Спосіб виготовлення цільнокроєного коміру для платтєво-сорочечних виробів
Номер патенту: 21382
Опубліковано: 02.12.1997
Автори: Олєйнік Інна Михайлівна, Новицька Світлана Олексіївна, Кардаш Олег Васильович
Формула / Реферат
Способ изготовления цельнокроенного воротника для платьево-сорочечных изделий, при котором на нижней подушке пресс размещают
шаблон для формирования линии отлета воротника, на пакет деталей в виде цельнокроенного воротника и клеевой прокладки вдоль линии сгиба контура отлета накладывают внутренний шаблон, имеющий контур отлета, пакет деталей размещают на нижней подушке пресса, пропаривают его, осуществляют формование линии сгиба отлета воротника, фиксируют форму прессованием с одновременным дублированием, отличающийся тем, что предварительно перед накладыванием на пакет деталей внутреннего шаблона, имеющего контур отлета, определяют его радиус кривизны по формулам:
1(Кд.кр. + 1)
для выпуклого контура – Rв.ш.= –––––––––––;
Кд.кр.-– 1
1(Кд.кр. + 1)
для вогнутого контура – Rв.ш.= –––––––––––;
1 – Кд.кр.
где Кд.кр. – критическое значение коэффициента деформирования материала воротника;
1 – ширина воротника,
внутренний шаблон, имеющий контур отлета, накладывают на нижнюю часть воротника, на него накладывают клеевую прокладку клеевым слоем вверх, загибают свободную верхнюю часть воротника, пакет деталей размещают на нижней подушке верхней частью воротника вниз до контакта контура отлета воротника с криволинейной частью шаблона для формирования линии отлета воротника, имеющей радиус кривизны, определяемый из соотношений:
для выпуклого контура – Rш.л.о.= Rв.ш. + h;
для вогнутого контура Rш.л.с.= Rв.ш. – h,
где h - толщина пакета материала, при этом формование линии сгиба отлета воротника осуществляют совместным вертикальным перемещением пресса и шаблона для формования линии отлета воротника.
Текст
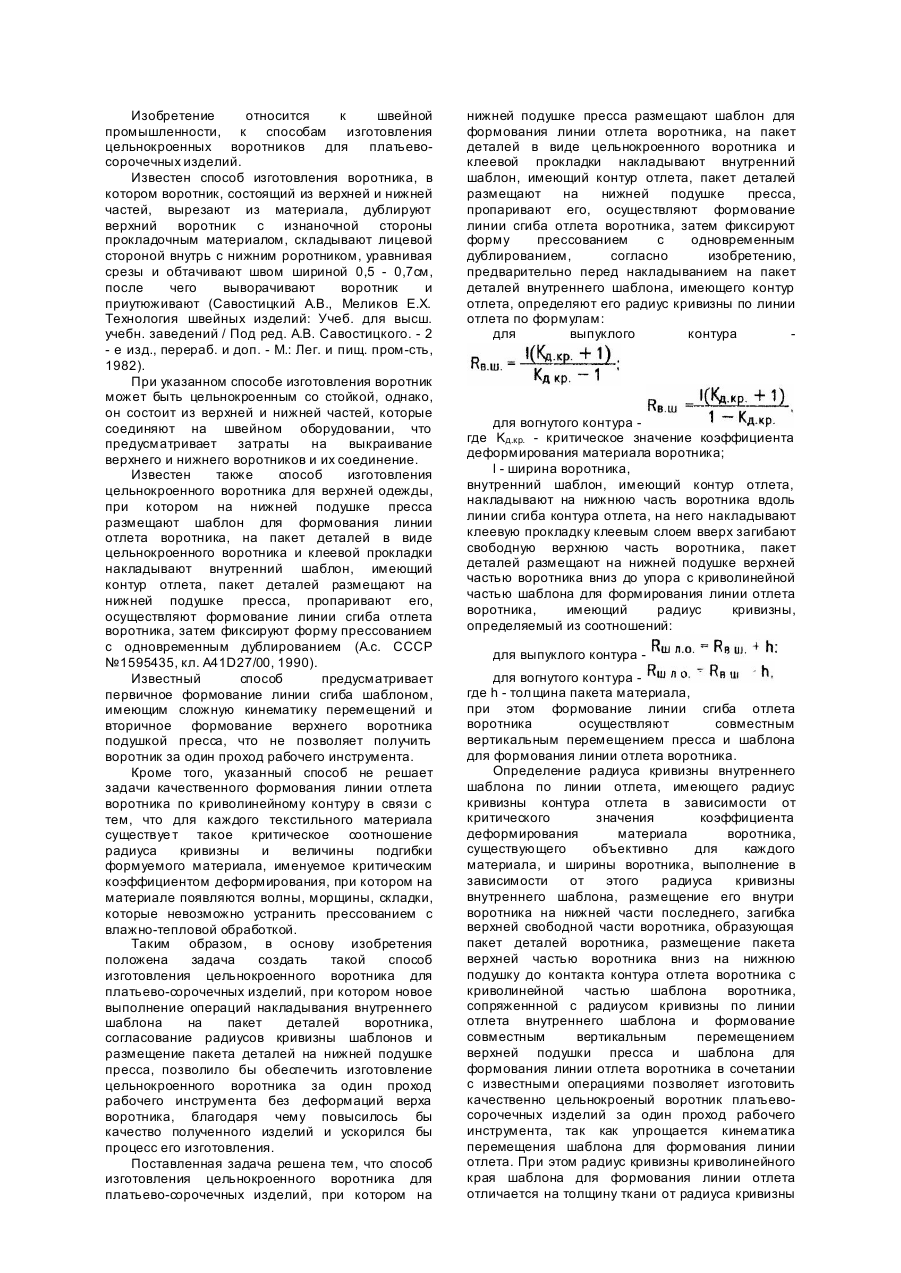
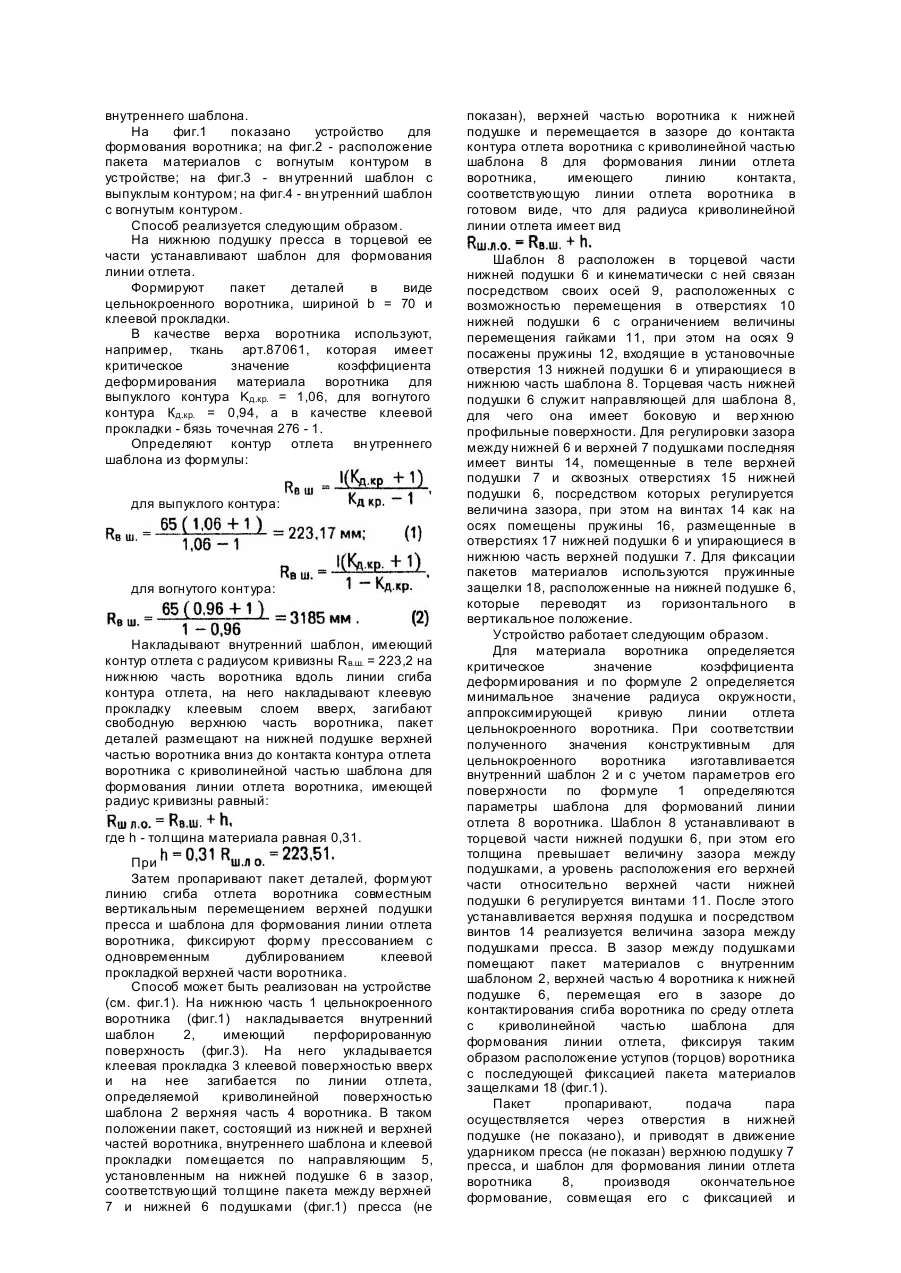
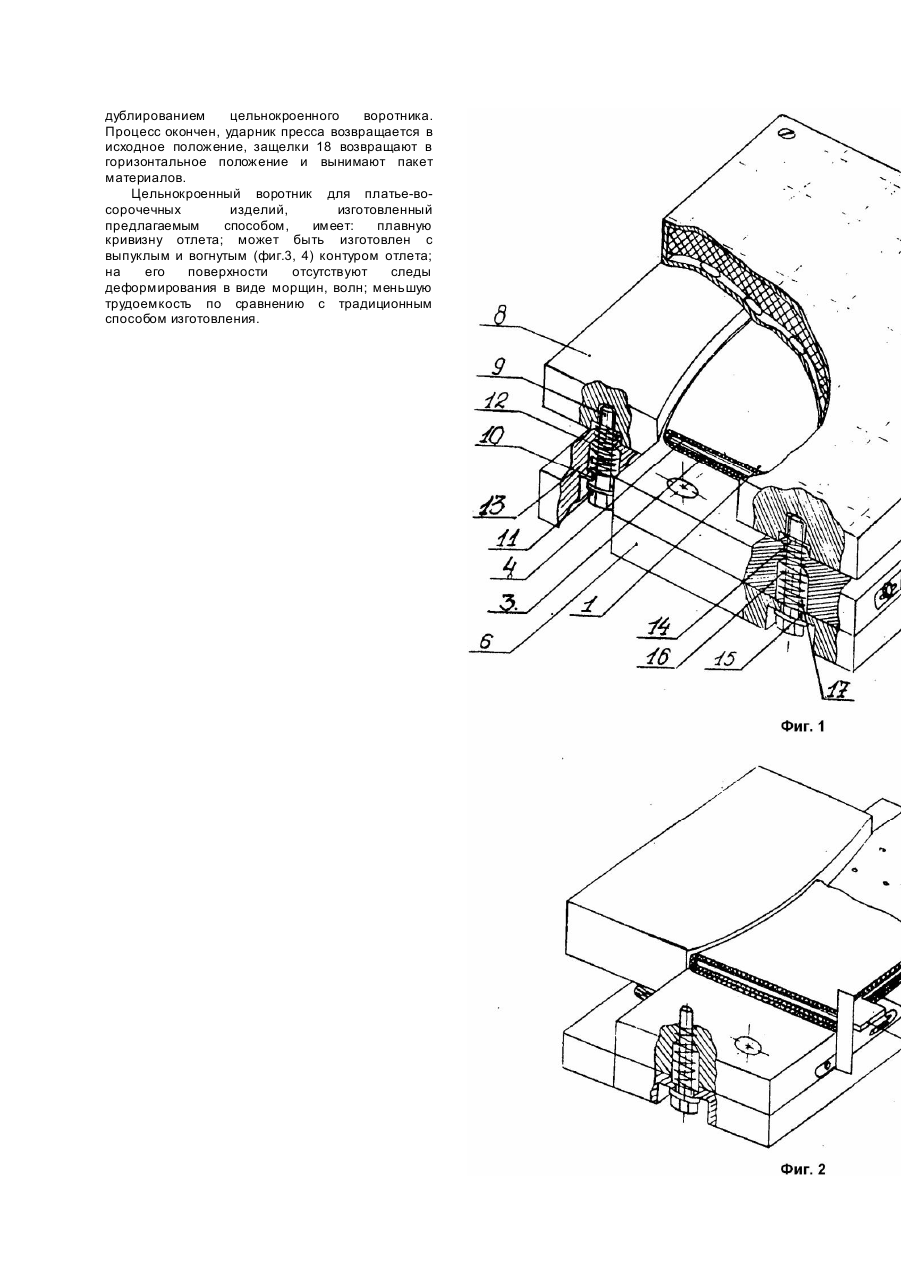
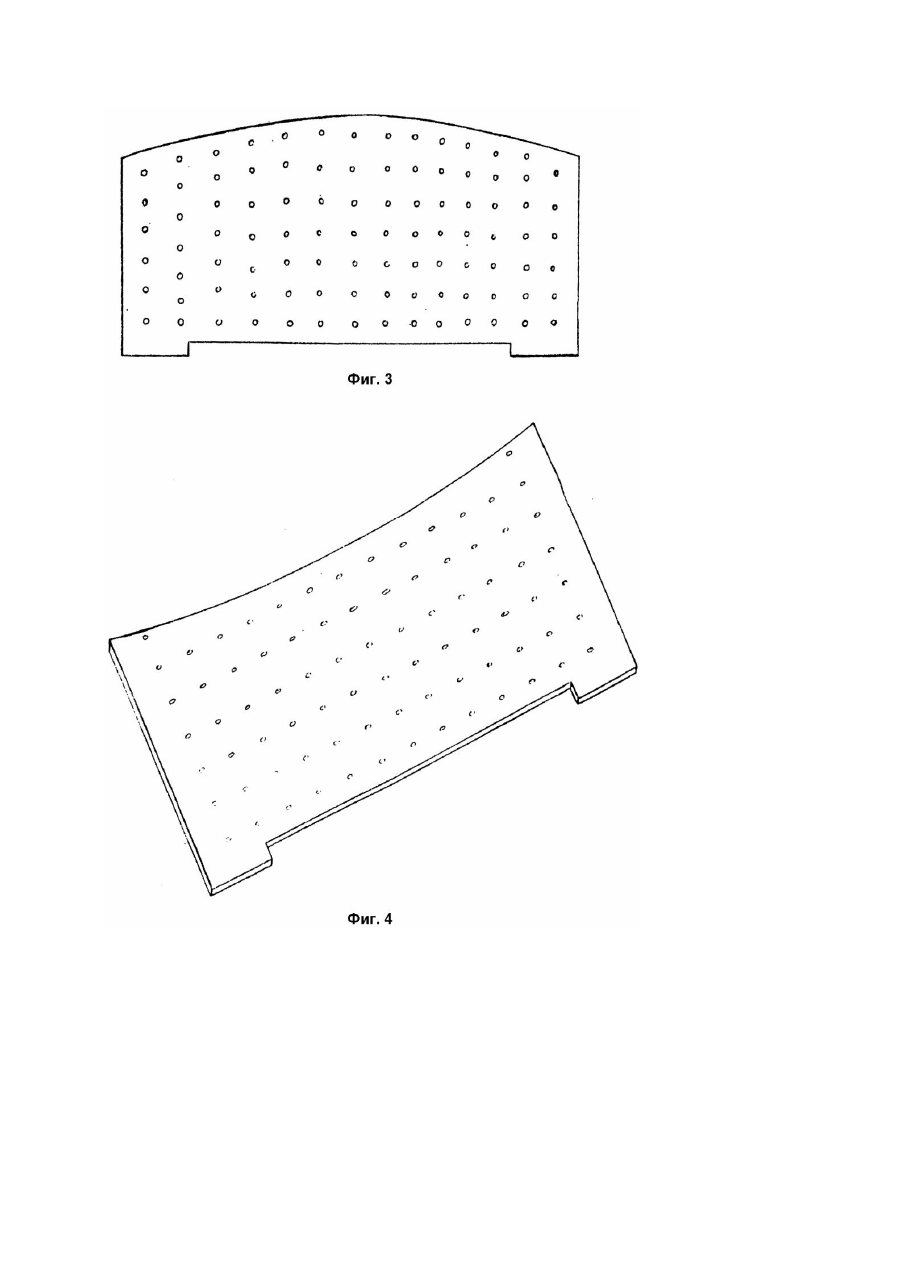
Изобретение относится к швейной промышленности, к способам изготовления цельнокроенных воротников для платьевосорочечных изделий. Известен способ изготовления воротника, в котором воротник, состоящий из верхней и нижней частей, вырезают из материала, дублируют верхний воротник с изнаночной стороны прокладочным материалом, складывают лицевой стороной внутрь с нижним роротником, уравнивая срезы и обтачивают швом шириной 0,5 - 0,7см, после чего выворачивают воротник и приутюживают (Савостицкий А.