Зливок
Номер патенту: 16993
Опубліковано: 29.08.1997
Автори: Гетьманець Веніамін Васильович, Полуновський Ісаак Євсеєвич, Романченко Валерій Леонідович, Тільга Степан Сергійович


Формула / Реферат
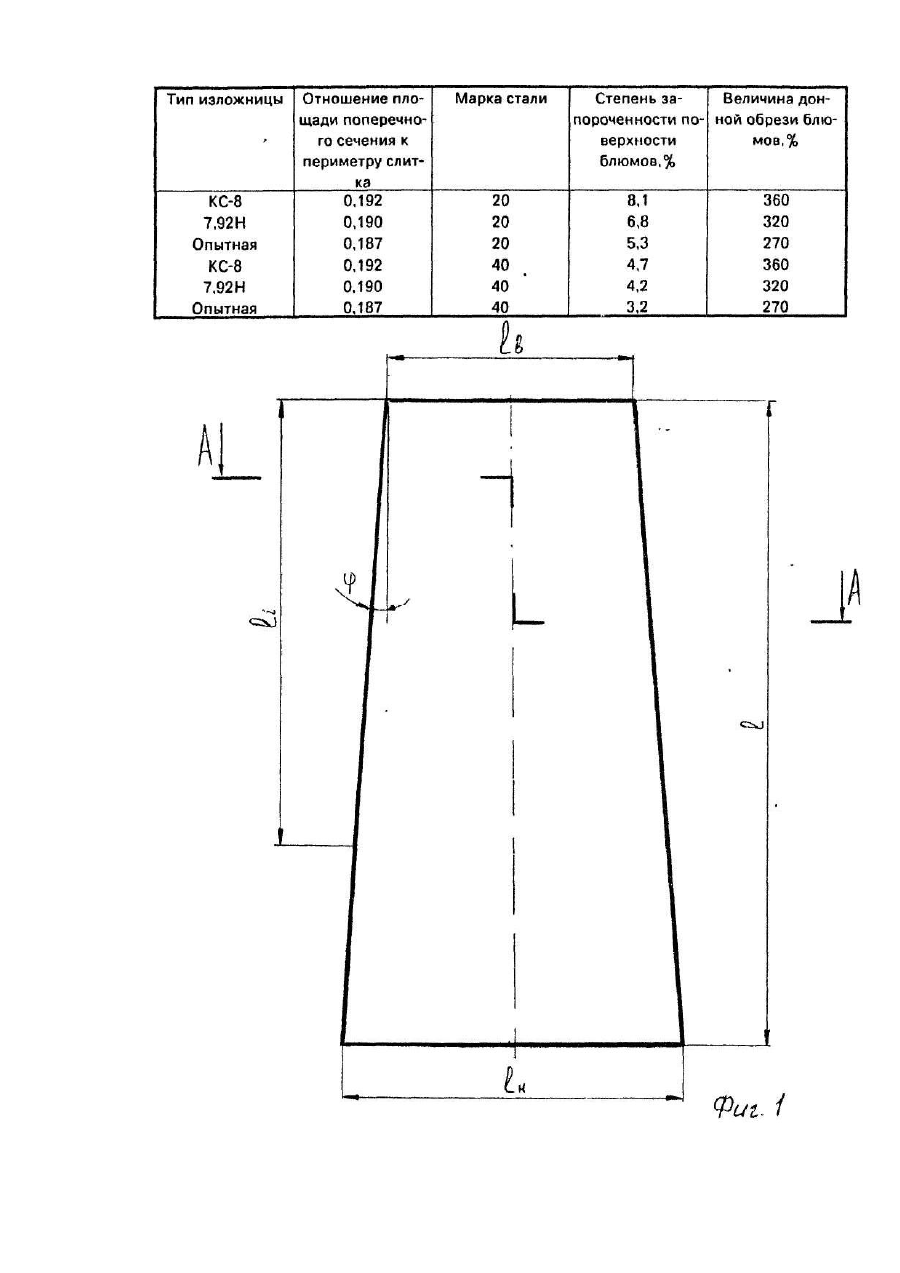
Слиток прямоугольного сечения, имеющий выпуклые боковые грани, отличающийся тем, что его боковые грани имеют переменную по длине слитка величину выпуклости, определяемую по формуле:

где hср - ширина грани слитка (в среднем);
l -длина слитка;
li - текущая длина слитка;
φ - угол наклона грани;
К-коэффициент, определяющий параметры блюминга.
