Візок випалювальних та спікальних машин
Номер патенту: 17067
Опубліковано: 18.03.1997
Автори: Шушемоін Олександр Йосипович, Маймур Вадим Павлович, Гілунг Віктор Францевич, Хватов Юрій Алфейович, Журавльов Фелікс Михайлович, Бойковець Володимир Якович
Формула / Реферат
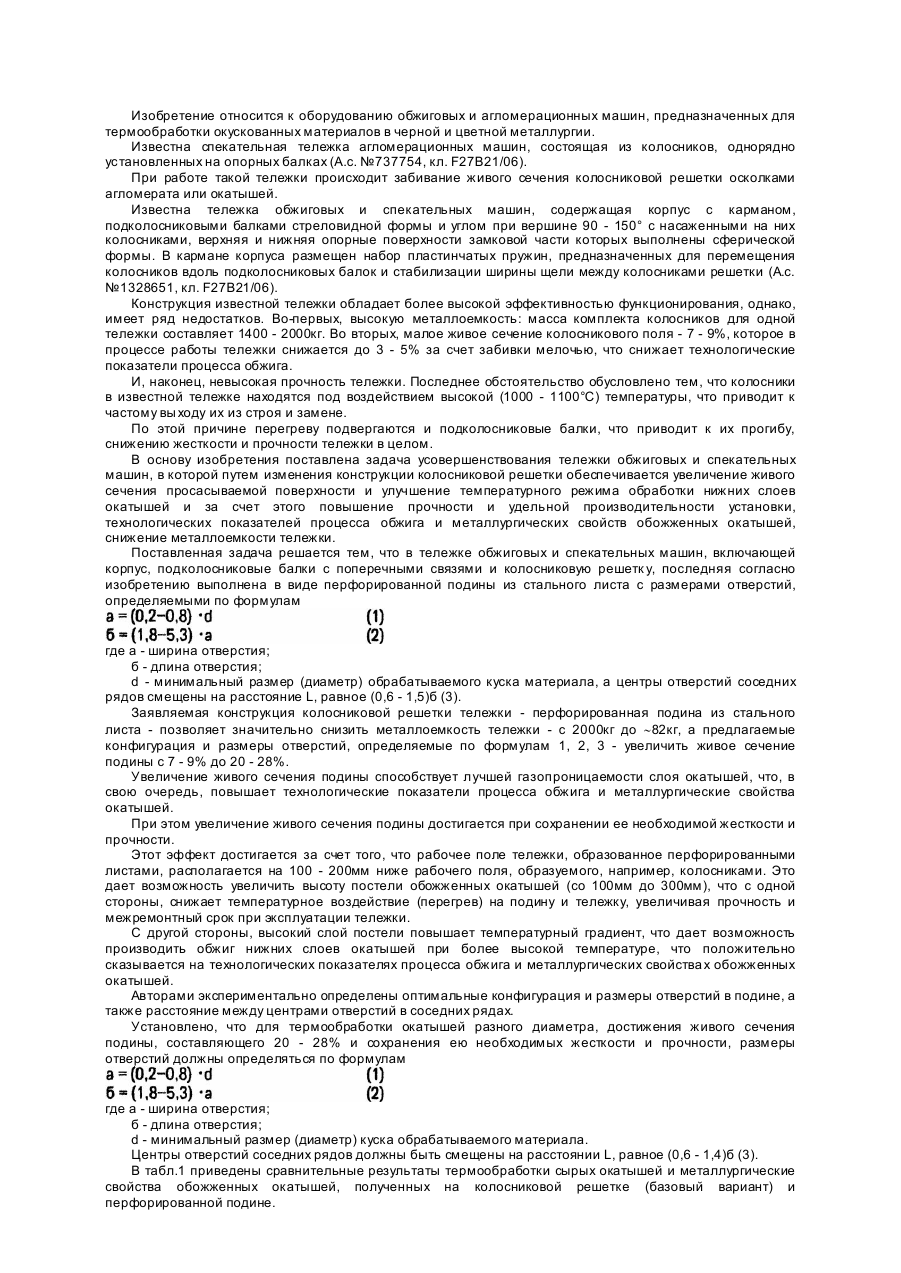
Тележка обжиговых и спекательных машин, содержащая корпус, подколосниковые балки с поперечными связями, колосниковую решетку, отличающаяся тем, что последняя выполнена в виде перфорированной подины из стального листа с размерами отверстий, определяемыми по формулам
где а - ширина отверстия;
б - длина отверстия;
d - минимальный размер (диаметр) обрабатываемого куска материала, а центры отверстий соседних рядов отверстий смещены на расстояние L равное (0,6 - 1,4)б.
