Спосіб волочіння труб
Номер патенту: 18668
Опубліковано: 25.12.1997
Автори: Умеренков Володимир Миколайович, Сивак Віктор Володимирович, Шешегова Лілія Іванівна, Епішев Олександр Михайлович, Кармазін Володимир Яковлевич, Хотимський Юрій Леонтійович
Формула / Реферат
Способ волочения труб, включающий деформацию в волоке термически и химически обработанной сварной заготовки с подготовленным концом, отличающийся тем, что используют при деформации электросварную трубу с внутренним гратом, которую обжимают по стенке на 1,5 - 5% в первом проходе на короткой оправке.
Текст
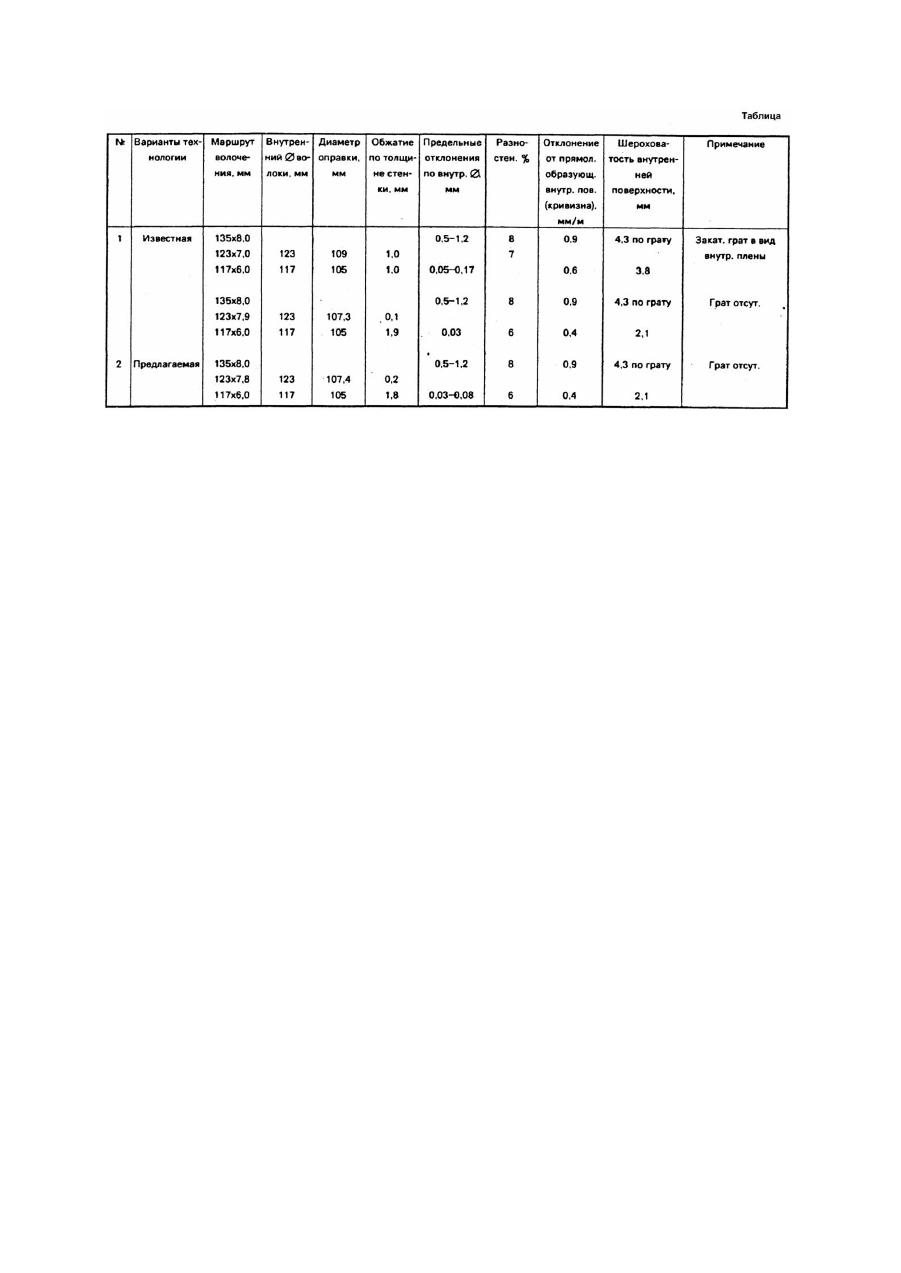
Изобретение относится к обработке металлов давлением и может быть использовано при волочении сварных тр уб с вн утренним гратом. При производстве сварных тр уб, в случае их использования в дальнейшем для холодного передела, внутренний грат необходимо удалять. Известен трубоэлектросварочный стан, содержащий разматыватель, формовочное устройство, сварочную машину, калибровочное устройство, вн утренний гратосниматель и отрезное устройство. Срезание грата осуществляется в линии стана непосредственно за зоной сварки [1]. Основными недостатками этого стана являются низкая стойкость резцов гратоснимателя из-за непрерывного резания в зоне высоких температур грата, невозможность удаления стружки из зоны резания, где срезанный в виде ленты грат при сходе с резца плотно спрессовывается в течение короткого промежутка времени, трудность замены изношенных или поломанных резцов и большие отходы несваренной трубной заготовки при этом, а также потери производительности. Известно устройство для удаления внутреннего грата в электросварных тр уба х, содержащее корпус с укрепленным на нем рабочим инструментом и оправку с инструментом для удаления выплесков, выполненным в виде щеток. Зачищенный щетками грат насекается и срезается [2]. Однако это устройство не обеспечивает надежного срезания грата. Металлические проволочные щетки вследствие забивания их стружечной пылью имеют низкую стойкость. Известен способ производства сварных труб с удалением внутреннего грата путем срезания его резцом и последующего сжигания в пламени кислорода, поступающего в горелку от кислородного баллона. Однако он небезопасен, особенно из-за невозможности контроля работы форсунки для подачи факела [3]. Известен также способ волочения труб на короткой оправке, на торце которой закрепляют резцовую головку. Диаметр головки по режущим кромкам несколько больше внутреннего диаметра трубы после волочения. Путем срезания слоя металла с внутренней поверхности трубы во время волочения добиваются улучшения качестве внутренней поверхности [4]. Недостатком способа является трудоемкость