Текст
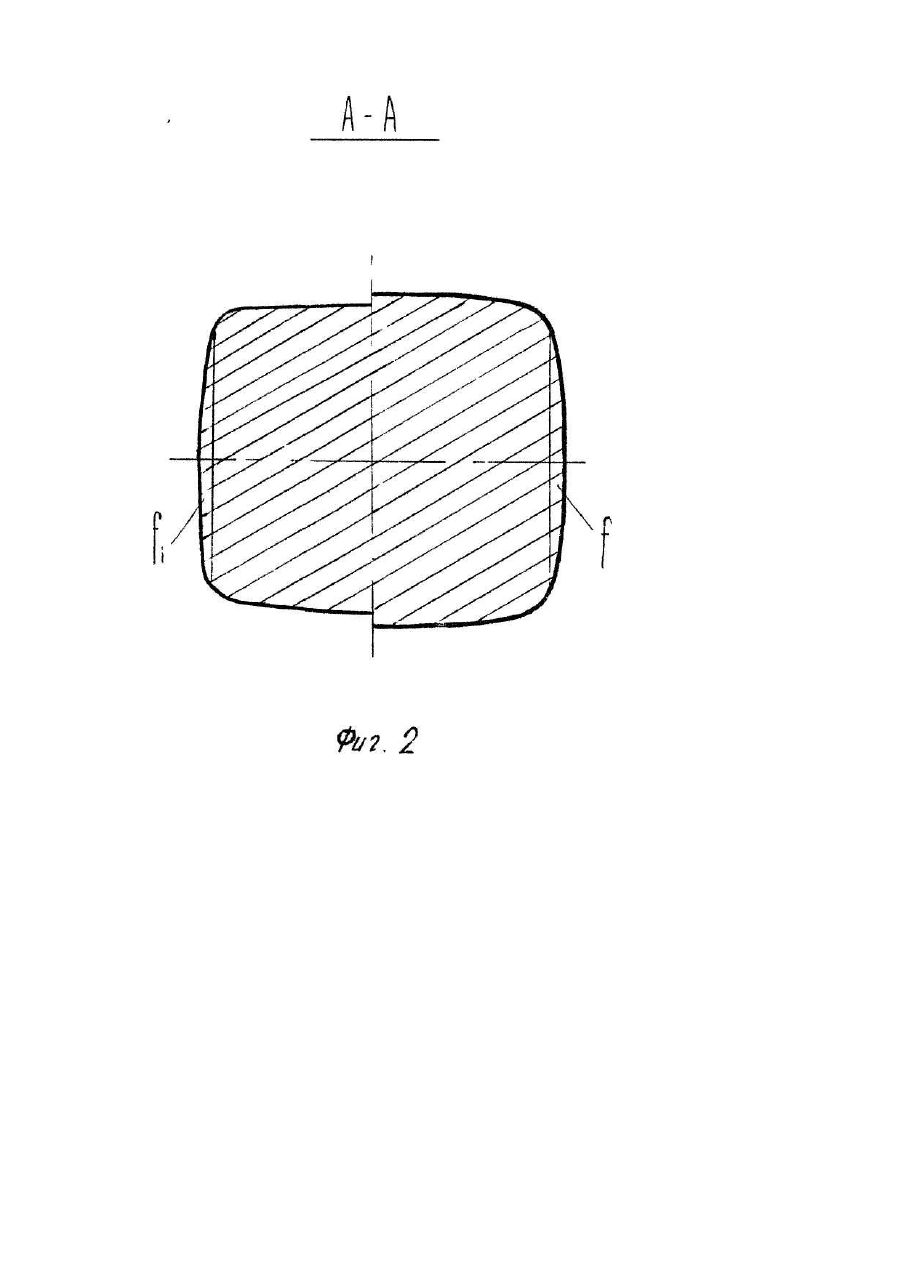
Изобретение относится к области металлургии, в частности к конструкции слитков для производства блюмов из спокойной и кипящей стали. Известны слитки квадратного и прямоугольного сечений, имеющие плоские, вогнутые и выпуклые грани (Ефимов В.А. Стальной слиток. М. Металлургиздат, 1961, с. 96). Прокатка слитков с плоскими и вогнутыми гранями характеризуется неравномерностью деформации, вызывающей значительные растягивающие напряжения. При этом возможно нарушение сплошности металла, что приводит к снижению выхода годного. Известны слитки со стрелой выпуклости боковых поверхностей до 10% ширины грани при этом. На ряде металлургических заводов используются слитки с выпуклостью выполненной только на части слитка нижней (Изложницы предприятий черной металлургии СССР. Под ред. А.А.Гигинейшвили и В.А.Курчанова, Тбилиси "Мицниереба", 1984. с. 5,6,89,127). Наиболее близким к предлагаемому изобретению является слиток прямоугольного сечения с выпуклостями боковых граней (журнал "Сталь", 1973, №9, с. 815-817). При прокатке на блюминге такие формы слитков частично компенсируют двойное бочкообразование, уменьшают долю растягивающих напряжений в зоне наибольшего уширения раската. Однако анализ эксплуатации слитков с выпуклыми гранями позволит выявить недостатки в их конструкции. Исследования показали, что опасность образования трещин при прочих равных условиях растет пропорционально увеличению величины отношения площади поперечного сечения слитка к его периметру. Задачей, на решение которой направлено изобретение, является изменение конструкции слитка, что обеспечивает достижение технического результата -уменьшение доли растягивающих напряжений о слитке при его обжатии в первом проходе. Экспериментальные исследования и теоретические расчеты показали: 1. Для обеспечения оптимального формирования боковых граней раската при снятии конусности слитка (обжатие в первом проходе) необходимо обеспечить переменную величину выпуклости по длине слитка. 