Спосіб безперервної безоправочної поздовжньої прокатки труб в багатоклітьовому стані
Номер патенту: 77138
Опубліковано: 16.10.2006
Автори: Гуляєв Юрій Геннадійович, Шляхов Павло Олександрович, Бражник Олег Володимирович, Овчинников Володимир Володимирович, Козловський Альфред Іванович, Квітка Наталія Юріївна, Ведовський Євген Леонідович, Шишо Юрій Георгійович, Закопко Олександр Вікторович, Шифрін Євген Ісайович, Польський Георгій Миколайович



Формула / Реферат
Спосіб безоправочної безперервної поздовжньої прокатки труб в багатоклітьовому стані з калібрами, що проточують роздільно, до встановлення валків в прокатну кліть, що полягає у послідовній деформації заготовки в кожній ![]() кліті стана валками з калібрами, при котрому овальність
кліті стана валками з калібрами, при котрому овальність ![]() калібру кожної
калібру кожної ![]() кліті стана вибирають в залежності від заданих величин часткового відносного обтиснення заготовки по діаметру
кліті стана вибирають в залежності від заданих величин часткового відносного обтиснення заготовки по діаметру ![]() в кожній
в кожній ![]() кліті стана, який відрізняється тим, що додатково задають показник поширення
кліті стана, який відрізняється тим, що додатково задають показник поширення ![]() для кожної
для кожної ![]() кліті стана, а овальність
кліті стана, а овальність ![]() калібру кожної
калібру кожної ![]() кліті стана вибирають в залежності від ширини
кліті стана вибирають в залежності від ширини ![]() та висоти
та висоти ![]() калібру в попередній (і-1)-тій кліті стана у відповідності до співвідношення
калібру в попередній (і-1)-тій кліті стана у відповідності до співвідношення
 ,
,
де ![]() - задане часткове відносне обтиснення заготовки по діаметру у кліті з порядковим номером
- задане часткове відносне обтиснення заготовки по діаметру у кліті з порядковим номером ![]() ;
;
![]() - поточне значення кута, що характеризує положення поздовжнього перерізу осередку деформації;
- поточне значення кута, що характеризує положення поздовжнього перерізу осередку деформації;
![]() - овальність калібру, що утворюють валки кліті з порядковим номером і, мм;
- овальність калібру, що утворюють валки кліті з порядковим номером і, мм;
![]() - ширина калібру в кліті з порядковим номером
- ширина калібру в кліті з порядковим номером ![]() , мм;
, мм;
![]() - висота калібру з порядковим номером і, мм;
- висота калібру з порядковим номером і, мм;
![]() - ширина калібру в кліті з порядковим номером і-1, мм;
- ширина калібру в кліті з порядковим номером і-1, мм;
![]() - висота калібру з порядковим номером і-1, мм;
- висота калібру з порядковим номером і-1, мм;
![]() - заданий показник поширення для кліті з порядковим номером
- заданий показник поширення для кліті з порядковим номером ![]() ;
;
![]() - середній діаметр калібру, що утворений валками в кліті з порядковим номером
- середній діаметр калібру, що утворений валками в кліті з порядковим номером ![]() (середній діаметр заготовки після прокатки в кліті з порядковим номером
(середній діаметр заготовки після прокатки в кліті з порядковим номером ![]() ), мм;
), мм;
![]() - середній діаметр калібру, що утворений валками в кліті з порядковим номером і-1 (середній діаметр заготовки після прокатки в кліті з порядковим номером і-1), мм;
- середній діаметр калібру, що утворений валками в кліті з порядковим номером і-1 (середній діаметр заготовки після прокатки в кліті з порядковим номером і-1), мм;
![]() - порядковий номер співмножника (номер кліті) у добутку
- порядковий номер співмножника (номер кліті) у добутку ![]() ;
;
![]() - порядковий номер кліті, рахуючи за
- порядковий номер кліті, рахуючи за ![]() першу в напрямку ходу прокатки кліть;
першу в напрямку ходу прокатки кліть;
![]() - загальна кількість клітей в багатоклітьовому стані безперервної безоправочної прокатки труб;
- загальна кількість клітей в багатоклітьовому стані безперервної безоправочної прокатки труб;
![]() - діаметр заготовки до початку деформації в багатоклітьовому стані, мм;
- діаметр заготовки до початку деформації в багатоклітьовому стані, мм;
![]() ;
; ![]() ;
; ![]() ;
;
![]() - загальна кількість валків, що утворюють калібр.
- загальна кількість валків, що утворюють калібр.