Текст
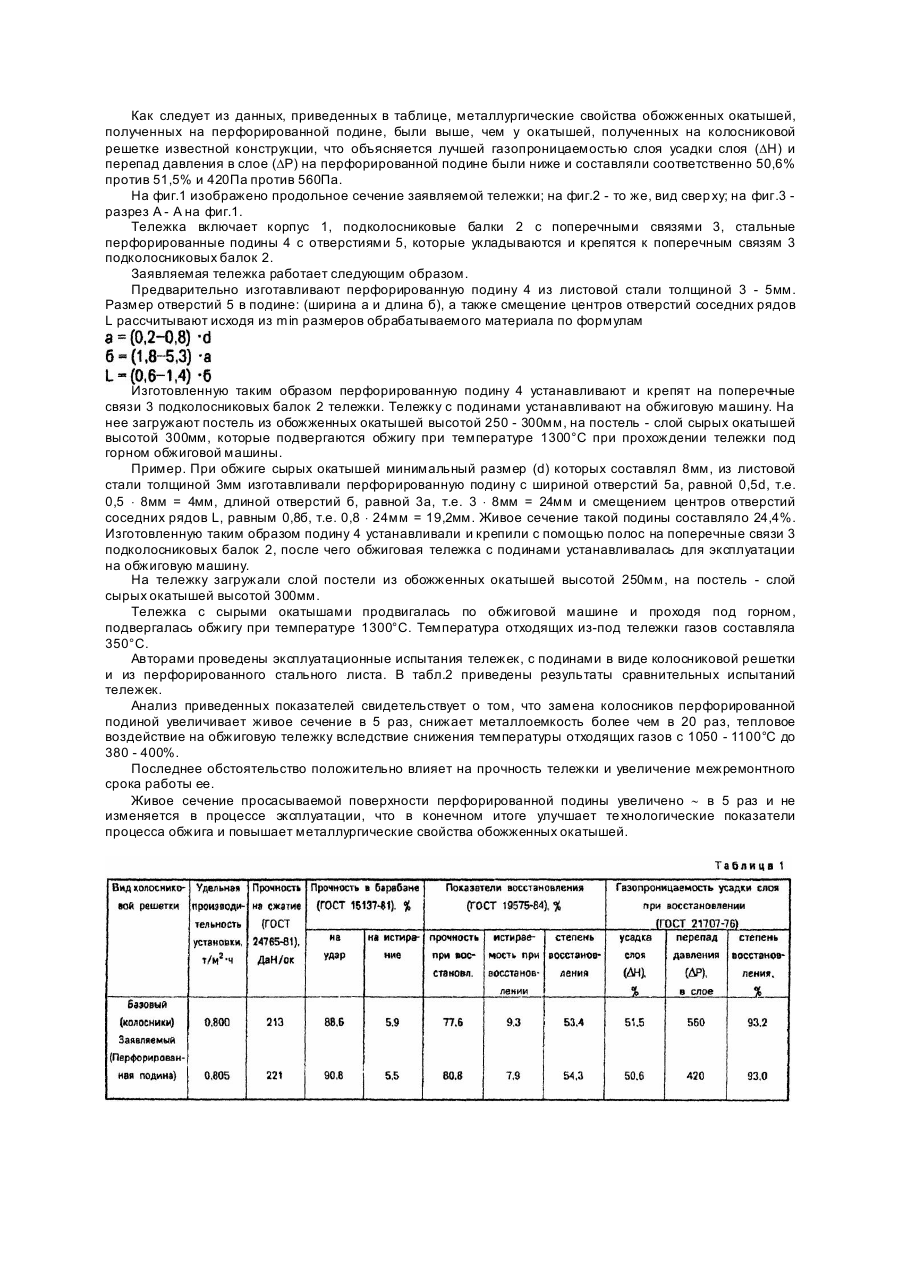
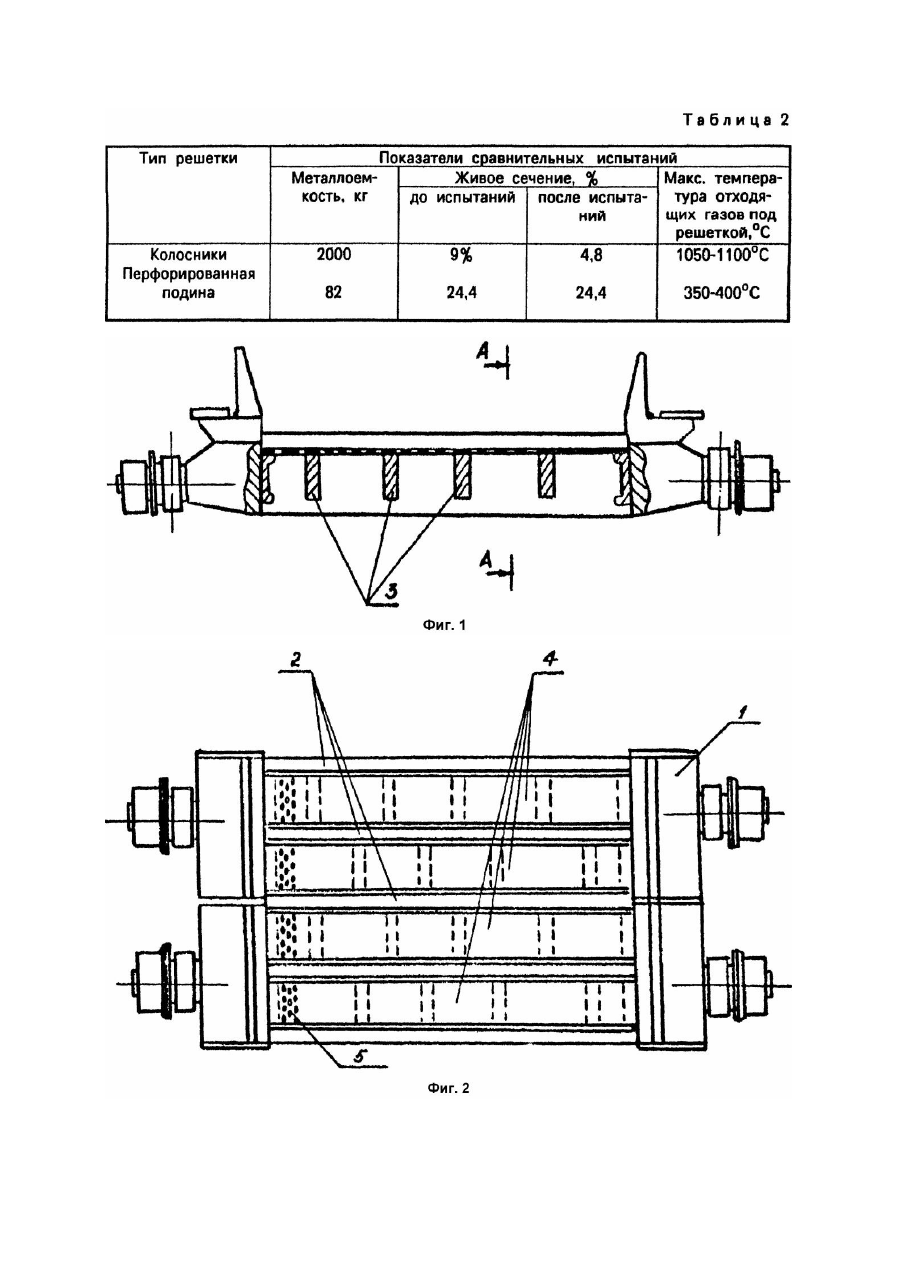
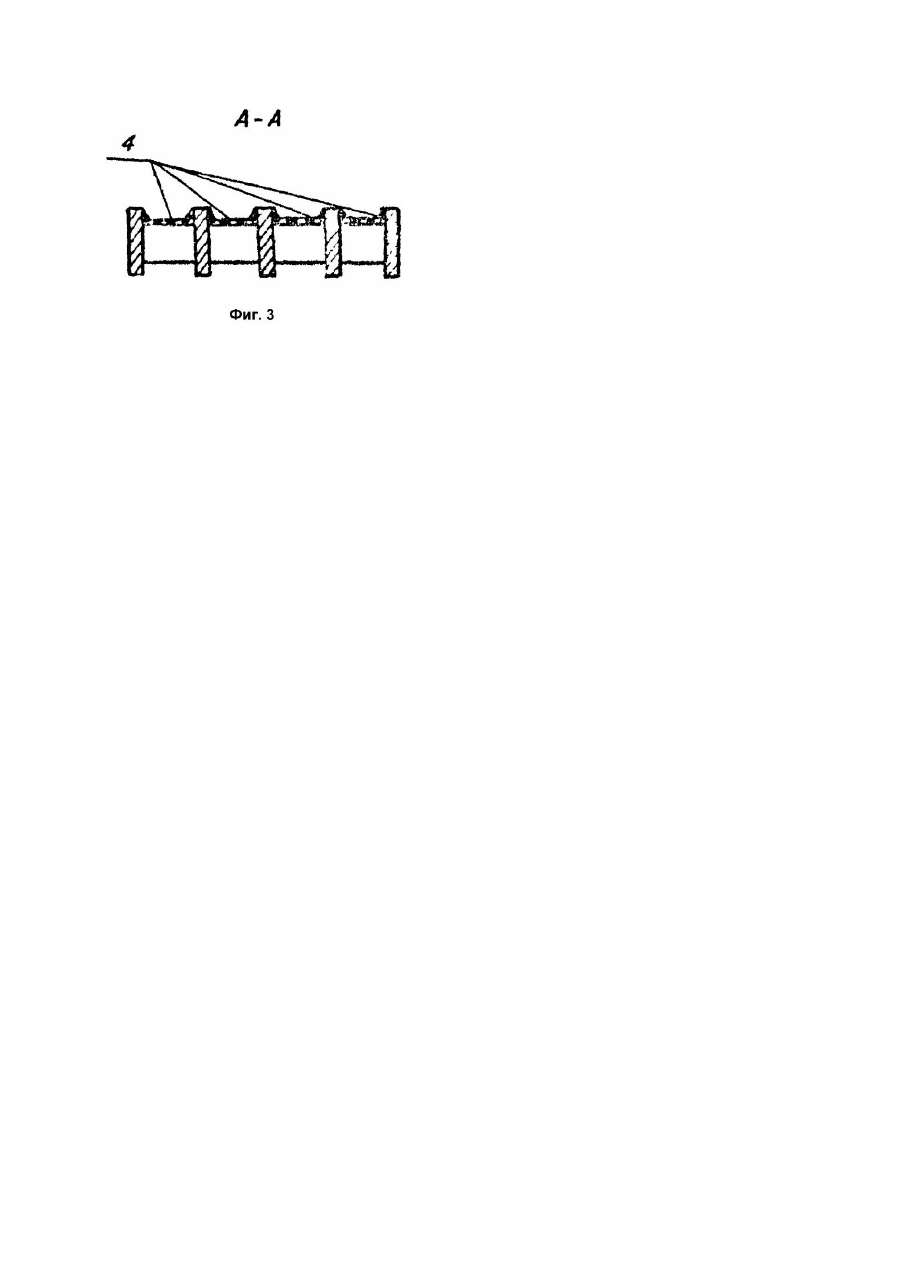
Изобретение относится к оборудованию обжиговых и агломерационных машин, предназначенных для термообработки окускованных материалов в черной и цветной металлургии. Известна спекательная тележка агломерационных машин, состоящая из колосников, однорядно установленных на опорных балках (А.с. №737754, кл. F27B21/06). При работе такой тележки происходит забивание живого сечения колосниковой решетки осколками агломерата или окатышей. Известна тележка обжиговых и спекательных машин, содержащая корпус с карманом, подколосниковыми балками стреловидной формы и углом при вершине 90 - 150° с насаженными на них колосниками, верхняя и нижняя опорные поверхности замковой части которых выполнены сферической формы. В кармане корпуса размещен набор пластинчатых пружин, предназначенных для перемещения колосников вдоль подколосниковых балок и стабилизации ширины щели между колосниками решетки (А.с. №1328651, кл. F27B21/06). Конструкция известной тележки обладает более высокой эффективностью функционирования, однако, имеет ряд недостатков. Во-первых, высокую металлоемкость: масса комплекта колосников для одной тележки составляет 1400 - 2000кг. Во вторых, малое живое сечение колосникового поля - 7 - 9%, которое в процессе работы тележки снижается до 3 - 5% за счет забивки мелочью, что снижает технологические показатели процесса обжига. И, наконец, невысокая прочность тележки. Последнее обстоятельство обусловлено тем, что колосники в известной тележке находятся под воздействием высокой (1000 - 1100°C) температуры, что приводит к частому вы ходу их из строя и замене. По этой причине перегреву подвергаются и подколосниковые балки, что приводит к их прогибу, снижению жесткости