В., Меликов Е.Х. Технология швейных изделий: Учеб. для высш. учебн. заведений / Под ред. А.В. Савостицкого. - 2 - е изд., перераб. и доп. - М.: Лег. и пищ. пром-сть, 1982). При указанном способе изготовления воротник может быть цельнокроенным со стойкой, однако, он состоит из верхней и нижней частей, которые соединяют на швейном оборудовании, что предусматривает затраты на выкраивание верхнего и нижнего воротников и их соединение. Известен также способ изготовления цельнокроенного воротника для верхней одежды, при котором на нижней подушке пресса размещают шаблон для формования линии отлета воротника, на пакет деталей в виде цельнокроенного воротника и клеевой прокладки накладывают внутренний шаблон, имеющий контур отлета, пакет деталей размещают на нижней подушке пресса, пропаривают его, осуществляют формование линии сгиба отлета воротника, затем фиксируют форму прессованием с одновременным дублированием (А.с. СССР №1595435, кл. A41D27/00, 1990). Известный способ предусматривает первичное формование линии сгиба шаблоном, имеющим сложную кинематику перемещений и вторичное формование верхнего воротника подушкой пресса, что не позволяет получить воротник за один проход рабочего инструмента. Кроме того, указанный способ не решает задачи качественного формования линии отлета воротника по криволинейному контуру в связи с тем, что для каждого текстильного материала существуе т такое критическое соотношение радиуса кривизны и величины подгибки формуемого материала, именуемое критическим коэффициентом деформирования, при котором на материале появляются волны, морщины, складки, которые невозможно устранить прессованием с влажно-тепловой обработкой. Таким образом, в основу изобретения положена задача создать такой способ изготовления цельнокроенного воротника для платьево-сорочечных изделий, при котором новое выполнение операций накладывания внутреннего шаблона на пакет деталей воротника, согласование радиусов кривизны шаблонов и размещение пакета деталей на нижней подушке пресса, позволило бы обеспечить изготовление цельнокроенного воротника за один проход рабочего инструмента без деформаций верха воротника, благодаря чему повысилось бы качество полученного изделий и ускорился бы процесс его изготовления. Поставленная задача решена тем, что способ изготовления