Пристрій для проточування, шліфування та полірування колектора турбогенератора
Номер патенту: 2200
Опубліковано: 15.12.2003
Формула / Реферат
Пристрій для проточування, шліфування та полірування колектора турбогенератора, що містить привід, тримач інструмента, який відрізняється тим, що як привід використаний сам ротор турбогенератора з насадженим на нього колектором при його обертанні, як тримач інструмента використаний різцетримач супорта токарного станка, за допомогою ходових механізмів якого забезпечено радіальне та осьове переміщення інструмента, при цьому сам супорт встановлений на каркасі, який закріплений на корпусі турбогенератора так, що супорт розташований напроти колектора, з можливістю почергового встановлення в різцетримачі супорта інструментів: для проточування - різця по обробці металу, для шліфування -дрібнозернистого каменя, для полірування - дерев'яної колодки, обгорнутої склопапером, при цьому всі вищезгадані інструменти мають одинакові посадкові розміри.
Текст
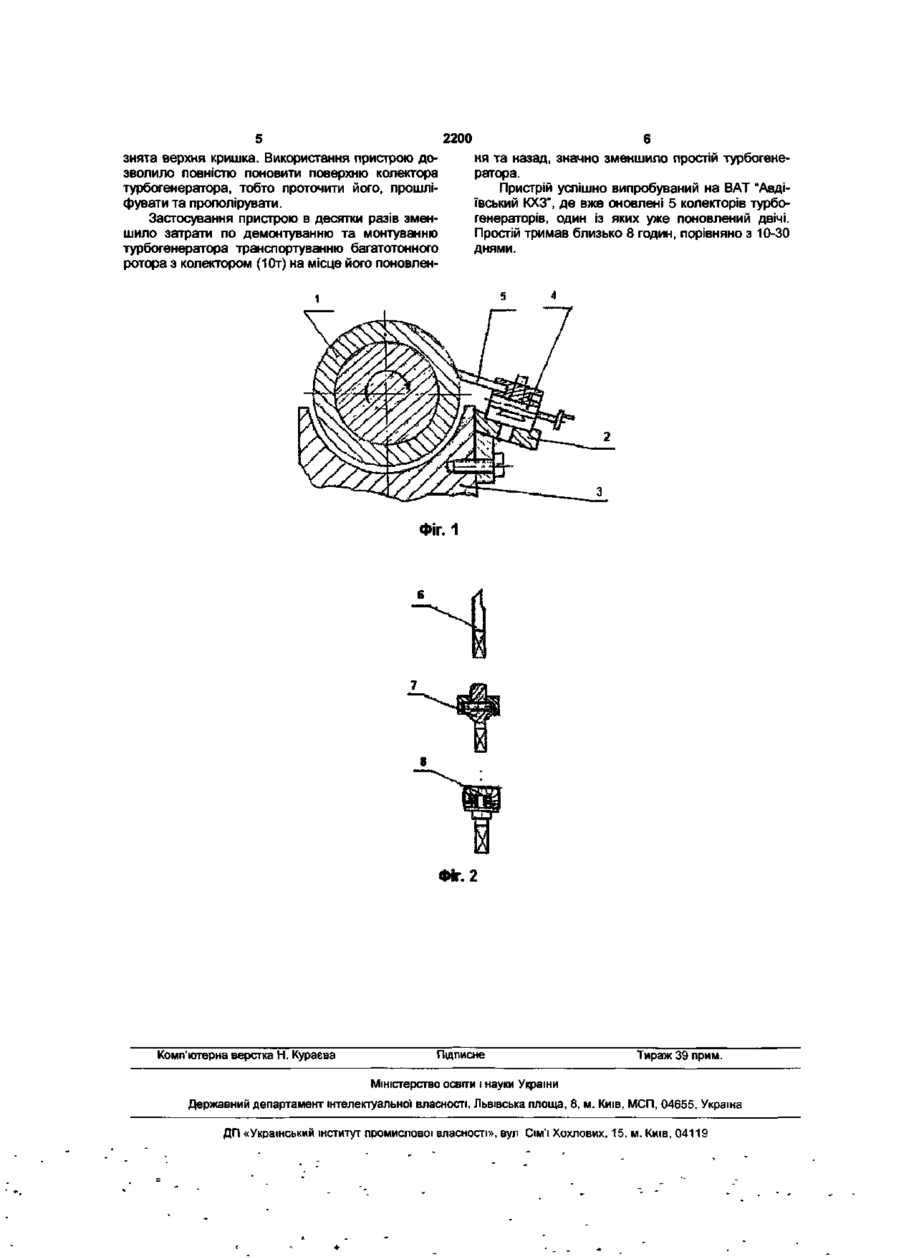
Пристрій для проточування, шліфування та полірування колектора турбогенератора, що містить привід, тримач інструмента, який відрізняється тим, що як привід використаний сам ротор турбогенератора з насадженим на нього колектором при його обертанні, як тримач інструмента використаний різцетримач супорта токарного станка, за допомогою ходових механізмів якого забезпечено радіальне та осьове переміщення інструмента, при цьому сам супорт встановлений на каркасі, який закріплений на корпусі турбогенератора так, що супорт розташований напроти колектора, з можливістю почергового встановлення в різцетримачі супорта інструментів: для проточування - різця по обробці металу, для шліфування -дрібнозернистого каменя, для полірування - дерев'яної колодки, обгорнутої склопапером, при цьому всі вищезгадані інструменти мають одинакові посадкові розміри. Винахід відносяться до пристроїв для зачистки циліндричних поверхонь колектора турбогенератора. Колектор, одна з найважливіших частин турбогенератора. Контактуючі поверхні колектора, згідно інструкцій по експлуатації для електричних машин, повинні бути строго циліндричними, мати гладкий полірований вид без нерівностей, подряпин, місць вигорання, щоб забезпечити нормальне функціонування турбогенератора. Колектор складається з мідних пластин, які ізольовані одна від одної міканітовими ізолюючими прокладками і утворюють циліндр, котрий при обертанні (3000обертів/хв.) витримує значне навантаження, що приводить до більшого зношення мідних пластин в той час, як міканітові пластини зношуються менше. В результаті чого утворюється абразив, ВІДПОВІДНО "риски" по всій поверхні колектора, погіршується контакт електричних щіток з поверхнею колектора — з'являється іскріння, місцями утворюються раковини від прогорання матеріалу. Далі турбогенератор уже експлуатуватись не може. Для усунення цих явищ потрібно провести жолобкування міканітних ізолюючих прокладок, а потім проточування, шліфування та полірування поверхні колектора, можливо одну-дві з вище перерахованих операцій залежно