Спосіб виготовлення порожнистих виробів з пластизольної композиції
Номер патенту: 22812
Опубліковано: 21.04.1998
Автори: Шульга Олена Миколаївна, Далецька Людмила Павлівна, Гржималовська Людмила Василівна, Віхірєва Наталія Павлівна, Мельник Людмила Олексіївна, Піднебесний Андрій Петрович
Формула / Реферат
1. Способ изготовления полых изделий из пластизольной композиции, преимущественно баллонов для аспираторов детских, путем ротационного формования, дозированной порции пластизольной композиции, нагретой до температуры формования, и последующего ее отверждения, отличающийся тем, что в качестве пластизольной композиции используют смесь, содержащую, мас.ч.:
а ротационное формование осуществляют при вращении формы с частотой 4,0-7,0 об/мин вокруг вертикальной оси и 2,5-4,0 об/мин вокруг горизонтальной оси и отверждение осуществляют путем резкого охлаждения формы до температуры 35-40°С,
2, Способ по п. 1, отличающийся тем, что перед ротационным формованием компоненты смеси перемешивают в течение 3-7 мин при нормальных условиях, а затем перемешивание повторяют в течение 15-20 мин при разряжении 0,009-0,01 МПа.
3. Способ по пп. 1и 2, отличающийся тем, что при ротационном формовании форму с пластизольной композицией нагревают горячим воздухом до температуры 200-220°С.
4, Способ по пп. 1-3, отличающий-с я тем, что отверждение осуществляют распылением холодной воды на форму в течение 1-2 мин.
5. Способ по пп. 1-4, отличающий-с я тем, что в качестве пластизольной композиции используют смесь, содержащую, мас.ч :
а ротационное формование осуществляют при вращении формы с частотой 6,5-6,9 об/мин вокруг вертикальной оси и 3,5-3,8 об/мин вокруг горизонтальной оси и отверждение осуществляют путем резкого охлаждения формы до температуры 35-40°С.
Текст
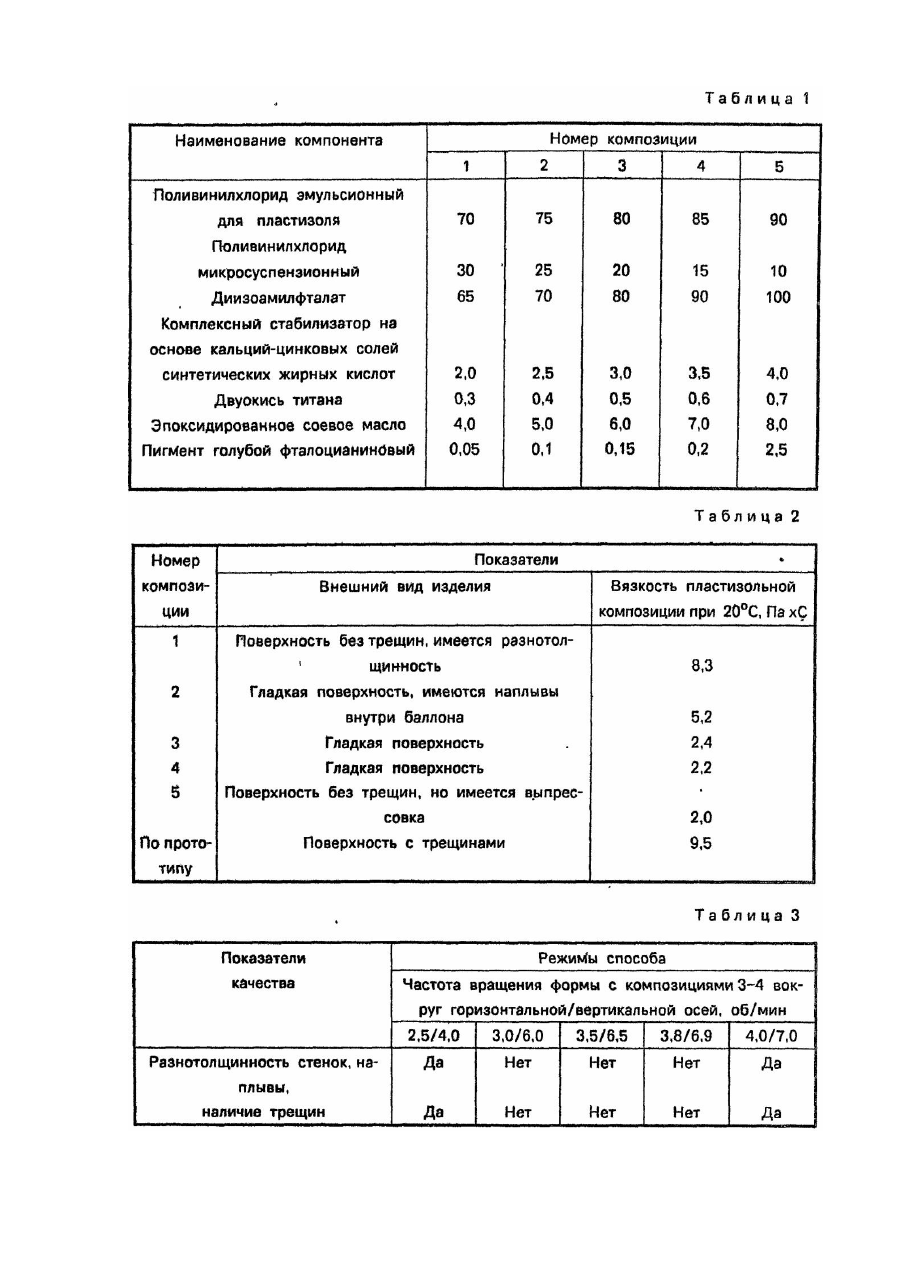
Настоящее изобретение относится к способам изготовления особых изделий из пластиков, например баллонов аспираторов детских, предназначенных для чистки носа у гр удных детей, и т.п. Аспиратор детский представляет собой баллон из эластичного материала, в горловину которого вставлен наконечник из полистирола или полиэтилена. В соответствии с требованиями, предъявляемыми к изделиям санитарно-медицинского назначения на поверхности баллонов не допускаются трещины, разрывы и выпрессовка, а также наплывы. Баллоны должны быть стойкими к дезинфекции в кипящей воде. В настоящее время для изделий медицинского и культурно-бытового назначения находят применение полимерные поливинилхлоридные пластизольные композиции в виду и х термостабильности, высоких санитарно-химических и физико-механических показателей, а также технологичности при переработке. Известен способ изготовления изделий из пластизольной композиции путем заливки ее в формы {Энциклопедия полимеров, т. 2, с. 546]. В качестве пластизольной композиции в известном способе используют смесь, содержащую поливинилхлорид как полимерную основу и эфиры адипиновой и фталевой кислот как пластификатор в количестве 90-95 мас.