цельнокроенного воротника для платьево-сорочечных изделий, при котором на нижней подушке пресса размещают шаблон для формования линии отлета воротника, на пакет деталей в виде цельнокроенного воротника и клеевой прокладки накладывают внутренний шаблон, имеющий контур отлета, пакет деталей размещают на нижней подушке пресса, пропаривают его, осуществляют формование линии сгиба отлета воротника, затем фиксируют форму прессованием с одновременным дублированием, согласно изобретению, предварительно перед накладыванием на пакет деталей внутреннего шаблона, имеющего контур отлета, определяют его радиус кривизны по линии отлета по формулам: для выпуклого контура для вогнутого контура где Kд.кр. - критическое значение коэффициента деформирования материала воротника; l - ширина воротника, внутренний шаблон, имеющий контур отлета, накладывают на нижнюю часть воротника вдоль линии сгиба контура отлета, на него накладывают клеевую прокладку клеевым слоем вверх загибают свободную верхнюю часть воротника, пакет деталей размещают на нижней подушке верхней частью воротника вниз до упора с криволинейной частью шаблона для формирования линии отлета воротника, имеющий радиус кривизны, определяемый из соотношений: для выпуклого контура для вогнутого контура где h - толщина пакета материала, при этом формование линии сгиба отлета воротника осуществляют совместным вертикальным перемещением пресса и шаблона для формования линии отлета воротника. Определение радиуса кривизны внутреннего шаблона по линии отлета, имеющего радиус кривизны контура отлета в зависимости от критического значения коэффициента деформирования материала воротника, существующего объективно для каждого материала, и ширины воротника, выполнение в зависимости от этого радиуса кривизны внутреннего шаблона, размещение его внутри воротника на нижней части последнего, загибка верхней свободной части воротника, образующая пакет деталей воротника, размещение пакета верхней частью воротника вниз на нижнюю подушку до контакта контура отлета воротника с криволинейной частью шаблона воротника, сопряженнной с радиусом кривизны по линии отлета внутреннего шаблона и формование совместным вертикальным перемещением верхней подушки пресса и шаблона для формования линии отлета воротника в сочетании с известными операциями позволяет изготовить качественно цельнокроеный воротник платьевосорочечных изделий за один проход