и прочности тележки в целом. В основу изобретения поставлена задача усовершенствования тележки обжиговых и спекательных машин, в которой путем изменения конструкции колосниковой решетки обеспечивается увеличение живого сечения просасываемой поверхности и улучшение температурного режима обработки нижних слоев окатышей и за счет этого повышение прочности и удельной производительности установки, технологических показателей процесса обжига и металлургических свойств обожженных окатышей, снижение металлоемкости тележки. Поставленная задача решается тем, что в тележке обжиговых и спекательных машин, включающей корпус, подколосниковые балки с поперечными связями и колосниковую решетк у, последняя согласно изобретению выполнена в виде перфорированной подины из стального листа с размерами отверстий, определяемыми по формулам где а - ширина отверстия; б - длина отверстия; d - минимальный размер (диаметр) обрабатываемого куска материала, а центры отверстий соседних рядов смещены на расстояние L, равное (0,6 - 1,5)б (3). Заявляемая конструкция колосниковой решетки тележки - перфорированная подина из стального листа - позволяет значительно снизить металлоемкость тележки - с 2000кг до ~82кг, а предлагаемые конфигурация и размеры отверстий, определяемые по формулам 1, 2, 3 - увеличить живое сечение подины с 7 - 9% до 20 - 28%. Увеличение живого сечения подины способствует лучшей газопроницаемости слоя окатышей, что, в свою очередь, повышает технологические показатели процесса обжига и металлургические свойства окатышей. При этом увеличение живого сечения подины достигается при сохранении ее необходимой жесткости и прочности. Этот эффект достигается за счет того, что рабочее поле тележки, образованное перфорированными листами, располагается на 100 - 200мм ниже рабочего поля, образуемого, например, колосниками. Это