Стан поперечно-клинової прокатки
Номер патенту: 18207
Опубліковано: 25.12.1997
Автори: Ковальчук Дмитро Анатолійович, Іщишин Іван Іванович, Скрябін Семен Олександрович, Кадурін Володимир Іванович, Сатанін Володимир Андрійович

Формула / Реферат
1. Стан поперечно-клиновой прокатки, содержащий станину с неподвижной нижней плитой и направляющей для верхней плиты, имеющей возможность возвратно-поступательного перемещения параллельно нижней плиты и регулировки вертикального перемещения, два блока клиновых инструментов, закрепленные на плитах, а также нагреватель заготовок, отличающийся тем, что стан снабжен распределителем с приводом и двумя толкателями заготовок, при этом распределитель выполнен с возможностью параллельного, а толкатели перпендикулярного перемещения относительно хода верхней плиты.
2. Стан по п.1, отличающийся тем, что нагреватель заготовок выполнен вне станины стана в зоне распределителя заготовок.
Текст
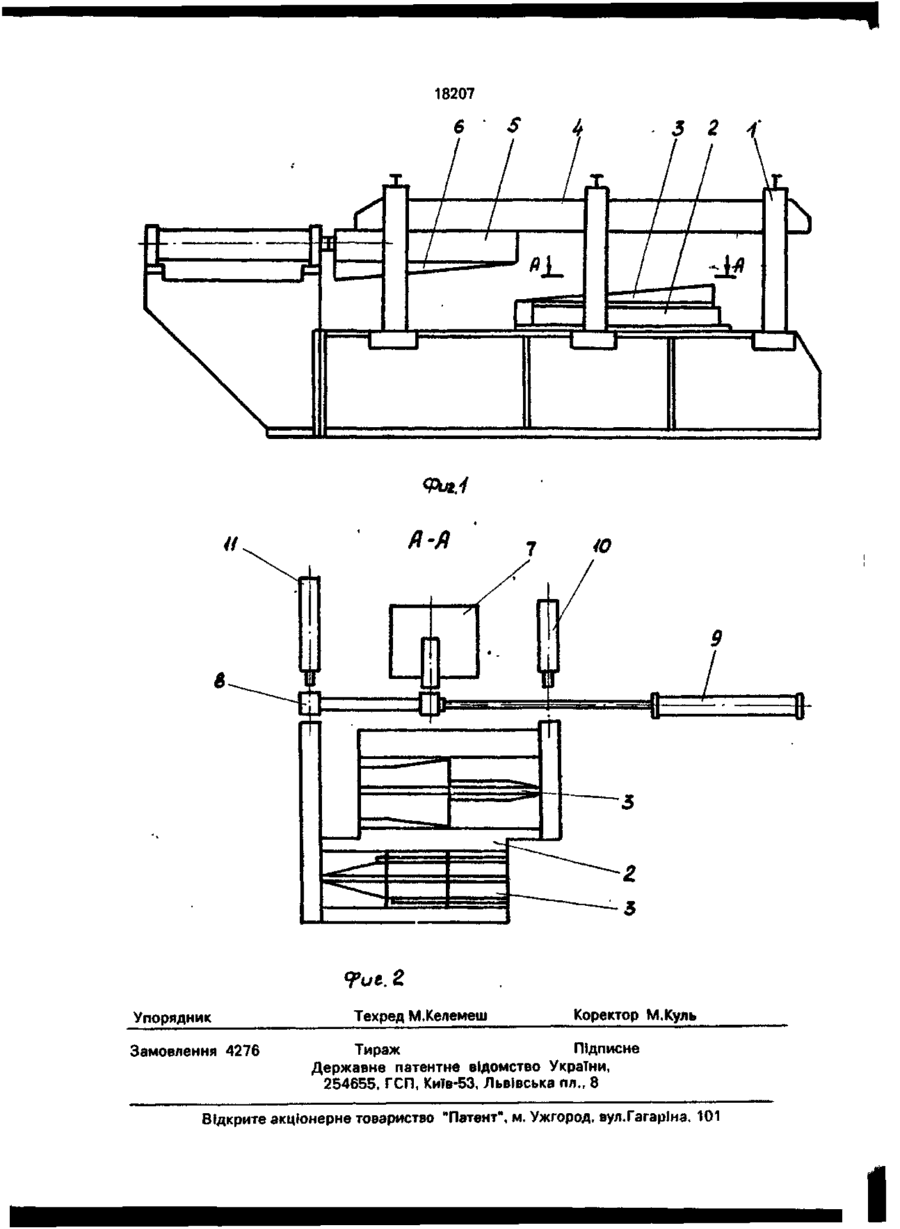
1. Стан поперечно-клиновой прокатки, содержащий станину с неподвижной нижней плитой и направляющей для верхней плиты, имеющей возможность возвратно поступательного перемещения параллельно нижней плиты и регулировки вертикального перемещения, два блока клиновых инструментов, закрепленные на плитах, а также нагреватель заготовок, о т л и ч а ю щ и й с я тем, что стан снабжен распределителем с приводом и двумя толкателями заготовок, при этом распределитель выполнен с возможностью параллельного, а толкатели перпендикулярного перемещения относительно хода верхней плиты. 2. Стан по п. 1 , о т л и ч а ю щ и й с я тем. что нагреватель заготовок выполнен вне станины стана в зоне распределителя заготовок. С > со ю о Изобретение относится к обработке металлов давлением и может быть использовано для изготовления как готовых деталей, так и их заготовок осесимметрической формы с переменным сечением вдоль оси, применяемых на многих машиностроительных предприятиях ряда отраслей народного хозяйства. Наиболее близким к заявляемому стану по совокупности существенных признаков является "Стан поперечно-клиновой прокатки" [1]. Стан содержит станину с выполненными в ней окнами, установленные в станине нижнюю плиту, имеющую возможность регулировочного вертикального перемещения, и верхнюю плиту, имеющую возмож ность поступательного перемещения в плоскости, параллельной нижней плите, а также клиновые инструменты, закрепленные на плитах. У оснований плит установлены плашки, имеющие возможность перемещения в направлении, перпендикулярном направлению перемещения верхней плиты, а клиновый инструмент каждой плиты выполнен в виде двух расположенных последовательно по ходу прокатки клиньев с параллельными продольными осями и противоположно направленными вершинами. Электронагреватели установлены в окнах станины. Признаки прокатного стана-прототипа, являющиеся общими с таковыми заявляемого изобретения, следующие: станина, ниж 18207 няя и верхняя плиты, при этом нижняя плита неподвижна, а верхняя плита выполнена с возможностью возвратно-поступательного перемещения параллельно нижней плиты и регулируемого вертикального перемещения, два блока клиновых инструментов, закрепленных на плитах, а также нагреватель заготовок. Главным недостатком стана-прототипа является неразрывная функциональная взаимосвязь его двух блоков клиновых инструментов, один из которых реализует начальный этап процесса формообразования изготовляемой детали (при прямом ходе верхней плиты), а другой - заключительный этап этого же технологического процесса (при обратном ходе верхней плиты). Таким образом, данный стан строго ограничен как в своих технологических возможностях, так и в возможности изготовления качественной продукции, так как для обеспечения качества