ч. на 100 мас.ч. поливинилхлорида. Данная пластизольная композиция имеет сравнительно высокую вязкость (12-15 Па х С), а изготовленные данным способом тонкостенные изделия имеют разную толщин у стенок, наплывы, т.е. низкое качество из-за недоформования. Наиболее близким к изобретению по технической сущности и достигаемому техническому результату, выбранным заявителем в качестве прототипа, является способ изготовления полых изделий из пластизольной композиции путем ротационного формования дозированной порции пластизольной композиции, нагретой до температуры формования, и последующего ее отверждения [Энциклопедия полимеров, т. 3, с. 352]. В качестве пластизольной композиции в известном способе используют смесь, содержащую, мас.ч.: Ротационное формование пластизольной композиции осуществляют в двух взаимно перпендикулярных плоскостях с частотой вращения 30-32 об/мин вокруг вертикальной оси и 10-12 'об/мин вокруг горизонтальной оси. Формы нагревают в печи горячим воздухом, в открытом газовом пламени, а охлаждение форм осуществляют в о хлаждающих камерах путем подачи на формы холодной воды. После ротационного формования указанной пластизольной композиции, имеющей также сравнительно высокую вязкость (9,5-11 Па х С), получают полые тонкостенные изделия, однако толщина стенки неравномерна, имеются наплывы и неоднородность материала по толщине из-за несоответствия между частотами вращения формы вокруг горизонтальной и вертикальной осей и вязкостью пластизольной композиции и, при этом, имеет место расслоение изделия, т.е. изготовленные изделия также имеют низкое качество. Данным способом изготавливают емкости, манекены, куклы и другие детские игрушки, но он не пригоден для изготовления таких изделий как медицинский аспиратор. Задачей, положенной в основу настоящего изобретения, является усовершенствование способа изготовления полых изделий из пластизольной композиции путем ротационного формования при новых режимах и использования новой композиции, обеспечивающих соответствие между частотами вращения формы вокруг горизонтальной и вертикальной осей и вязкостью пластизольной композиции, благодаря чему пластизольная композиция равномерно распределяется по внутренней поверхности формы и образует на поверхности формы тонкое монолитное покрытие с заданной толщиной, за счет чего повышается качество изделий. Поставленная задача решается тем, что в способе изготовления полых изделий из пластизольной композиции путем ротационного формования дозированной порции пластизольной композиции, нагретой до температуры формования, и последующего ее отверждения, согласно изобретению, в качестве пластизольной композиции используют смесь, содержащую, мас.