленко Юрий Петрович, Постольник Вячеслав Николаевич
МПК / Мітки
Мітки: контакту, накладка, контактна, електричного
Код посилання
<a href="https://ua.patents.su/4-1666-kontaktna-nakladka-elektrichnogo-kontaktu.html" target="_blank" rel="follow" title="База патентів України">Контактна накладка електричного контакту</a>
Пристрій для електричного з’єднання проводів живлення контактної мережі
Номер патенту: 1190
Опубліковано: 30.12.1993
Автор: Чеботарьов Григорій Аврамович
Мітки: пристрій, проводів, контактної, живлення, мережі, з'єднання, електричного
Формула / Реферат:
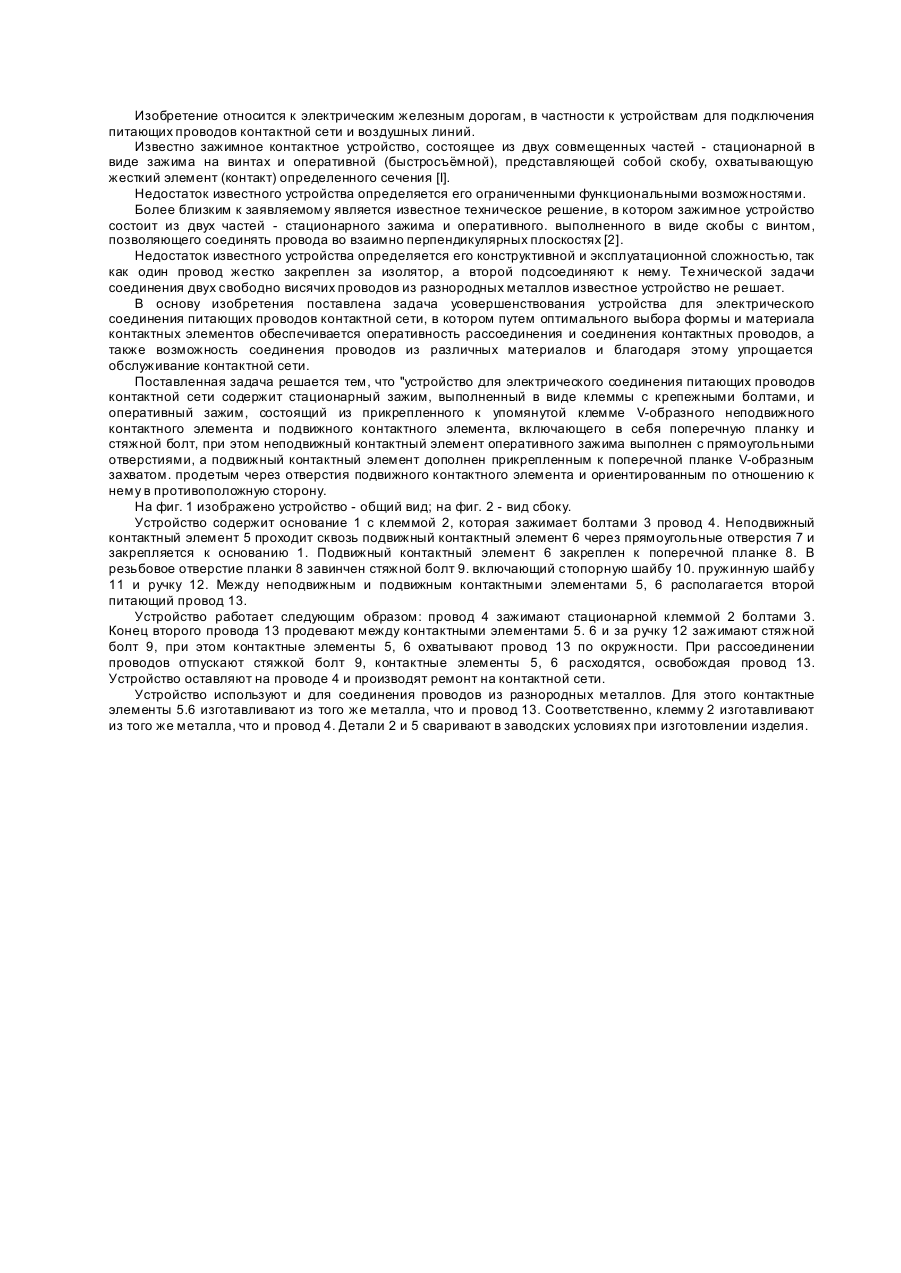
Устройство для электрического соединения питающих проводов контактной сети, содержащее стационарный зажим, выполненный в виде клеммы с крепежными болтами, и оперативный зажим, состоящий из прикрепленного к упомянутой клемме V-образного неподвижного контактного элемента и подвижного контактного элемента, включающего в себя поперечную планку и стяжной болт. отличающееся тем, что неподвижный контактный элемент оперативного зажима выполнен с...