Текст
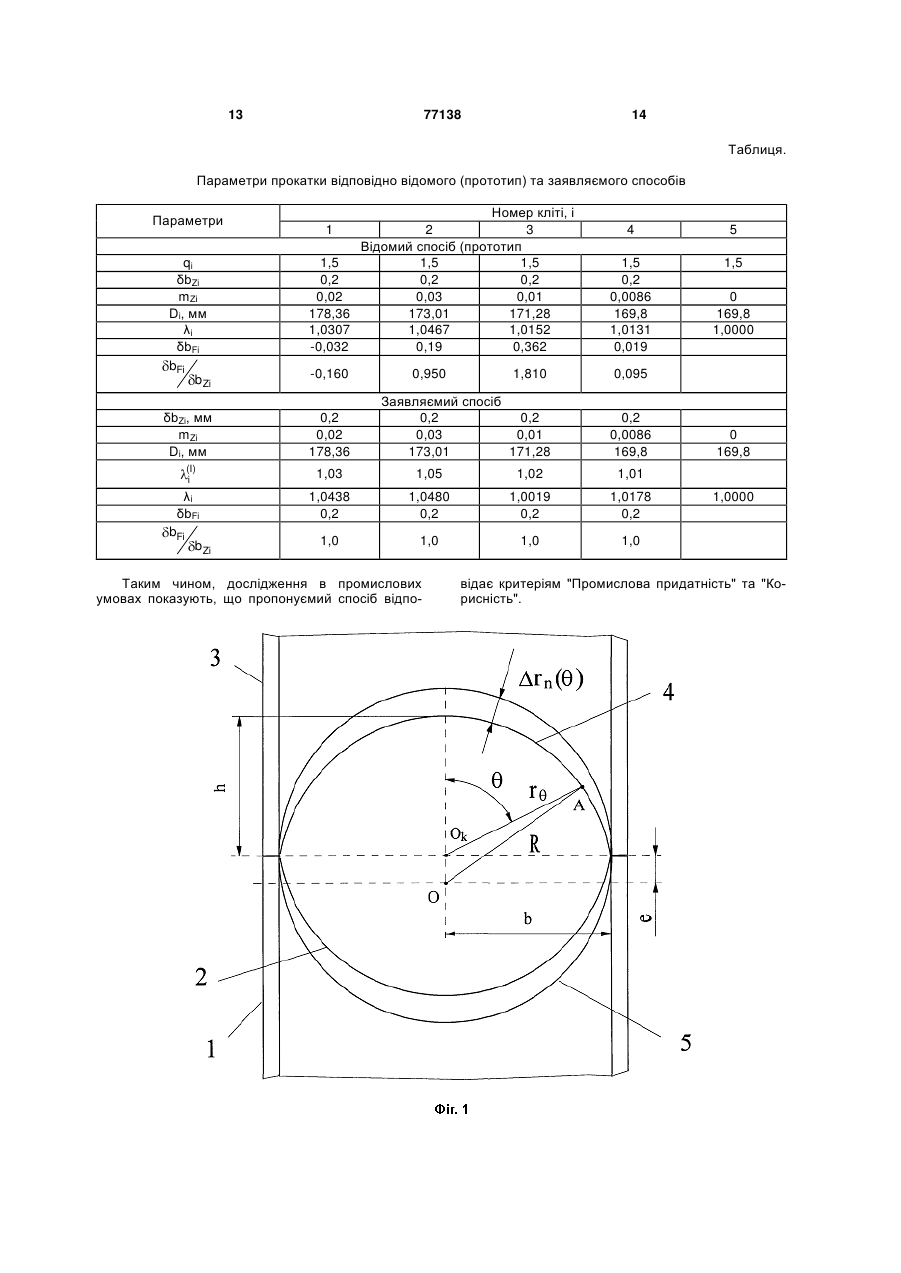
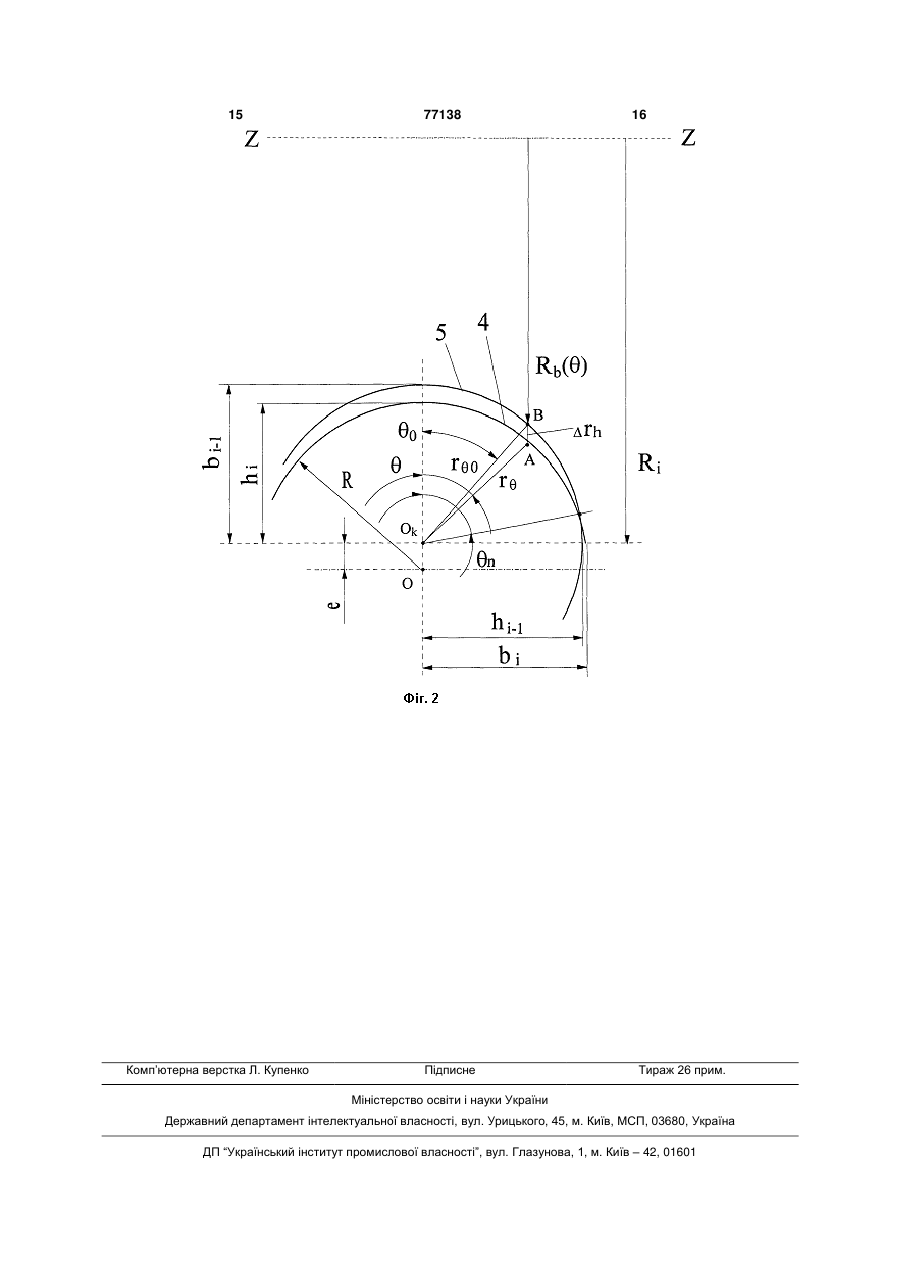
Спосіб безоправочної безперервної поздовжньої прокатки труб в багатоклітьовому стані з калібрами, що проточують роздільно, до встановлення валків в прокатну кліть, що полягає у послідовній деформації заготовки в кожній і тій кліті стана валками з калібрами, при котрому овальність i 3 Kk k ; 3,141593 ; 77138 (k 2) ; 2k Винахід відноситься до способів обробки металів тиском і може бути використаний на багатоклітинних редукційних і калібровочних станах при безперервній безоправочній прокатці безшовних та зварених труб з чорних та кольорових металів. Для безперервної безоправочної поздовжньої прокатки труб в багатоклітинних станах використовують валки з калібрами, що проточують двома різними методами [дивися, наприклад книгу: Г.И. Гуляев и др. Технология непрерывной безоправочной прокатки труб. Москва, Металлургия, 1975. Стор. 188, другий абзац знизу]: - роздільно, до встановлення валків в прокатну кліть (перший випадок); - в зборі, після встановлення валків в прокатну кліть (другий випадок). В першому випадку [дивися, наприклад книгу: Ю.Г. Гуляев и др. Математическое моделирование процессов обработки металлов давлением. Киев, Наукова думка, 1986. Стор. 190, рис. 77] проточку калібрів здійснюють за допомогою різця, який встановлюють в площині, що проходить через вісь валка, таким чином , що центри різця О1 і калібру О є зміщеними в площині вершини калібру OY на величину ексцентриситету е. В другому випадку [дивися, наприклад книгу: Г.И. Гуляев и др. Технология непрерывной безоправочной прокатки труб. Москва, Металлургия, 1975. Стор. 190, рис. 77] проточку калібрів здійснюють за допомогою різця або фрези, які встановлюють із зміщенням на величину х, відносно площини, що проходить через вісь валка. Різні умови виготовлення калібрів обумовлюють різні співвідношення між їхніми геометричними параметрами (такими як закон зміни радіусу калібру по периметру R(θ), висота h, ширина b, середній діаметр D та ін.). Відомий спосіб безперервної поздовжньої прокатки труб в N - клітьовому багатоклітинному стані, що полягає в деформації заготовки по діаметру в калібрах утворених валками послідовно розташованих клітей, в котрих овальність калібру, утвореного валками кожної і-тої кліті, вибирають в залежності від заданих величин часткового обтиснення mZi заготовки по діаметру в кожній і-тій кліті стану та емпіричного коефіцієнта ξі, відповідно до залежності [дивися, наприклад, книгу: П. Грюнер. Калибровка инструмента для производства бесшовных труб. Москва, Металлургиздат, 1962. Стор. 101-103, формула 43 - аналог №1] 1 , (1) i 1 mZi i bi - овальність калібру, утвореного ваhi лками, встановленими в кліті з порядковим номером і; bi - ширина калібру кліті з порядковим номером і, мм; де i 4 k - загальна кількість валків, що утворюють калібр. hi - висота калібру кліті з порядковим номером і, мм; ξі - емпіричний коефіцієнт, величину котрого вибирають в залежності від числа валків k, що утворюють калібр, та часткового обтиснення mZi заготовки в кліті з порядковим номером і; DZi mZi 1 - задане часткове відносне DZ(i 1) обтиснення заготовки по діаметру в кліті з порядковим номером і; i=1, 2, ... N-1, N - порядковий номер кліті, рахуючи за i=1 першу в напрямку ходи прокатки кліть; DZi - заданий середній діаметр калібру і-тої кліті, що є середнім діаметром заготовки після прокатки в і- тій кліті, мм; DZ(1-i) - заданий середній діаметр калібру в кліті з номером і-1, що є середнім діаметром заготовки після прокатки в кліті з номером і-1, мм N - загальна кількість клітей в стані. Недолік відомого способу відповідно аналогу №1 є в тому, що його використання можливе тільки за умов, коли часткові обтиснення (відносні деформації) mi та овальності λi в суміжних калібрах є рівними [дивися, наприклад, книгу: Г.