ч.: а ротационное формование осуществляют при вращении формы со скоростью 4,0-7,0 об/мин вокруг вертикальной оси и 2,5-4,0 об/мин вокруг горизонтальной оси и отверждение осуществляют путем резкого охлаждения формы до температуры 35-40°С. Отверждение осуществляют распылением холодной воду на форму в течение 1-2 мин и при ротационном формовании форму с пластизольной композицией нагревают горячим воздухом до температуры 200-220°С. Использование в качестве пластизольной композиции смеси, содержащей, мас.ч.: и осуществление ротационного формования при вращении формы с частотой 4,0г7,0 об/мин вокруг вертикальной оси и 2;5-4,0 об/мин вокруг горизонтальной оси обеспечивает соответствие между частотами вращения формы вокруг горизонтальной и вертикальной осей и вязкостью пластизольной композиции, благодаря чему пластизольная композиция равномерно распределяется по внутренней поверхности формы и образует на поверхности формы тонкое монолитное покрытие с заданной толщиной, за счет чего повышается качество изделий. Осуществление отверждения после окончания желатинизации пластизоля путем резкого охлаждения формы обеспечивает образование тонкого покрытия с заданной толщиной без трещин, за счет чего повышается качество изделий. Перемешивание компонентов смеси перед ротационным формованием 9 течение 3-7 мин, а затем повторение перемешивания в вакууме в течение 15-20 мин обеспечивает удаление воздуха и повышает стабильность композиции (пасты) во времени, благодаря чему образуется монолитное покрытие, имеющее ровную гладкую поверхность, за счет чего повышается качество изделий. Осуществление резкого охлаждения формы распыления холодной воды на форму в течение 1-2 мин повышает экономичность способа. Нагрев формы с пластизольной композицией горячим воздухом до температуры 200-220°С при ротационном формовании обеспечивает равномерное распределение расплава пластизольной композиции по внутренней поверхности формы, благодаря чему на поверхности формы образуется тонкое монолитное покрытие с заданной толщиной, за счет чего повышается качество изделий. Согласно изобретению, полые изделия, в частности баллон для аспиратора детского, изготавливают следующим образом. Вначале в смеситель загружают пластификаторы - 70-100 мас.ч. диазоамилфталата и 5,0-7,0 эпоксидированного соевого масла, а затем комплексный стабилизатор на основе кальций-цинковых солей синтетических жирных кислот в количестве 2,5-3,5 мас.ч., после чего производят загрузку наполнителя - 0,40,5 мас.ч. двуокиси титана и 0,1-0,2 мас.ч. пигмента голубого фталоци-анинового. Смесь перемешивают в течение 2-5 мин и производят загрузку полимерной основы - 70-90 мас.ч. поливинилхлорида эмульсионного для пластизоля и 10-30 мас.