Спосіб наплавки
Номер патенту: 49
Опубліковано: 30.04.1993
Автори: Веретник Анатолій Львович, Шмиголь Владислав Іванович, Товштейн Олександр Самойлович, Шнейдерман Олександр Шлемович, Волобуєв Олександр Іванович, Яскевич Даніїл Савич, Кочетов Константин Кузьмич
МПК: B23K 9/04, B22D 19/00
Формула / Реферат:
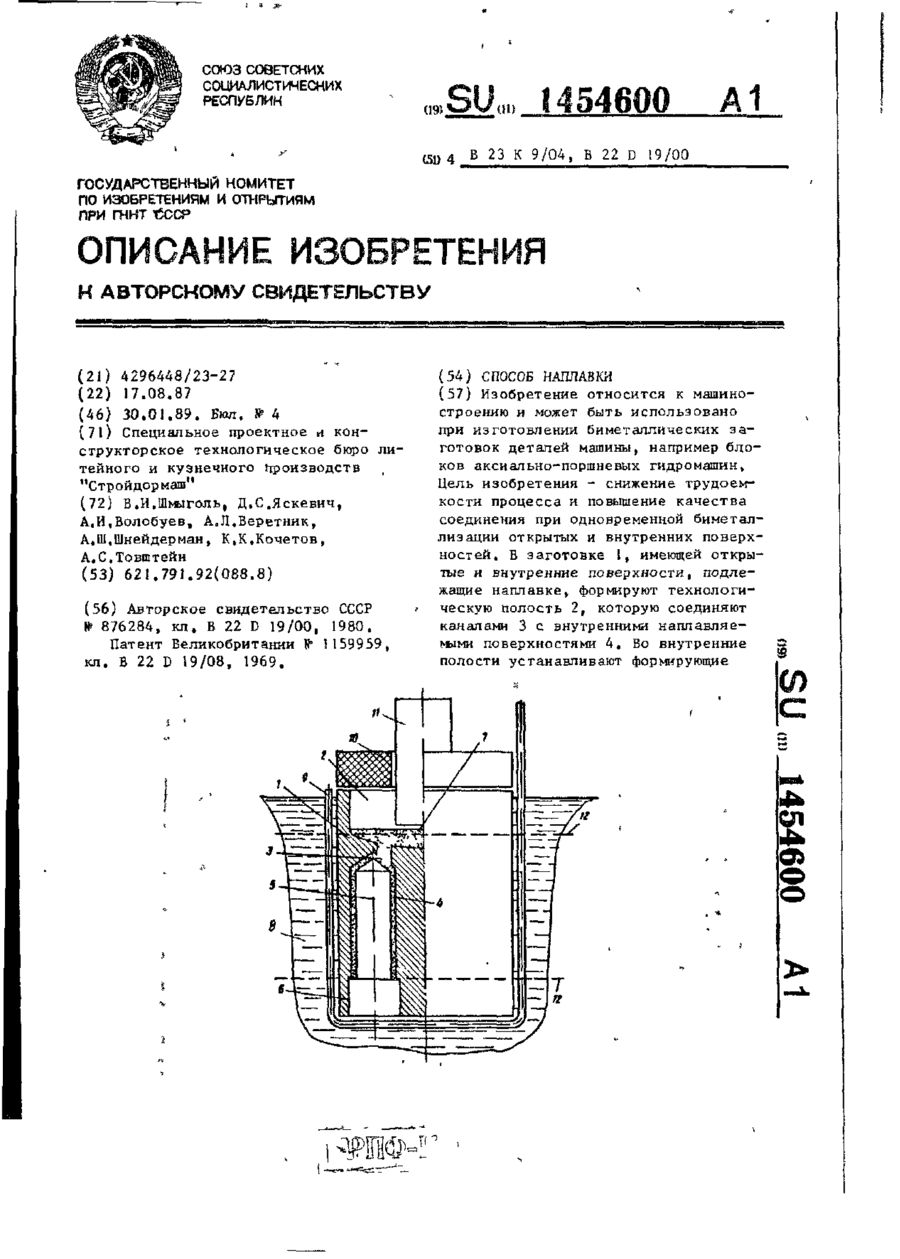
1. Способ наплавки, при котором в более тугоплавкой заготовке устанавливают формирующие стержни, нагревают заготовку, расплавляя наплавляемый металл, охлаждают собранный узел, после чего удаляют формирующие стержни, отличающийся тем, что, с целью снижения трудоемкости процесса и повышения качества соединения при одновременной наплавке открытых и внутренних поверхностей, на открытой поверхности более тугоплавкой заготовки в пределах припуска...