дает возможность увеличить высоту постели обожженных окатышей (со 100мм до 300мм), что с одной стороны, снижает температурное воздействие (перегрев) на подину и тележку, увеличивая прочность и межремонтный срок при эксплуатации тележки. С другой стороны, высокий слой постели повышает температурный градиент, что дает возможность производить обжиг нижних слоев окатышей при более высокой температуре, что положительно сказывается на технологических показателях процесса обжига и металлургических свойства х обожженных окатышей. Авторами экспериментально определены оптимальные конфигурация и размеры отверстий в подине, а также расстояние между центрами отверстий в соседних рядах. Установлено, что для термообработки окатышей разного диаметра, достижения живого сечения подины, составляющего 20 - 28% и сохранения ею необходимых жесткости и прочности, размеры отверстий должны определяться по формулам где а - ширина отверстия; б - длина отверстия; d - минимальный размер (диаметр) куска обрабатываемого материала. Центры отверстий соседних рядов должны быть смещены на расстоянии L, равное (0,6 - 1,4)б (3). В табл.1 приведены сравнительные результаты термообработки сырых окатышей и металлургические свойства обожженных окатышей, полученных на колосниковой решетке (базовый вариант) и перфорированной подине. Как следует из данных, приведенных в таблице, металлургические свойства обожженных окатышей, полученных на перфорированной подине, были выше, чем у окатышей, полученных на колосниковой решетке известной конструкции, что объясняется лучшей газопроницаемостью слоя усадки слоя (DH) и перепад давления в слое (DP) на перфорированной подине были ниже и составляли соответственно 50,6% против 51,5% и 420Па против 560Па. На фиг.1 изображено продольное сечение заявляемой тележки; на