И. Гуляев и др. Технология непрерывной безоправочной прокатки труб. Москва, Металлургия, 1975. Стор. 148, перший абзац зверху]. Також недолік відомого способу відповідно аналогу №1 є в тому, що задане вихідне значення часткового обтиснення mZi, що використовується для визначення коефіцієнта ξі (із таблиць) та розрахунку величини λi (як функції ξі та mZi), не збігається з фактичним (реальним) Di значенням часткового обтиснення mFi 1 Di 1 (тут Di - фактичний середній діаметр калібру і-тої кліті, що є середнім діаметром заготовки після прокатки в і-тій кліті, мм; Dі-1 - фактичний середній діаметр калібру в кліті з номером і-1, що є середнім діаметром заготовки після прокатки в кліті з номером і-1, мм), що має місце при прокатці труби в калібрі з овальністю рівною λi і середнім діаметром Di. Внаслідок того, що mFi≠mZi, розрахункові і реальні параметри деформації труби відрізняються, що, у кінцевому рахунку, негативно позначається на точності геометричних розмірів труб і їхньої якості. Також відомий спосіб безперервної безоправочної поздовжньої прокатки труб в багатоклітинному стані, що полягає у послідовній деформації заготовки в кожній і-тій кліті стана валками з калібрами, при котрому овальність (λi) калібру кожної ітої кліті стана вибирають в залежності від заданих величин часткового відносного обтиснення заготовки по діаметру (mZi) в кожній і-тій кліті стана, ширини (Bі) калібру кожної і-тої кліті стана і радіуса бочки валків (Rui) кожної і-тої кліті стана у відповід 5 77138 6 ності до співвідношення [дивися, наприклад, палише в тому разі, коли валки проточують в зборі, тент України №73440 - аналог №2] після встановлення валків в прокатну кліть (диви2 ся, наприклад, аналог №2, рисунок). Другий недо2 Y Bi лік способу відповідно аналога №2 полягає в тому, Rui (Rui N i cos )2 Rui (Rui N i )2 N2i sin2 d 2 i 0 що овальність калібрів λi вибирають в залежності (2) від ширини Вi калібру кожної i-тої кліті. В цьому Di 1 Y i bi mZi 1 випадку показник поширення bi (тут Δbi 0, 2 hi Di абсолютна величина поширення в i-тій кліті; Δhi де mzi (1 ) - задане часткове відносне Di 1 абсолютна величина обтиснення труби по висоті в i-тій кліті) в кожній i-тій кліті стана є залежною від обтиснення заготовки по діаметру у кліті з порядширини калібру i-тої кліті стана величиною [дивиковим номером і; ся, наприклад, книгу: Г.И. Гуляев и др. Технология Rui - заданий радіус бочки валків в кліті з понепрерывной безоправочной прокатки труб. Москрядковим номером і, мм; ва, Металлургия, 1975. Стор. 142, останній абзац θ - поточне значення кута, що характеризує перед розділом 2; стор. 143, другий абзац знизу]. положення поздовжнього перетину осередку деТой факт, що показники поширення δbi в клітях формації; стана не є заданими вихідними величинами, негаBi - овальність калібру, що утворюють тивно впливає на якість поверхні готових труб, i Hi тому що величини δbi в значній мірі обумовлюють валки кліті з порядковим номером і; появу на поверхні труб дефектів у в вигляді "підріВi - задана ширина калібру в кліті з порядкозів" [дивися, наприклад, книгу: Г.И. Гуляев и др. вим номером і, мм; Технология непрерывной безоправочной прокатки Ні - висота калібру з порядковим номером і, труб. Москва, Металлургия, 1975. Стор. 143, мм; останній абзац]. Di - середній діаметр калібру, що утворений Найбільш близьким за технічною суттю до завалками в кліті з порядковим номером і (середній являємого (прототип) є спосіб безперервної безодіаметр заготовки після прокатки в кліті з порядкоправочної поздовжньої прокатки труб в багатоклівим номером і), мм; тинному стані, що полягає у послідовній i 1 деформації заготовки в кожній і-тій кліті стана валDi 1 D0 (1 mZw ) - середній діаметр каліками з калібрами, при котрому овальність (λi) каліw 1 бру кожної і-тої кліті стана, вибирають в залежносбру, що утворений валками в кліті з порядковим ті від заданих величин часткового обтиснення номером і-1 (середній діаметр заготовки після прозаготовки по діаметру (mZi) та емпіричного коефікатки в кліті з порядковим номером i-1), мм; цієнту qi відповідно до залежності [дивися, наприw=1, 2, ..., i-1 - порядковий номер співмножниклад, книгу: Г.И. Гуляев и др. Технология непрека (номер кліті) у множенні рывной безоправочной прокатки труб. Москва, i 1 Металлургия, 1975. Стор. 150, формула 138] (1 mZw ) (1 mZ1) (1 mZ2 ) ... (1 mZ(i 1) ) ; i w 1 i=1, 2, ..., N-1, N - порядковий номер кліті, рахуючи за i=1 першу в напрямку ходи прокатки кліть; N - загальна кількість клітей в багатоклітинному стані безперервної безоправочної прокатки труб; D0 - діаметр заготовки до початку деформації в багатоклітинному стані, мм; N G 1 2 i 1 i i i cos Kk i Y G arcsin Bi2 sin2 K k ; 4G i 1 1 2 i Bi 4Rui Bi ; 2 Kk k ; Bi sinKk ; =3,141593; 2N i k - загальна кількість валків, що утворюють калібр. На відміну від способу відповідно аналогу №1 спосіб відповідно аналогу №2 дозволяє забезпечити виконання умови збігу заданого вихідного значення часткового обтиснення mZi з фактичним (реальним) значенням часткового обтиснення mFi. Недолік способу відповідно аналогу №2 полягає в тому, що використання цього способу є можливим 1 1 mZi i qi , (3) bi - овальність калібру, що утворюють hi валки кліті з порядковим номером i; bi - ширина калібру з порядковим номером і, мм; hi - висота калібру з порядковим номером i, мм; qi - емпіричний коефіцієнт, значення котрого в кліті з порядковим номером і залежить від кількості валків k, що утворюють калібр, та реологічних властивостей матеріалу заготовки, що прокатується [дивися, наприклад, книгу: Г.