ч. поливинилхлорида микросуспензионного. Компоненты смеси перемешивают в течение 3-7 мин в нормальных условиях, а затем перемешивание повторяют в смесителе при разряжении 0,009-0,01 МПа в течение 15-20 мин и цикл перемешивания повторяют. В табл.1 представлены составы пласти-зольном композиции. Затем посредством устройства для загрузки форм осуществляют заполнение форм пластизольной композицией. Количество композиции определяют эмпирически, исходя из оптимальной толщины стенки баллона, после чего это количество пластизольной композиции выставляют в дозаторе устройства для загрузки. Заполненные пла-стизолем формы герметически закрывают и автоматически подают в камеру нагрева машины ротационного формования. При ротационном формовании форму с пластизолем приводят во вращение в двух взаимно перпендикулярных плоскостях с частотой вра щения 4,0-7,0 об/мин вокруг вертикальной оси и 2,5-4,0 об/мин вокруг горизонтальной оси. Одновременно форму нагревают в печи горячим воздухом до температуры 200220°С. При этом, полимер набухает в пластификаторе и расплав композиции равномерно распределяется по внутренне" поверхности формы, и образует на поверхности горячей формы тонкое монолитное покрытие, которое удерживается центробежными силами и адгезией. Затем монолитное покрытие отверждают во вращающейся форме в специальной камере путем резкого охлаждения формы до температуры 35-40°С распылением холодной воды на форму в течение 1-2 мин и обдувом сжатым воздухом в течение 0,7-1,0 мин. При этом изделие затвердевает. Охладившуюся форму останавливают, открывают и извлекают из нее готовое изделие, которое легко отделяется от холодной поверхности. Зависимость качества изделий от используемой композиции и технологических режимов, заявляемого способа представлена в табл. 2 и 3 соответственно. Как следует из табл. 2-3, при использовании смеси, содержащей, мас.ч.: обеспечивается соответствие между частотами вращения формы вокруг горизонтальной и вертикальной осей и вязкостью композиции, благодаря чему пластизольная композиция равномерно распределяется по внутренней поверхности формы и образует на поверхности формы тонкое монолитное покрытие с заданной толщиной, за счет чего повышается качество изделий. Уменьшение или увеличение количества компонентов смеси и частоты вращения формы ведет к несоответствию между частотами вращения формы вокруг горизонтальной и вертикальной осей и вязкостью композиции, в результате чего возникает разнотолщинность стенок баллона, наплывы и сквозные трещины, т.е. недоформованию изделия. Оптимальными частотами вращения формы являются 3,5-3,8 об/мин вокруг горизонтальной оси при следующем содержании компонентов смеси, мас.ч.: Способ изготовления полых изделий из пластизольной композиции, воплощающий заявленное изобретение, при его осуществлении предназначен для изготовления изделий медицинского и культурнобытового назначения, например, баллонов аспираторов детских, предназначенных для чистки носа грудных детей, и т.п. и обеспечивает решение задачи изобретения с достижением указанного технического результата.