фиг.2 - то же, вид свер ху; на фиг.3 разрез А - А на фиг.1. Тележка включает корпус 1, подколосниковые балки 2 с поперечными связями 3, стальные перфорированные подины 4 с отверстиями 5, которые укладываются и крепятся к поперечным связям 3 подколосниковых балок 2. Заявляемая тележка работает следующим образом. Предварительно изготавливают перфорированную подину 4 из листовой стали толщиной 3 - 5мм. Размер отверстий 5 в подине: (ширина а и длина б), а также смещение центров отверстий соседних рядов L рассчитывают исходя из min размеров обрабатываемого материала по формулам Изготовленную таким образом перфорированную подину 4 устанавливают и крепят на поперечные связи 3 подколосниковых балок 2 тележки. Тележку с подинами устанавливают на обжиговую машину. На нее загружают постель из обожженных окатышей высотой 250 - 300мм, на постель - слой сырых окатышей высотой 300мм, которые подвергаются обжигу при температуре 1300°C при прохождении тележки под горном обжиговой машины. Пример. При обжиге сырых окатышей минимальный размер (d) которых составлял 8мм, из листовой стали толщиной 3мм изготавливали перфорированную подину с шириной отверстий 5а, равной 0,5d, т.е. 0,5 × 8мм = 4мм, длиной отверстий б, равной 3а, т.е. 3 × 8мм = 24мм и смещением центров отверстий соседних рядов L, равным 0,8б, т.е. 0,8 × 24мм = 19,2мм. Живое сечение такой подины составляло 24,4%. Изготовленную таким образом подину 4 устанавливали и крепили с помощью полос на поперечные связи 3 подколосниковых балок 2, после чего обжиговая тележка с подинами устанавливалась для эксплуатации на обжиговую машину. На тележку загружали слой постели из обожженных окатышей высотой 250мм, на постель - слой сырых окатышей высотой 300мм. Тележка с сырыми окатышами продвигалась по обжиговой машине и проходя под горном, подвергалась