2. Величина выпуклости боковых граней должна обеспечивать преимущественный рост периметра перед поперечным сечением слитка. Таким образом для решения поставлен-( ной задачи слиток для производства блюмов из спокойной и кипящей сталей прямоугольного сечения выполняют с боковыми гранями, имеющими переменную по длине слитка величину выпуклости, которую определяют по формуле где hCP - ширина грани слитка (в среднем); I - длина слитка; I 1 - текущая длина слитка; j- угол наклона грани; К - коэффициент, определяющий параметры блюминга: для блюминга 1150 - К =102, для блюминга 1300 – К=107. Эта закономерность была установлена в результате обработки статистических данных. Величину выпуклости по длине слитка определяют по формуле где hCP - ширина грани слитка (в среднем); I - длина слитка; I 1 - текущая длина слитка; j- угол наклона грани; К - коэффициент, определяющий параметры блюминга: для блюминга 1150 - К = 102, для блюминга 1300 - К = 107. Между совокупностью существенных признаков и достигаемым техническим результатом существует следующая причинно-следственная связь выполнение конусных боковых граней слитка с величиной выпуклости изменяющейся по его длине, по зависимости обеспечивающей преимущественный рост периметра перед поперечным сечением слитка, позволит при снятии конусности слитка уменьшить растягивающие напряжения в зоне его наибольшего уширения, что приведет к снижению трещинообразования и повышению качества проката. На фиг.1 изображен общий вид слитка; на фиг.2 - поперечное сечение слитка на различной высоте. Пример конкретного выполнения. Партия плавок конвертерного производства стали 20 и 40 была разлита в изложницы трех типов. 1. Изложницы КС - 8 с плоскими гранями, изготовляемые на Череповецком металлургическом комбинате. 2. Изложницы 7,92Н, эксплуатируемые на Днепровском металлургическом комбинате. Грани слитка имеют выпуклость на 75% длины слитка и 75% по ширине грани. 3. Опытные изложницы, выпуклость граней которых рассчитана с учетом оптимальных параметров слитка. Габаритные размеры слитка, соответствовали слитку, отливаемому в изложницу КС - 8. Все слитки были отлиты с использованием плоских поддонов. Слитки нагревали в соответствии с технологической инструкцией до температуры 1300 ±10°С. На блюминге 1250 слитки прокатали на блюмы сечением 300x300мм по режиму Обжатия 2(I)k4(I)k4(II)k2(III)k1(IV). Результаты испытаний предлагаемого слитка в сравнении с известными приведены в таблице, из которой видно, что при получении блюмов из предлагаемых слитков степень запороченности поверхности блюмов снижается на 1,0-2,8%, а величина донной обрези уменьшается на 12-25%.