ДивитисяДодаткова інформація
Автори англійськоюShulga Olena Mykolaivna, Pibnebesnyi Andrii Petrovych, Vikhireva Natalia Pavlivna, Melnyk Ludmyla Oleksiivna
Автори російськоюШульга Елена Николаевна, Поднебесный Андрей Петрович, Вихирева Наталия Павловна, Мельник Людмила Алексеевна
МПК / Мітки
МПК: C08L 27/06, B29D 22/00
Мітки: виготовлення, композиції, спосіб, порожнистих, виробів, пластизольної
Код посилання
<a href="https://ua.patents.su/4-22812-sposib-vigotovlennya-porozhnistikh-virobiv-z-plastizolno-kompozici.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення порожнистих виробів з пластизольної композиції</a>
Спосіб виготовлення порожнистих виробів
Номер патенту: 20038
Опубліковано: 25.12.1997
Автори: Грішин Віктор Міхайловіч, Курін Віталій Валєнтіновіч, Салагаєв Виктор Викторович, Окунь Анатолій Андрєєвіч, Дорошко Володимир Іванович, Кабаков Міхаіл Грігор'євіч, Семеняка Людмила Іванівна
МПК: B21K 21/00
Мітки: виробів, спосіб, виготовлення, порожнистих
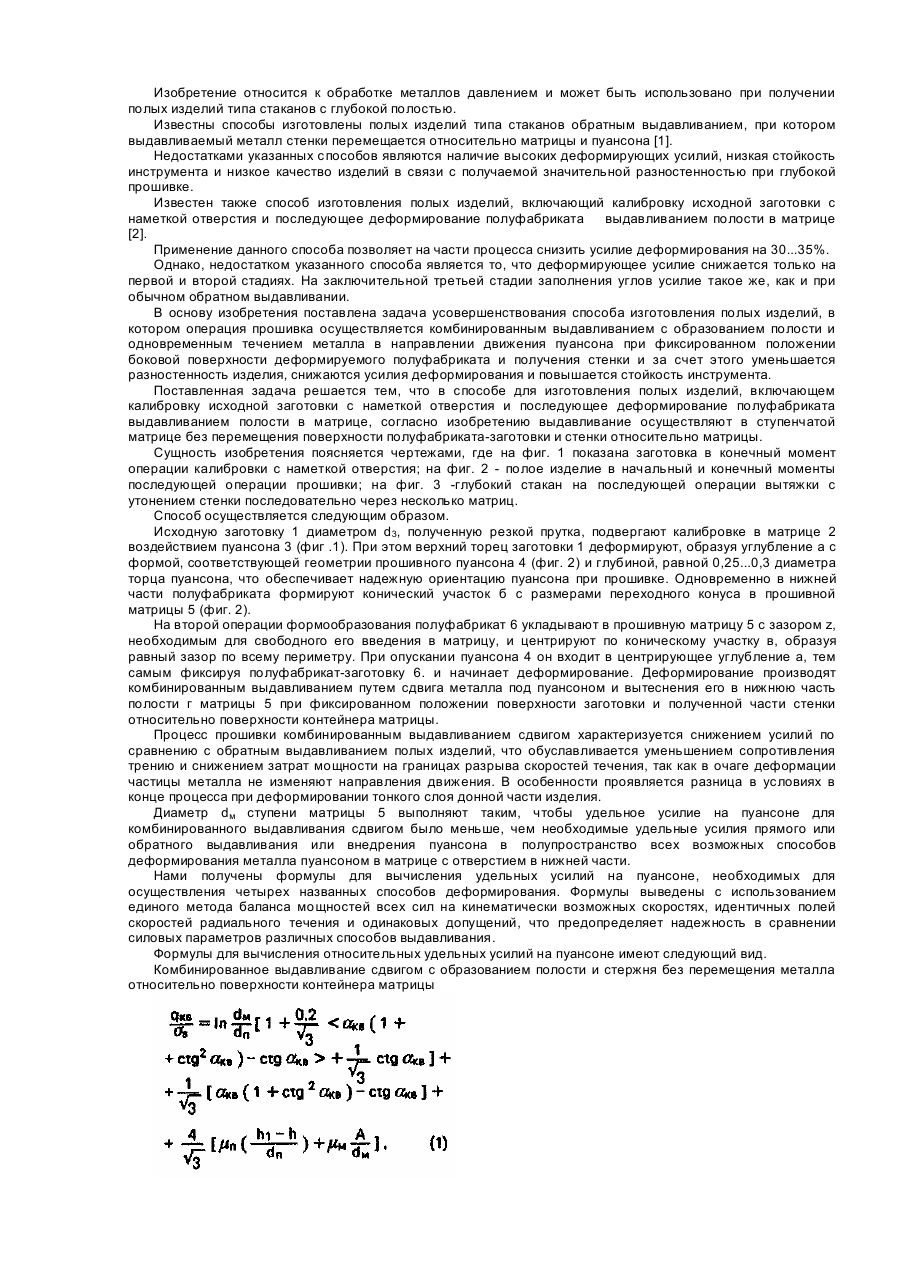
Формула / Реферат:
Способ изготовления полых изделий, включающий калибровку исходной заготовки с наметкой овтерстия и последующее деформирование полуфабриката выдавливанием полости в матрице, отличающийся тем, что выдавливание осуществляют в ступенчатой матрице без перемещения поверхности полуфабриката-заготовки и стенки относительно матрицы, диаметр ступени матрицы выполняют исходя из условия реализации комбинированного выдавливания сдвигомгде...