обжигу при температуре 1300°C. Температура отходящих из-под тележки газов составляла 350°C. Авторами проведены эксплуатационные испытания тележек, с подинами в виде колосниковой решетки и из перфорированного стального листа. В табл.2 приведены результаты сравнительных испытаний тележек. Анализ приведенных показателей свидетельствует о том, что замена колосников перфорированной подиной увеличивает живое сечение в 5 раз, снижает металлоемкость более чем в 20 раз, тепловое воздействие на обжиговую тележку вследствие снижения температуры отходящих газов с 1050 - 1100°C до 380 - 400%. Последнее обстоятельство положительно влияет на прочность тележки и увеличение межремонтного срока работы ее. Живое сечение просасываемой поверхности перфорированной подины увеличено ~ в 5 раз и не изменяется в процессе эксплуатации, что в конечном итоге улучшает те хнологические показатели процесса обжига и повышает металлургические свойства обожженных окатышей.
ДивитисяДодаткова інформація
Назва патенту англійськоюTrolley of burning and sintering machines
Автори англійськоюZhuravliov Feliks Mykhailovych, Boikovets Volodymyr Yakovych, Shushemoin Oleksandr Yosypovych, Hilung Viktor Frantsevych, Khvatov Yurii Alfeiovych, Maimur Vadym Pavlovych
Назва патенту російськоюТележка обжиговых и спекательных машин
Автори російськоюЖуравлев Феликс Михайлович, Бойковец Владимир Яковлевич, Шушемоин Александр Иосифович, Гилунг Виктор Францевич, Хватов Юрий Алфеевич, Маймур Вадим Павлович
МПК / Мітки
МПК: F27B 21/06
Мітки: машин, випалювальних, візок, спікальних
Код посилання
<a href="https://ua.patents.su/4-17067-vizok-vipalyuvalnikh-ta-spikalnikh-mashin.html" target="_blank" rel="follow" title="База патентів України">Візок випалювальних та спікальних машин</a>
Опорний візок важких машин
Номер патенту: 4010