рабочего инструмента, так как упрощается кинематика перемещения шаблона для формования линии отлета. При этом радиус кривизны криволинейного края шаблона для формования линии отлета отличается на толщину ткани от радиуса кривизны внутреннего шаблона. На фиг.1 показано устройство для формования воротника; на фиг.2 - расположение пакета материалов с вогнутым контуром в устройстве; на фиг.3 - вн утренний шаблон с выпуклым контуром; на фиг.4 - вн утренний шаблон с вогнутым контуром. Способ реализуется следующим образом. На нижнюю подушку пресса в торцевой ее части устанавливают шаблон для формования линии отлета. Формируют пакет деталей в виде цельнокроенного воротника, шириной b = 70 и клеевой прокладки. В качестве верха воротника используют, например, ткань арт.87061, которая имеет критическое значение коэффициента деформирования материала воротника для выпуклого контура Kд.кр. = 1,06, для вогнутого контура Кд.кр. = 0,94, а в качестве клеевой прокладки - бязь точечная 276 - 1. Определяют контур отлета вн утреннего шаблона из формулы: для выпуклого контура: для вогнутого контура: Накладывают внутренний шаблон, имеющий контур отлета с радиусом кривизны Rв.ш. = 223,2 на нижнюю часть воротника вдоль линии сгиба контура отлета, на него накладывают клеевую прокладку клеевым слоем вверх, загибают свободную верхнюю часть воротника, пакет деталей размещают на нижней подушке верхней частью воротника вниз до контакта контура отлета воротника с криволинейной частью шаблона для формования линии отлета воротника, имеющей радиус кривизны равный: где h - толщина материала равная 0,31. При Затем пропаривают пакет деталей, формуют линию сгиба отлета воротника совместным вертикальным перемещением верхней подушки пресса и шаблона для формования линии отлета воротника, фиксируют форму прессованием с одновременным дублированием клеевой прокладкой верхней части воротника. Способ может быть реализован на устройстве (см. фиг.1). На нижнюю часть 1 цельнокроенного воротника (фиг.1) накладывается внутренний шаблон 2, имеющий перфорированную поверхность (фиг.3). На него укладывается клеевая прокладка 3 клеевой поверхностью вверх и на нее загибается по линии отлета, определяемой криволинейной поверхностью шаблона 2 верхняя часть 4 воротника. В таком положении пакет, состоящий из нижней и верхней частей воротника, внутреннего шаблона и клеевой прокладки помещается по направляющим 5, установленным