Литтєва форма для виготовлення порожнистих виробів
Номер патенту: 5294
Опубліковано: 28.12.1994
Автор: Бакай Сергій Панасович
МПК: B29C 45/44, B29C 45/26
Мітки: порожнистих, литтєва, виробів, виготовлення, форма
Формула / Реферат:
1. Литьевая форма для изготовления полых изделий, содержащая неподвижную и подвижную полуформы, формующие знаки, вкладыш и выталкивающую систему, отличающаяся тем, что форма снабжена П-образной плитой съема, которая расположена с зазором относительно торца формующей полости, и перпендикулярно установленной к плоскости разъема формы дополнительной плитой, в которой закреплены формующие знаки и вкладыш, причем в плите съема выполнены отверстия...
Литьова форма для виготовлення порожнистих виробів з піднутренням
Номер патенту: 16917
Опубліковано: 29.08.1997
Автор: Бакай Сергій Панасович
МПК: B29C 45/26
Мітки: піднутренням, виготовлення, литьова, форма, порожнистих, виробів
Формула / Реферат:
Литьевая форма для изготовления полых изделий с поднутрением, содержащая неподвижную полуформу с литниковой плитой и плитами со знаками, основание, направляющие колонки, пуансон, наклонные колонки для перемещения знаков, механизм принудительного разъема, включающий установленные в плитах со знаками поворотные пальцы с профилированным участком для взаимодействия со срезом и пазом на колонках, отличающаяся тем, что, с целью снижения...
Литьова форма для виготовлення порожнистих полімерних виробів
Номер патенту: 16919
Опубліковано: 29.08.1997
Автор: Бакай Сергій Панасович
МПК: B29C 45/26
Мітки: виготовлення, порожнистих, литьова, форма, полімерних, виробів
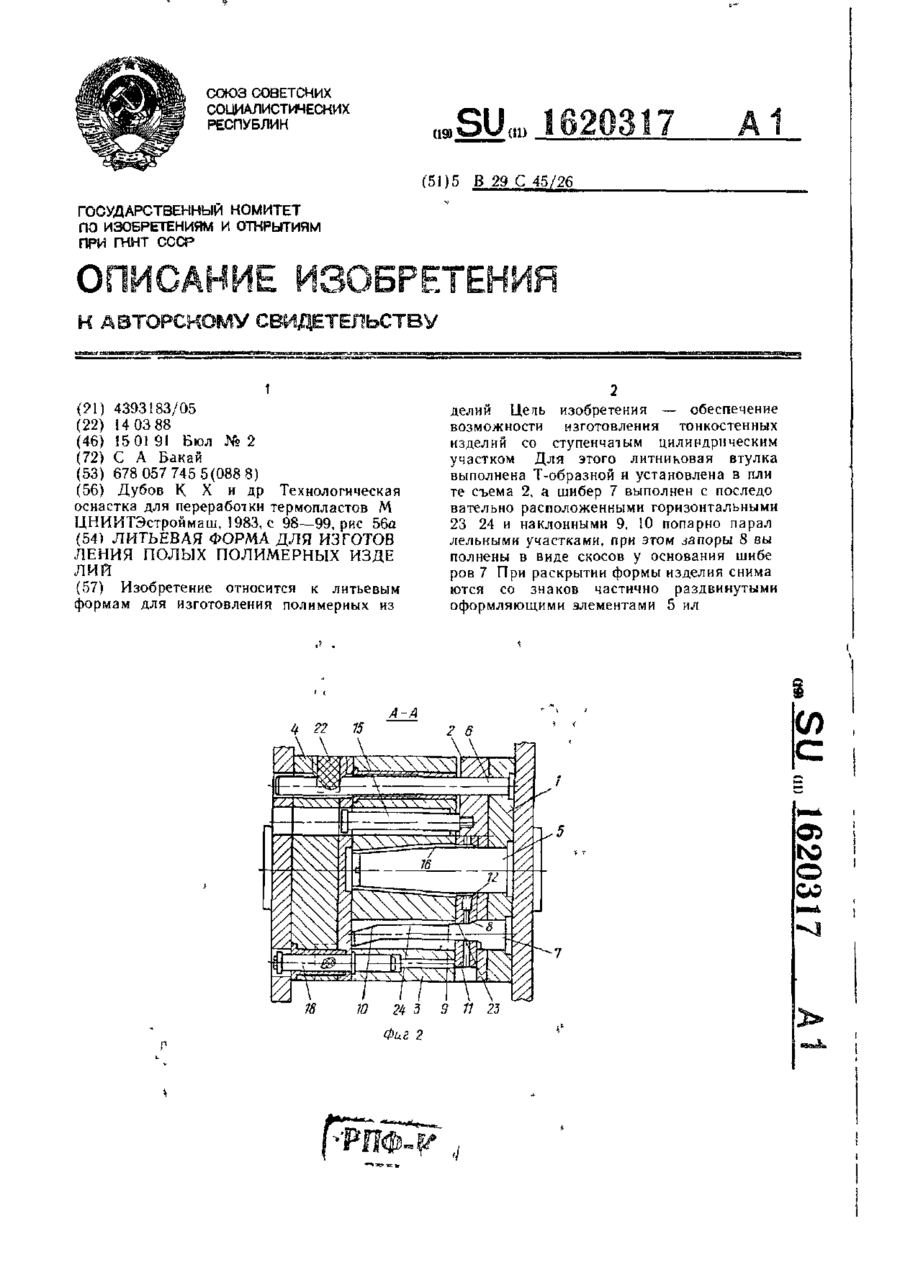
Формула / Реферат:
Литьевая форма для изготовления полых полимерных изделий, содержащая неподвижную полуформу с дисками и шиберами. подвижную полуформу с основанием, выталкивателем литника и плитой съема с подвижными оформляющими элементами, литниковую втулку и запоры для оформляющих элементов, отличающаяся тем, что, с целью обеспечения возможности изготовлений тонкостенных изделий со ступенчатым цилиндрическим участком, литниковая втулка выполнена Т-образной и...