И. Гуляев и др. Технология непрерывной безоправочной прокатки труб. Москва, Металлургия, 1975, стор. 151, табл. 13]; де mZi i 1 DZi DZ i 1 - задане часткове обтиснен ня заготовки у кліті з порядковим номером і; DZi - заданий середній діаметр калібру, що утворений валками в кліті з порядковим номером i (середній діаметр заготовки після прокатки в кліті з порядковим номером і), мм; 7 77138 8 прокатну кліть, котрий забезпечить підвищення DZ i 1 D0 (1 mZw ) - середній діаметр каякості труб в наслідок можливості призначення w 1 показників поширення (δbZi) в кожній і-тій кліті сталібру, що утворений валками в кліті з порядковим на як заданих вихідних величин та вибору таких номером і-1 (середній діаметр заготовки після проовальностей калібрів валків (λi) в кожній i-тій кліті катки в кліті з порядковим номером і-1), мм; стана, що забезпечать збіг заданих (δbZi) та факw=1, 2, ..., i-1 - порядковий номер співмножнитичних (δbFi) величин показників поширення у кожка (номер кліті) у множенні ній і-тій кліті стана. i 1 Поставлена задача вирішується тим, що у ві(1 mZw ) (1 mZ1) (1 mZ2 ) ... (1 mZ(i 1) ) ; домому способі безперервної безоправочної позw 1 довжньої прокатки труб в багатоклітинному стані з D0 - діаметр заготовки до початку деформації калібрами, що проточують роздільно, до встановв багатоклітинному стані, мм; лення валків в прокатну кліть, який полягає у посi=1, 2, ..., N-1, N - порядковий номер кліті, ралідовній деформації заготовки в кожній і-тій кліті хуючи за i=1 першу в напрямку ходи прокатки стана валками з калібрами, при котрому овалькліть; ність (λi) калібру кожної i-тої кліті стана вибирають N - загальна кількість клітей в багатоклітиннов залежності від заданих величин часткового обму стані безперервної безоправочної прокатки тиснення заготовки по діаметру (mZi) в кожній i-тій труб. кліті стана, додатково задають показник поширенНа відміну від способу відповідно аналогу №1, ня (δbZi) для кожної і-тої кліті стана, а овальність при використанні способу відповідно прототипу є (λi) калібру кожної i-тої кліті стана вибирають в можливим розраховувати параметри калібрів залежності від ширини (bi-1) та висоти (hi-1) калібру (овальність λi) у випадках, коли часткові обтисненв попередній (i-1)-ій кліті стана у відповідності до ня (відносні деформації) mi та овальності λi в суміспіввідношення жних калібрах не є рівними (дивися, наприклад, bZibi 1 hi 1 2 1 2 i sin i прототип, формули 139 та 140). На відміну від K k bZi i 1 i sin способу відповідно аналогу №2, використання 2 (4) способу відповідно прототипу є можливим як у разі 2 2 K i 1 i 1 cos 1 sin d 1 mZi Di 1 0 роздільної проточки калібрів валків, так і у разі 2 2 0 i 1 2 i sin i 1 2 i sin проточки калібрів валків в зборі. При цьому, в разі роздільної проточки калібрів валків, використання Di де mZi - задане часткове відносне 1 способу відповідно прототипу забезпечує збіг заDi 1 даних вихідних значень часткових обтиснень mZi з обтиснення заготовки по діаметру у кліті з порядфактичними (реальними) значеннями часткових ковим номером і; Di обтиснень mFi 1 , що мають місце при проθ - поточне значення кута, що характеризує Di 1 положення поздовжнього перетину осередку декатці труби в калібрах з овальностями λi і фактичформації; ними середніми діаметрами Di. bi - овальність калібру, що утворюють Недолік способу відповідно прототипу полягає i hi в тому, що при його використанні показник пошивалки кліті з порядковим номером і', bi рення до bi в кожній і-тій кліті стана є заbi - ширина калібру в кліті з порядковим номеhi ром i, мм; лежною від емпіричного коефіцієнту qі величиною hi - висота калібру з порядковим номером і, [дивися, наприклад, книгу: Г.