ДивитисяДодаткова інформація
Назва патенту англійськоюIngot
Автори англійськоюTilha Stepan Serhiiovych, Hetmanets Veniamyn Vasyliovych, Romanchenko Valerii Leonidovych, Polunovskyi Isaak Yevseievych
Назва патенту російськоюСлиток
Автори російськоюТильга Степан Сергеевич, Гетманец Вениамин Васильевич, Романченко Валерий Леонидович, Полуновский Исаак Евсеевич
МПК / Мітки
МПК: B22D 7/00
Мітки: зливок
Код посилання
<a href="https://ua.patents.su/4-16993-zlivok.html" target="_blank" rel="follow" title="База патентів України">Зливок</a>
Зливок

Номер патенту: 4137
Опубліковано: 27.12.1994
Автори: Скороход Микола Михайлович, Нагай Володимир Данилович, Гоч Микола Григорович, Проценко Юрій Юрійович, Стець Павло Денисович, Лєсовой Віктор Васильович, Сердюк Іван Олексійович, Локтіонов Петро Якович, Дворядкін Борис Олександрович, Горягін Василь Олексійович
МПК: B22D 7/00
Мітки: зливок
Формула / Реферат:
Слиток уширенный кверху с узкими и широкими гранями, отличающийся тем, что узкие грани выполнены тремя плоскостями, образующими в нижнем сечении равнобедренную трапецию с преобразованием в верхнем сечении в равнобедренный треугольник с равными высотами.
Піддон для відливки зливок у крізьні виливниці

Номер патенту: 1468
Опубліковано: 25.07.1994
Автори: Дворядкін Борис Олександрович, Тарасов Віктор Іванович, Локтіонов Петро Якович, Бросєв Олександр Олександрович, Бондаренко Микола Андрійович, Савченко Леонід Степанович, Кущенко Олександр Іванович
МПК: B22D 7/06
Мітки: відливки, крізьні, зливок, піддон, виливниці
Формула / Реферат:
Поддон для отливки слитков в сквозные изложницы в виде плиты с выступами по периметру внутренних стенок изложницы, отличающийся тем, что плита выполнена выпуклой, вытянутой в сторону узких граней и плавно переходящей в выступы по периметру, а величина выпуклости составляет 0,15...0,3 толщины поддона.
Зливок алюмінієвий для розкислення сталі
Номер патенту: 6104
Опубліковано: 29.12.1994
Автори: Чорногрицький Володимир Михайлович, Гавро Леонід Петрович, Шнеєров Яков Аронович, Катель Леонід Маркусович, Вихлевщук Валерій Антонович
МПК: C21C 7/06
Мітки: розкислення, зливок, алюмінієвий, сталі
Формула / Реферат:
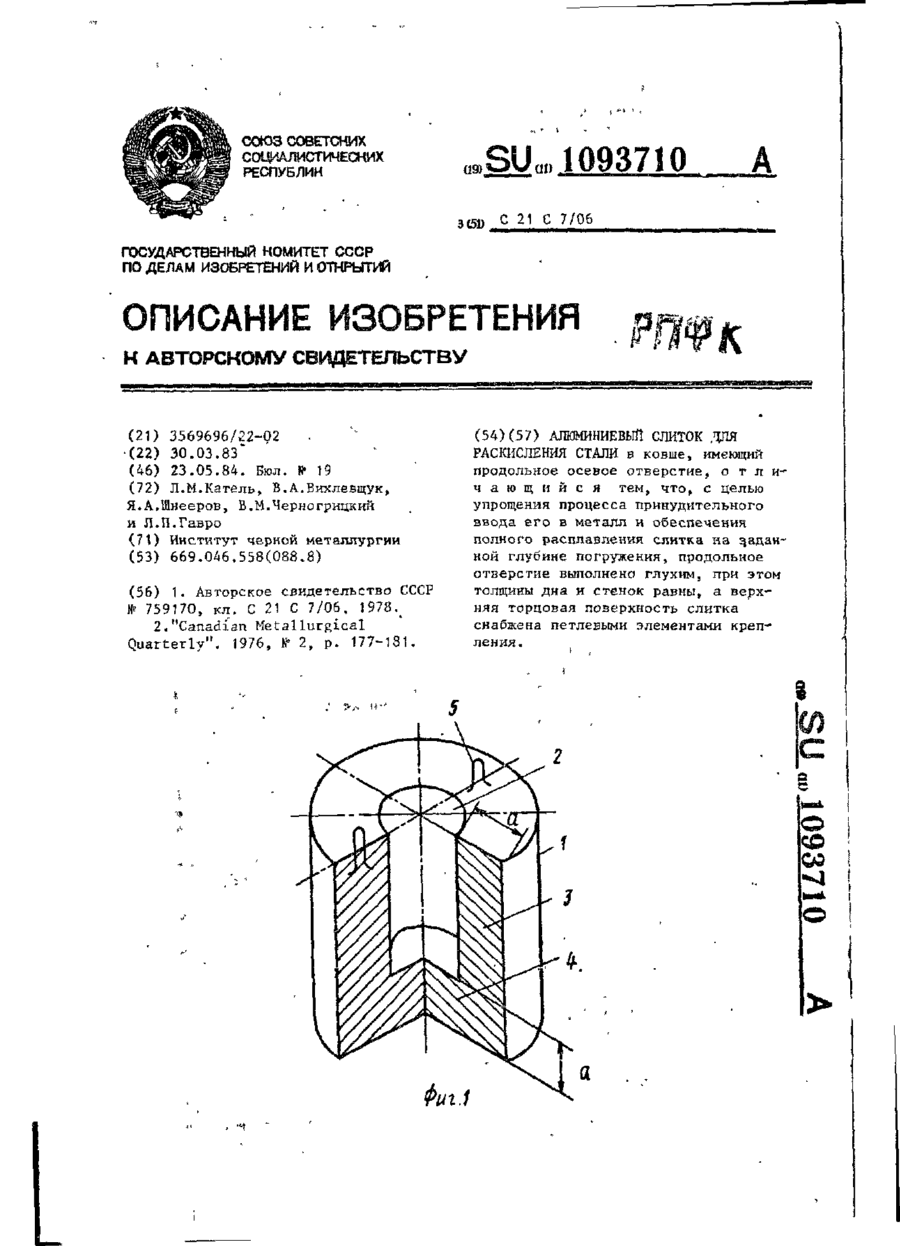