на нижней подушке 6 в зазор, соответствующий толщине пакета между верхней 7 и нижней 6 подушками (фиг.1) пресса (не показан), верхней частью воротника к нижней подушке и перемещается в зазоре до контакта контура отлета воротника с криволинейной частью шаблона 8 для формования линии отлета воротника, имеющего линию контакта, соответствующую линии отлета воротника в готовом виде, что для радиуса криволинейной линии отлета имеет вид Шаблон 8 расположен в торцевой части нижней подушки 6 и кинематически с ней связан посредством своих осей 9, расположенных с возможностью перемещения в отверстиях 10 нижней подушки 6 с ограничением величины перемещения гайками 11, при этом на осях 9 посажены пружины 12, входящие в установочные отверстия 13 нижней подушки 6 и упирающиеся в нижнюю часть шаблона 8. Торцевая часть нижней подушки 6 служит направляющей для шаблона 8, для чего она имеет боковую и вер хнюю профильные поверхности. Для регулировки зазора между нижней 6 и верхней 7 подушками последняя имеет винты 14, помещенные в теле верхней подушки 7 и сквозных отверстиях 15 нижней подушки 6, посредством которых регулируется величина зазора, при этом на винтах 14 как на осях помещены пружины 16, размещенные в отверстиях 17 нижней подушки 6 и упирающиеся в нижнюю часть верхней подушки 7. Для фиксации пакетов материалов используются пружинные защелки 18, расположенные на нижней подушке 6, которые переводят из горизонтального в вертикальное положение. Устройство работает следующим образом. Для материала воротника определяется критическое значение коэффициента деформирования и по формуле 2 определяется минимальное значение радиуса окружности, аппроксимирующей кривую линии отлета цельнокроенного воротника. При соответствии полученного значения конструктивным для цельнокроенного воротника изготавливается внутренний шаблон 2 и с учетом параметров его поверхности по формуле 1 определяются параметры шаблона для формований линии отлета 8 воротника. Шаблон 8 устанавливают в торцевой части нижней подушки 6, при этом его толщина превышает величину зазора между подушками, а уровень расположения его верхней части относительно верхней части нижней подушки 6 регулируется винтами 11. После этого устанавливается верхняя подушка и посредством винтов 14 реализуется величина зазора между подушками пресса. В зазор между подушками помещают пакет материалов с внутренним шаблоном 2, верхней