И. Гуляев и др. Техмм; нология непрерывной безоправочной прокатки bi-1 - ширина калібру в кліті з порядковим нотруб. Москва, Металлургия, 1975. Стор. 150, рис. мером i-1, мм; 62]. Той факт, що показники поширення δbi в кліhi-1 - висота калібру з порядковим номером і-1, тях стана не є заданими вихідними величинами, мм; негативно впливає на якість поверхні готових труб, bi hi 1 - заданий показник поширення bZi тому що величини δbi в значній мірі обумовлюють bi 1 hi вірогідність появи на поверхні труб дефектів у в для кліті з порядковим номером i; вигляді "підрізів". Крім того, недолік способу відпоDi - середній діаметр калібру, що утворений відно прототипу полягає в тому, що очікувані знавалками в кліті з порядковим номером i (середній чення показника поширення δbZi отримані як фундіаметр заготовки після прокатки в кліті з порядкокція від емпіричного коефіцієнту qi (прототип, рис. вим номером i), мм; 62) не збігаються з реальними (фактичними) знаi 1 ченнями показника поширення δbFi, що мають місDi 1 D0 (1 mZw ) - середній діаметр каліце при використанні калібрів з овальністю, розраw 1 хованою відповідно способу-прототипу. Це не бру, що утворений валками в кліті з порядковим дозволяє прогнозувати вірогідність появи на труномером і-1 (середній діаметр заготовки після пробах дефектів типа "підрізів", що знижує якість прокатки в кліті з порядковим номером i-1), мм; дукції. w=1, 2, ..., і-1 - порядковий номер співмножниВ основу винаходу поставлена задача створика (номер кліті) у множенні ти спосіб безперервної безоправочної прокатки труб в багатоклітинному стані з калібрами, що проточують роздільно, до встановлення валків в i 1 k 9 77138 10 чергу, забезпечує збіг розрахункових та реальних (1 mZw ) (1 mZ1) (1 mZ2 ) ... (1 mZ(i 1) ) ; параметрів розподілу деформацій (витяжок) μi w 1 заготовки по клітям багатоклітинного стану та коi=1, 2, ..., N-1, N - порядковий номер кліті, раефіцієнтів міжклітинного пластичного натягу Zi, що, хуючи за i=1 першу в напрямку ходи прокатки у кінцевому рахунку, дозволяє підвищити якість кліть; труб за рахунок зменшення вірогідності появи на їх N - загальна кількість клітей в багатоклітинноповерхні дефектів у вигляді "підрізів". му стані безперервної безоправочної прокатки Таким чином, при такій сукупності розподілу труб; овальностей калібрів λi по клітям багатоклітинного D0 - діаметр заготовки до початку деформації стана, яка пропонується в якості винаходу, забезв багатоклітинному стані, мм; печується виготовлення труби з високим рівнем (k 2) показників якості. Отже, запропонований винахід ; π=3,141593; ; Kk 2k k відповідає критерію "Корисність". Спосіб пояснюється графічно. На фігурі 1 поk - загальна кількість валків, що утворюють каказано поперечний перетин осередку деформації лібр. двовалкової кліті. В кліті встановлено валки 1 та 3 Загальними ознаками найбільш близького з врізаними в них овальними калібрами 2 та 4. (прототип) та заявляємого способів є те, що безперервна безоправочна поздовжня прокатка труб Калібри мають рівні радіуси R OA , що зміщені в багатоклітинному стані полягає у послідовній відносно центру осередку деформації Ok на рівні деформації заготовки в кожній і-тій кліті стана валвеличини ексцентриситету e OOk . В наслідок ками з калібрами, що проточують роздільно, до встановлення валків в прокатну кліть, і при цьому наявності ексцентриситету е поточне значення овальність (λi) калібру кожної i-тої кліті стана вибиOk A є змінним по його перирадіусу калібру r рають в залежності від заданих величин частковометру (координата в) і калібр має овальність го обтиснення заготовки по діаметру (mZi) в кожній b i-тій кліті стана. (тут b - ширині калібру; h - висота калібру), Відрізняючи ознаки заявляемого способу є в h тому, що при визначенні овальності (λi) калібру що забезпечує можливість здійснення змінної по кожної і-тої кліті стана додатково задають показник периметру радіальної деформації Δrn(θ) заготовки поширення (δbZi) для кожної i-тої кліті стана, а 5. На фігурі 2 показано детальну схему для встаовальність (λi) калібру кожної i-тої кліті стана вибиновлення математичного зв'язку між параметрами рають в залежності від ширини (bi-1) та висоти (hi-1) осередку деформації та заготовки. Позначення на калібру в попередній (i-1)-ій кліті стана у відповідфігурі 2: ZZ - вісь валка; bi-1, hi-1 - відповідно шириності до співвідношення (4). на та висота калібру валків попередньої, (i-1)-ої Суть заявляємого винаходу не слідує явним кліті (та відповідно максимальний та мінімальний чином для спеціаліста з відомого рівня техніки. радіуси заготовки до