Алюминиевый слиток для раскислсніія стали в ковше, имеющий продольное осевое отверстие, отличающийся тем, что, с целью упрощения процесса принудительного ввода его в метал и обеспечения полного расплавления слитка на заданной глубине погружения, продольное отверстие выполнено глухим, при этом толщина дна и стенок равны, а верхняя торцовая поверхность слитка снабжена петлевыми элементами крепления.
Спосіб одержання зливків
Номер патенту: 12702
Опубліковано: 28.02.1997
Автори: Абрамов Віктор Валеріанович, Кузнєцов Сергій Вікторович
МПК: B22D 7/00
Мітки: одержання, спосіб, зливків
Текст:
...7(5173) вычисляли усредненные значения * 0 1 ние между широкими гранями в 25 точках и между узкими гранями в 15 точках. 2. Через каждые 10 наливов повторяем п. 1. Например, для точки I - 13 на широкой грани- изложницы с номером J - 1 (5239) получили: Np.j количество наливов 10 20 30 40 50 fi3 прогиб, мм 3,3 5,7 9,9 13,9 17,3 Изложница вышла из строя по поперечным трещинам после Nmax.1 * 60 наливов. Аналогично, для других изложниц,...
Спосіб прокатки зливків пірамідальної форми на обтискних та заготівельних станах
Номер патенту: 15415
Опубліковано: 30.06.1997
Автори: Ємченко Юрій Борисович, Літвінов Леонід Федорович, Оробцев Юрій Вікторович, Кукуй Давид Пенхусович, Димченко Євген Миколайович, Горбуньов Олег Георгійович, Наумов Олександр Олексійович, Азаров Сергій Іванович, Онищенко Сергій Олександрович, Маншилін Олександр Гейнійович
МПК: B21B 1/02
Мітки: зливків, пірамідальної, станах, заготівельних, спосіб, обтискних, форми, прокатки
Формула / Реферат:
Способ прокатки слитков пирамидальной формы на обжимных и заготовочных станах, включающий деформацию слитков в двух взаимно перпендикулярных плоскостях с промежуточными кантовками при переходе деформации из одной плоскости в другую, причем в первом и в первом после кантовки пропусках слиток задают в валки широкой частью, отличающийся тем, что в первом и в первом после кантовки пропусках слиток деформируют с абсолютным обжатием 0,75 - 0,95...
Попередній патент: Просторово-часовий компенсатор магнітних полів
Наступний патент: Джерело сейсмічних коливань
Випадковий патент: Спосіб очистки стічних вод від іонів міді мікроорганізмами