від зносу поверхонь колектора. Відомий традиційний пристрій для проточування колектора генератора —спеціальний токарний станок, де колектор в зборі з ротором обертається від валоповорота і обробляється різцем даного станка. Основними недоліками використання спеціального токарного станка для проточки колектора є повне демонтування генератора транспортування ротора з колектором до місця проточування та повернення його назад до місця експлуатації, монтування генератора (Р.Г. Щемке "Неисправности электрических машин", Л. Энергоатомиздат, 1989, С. 140-145; Е.К. Иноземцев, В.И. Денисов "Ремонт турбогенераторов", Киев, Техника, 1992, С. 64-65, Р. Шпизер, Ф. Грюттер "Неисправности электрических машин, аппаратов и способы их устранения", П., Судостроение, 1964, С. 64-65). До того ж, для шліфування та полірування колектора використовуються спеціальні пристрої, які виконують свої функції, коли ротор з колектором демонтовані з генератора. З відомих пристроїв для обробки циліндричної поверхні колектора найбільш близьким за технічною суттю є пристрій для зачистки циліндричних поверхонь (патент України №13968 від 25.04.97, В24 В23/08 "Пристрій для зачистки циліндричних поверхонь"), який використовується для зачистки циліндричних поверхонь колекторів. Пристоїм має CM CM 2200 самостійний привод, що встановлюється окремо, з'єднаний з важільним тримачем інструменту і переміщається повздовж вісі, а також радіально до циліндричної поверхні колектора. Інструмент для зачистки поверхні шарнірно закріплений в важільному тримачі інструмента і обертається навколо колектора, в той час як сам ротор з колектором зачитаються нерухомими. Основними недоліками даного пристрою є проведення тільки зачистки поверхні колектора, яка фізично відповідає частковому шліфуванню, а не повному поновленню поверхні колектора. Сила притиснення інструмента до поверхні колектора значно менше, ніж сила потрібна для різання в токарному станку, тобто реалізувати всі технологічні операції по поновленню поверхні колектора —проточування, шліфування та полірування —цим пристроєм неможливе. Задачею винаходу є удосконалення пристрою так, щоб реалізувати всі технологічні операції (проточування, шліфування та полірування) по повному поновленню циліндричної контактної поверхні колектора турбогенератора на робочому МІСЦІ функціонування турбогенератора при обертанні ротора з колектором в своїх підшипниках без демонтажу турбогенератора (вага якого близько 9 тон), тобто зі значно меншими затратами. Поставлена задача вирішується тим, що пристрій для проточування, шліфування та полірування колектора турбогенератора, що має привод, тримач інструменту, відрізняється тим, що в якості приводу використаний сам ротор турбогенератора з насадженим на нього колектором при його обертанні, тримачем інструмента виступив різцетримач супорта токарного станка, за допомогою ходових механізмів котрого забезпечується радіальне та осьове переміщення інструмента; при цьому сам супорт встановлений на каркасі, який закріплений на корпусі турбогенератора так, що супорт розміщується на каркасі, який