деформації в і-тій кліті); bi, hi Сукупність ознак, що характеризують відоме рівідповідно ширина та висота калібру валків і-тої шення, не забезпечує досягнення нових властивокліті, в якій відбувається поточна деформація застей і тільки наявність відрізняючих ознак винахоготовки (та відповідно максимальний та мінімальду дозволяє одержати нові властивості, новий ний радіуси заготовки після деформації в i-тій клібільш високий технічний результат. Отже, пропоті); R, е - відповідно радіус та ексцентриситет нуємий винахід відповідає критерію "Винахідницькалібру валків і-тої кліті; rθ - поточний радіус калібкий рівень". За наявними у заявника і авторів віру валків і-тої кліті; rθ0 - поточний радіус заготовки домостями сукупність ознак, що пропонується і на вході в осередок деформації і-тої кліті; Ri, Rb(θ) характеризує сутність винаходу, невідома із су- відповідно радіус валків по ребордах, та поточчасного рівня техніки. Отже, винахід відповідає ний радіус валків по периметру калібру в i-тій кліті; критерію "Новизна". Δrh - поточне висотне обтиснення заготовки по Мета винаходу досягається за рахунок того, периметру калібру і-тої кліті; θn - кут, що характещо при визначенні овальності (λi) калібру кожної іризує перетин профілю калібру 4 з профілем заготої кліті стана окрім величин часткового обтиснентовки 5 в зоні реборд (випусків) і-тої кліті; θ, θ0 ня заготовки по діаметру (mZi) в кожній i-тій кліті кути, що характеризують положення радіусів rθ та стана додатково задають показник поширення r0 в і-тій кліті; Ok, О - відповідно центр осередку (δbZi) для кожної і-тої кліті стана, а овальність (λi) деформації (калібру) та центр радіусу R в i-тій клікалібру кожної і-тої кліті стана вибирають в залежті. ності від ширини (bi-1) та висоти (hi-1) калібру в поОбгрунтування заявляємого способу базуєтьпередній (i-1)-ій кліті стана у відповідності до співся на аналізі співвідношень геометричних розмірів відношення (4), яке, на відміну від співвідношень калібрів 2 і 4 та заготовки 5. (1) та (3), дозволяє розрахувати величину овальПоточний радіус i-того калібру становить веності (λi) калібру кожної і-тої кліті стана, що забезличину печує точне (а не приблизне, як це відбувається в 2 ei sin разі використання способів прокатки відповідно (5) r i Ri 1 ei cos . аналога №1 та прототипу) виконання умови збігу Ri заданих (δbZi) та фактичних (δbFi) показників поРадіус та ексцентриситет і-того калібру дорівширення в кожній і-тій кліті стана. Виконання умонюють [дивися, наприклад, статтю: Гуляев Г.И., ви збігу заданих та фактичних показників пошиЮргеленас В.А. Калибровка валков и вытяжка рення в кожній і-тій кліті стана (δbZi=δbFi), в свою i 1 11 77138 12 труб в двух-, трех- и четырехвалковых редукционПрофіль калібрів кожної i-тої кліті стана безопраных и калибровочных станах. В сб. «Сталь», М., вочної прокатки виготовляють на підставі наступМеталлургиздат, 1961, с. 345-346] них послідовних міркувань, розрахунків та дій. 1. Визначаються з діаметром D0 заготовки та hi 2 1 2 i sin i Ri , (6) труби Dt=DN. 2(1 i sin ) 2. Обчислюють сумарну абсолютну ΔDΣ=D0-DN D та сумарну відносну m деформації ре2 1 D0 i ei hi , (7) 2(1 i sin ) дукування заготовки в стані безоправочної прокатки. (k 2) де . 3. Визначаються з кількістю клітей N, що є по2k трібними для здійснення деформації ΔDΣ. Враховуючи, що показник поширення і-того 4. Розподіляють сумарну деформацію ΔDΣ між калібру становить величину N клітями стана у вигляді часткових деформацій bi hi 1 ΔDΣi=DZ(i-1)-DZi (значень діаметрів DZi) та обчислю, bZi bi 1 hi ють задані значення часткових відносних дефорDZi а овальність i-того калібру дорівнює мацій mZi 1 . bi DZ(i 1) , i hi 5. Виходячи з практичного досвіду та особливостей сортаменту труб, що мають бути прокатаможна отримати співвідношення ними, задають значення показників поширення bZibi 1 hi 1 hi . (8) δbZi в клітях стана. bZi i 6. Задають перше наближення розподілу оваЗ урахуванням (6), (7) та (8) замість формули льностей калібрів (iI) по клітям стана. (5) маємо 7. Виходячи з того, що параметри процесу bZibi 1 hi 1 2 1 2 i sin i ri прокатки в загальній формі зв'язані співвідношен2 b Zi i 1 i sin ням (4), використовуючи співвідношення (4) обчи(9) слюють потрібну величину овальності λi калібру 2 2 2 i 1 i 1 кожної i-тої кліті стана, що забезпечить збіг зада1 sin cos . 