Бронефутеровка барабанного млина мокрого самоздрібнювання
Номер патенту: 1453
Опубліковано: 25.03.1994
Автори: Ступак Анатолій Петрович, Підберезний Микола Петрович, Денисов Віталій Васильович, Князіва Людмила Олексіївна, Борисов Юрій Миколайович, Степіна Алла Іллівна, Салацинський Едуард Стефанович, Берізка Дмитро Степанович, Марченко Валерій Олександрович, Бродський Сергій Сергійович, Шаповал Григорій Якович
МПК: B02C 17/22
Мітки: самоздрібнювання, барабанного, мокрого, млина, бронефутеровка
Формула / Реферат:
Бронефутеровка барабанной мельницы мокрого самоизмельчения, содержащая футеровочные элементы и узел крепления, отличающаяся тем, что футеровочные элементы выполнены трапецеидального профиля, содержащего полки, ограниченные наружной радиусной, внутренними и торцевыми гранями, причем основание футеровочного элемента ограничено радиусной кривой, а отношение ширины нижних прямолинейных участков полки к ширине основания, высоты к ширине...
Спосіб виготовлення попередньо-напружених залізобетонних конструкцій
Номер патенту: 1027
Опубліковано: 30.12.1993
Автори: Івченко Олександр Васильович, Суріков Ігор Миколайович, Литвиненко Ганна Анатоліївна, Красовська Галина Михайлівна, Полігушко Борис Миколайович, Вишнякова Алла Борисівна, Дудар Михайло Іванович
МПК: E04G 21/12
Мітки: виготовлення, спосіб, попередньо-напружених, залізобетонних, конструкцій
Формула / Реферат:
Способ изготовления предварительно напряженных железобетонных конструкций армированных преимущественно термомеханически упрочненной арматурной сталью, включающий электронагрев стержней, укладку их в форму и бетонирование, отличающийся тем, что, с целью повышения надежности железобетонных конструкций за счет увеличения конструкционной прочности и повышения пластичности сварных соединений стержни перед укладкой в форму подвергают электронагреву...