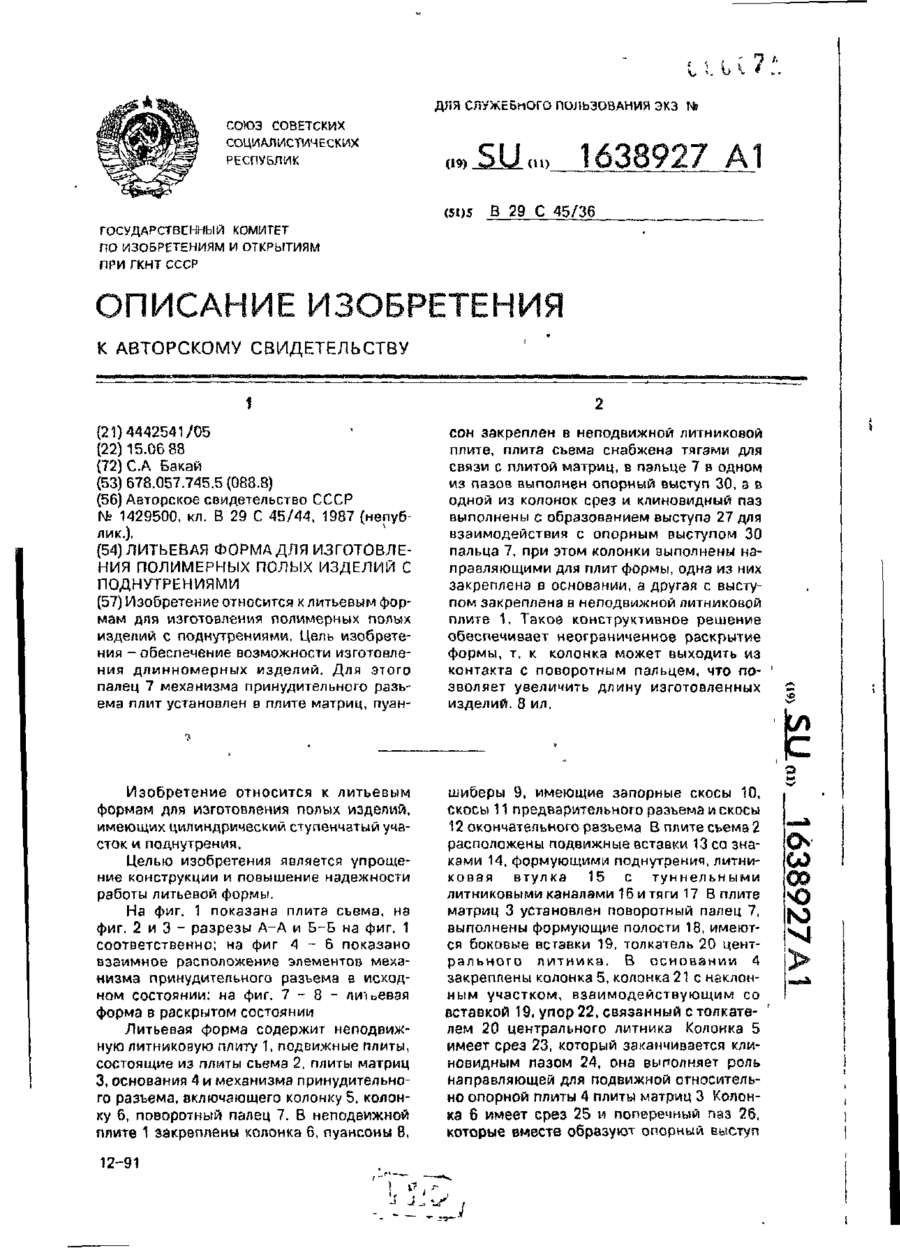
Литьова форма для виготовлення полімерних порожнистих виробів з піднутренням
Номер патенту: 16918
Опубліковано: 29.08.1997
Автор: Бакай Сергій Панасович
МПК: B29C 45/36
Мітки: порожнистих, полімерних, литьова, виробів, піднутренням, форма, виготовлення
Формула / Реферат:
Литьевая форма для изготовления полимерных полых изделий с поднутрениями, содержащая основание, неподвижную литниковую плиту, пуансон, плиты съема, матриц и подвижных вставок, направляющие колонки и механизм принудительного разъема плит формы, включающий поворотный палец с двумя пазами, установленный с возможностью взаимодействия с колонками, на которых выполнены срез и клиновидный паз, отличающаяся тем, что, с целью обеспечения возможности...
Попередній патент: Пристрій для нагрівання повітря
Наступний патент: Прилад для здійснення неруйнівного електричного контролю фізико-механічних параметрів слабоелектропровідних матеріалів і виробів
Випадковий патент: Спосіб пластики великих післяопераційних дефектів дна передньої черепної ямки у нейроонкологічних хворих