2 2 1 2 i sin 1 2 i sin них δbZi) та фактичних (δbFi) значень показників i i поширення в кожній і-тій кліті стана. При цьому Середній радіус калібру ("фактичний радіус"), розрахунки здійснюють в "напрямку прокатки", від виходячи з отриманого рівняння (9), становить першої до N-ної кліті стана. величину В таблиці як ілюстрація наведено параметри безоправочної безперервної поздовжньої прокатки 1 Kk ri r id . (10) труби діаметром Dt=D5=168,3мм (в холодному Kk 0 стані) із заготовки діаметром D0=182 мм (при темВ той же час, при наявності заданої величини пературі 740°С) в багатоклітинному калібровочноmZi, середній радіус калібру ("заданий радіус") обму (N=5) стані при використанні відомого (проточислюється як тип) та пропонуємого способів. Очевидно, що при 1 mZi Di 1 використані способу прокатки відповідно прототиri . (11) 2 пу задані (δbZi) та фактичні (δbFi) значення показОб'єднуючи (10) та (11), отримуємо умову збігу ників поширення не збігаються і співвідношення "заданих" та "фактичних" середніх радіусів калібру bFi коливається в межах -0,16÷1,81. При вико(що є ідентичним умові збігу заданих mZi та фактиb Zi чних mFі обтиснень заготовки в процесі деформуристанні заявляємомого способу задані (δbZi) та вання в і-тій кліті стана) та умову збігу значень фактичні (δbFi) значення показників поширення заданих (δbZi) та фактичних (δbFi) показників поb ширення в і-тій кліті стана абсолютно співпадають ( Fi 10) . , Kk bZi 1 (1 mZi ) Di 1 r id 0. (12) Спосіб, що пропонується в якості винаходу, Kk 0 2 апробовано в промислових умовах на двохвалкоПідставляючи (9) в (12) отримаємо формулу вих багатоклітинних калібровочних станах безпе(4). рервної безоправочної прокатки труб агрегатів "5Заявляємий спосіб здійснюється таким чином. 12" та "350". Встановлено, що при використанні Попередньо деформована в будь-якому трузаявляємого способу з'являється можливість підбовиготівельному агрегаті (тривалковий розкатвищення якості труб та, відповідно, зменшення їх ний, безперервний оправочний, автоматичний, відбраковки у порівнянні з аналогічними параметпоздовжньої прокатки, трубоелектрозварювальний рами при використанні відомого способу прокатки. і т.п.) заготовка задається у валки безоправочного багатоклітинного стана безперервної прокатки. 13 77138 14 Таблиця. Параметри прокатки відповідно відомого (прототип) та заявляємого способів Параметри qi δbZi mZі Di, мм λi δbFi bFi b Zi δbZi, мм mZi Di, мм Номер кліті, і 2 3 Відомий спосіб (прототип 1,5 1,5 1,5 0,2 0,2 0,2 0,02 0,03 0,01 178,36 173,01 171,28 1,0307 1,0467 1,0152 -0,032 0,19 0,362 4 5 1,5 0,2 0,0086 169,8 1,0131 0,019 1,5 -0,160 1,810 0,095 Заявляємий спосіб 0,2 0,2 0,03 0,01 173,01 171,28 0,2 0,0086 169,8 1 0,2 0,02 178,36 0,950 (I) i 1,03 1,05 1,02 1,0438 0,2 1,0480 0,2 1,0019 0,2 1,0178 0,2 1,0 1,0 1,0 0 169,8 1,01 λi δbFi bFi b Zi 0 169,8 1,0000 1,0 Таким чином, дослідження в промислових умовах показують, що пропонуємий спосіб відпо 1,0000 відає критеріям "Промислова придатність" та "Корисність". 15 Комп’ютерна верстка Л. Купенко 77138 Підписне 16 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of plugless continuous longitudinal rolling of tubes in multi-stand mill
Автори англійськоюKozlovskyi Alfred Ivanovych, Huliaiev Yurii Hennadiiovych, Shyfrin Yevhen Isaiovych, Kvitka Natalia Yuriivna, Shliakhov Pavlo Oleksandrovych, Zakopko Oleksandr Viktorovych
Назва патенту російськоюСпособ безоправочной непрерывной продольной прокатки труб в многоклетьевом стане
Автори російськоюКозловский Альфред Иванович, Гуляев Юрий Геннадиевич, Шифрин Евгений Исаевич, Квитка Наталья Юрьевна, Шляхов Павел Александрович, Закопко Александр Викторович
МПК / Мітки
МПК: B21B 17/00
Мітки: багатоклітьовому, безоправочної, стані, поздовжньої, спосіб, прокатки, безперервної, труб
Код посилання
<a href="https://ua.patents.su/8-77138-sposib-bezperervno-bezopravochno-pozdovzhno-prokatki-trub-v-bagatoklitovomu-stani.html" target="_blank" rel="follow" title="База патентів України">Спосіб безперервної безоправочної поздовжньої прокатки труб в багатоклітьовому стані</a>
Спосіб безоправочної безперервної поздовжньої прокатки труб в багатоклітьовому стані
Номер патенту: 73440
Опубліковано: 15.07.2005
Автори: Юрковський Володимир Васильович, Гуляєв Юрій Геннадійович, Залесський Олександр Іванович, Шифрін Євген Ісайович, Івченков Сергій Іванович, Лозовий Віктор Іванович, Козловський Альфред Іванович, Чуєв Анатолій Васильович, Квітка Наталія Юріївна
МПК: B21B 17/00