Тара
Номер патенту: 65
Опубліковано: 30.04.1993
Автори: Первак Ігор Григорович, Межирицький Леонід Аронович, Сергєєв Володимир Петрович, Громаков Валерій Федорович, Мущинський Віктор Леонардович, Пилютін Анатолій Миколайович, Черторижський Костянтин Васильович, Атаманюк Володимир Юрійович, Кліпов Валерій Дмитрович, Олійник Олег Олексійович, Устинкін Олександр Іванович, Осляк Олександр Васильович
МПК: F42B 39/00
Мітки: тара
Формула / Реферат:
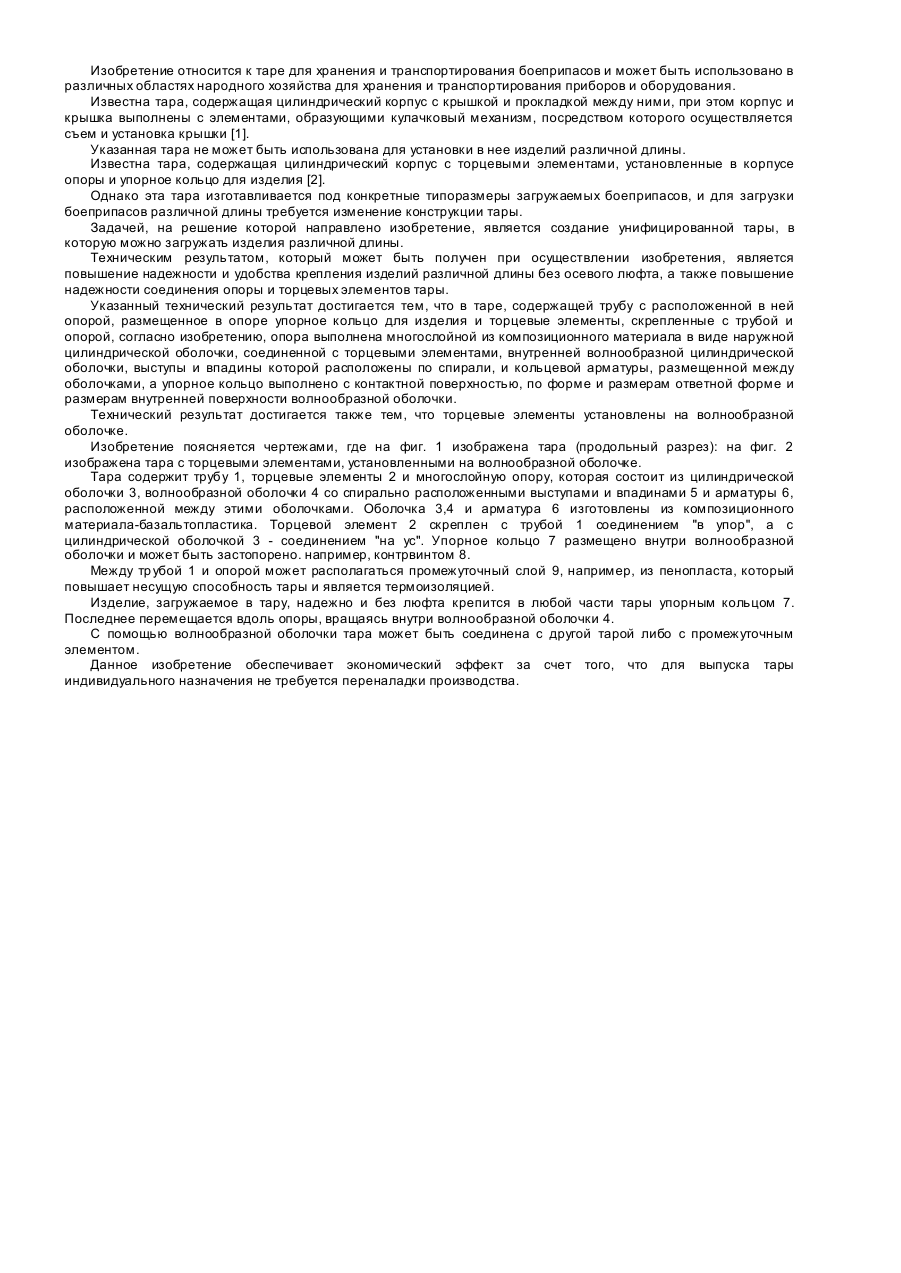
1. Тара, содержащая трубу с расположенной в ней опорой, размещенное в опоре упорное кольцо для изделия и торцевые элементы, скрепленные с трубой и опорой, отличающаяся тем, что опора выполнена многослойной из композиционного материала в виде наружной цилиндрической оболочки, соединенной с торцевыми элементами, внутренней волнообразной цилиндрической оболочки, выступы и впадины которой расположены по спирали, и кольцевой арматуры, размещенной...
Попередній патент: Плита облицювальна із пружного матеріалу
Наступний патент: Спосіб одержання протипухлинної вакцини
Випадковий патент: Електропневмоклапан