закріплений на корпусі турбогенератора так, що супорт розміщується напроти колектора, в різцетримач супорта почергово встановлюються інструменти: для проточування — різець по обробленню металу, для шліфування — дрібнозернистий камінь, для полірування - дерев'яна колодка обгорнута склопапером, при цьому всі вищезгадані інструменти мають одинакові посадкові розміри. Таке виконання пристрою дозволило на місці функціонування турбогенератора без його повного демонтажу повністю поновити поверхню колектора так, щоб вона відповідала експлуатаційним вимогам. Закріплення каркасу пристрою на корпусі ротора в місця кріплення кришки забезпечує його компактність, яка є важливою властивістю пристрою, коли демонтування турбогенератора не проводиться. Встановлення супорта токарного станка на каркасі в місці розташування колектора і обертання ротора з колектором в своїх підшипниках імітує токарний станок, в якому осьове та радіальне переміщення інструменту забезпечили ходові механізми супорта. В різцетримач супорта токарного станка почергово встановлюють: різець по обробці металу — для проточування колектора, дрібнозернистий камінь - для шліфування колектора, дерев'яна колодка, шо пригнана по поверхні колектора і обгорнута склопапером — для полірування поверхні колектора. Суть винаходу пояснюється кресленням, де зображені: на фіг. 1 — заявлений пристрій для проточування, шліфування та полірування колектора турбогенератора; на фіг. 2 — інструменти для проточування, шліфування та полірування колектора. Пристрій для проточування, шліфування та полірування колектора турбогенератора містить привод, функцію якого (дав. фіг. 1) виконує ротор в зборі з колектором 1 в своїх підшипникових опорах; каркас 2, який закріплений на корпусі підшипникового вузла ротора 3; на каркасі 2 встановлений супорт токарного станка 4 з механізмами осьового та радіального переміщення інструмента в різцетримачі; в різцетримач супорта почергово вставляється інструмент 5. В якості інструмента використовують — різець від токарного станка по обробці металу 6, дрібнозернистий камінь 7, дерев'яну колодку 8, котра пригнана до поверхні колектора і обгорнута склопапером. Пристрій працює таким чином. Частково розбирається парова турбіна турбогенератора — знімається кришка, роз'єднується напівмуфта, що з'єднує ротор парової турбіни і генератор, знімаються електрощітки. На корпус підшипникової опори 3 ротора з боку колектора кріпиться каркас 2, на каркас в місце центрування встановлюється і закріпляється супорт від токарного станка 1К-62 4, в різцетримач інструмента встановлюється різець для проточування металу, включаємо парову турбіну на 150-200 обертів за хвилину і з допомогою механізмів осьового та радіального переміщення інструменту супорта підводимо різець до колектора так, щоб він був установлений ріжучою кромкою догори трішки вище центра колектора (Р.