процесса, связанная с удалением стружки из трубы, и усложнение конструкции волочильного стана. Кроме того, оставшиеся в трубе неудаленные частицы стружки приводят к внутренним дефектам в виде рисок, порезов. Известен также способ изготовления титановых тр уб из сварной заготовки на станах ХПТ и волочение труб -из черных и цветных металлов [5]. Наиболее близким к заявленному является способ волочения труб, включающий деформацию электросварной трубы с вн утренним гратом в волоке на короткой оправке [6]. Недостатком этого способа является то, что волочить можно трубы из электросварной заготовки с гратом не более 0,3мм. Целью предлагаемого изобретения является получение из сварных труб с внутренним гратом труб без вн утреннего грата с высоким качеством внутренней поверхности, повышение точности их геометрических размеров. Поставленная цель достигается тем, что волочение на короткой оправке предварительно отожженной трубы осуществляют с незначительным обжатием по толщине стенки в первом проходе, в пределах 1,5 - 5,0%. При этом происходит деформирование внутреннего грата, выравнивание толщины стенки трубы в зоне сварного шва, что в последующих проходах волочения приводит к повышению точности внутреннего диаметра трубы без ухудшения точности наружного диаметра при высоком качестве внутренней поверхности трубы. Отличительным признаком предлагаемого способа является принципиальное изменение схемы удаления грата: вместо применения специального устройства для срезания металла с последующим его удалением предложена высотная деформация грата с использованием его в основном металле, трубы. Последняя осуществляется волочением на короткой оправке с малым обжатием по толщине стенки - до 1,5 - 5,0% в первом проходе. При этом раскатка металла внутреннего грата с переводом его в стенку трубы приводит к повышению металлоиспользования на 0,03% по сравнению со срезанным гратом. Волочение осуществляют следующим образом. Предварительно отожженные трубы подвергают химической обработке. Затем подготавливают концы труб для волочения (формовка захваток). Волочение осуществляют на короткой оправке с обжатием по стенке 1,5 - 5,0% в первом проходе и с большим - в последующих проходах. Скорость волочения 10 - 25м/мин. Пример конкретного выполнения. Провели волочение двух партий электросварных труб размером 135 ´ 8,0мм из стали 10ГН с внутренним гратом высотой 0,3 0,8ммна размер 117 ´ 6,0мм по 50 штук. Первая партия обрабатывалась по обычной технологии, вторая - по предлагаемой. Результаты испытаний приведены в таблице. Как видно из таблицы, предлагаемый способ волочения обеспечивает получение труб без внутреннего грата с высокой точностью геометрических размеров. При этом на поверхности оправок и внутренней поверхности труб дефектов в виде вмятин, задиров, рисок не наблюдалось. Оправки затем использовались в дальнейшем производстве труб.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for tube drawing