Опубліковано: 27.12.1994
Автори: Кочергін Борис Михайлович, Черних Любов Яківна
МПК: E02F 9/02
Мітки: опорний, візок, машин, важких
Формула / Реферат:
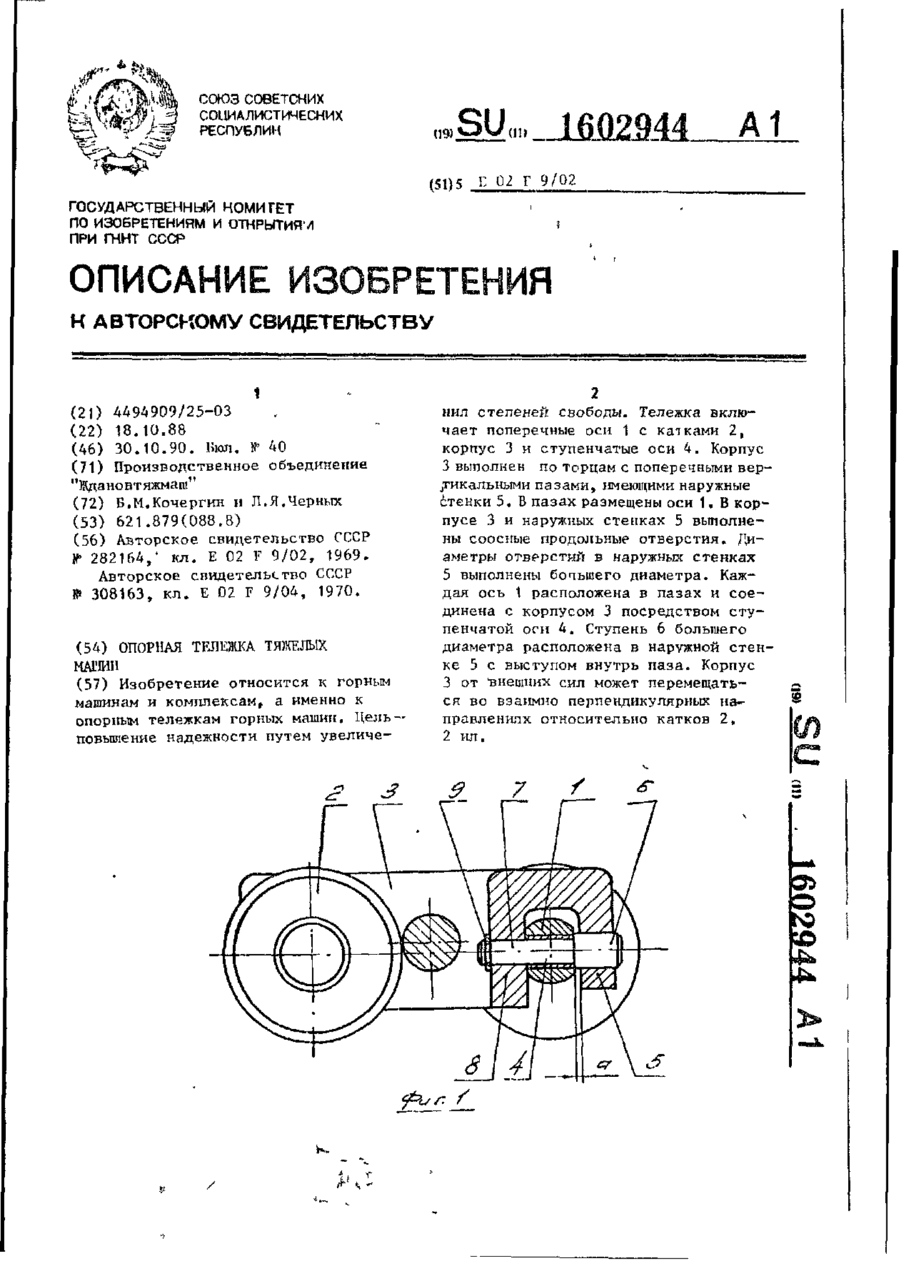
Опорная тележка тяжелых машин, включающая корпус, жестко соединенные с катками поперечные оси, отличающаяся тем, что, с целью повышения надежности путем увеличения количества степеней свободы, корпус выполнен по торцам с поперечными вертикальными пазами, имеющими наружные стенки, при этом в корпусе и наружных стенках выполнены соосные продольные отверстия, причем диаметры отверстий в наружных стенках выполнены большего диаметра, а каждая...
Опорний візок важких машин

Номер патенту: 3329
Опубліковано: 27.12.1994
Автори: Фельдман Леонід Рафаїлович, Сорока Георгій Митрофанович
МПК: E02F 9/08
Мітки: опорний, машин, візок, важких
Формула / Реферат:
1. Опорная тележка тяжелых машин, включающая траверсу с плитой и поперечными стенками, соединенную продольными осями с баллансирами, связанными с катками, и имеющую поперечную ось для соединения с корпусом машины, отличающаяся тем, что траверса снабжена дополнительной плитой, жестко связанной с пoпeречными стенками, и вертикальной осью, размещенной в соосных отверстиях, выполненных в концевых частях плит, при этом балансиры размещены в окнах,...
Вантажний візок крана

Номер патенту: 4507
Опубліковано: 27.12.1994
Автор: Георгієвський Володимир Володимирович
МПК: B66C 11/00
Мітки: крана, візок, вантажний
Формула / Реферат:
Грузовая тележка крана, содержащая барабан и обоймы грузовых блоков, установленные на одной оси, и механизм передвижения тележки по рельсам, отличающаяся тем, что, с целью расширения функциональных возможностей путем использования барабана для передвижения тележки, на наружной поверхности барабана на его концах выполнены кольцевые дорожки.