частью 4 воротника к нижней подушке 6, перемещая его в зазоре до контактирования сгиба воротника по среду отлета с криволинейной частью шаблона для формования линии отлета, фиксируя таким образом расположение уступов (торцов) воротника с последующей фиксацией пакета материалов защелками 18 (фиг.1). Пакет пропаривают, подача пара осуществляется через отверстия в нижней подушке (не показано), и приводят в движение ударником пресса (не показан) верхнюю подушку 7 пресса, и шаблон для формования линии отлета воротника 8, производя окончательное формование, совмещая его с фиксацией и дублированием цельнокроенного воротника. Процесс окончен, ударник пресса возвращается в исходное положение, защелки 18 возвращают в горизонтальное положение и вынимают пакет материалов. Цельнокроенный воротник для платье-восорочечных изделий, изготовленный предлагаемым способом, имеет: плавную кривизну отлета; может быть изготовлен с выпуклым и вогнутым (фиг.3, 4) контуром отлета; на его поверхности отсутствуют следы деформирования в виде морщин, волн; меньшую трудоемкость по сравнению с традиционным способом изготовления.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for making one-piece collar for dress-and-shirt articles
Автори англійськоюKardash Oleh Vasyliovych, Oliinyk Inna Mykhailivna
Назва патенту російськоюСпособ приготовления цельнокроенного воротника для платтево-сорочечных изделий
Автори російськоюКардаш Олег Васильевич, Олейник Инна Михайловна
МПК / Мітки
МПК: A41D 27/00
Мітки: виробів, спосіб, платтєво-сорочечних, цільнокроєного, коміру, виготовлення
Код посилання
<a href="https://ua.patents.su/4-21382-sposib-vigotovlennya-cilnokroehnogo-komiru-dlya-plattehvo-sorochechnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення цільнокроєного коміру для платтєво-сорочечних виробів</a>
Пристрій для виготовлення виробів з пінопласту
Номер патенту: 11651
Опубліковано: 25.12.1996
Автори: Лобжанидзе Виталий Антонович, Дергачев Евгений Александрович, Ратнер Ісаак Срулевич, Подольський Юзеф Ківович, Кавин Евгений Васильевич
МПК: B29L 31/10, B29C 39/02, B29K 105/04, B29C 67/20
Мітки: пінопласту, виготовлення, пристрій, виробів
Формула / Реферат:
1. Устройство для изготовления изделий из пенопласта, содержащее основание, установленную на нем нижнюю формообразующую плиту, подвижную верхнюю формообразующую плиту, образующую вместе с нижней формообразующей плитой ряд полостей для формования изделий и связанную с смонтированным над верхней формо-образующей плитой подвижным кронштейном, отличающееся тем, что, с целью обеспечения формования изделий, характеризующихся большим отношением...