Г. Гемке "Неисправности электрических машин", П., Энергоатомиздат, 1989, С. 143) і з подачею не більше 0,1мм на один оберт колектора з ротором, проточуємо до тих пір поки на поверхні колектора не буде раковин, прогорілих місць. Для шліфування колектора міняємо різець по обробці металу на мілко зернистий камінь, для якого зроблено спеціальний пристрій, в якому місце кріплення в різцетримачеві виконане так, як і в різцеві для обробки металу і проводимо шліфування колектора, але ротор з колектором уже обертаються з номінальною швидкістю в 1000об/хв. Для полірування поверхні колектора змінюємо інструмент на пристрій для полірування, робоча частина якого є дерев'яною колодкою, що пригнана до поверхні колектора і обгорнута склопапером, при цьому дерев'яна колодка має внутрішню металеву вставку з гвинтовою різзю, в яку накручується вісь, яка з одного боку затискає склопапір, а другим боком кріпиться в різцетримачеві. При обертанні ротора з колектором з номінальними оборотами ротора підводимо пристрій для полірування до поверхні колектора і поліруємо його. Таким чином без повного демонтування турбогенератора (зняті ТІЛЬКИ електрощітки, роз'єднана напівмуфта що з'єднувала ротор парової турбіни, на якій насаджений колектор, з генератором та 2200 знята верхня кришка. Використання пристрою дозволило повністю поновити поверхню колектора турбогенератора, тобто проточити його, прошліфувати та прополірувати. Застосування пристрою в десятки разів зменшило затрати по демонтуванню та монтуванню турбогенератора транспортуванню багатотонного ротора з колектором (10т) на місце його поновлен ня та назад, значно зменшило простій турбогенератора. Пристрій успішно випробуваний на ВАТ "Авдіївський КХЗ", де вже оновлені 5 колекторів турбогенераторів, один із яких уже поновлений двічі. Простій тримав близько 8 годин, порівняно з 10-30 днями. Фіг. 1 Фіг. 2 Комп'ютерна верстка Н. Кураєва Підписне Тираж 39 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м. Київ, МСП, 04655, Україна ДП «Український інститут промислової власності», вул Сім'ї Хохлових, 15. м. Київ, 04119
ДивитисяДодаткова інформація
МПК / Мітки
МПК: H02K 15/00, B24B 23/00
Мітки: шліфування, колектора, турбогенератора, проточування, пристрій, полірування
Код посилання
<a href="https://ua.patents.su/4-2200-pristrijj-dlya-protochuvannya-shlifuvannya-ta-poliruvannya-kolektora-turbogeneratora.html" target="_blank" rel="follow" title="База патентів України">Пристрій для проточування, шліфування та полірування колектора турбогенератора</a>
Спосіб проточування перервних еліпсних гвинтових поверхонь
Номер патенту: 56639
Опубліковано: 15.05.2003
Автори: Гевко Ігор Богданович, Гудь Віктор Зіновійович, Васильків Василь Васильович, Пилипець Михайло Ількович
МПК: B23B 5/00
Мітки: гвинтових, перервних, еліпсних, спосіб, поверхонь, проточування
Формула / Реферат:
Спосіб проточування перервних еліпсних гвинтових поверхонь, при якому оброблюваній деталі надають обертання навколо своєї осі, а різцеві - поступове переміщення паралельно осі оброблюваної деталі, який відрізняється тим, що різцеві при осьовому переміщенні надають і радіальне переміщення в заданих параметрах зміни радіусів еліпсного профілю копірувальним профілем копіра, який в поперечному перерізі і гвинтовій поверхні має форму еліпсного...