изготовляемой продукции на стане-прототипе необходима строгая конструктивная взаимоувязка между геометрическими параметрами трех составляющих системы - "первый блок клинового инструмента - полуфабрикат прокатки - второй блок клинового инструмента", что в производственных условиях практически недостижимо, так как даже исходные заготовки, полученные из ранее прокатанных прутков, имеют допустимую соответствующей нормативно-технической документацией нестабильность размеров, не говоря уже о возможном усугублении этой нестабильности в процессе нагрева заготовок, первого этапа прокатки и передачи полуфабриката из первого блока клинового инструмента во второй. Задачей изобретения является устранение главного недостатка стана-прототипа. Поставленная задача решается посредством того, что в стане поперечно-клиновой прокатки, включающем станину, нижнюю неподвижную плиту и верхнюю плиту, выполненную с возможностью регулируемого вертикального перемещения и возвратнопоступательного перемещения параллельно нижней плиты, два блока клиновых инструментов, закрепленных на плитах, а также нагреватель заготовок. Блоки клиновых инструментов выполнены с возможностью 5 10 15 20 25 30 35 40 45 50 получения готовой детали как при прямом, так и обратном ходах верхней плиты, при этом стан оборудуется распределителем с приводом и двумя толкателями заготовок. При этом распределитель выполнен с возможностью параллельного, а толкатели перпендикулярного перемещения относительно хода верхней плиты. Нагреватель заготовок вынесен за пределы станины в зону распределителя установленного на уровне нижней плиты. На фиг. 1 схематически показан стан поперечно-клиновой прокатки; на фиг. 2 разрез А-А на фиг. 1. Стан поперечно-клиновой прокатки содержит станину 1, нижнюю плиту 2 с двумя блоками клинового инструмента 3, направляющую 4 верхней плиты 5 с двумя блоками клинового инструмента 6, электронагреватель 7, распределитель 8 нагретых заготовок с приводом 9, толкатели заготовок 10 и 11. Стан поперечно-клиновой прокатки работает следующим образом. Нагретые до заданной температуры заготовки из рабочей зоны электронагревателя 7 подаются на распределитель 8. Включается привод 9 и распределитель 8 перемещается влево. Из распределителя 8 заготовка толкателем 10 подается в приемную часть блока клинового инструмента 3 прямого хода. Верхняя плита 5 по направляющей 4 осуществляет прямой ход. По окончанию прямого хода верхней плиты 5 прокатанная деталь сбрасывается в приемник готовой продукции (на чертеже не показано). В момент начала прямого хода верхней плиты 5 в распределитель 8 из электронагревателя 7 подается очередная разогретая заготовка. Одновременно с прямым ходом верхней плиты 5 распределитель 8 перемещается до упора вправо. К моменту окончания прямого хода верхней плиты 5 заготовка из распределителя 8 толкателем 11 подается в приемную часть второго блока клинового инструмента 3 нижней плиты 2. Верхняя плита 5 совершает обратный ход, очередная прокатанная деталь сбрасывается во второй сборник готовой продукции (не показан). Далее технологический цикл прокатного стана повторяется. fi-Й Упорядник Замовлення 4276 Техред М.Келемеш Коректор М.Куль Тираж Підписне Державне патентне відомство України, 254655, ГСП, Київ-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.Гагарінз, 101 І
ДивитисяДодаткова інформація
Назва патенту англійськоюMill of transverse-wedge rolling
Автори англійськоюSkriabin Semen Oleksandrovych, Satanin Volodymyr Andriovych, Kovalchuk Dmytro Anatoliiovych, Kadurin Volodymyr Ivanovych, Ischyshyn Ivan Ivanovych
Назва патенту російськоюСтан поперечно-клиновой прокатки
Автори російськоюСкрябин Семен Александрович, Сатанин Владимир Андреевич, Ковальчук Дмитрий Анатольевич, Кадурин Владимир Иванович, Ищишин Иван Иванович