Спосіб виготовлення виробів кільцевої форми
Номер патенту: 340
Опубліковано: 30.04.1993
Автори: Познянський Ілля Матвійович, Толдін Анатолій Андрійович, Іщук Валерій Фотієвич, Кошелєв Володимир Борисович, Кучук-Яценко Сергій Іванович, Войтович Михайло Миколайович, Кривенко Валерій Георгійович
МПК: B23K 11/04
Мітки: виробів, виготовлення, кільцевої, форми, спосіб
Формула / Реферат:
1. Способ изготовления изделий кольцевой формы, включающий вырубку полосы мерной длины с учетом припуска на оплавление и осадку, горячее формования замкнутой заготовки, сварку, удаление грата, отличающийся тем, что, с целью повышения производительности за счет исключения дополнительной механической обработки, снижения металлоемкости, энергоемкости процесса, повышения качества сварных соединений, замкнутую заготовку выполняют из полосы или...
Пристрій для виготовлення виробів з пластичного матеріалу
Номер патенту: 16840
Опубліковано: 29.08.1997
Автор: Гіріна Ольга Василівна
МПК: B29C 43/02
Мітки: виготовлення, пристрій, пластичного, виробів, матеріалу
Формула / Реферат:
Устройство для изготовления изделий из пластичного материала путем опрессовки, содержащее подвижные от силового механизма полуформы в виде плит с оформляющими гнездами и вкладышами в виде пластин, размещенными над гнездами, отличающееся тем, что, с целью расширения технологических возможностей за счет обеспечения соединения стыка частей заготовки, имеющей больший диаметр, чем диаметр изделия, вкладыши выполнены из упругого материала, при этом...
Спосіб виготовлення трафарету для декорування виробів
Номер патенту: 7214
Опубліковано: 30.06.1995
Автори: Фоминський Леонід Павлович, Гончаренко Володимир Ананьович
МПК: B24C 1/00
Мітки: декорування, виготовлення, виробів, спосіб, трафарету
Формула / Реферат:
Способ изготовления трафарета для декорирования изделий, состоящего из чередующихся слоев, выполненных из магнитного и абразивостойкого материалов, включающий образование в них прорезей и/или отверстий, соответствующих воспроизводимому изображению, и скрепление слоев шаблона друг с другом, отличающийся тем, что прорези и/или отверстия образуют лучом лазера после скрепления слоев шаблона друг с другом.