Автори англійськоюKarmazin Volodymyr Yakovlevych, Epishev Oleksandr Mykhailovych, Umerenkov Volodymyr Mykolaiovych, Syvak Viktor Volodymyrovych, Khotymskyi Yurii Leontiovych, Sheshehova Liliia Ivanivna
Назва патенту російськоюСпособ волочения труб
Автори російськоюКармазин Владимир Яковлевич, Епишев Александр Михайлович, Умеренков Владимир Николаевич, Сивак Виктор Владимирович, Хотимский Юрий Леонтьевич, Шешегова Лилия Ивановна
МПК / Мітки
МПК: B21C 1/16
Мітки: спосіб, труб, волочіння
Код посилання
<a href="https://ua.patents.su/2-18668-sposib-volochinnya-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб волочіння труб</a>
Оправка для волочіння труб
Номер патенту: 19597
Опубліковано: 25.12.1997
Автори: Сизоненко Григорій Олександрович, Лісовський Олександр Олександрович, Аронович Анатолій Володимирович, Шумейко Анатолій Олексійович, Панченко Андрій Володимирович, Петренко Сергій Володимирович, Чуб Анатолій Васильович, Носар Валентина Дмитрівна, Кореняк Юрій Костантинович, Лозовий Віктор Іванович, Островський Ігор Петрович, Савченко Олег Миколайович
МПК: B21C 3/16
Мітки: оправка, волочіння, труб
Формула / Реферат:
Оправка для волочения труб, включающая рабочую втулку и примыкающую к ней насадку, собранные на полом стержне, соединенном с системой подачи смазки, отличающаяся тем, что насадка снабжена упругими кольцевыми элементами, установленными с зазором в проточке, выполненной на ее наружной поверхности, и выступающими над ней на величину, меньшую величины упругой деформации кольцевых элементов, при этом полость, образованная в результате проточки,...
Оправка для волочіння труб
Номер патенту: 10796
Опубліковано: 25.12.1996
Автори: Журба Олександр Савельович, Радовинський Юрій Леонідович, Швець Геннадій Михайлович, Ісерсон Ігор Саулович, Сидоренко Валентин Костянтинович, Півник Юрій Вікторович, Баскелович Віктор Зіновьович, Губа Володимир Михайлович, Перевалова Еліна Володимировна, Іванов Ігор Павлович
МПК: B21B 25/00, B21C 3/16
Мітки: оправка, волочіння, труб
Формула / Реферат:
Оправка для волочения труб, выполненная из сплава на основе карбида вольфрама-с покрытием наружной рабочей поверхности одним слоем титана и тремя слоями нитрида титана при соотношении толщины слоев 1:4:6:2 и содержании азота в каждом из слоев нитрида титана соответственно 25, 33 и 50%, отличающаяся тем, что на верхний слой нитрида титана, содержащий 50% азота, нанесен слой, состоящий из равномерно смешанной смеси нитридов титана и хрома,...