Спосіб шліфування та полірування деталей складної конфігурації та пристрій для його здійснення
Номер патенту: 6457
Опубліковано: 29.12.1994
Автори: Пісьман Лазар Ісаакович, Каленський Едуард Борисович, Кац Леонід Соломонович
МПК: B23Q 41/00, B24B 7/00
Мітки: шліфування, конфігурації, деталей, полірування, пристрій, здійснення, складної, спосіб
Формула / Реферат:
(57) 1. Способ шлифования и полирования деталей сложной конфигурации, заключающийся в загрузке деталей приспособления кругового транспортера и последовательной их обработке силовыми головками, расположенными вокруг транспортера, отличающийся тем, что сначала за один оборот транспортера обрабатывают одну группу поверхностей соответствующими силовыми головками, затем, на позиции загрузки, детали переустанавливают в другие приспособления и за...
Пристрій для підведення рідини, яка охолоджує, до ротора турбогенератора
Номер патенту: 12863
Опубліковано: 28.02.1997
Автори: Цимерман Ігор Олександрович, Кузьмін Віктор Володимирович
МПК: H02K 5/12
Мітки: турбогенератора, пристрій, підведення, рідини, ротора, яка, охолоджує
Формула / Реферат:
(57) Устройство для подвода охлаждающей жидкости в ротор турбогенератора, содержащее полый вал, неподвижный элемент и, по крайней мере, две уплотнительные манжеты, отличающееся тем, что к полости ротора герметично и соосно присоединен цилиндрический элемент, снабженный упорными дисками, а уплотнительные манжеты, размещенные на неподвижном элементе, расположены в пространстве между упорными дисками с обеспечением гарантированного зазора между...
Пристрій для лущення та шліфування зерна
Номер патенту: 49088
Опубліковано: 16.09.2002
Автор: Добровольський Віталій Леонідович
МПК: B02B 3/02
Мітки: пристрій, зерна, лущення, шліфування
Формула / Реферат:
Пристрій для лущення та шліфування зерна, що містить корпус із завантажувальним та розвантажувальним патрубками, закріплений нерухомо у пазах корпусу ситовий циліндр, в якому розташовано прямовисний пустотілий вал із горизонтально закріпленими на ньому абразивними кругами та аспіраційними обичайками, який відрізняється тим, що до нього введено додатковий ситовий циліндр більшого діаметра, що виконаний із отворами, ідентичними отворам...