Ручний візок
Номер патенту: 1704
Опубліковано: 25.10.1994
Автор: Кириченко Станіслав Михайлович
МПК: B62B 3/04
Формула / Реферат:
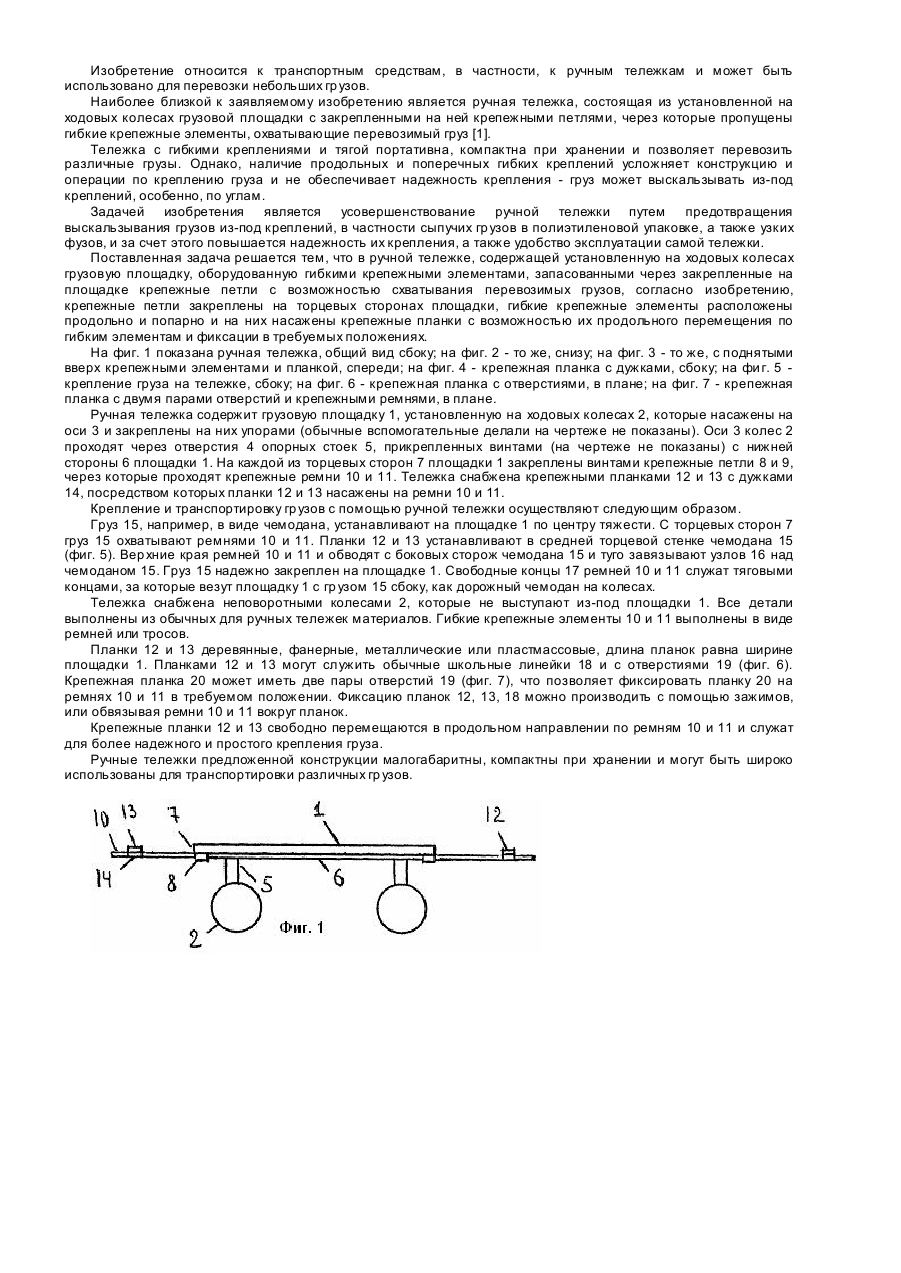
Ручная тележка, содержащая установленную на ходовых колесах грузовую площадку, оборудованную гибкими крепежными элементами, запасованными через закрепленные на площадке крепежные петли с возможностью схватывания перевозимых грузов, отличающаяся тем, что крепежные петли закреплены на торцевых сторонах площадки, гибкие крепежные элементы расположёны продольно и попарно, и на них насажены крепежные планки с возможностью их продольного...
Вантажний візок крана мостового типу
Номер патенту: 4350
Опубліковано: 27.12.1994
Автори: Філь Леонід Андрійович, Бик Аркадій Рувимович, Олімпієв Аркадій Григорович
МПК: B66C 7/00, B66C 11/00
Мітки: вантажний, візок, крана, мостового, типу
Формула / Реферат:
1. Грузовая тележка крана мостового типа, содержащая связанные между собой опорную часть, включающую продольные балки с установленными в них катками механизма передвижения, раму грузоподъемного механизма, которая смещена вниз относительно опорной части, отличающаяся тем, что она содержит по крайней мере две пары S-образных кронштейнов, торцы верхних горизонтальных полок которых жестко соединены с продольными балками, а нижние торцы...
Попередній патент: Установка для розділення концентрату ефіроальдегідної фракції на компоненти
Наступний патент: Спосіб одержання активованого вугілля
Випадковий патент: Спосіб роботи установки з виробництва кальцинованої глини