МПК / Мітки
МПК: B21H 8/00
Мітки: поперечно-клинової, стан, прокатки
Код посилання
<a href="https://ua.patents.su/4-18207-stan-poperechno-klinovo-prokatki.html" target="_blank" rel="follow" title="База патентів України">Стан поперечно-клинової прокатки</a>
Стан для поперечно-клинової прокатки

Номер патенту: 7122
Опубліковано: 30.06.1995
Автори: Клушин Валерій Олександрович, Садко Володимир Іванович, Щукін Валерій Якович, Єрмолович Вячеслав Йосипович
МПК: B21H 1/00
Мітки: поперечно-клинової, стан, прокатки
Формула / Реферат:
1. Стан для поперечно-клиновой прокатки, содержащий расположенные в корпусе плоские подвижные плиты с закрепленными на них клиновыми инструментами, отличающийся тем, что, с целью повышения жесткости и улучшения эксплуатационных характеристик, корпус выполнен составным из верхней и нижней частей, связанных между собой замковым соединением. 2. Стан по п. 1, отличающийся тем, что замковое соединение выполнено в виде чередующихся пазов...
Стан кругової прокатки

Номер патенту: 14637
Опубліковано: 20.01.1997
Автори: Капланов Василь Ілліч, Харлашин Петро Степанович, Капланова Олена Василівна, Лепехов Віталій Іванович
МПК: B21B 13/06
Мітки: стан, прокатки, кругової
Формула / Реферат:
Стан круговой прокатки, содержащий два конических валка, образующих зону деформации, отличающийся тем, что угол при вершине конических валков и угол пересечения осей валков в зоне деформации выполнены прямыми.
Стан для прокатки профільних кілець
Номер патенту: 12842
Опубліковано: 28.02.1997
Автор: Анохін Юрій Олександрович
МПК: B21H 1/00
Мітки: профільних, стан, прокатки, кілець
Формула / Реферат:
(57) Стан для прокатки профильных колец, содержащий установленные на станине внутренний ролик, выполненный разъемным в диаметральной плоскости, и по меньшей мере три нажимных ролика, установленные с возможностью радиального перемещения равноудалено друг от друга по окружности и от оси вращения внутреннего ролика, отличающийся тем, что один из нажимных роликов выполнен большего диаметра, чем остальные, и жестко смонтирован на оси, а каждый из...
Безперервний стан прокатки дроту
Номер патенту: 17991
Опубліковано: 17.06.1997
Автори: Правдін Юрій Михайлович, Хаустов Георгій Йосипович, Лобанов Олександр Іванович, Морозов Рудольф Павлович, Сергєєв Віктор Володимирович, Крилов Михайло Юрійович
МПК: B21B 1/16
Мітки: безперервний, дроту, стан, прокатки
Формула / Реферат:
Непрерывный стан для прокатки проволоки, содержащий последовательный ряд трехвалковых клетей, в каждой из которых валки расположены по окружности под углом 120°, валки каждой последующей клети относительно валков предыдущей клети смещены на угол 60°, а валки последней клети ряда образуют круглый калибр, отличающийся тем, что трехвалковые клети, расположенные с входной стороны стана, снабжены комплектами валков, контуры рабочих поверхностей...
Стан для прокатки сортової сталі
Номер патенту: 12313
Опубліковано: 25.12.1996
Автори: Хуго Фельдманн, Вольфганг Елінгхаус, Георг Енгель, Дітмар Козак
Мітки: сталі, стан, прокатки, сортової
Текст:
...для 12313 последовательности проходов. Для таких промежуточных стадий наряду с обоими продольными транспортерами 44 и 45 может использоваться еще и поперечный транспортер 47, ведущий к третьей линии 5 прокатки 9. Для термомеханической прокатки шпун тов может использоваться расположение прокатных клетей, которое соответствует расположению по фиг.2 и изображено здесь 10 на фиг.5. Прокатываемый материал с пред варительно отлитым и...
Попередній патент: Спосіб сушіння термочутливих матеріалів
Наступний патент: Hапівкоксова піч
Випадковий патент: Спосіб безперервної безоправочної поздовжньої прокатки труб в багатоклітьовому стані