Пристрій для подачі змащувально-охолоджувальної рідини під час шліфування довгомірних заготовок
Номер патенту: 46497
Опубліковано: 15.05.2002
Автори: Степанов Михайло Сергійович, Шевченко Євген Олексійович, Онищенко Анатолій Миколайович
МПК: B24B 55/00
Мітки: подачі, рідини, пристрій, шліфування, змащувально-охолоджувальної, довгомірних, заготовок
Формула / Реферат:
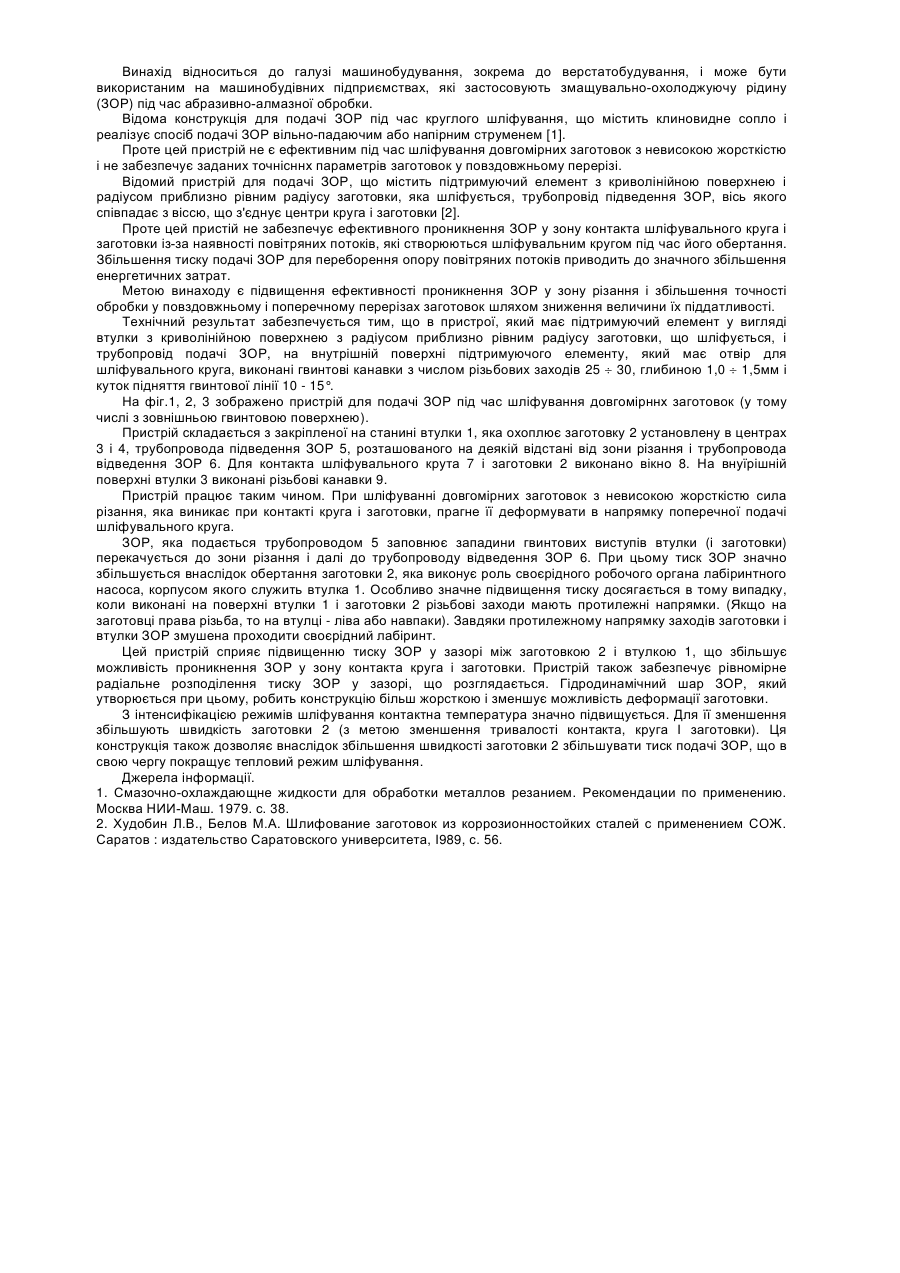
Пристрій для подачі змащувально-охолоджувальної рідини (ЗОР) під час шліфування довгомірних заготовок, що містить підтримуючий елемент у вигляді втулки з криволінійною поверхнею з радіусом, який приблизно дорівнює радіусу заготовки, що шліфується, і трубопровід підведення ЗОР, який відрізняється тим, що на внутрішній поверхні підтримуючого елемента, який має отвір для шліфувального круга, виконані гвинтові канавки з числом нарізних заходів,...
Попередній патент: Тканинний рукавний фільтр
Наступний патент: Пружна муфта інженера скуби і.с.
Випадковий патент: Багатоканальний цифровий корелятор