Пристрій для волочіння труб
Номер патенту: 16839
Опубліковано: 29.08.1997
Автори: Тир Валентин Рудольфович, Тир Світлана Гаврилівна
МПК: B21C 3/14
Мітки: труб, волочіння, пристрій
Формула / Реферат:
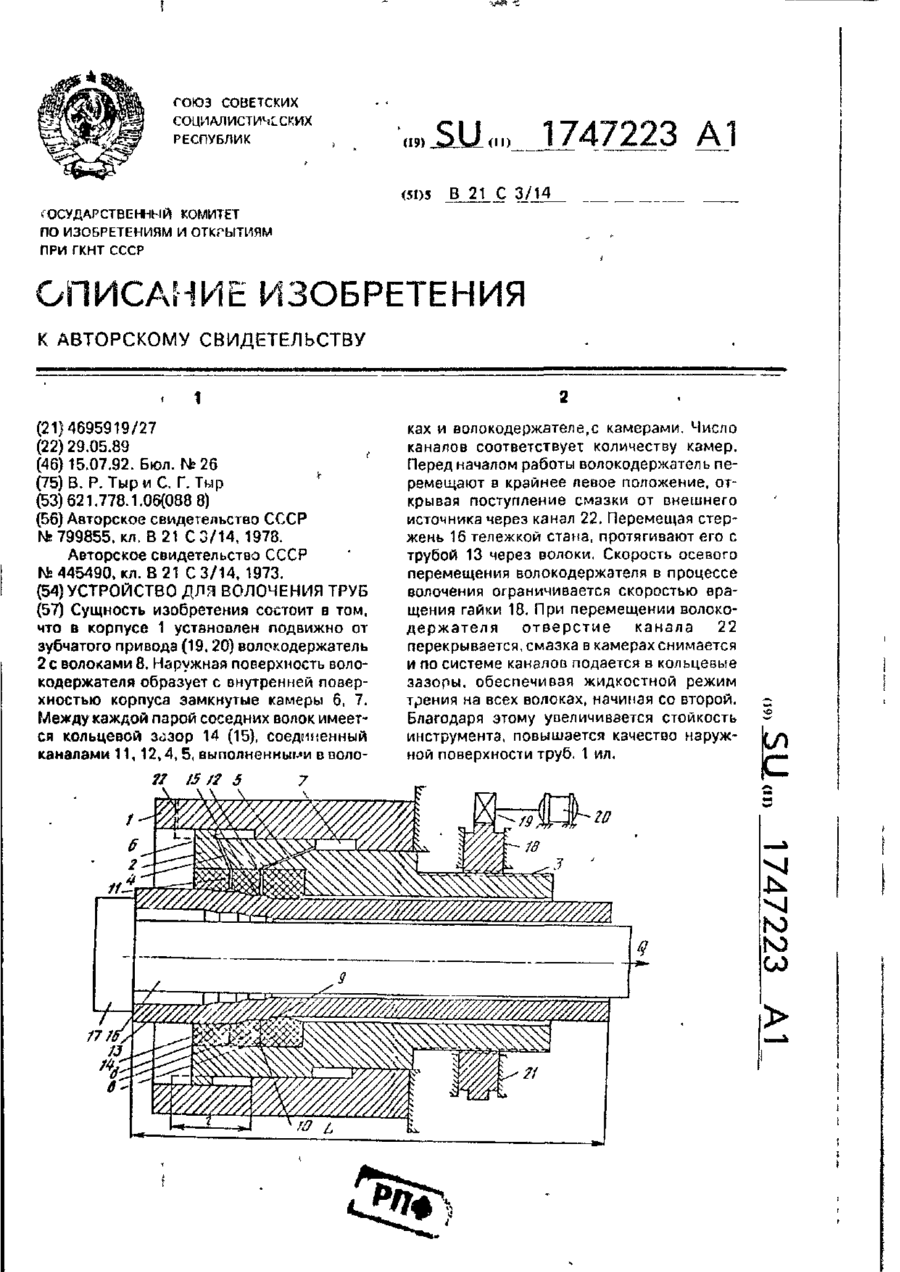
Устройство для волочения труб, включающее корпус с установленным в нем подвижно волокодержателем, образующим своей наружной поверхностью с внутренней поверхностью корпуса замкнутую камеру, заполненную смазкой, и размещенные в волокодержателе волоки с кольцевым зазором между ними, соединенным каналом в стенке волокодержателя с камерой, отличающееся тем, что, с целью повышения качества наружной поверхности труб путем увеличения дробности...
Двонитковий довгоправочний стан для волочіння труб
Номер патенту: 13740
Опубліковано: 25.04.1997
Автори: Ламін Алєксандр Борісовіч,, Бабасов Михайло Владимирович, Хижняк Володимир Дмитрович, Єрємєєв Валєрій Константіновіч,, Миргородський Євген Вадимович, Лобанов Олександр Іванович, Семенов Олег Олексійович, Вєдєрніков Алєксандр Константіновіч,, Кузнєцов Андрєй Лєонідовіч,, Чуб Анатолій Васильович, Куценко Олександр Іванович, Хаустов Георгій Іосифович
МПК: B21C 1/16
Мітки: стан, труб, волочіння, довгоправочний, двонитковий
Текст:
...пары цепей 7 и 8, к которым соответственно прикреплены тележки 9 и 10. Расположение гележек таково, что когда одна из них находится у стойки волок 4. другая находится"у привода 11 Ли- 45 ния волочения соединена с линией обкатки перекладчиком (на фиг.1 не показан) и склизом 12. Линия обкатки включает рольганг 13, трайбролики 14, роликовый механизм обкат-. ки 15 с неприводными роликами. Для протя- 50 гивания оправки с трубой через роликовый...
Пристрій для волочіння металевих труб з перемінною вздовж товщиною стінки
Номер патенту: 18111
Опубліковано: 01.07.1997
Автори: Чуб Анатолій Васильович, Сеніна Тетяна Володимирівна, Борисенко Юрій Миколайович, Фролов Віктор Пилипович, Островський Ігор Петрович, Кореняк Юрій Костянтинович
МПК: B21C 3/16
Мітки: товщиною, вздовж, стінки, металевих, перемінною, труб, волочіння, пристрій
Формула / Реферат:
Устройство для волочения металлических труб с переменной по длине толщиной стенки, включающее установленную на станине волоку, короткую коническую оправку, закрепленную на переднем конце оправочного стержня, снабженного механизмом возвратно-поступательного перемещения в процессе волочения трубы, и волочительную тележку, отличающееся тем, что механизм возвратно-поступательного перемещения справочного стержня состоит из двуплечего рычага с осью...
Попередній патент: Спосіб гарячої пілігримової прокатки труб
Наступний патент: Спосіб прокатки кілець
Випадковий патент: Кульковий запобіжний патрон