Мітки: багатоклітьовому, прокатки, безперервної, труб, безоправочної, стані, спосіб, поздовжньої
Формула / Реферат:
Спосіб безперервної безоправочної поздовжньої прокатки труб в багатоклітьовому стані, що полягає у послідовній деформації заготовки в кожній і-тій кліті стана валками з калібрами, за яким овальність () калібру кожної і-тої кліті стана вибирають в залежності від заданих величин часткового відносного обтиснення заготовки по діаметру (
Спосіб безоправочної безперервної прокатки труб в багатоклітьовому стані
Номер патенту: 71668
Опубліковано: 15.12.2004
Автори: Шифрін Євген Іссайович, Друян Володимир Михайлович, Козловський Альфред Іванович, Гуляєв Юрій Геннадійович, Гуляєва Наталія Юріївна, Івченков Сергій Іванович, Позументщиков Віктор Костянтинович, Чуєв Анатолій Васильович
МПК: B21B 17/00
Мітки: прокатки, стані, труб, багатоклітьовому, безперервної, безоправочної, спосіб
Формула / Реферат:
Спосіб безоправочної безперервної прокатки труб в багатоклітьовому стані, що полягає у формозміні труби в двох останніх клітях стана з порядковими номерами (n-1) і n за схемою "овал - коло" при відсутності обтиснення по діаметру в n-ній кліті стана, який відрізняється тим, що у парі клітей із порядковими номерами (n-3) і (n-2) формозміну труби здійснюють за схемою "овал - коло" з деформацією по діаметру, а в клітях із...
Спосіб прокатки труб в багатоклітьовому редукційному стані
Номер патенту: 77136
Опубліковано: 16.10.2006
Автори: Олійник В'ячеслав Семенович, Грінберг Броніслав Михайлович, Козловський Альфред Іванович, Шифрін Євген Ісайович, Круподер Андрій Миколайович, Лозовий Віктор Іванович, Чудаков Євген Федорович, Гопайца Наталія Вікторівна, Щучко Володимир Миколайович, Квітка Наталія Юріївна, Луценко Олег Вікторович, Гуляєв Юрій Геннадійович, Юрковський Володимир Васильович, Бойко Іван Петрович
МПК: B21B 17/00
Мітки: спосіб, прокатки, редукційному, труб, багатоклітьовому, стані
Формула / Реферат:
Спосіб прокатки труб в багатоклітьовому редукційному стані, при якому здійснюють деформацію заготовки з частковим обтисненням по діаметру в кожній з клітей середньої групи, більшим по величині від часткового обтиснення заготовки по діаметру в будь-якій з клітей головної та калібрувальної груп, причому в кожній парній кліті середньої групи встановлюють величину часткового обтиснення меншу, ніж у попередній парній кліті, який відрізняється тим,...
Спосіб багатопрохідної поздовжньої прокатки труб у каліброваних валках на короткій нерухомій оправці

Номер патенту: 72647
Опубліковано: 15.03.2005
Автори: Залесський Олександр Іванович, Позументщиков Віктор Костянтинович, Шифрін Євген Ісайович, Гуляєва Наталія Юріївна, Івченков Сергій Іванович, Чуєв Анатолій Васильович, Друян Володимир Михайлович, Козловський Альфред Іванович, Гуляєв Юрій Геннадійович
МПК: B21B 17/00
Мітки: поздовжньої, багатопрохідної, спосіб, короткій, нерухомій, каліброваних, труб, оправці, валках, прокатки
Формула / Реферат:
Спосіб багатопрохідної поздовжньої прокатки труб у каліброваних валках на короткій нерухомій оправці, відповідно до якого обтиснення заготовки по стінці і зовнішньому радіусу в першому проході здійснюють до площини і за площиною центрів валків, який відрізняється тим, що формозміну заготовки в першому проході здійснюють таким чином, що співвідношення обтиснення заготовки...
Спосіб визначення дійсних значень зусиль розтягування матеріалу, що прокатується, в багатоклітьовому стані безперервної прокатки
Номер патенту: 26896
Опубліковано: 29.12.1999
Автори: РІФЕНШТАЛЬ Ульріх, ВЕНЕЛЬТ Ханс-Дітріх, БРАНДТ Валтер, МЕССЕРШМІДТ Лутц
МПК: B21B 38/00
Мітки: стані, прокатки, безперервної, розтягування, спосіб, матеріалу, значень, прокатується, дійсних, зусиль, багатоклітьовому, визначення
Текст:
...определяется путем образования разности между начальным значением тока нагрузки, введенным в память после первого прохода прокатываемого материала че50 рез первую клеть, и последующими моментными значениями тока нагрузки первого привода прокатной клети и, постоянно суммируясь с заданным значением усилия растяжения, образует регулирующее 55 отклонение для регулирования первого привода клети, для достижения состояния без нагрузки растяжением...
Попередній патент: Пристрій для відображення візуальної інформації
Наступний патент: Спосіб використання вторинних джерел енергії в багатоповерхових будівлях та комплекс для його реалізації
Випадковий патент: Сполуки для лікування раку