Прес-форма для виготовлення суцільних шин
Номер патенту: 2193
Опубліковано: 26.12.1994
Автори: Дзюра Євген Антонович, Науменко Олександр Петрович
МПК: B29D 30/00, B29C 35/02
Мітки: суцільних, шин, прес-форма, виготовлення
Формула / Реферат:
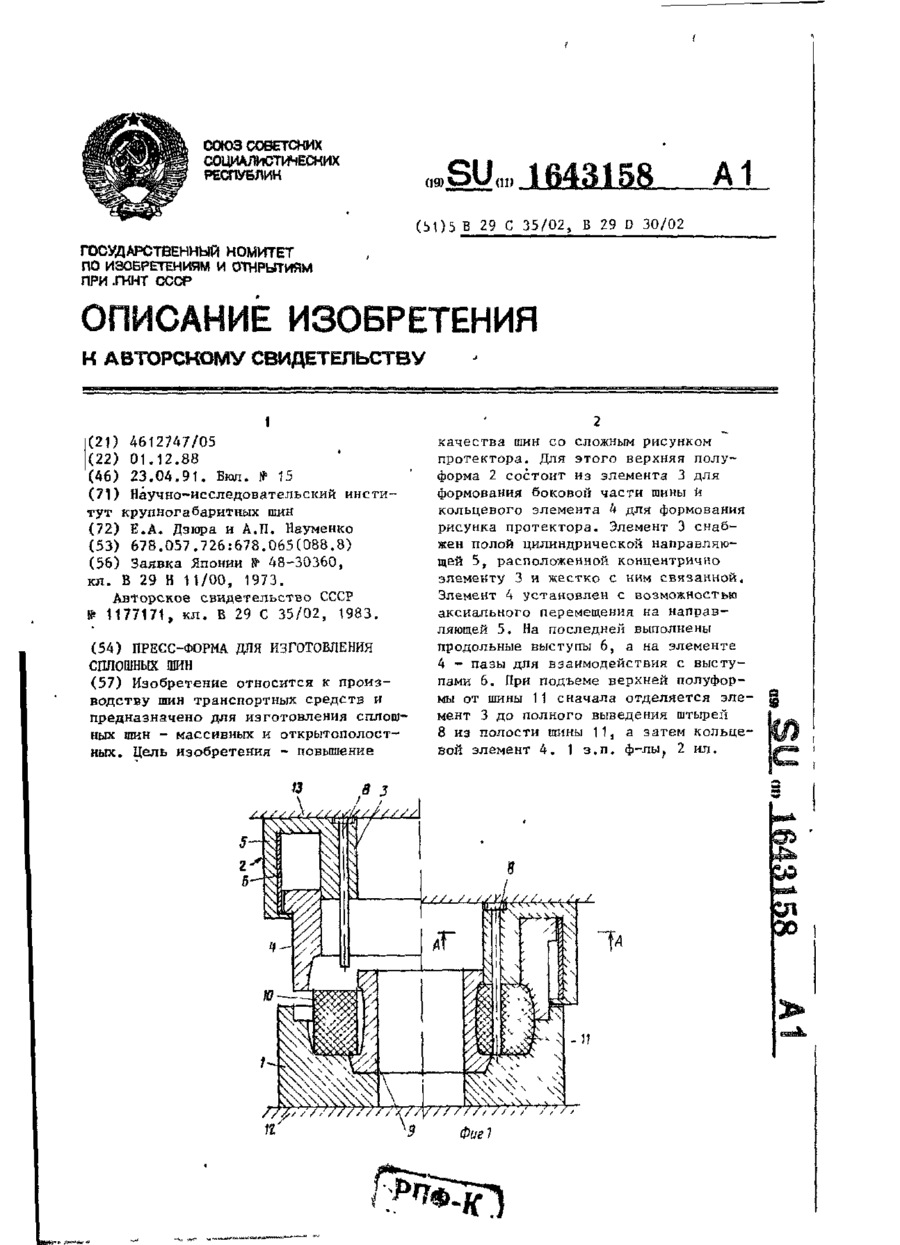
1. Пресс-форма для изготовления сплошных шин, содержащая неподвижную нижнюю и подвижную верхнюю полуформы, отличающаяся тем, что, с целью повышения качества шин со сложным рисунком, верхняя полуформа выполнена состоящей из элемента для формования боковой части шины, снабженного концентричной ему и жестко с ним связанной полой цилиндрической направляющей и установленного на цилиндрической направляющей с возможностью аксиального перемещения...
Попередній патент: Спосіб профілактики повторних гострих респіраторних вірусних інфекцій у дітей раннього віку
Наступний патент: Пристрій для очистки газів
Випадковий патент: Пристрій для подрібнення відходів