Пристрій для загинання кромок листового термопласту
Номер патенту: 2324
Опубліковано: 16.02.2004
Автори: Глаголєв Сергій Євгенович, Зміївський Вадим Миколайович
Формула / Реферат
1. Пристрій для загинання кромок листового термопласту, який містить розташовані співвісно механізм захвату і переміщення заготовки, вузол загинання, нагрівач і вузол охолодження, вузол загинання містить два шаблони гнуття навколо його ребра і дві напрямні, змонтовані симетрично відносно осі вузла загинання, кожна напрямна має відкриту до осі вузла загинання порожнину, яка містить горизонтальну плоску поверхню і розташовану над нею гвинтову кромкозагинальну поверхню, у порожнині паралельно лінії спряження згаданих поверхонь розміщене ребро відповідного шаблона з зазором, величина якого не менша за товщину кромок заготовки, який відрізняється тим, що кожний шаблон виконаний нагрівним і установлений з утворенням кутів між ним і згаданими поверхнями порожнини відповідної напрямної, а вузол охолодження виконаний на кінцевій по ходу заготовки ділянці вузла загинання.
2. Пристрій за п. 1, який відрізняється тим, що кожний шаблон має порожнину, у якій розташований нагрівач.
3. Пристрій за п. 1, який відрізняється тим, що на шаблоні встановлений плоский нагрівач.
4. Пристрій за п. 1, який відрізняється тим, що шаблони виконані з матеріалу з високою теплопровідністю.
5. Пристрій за п. 1, який відрізняється тим, що величина зазору між поверхнями шаблона, що утворюють ребро для гнуття навколо нього, і відповідними поверхнями порожнини напрямної не менша за величину зазору між згаданим ребром шаблона і лінією спряження поверхонь порожнини напрямної.
6. Пристрій за п. 1, який відрізняється тим, що форма поверхонь шаблона, які утворюють ребро для гнуття навколо нього, подібна до форми відповідних їм поверхонь порожнини напрямної.
Текст
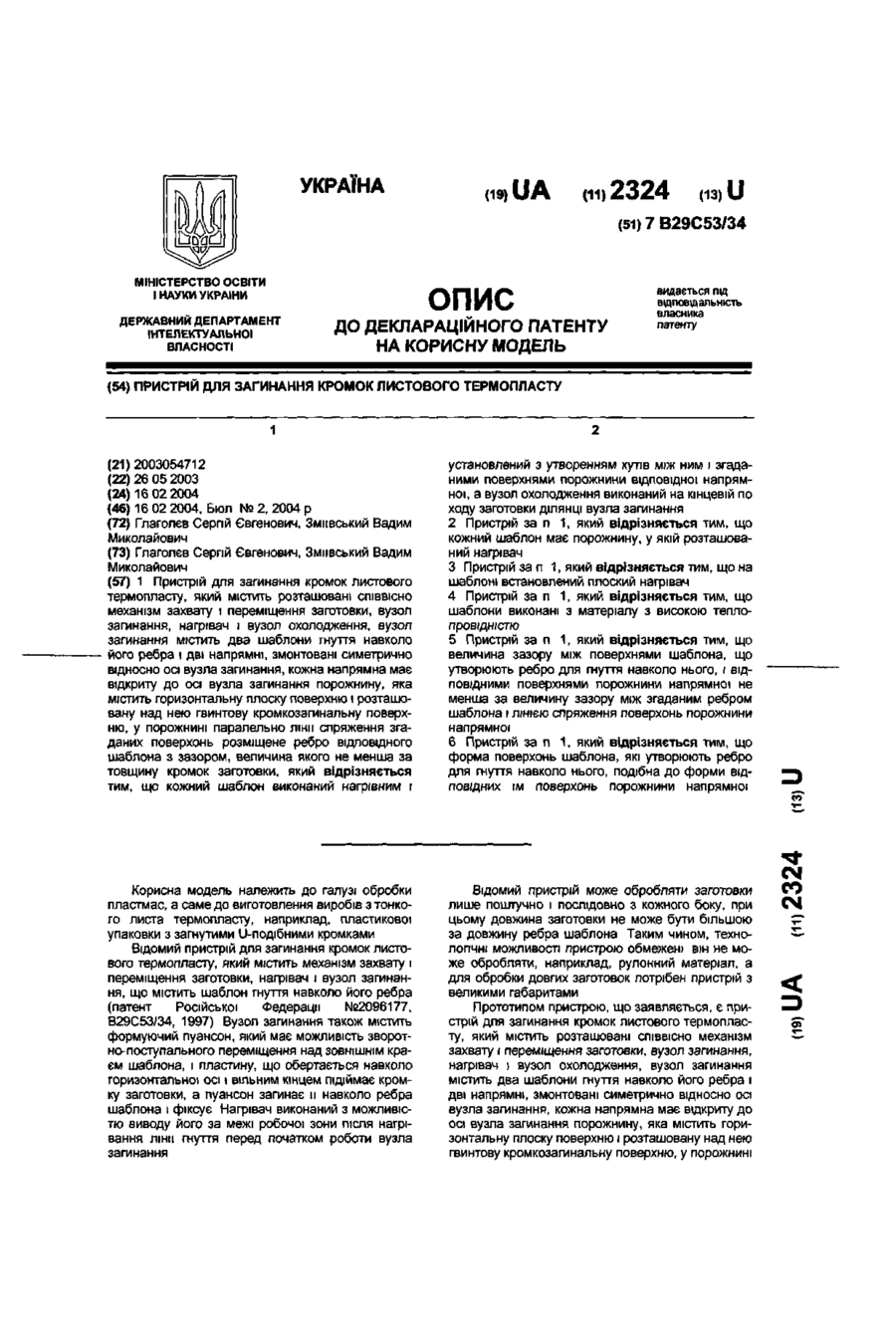
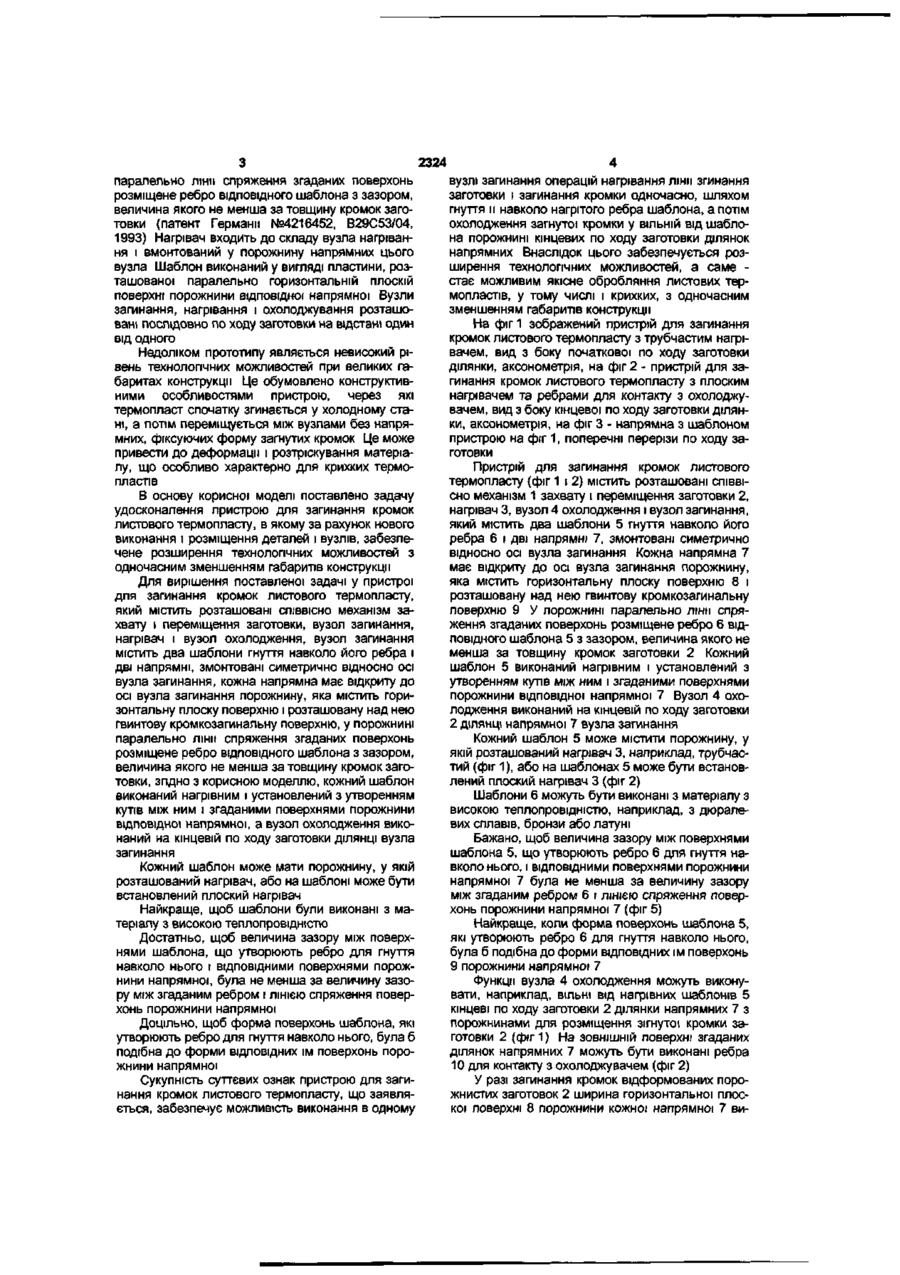
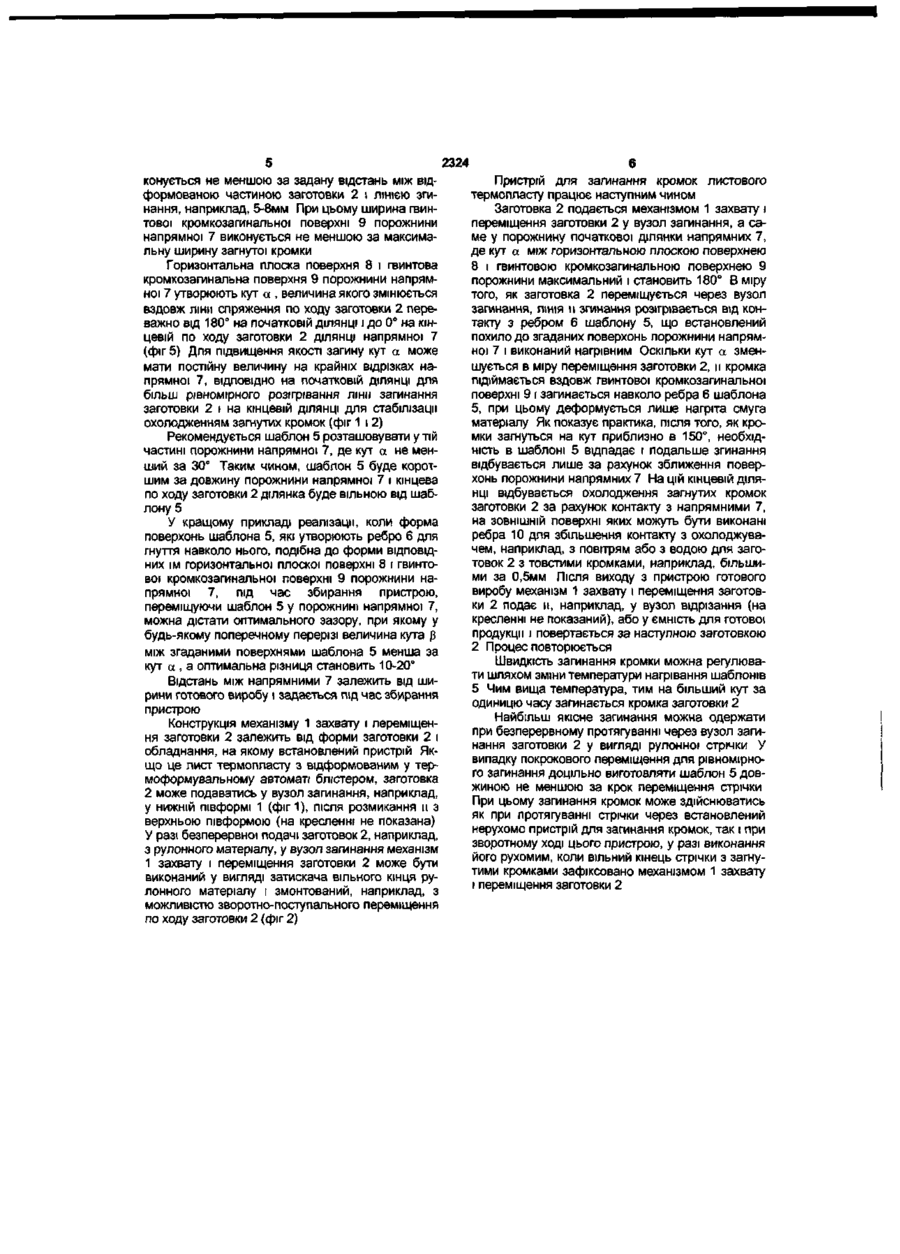
1 Пристрій для загинання кромок листового термопласту, який містить розташовані співвісно механізм захвату і переміщення заготовки, вузол загинання, нагрівач і вузол охолодження, вузол загинання містить два шаблони гнуття навколо його ребра і дві напрямні, змонтовані симетрично відносно осі вузла загинання, кожна напрямна має відкриту до осі вузла загинання порожнину, яка містить горизонтальну плоску поверхню і розташовану над нею гвинтову кромкозагинальну поверхню, у порожнині паралельно лінії спряження згаданих поверхонь розміщене ребро ВІДПОВІДНОГО шаблона з зазором, величина якого не менша за товщину кромок заготовки, який відрізняється тим, що кожний шаблон виконаний нагрівним і установлений з утворенням кутів між ним і згаданими поверхнями порожнини відповідної напрямної, а вузол охолодження виконаний на кінцевій по ходу заготовки ДІЛЯНЦІ вузла загинання 2 Пристрій за п 1, який відрізняється тим, що кожний шаблон має порожнину, у якій розташований нагрівач 3 Пристрій за п 1, який відрізняється тим, що на шаблоні встановлений плоский нагрівач 4 Пристрій за п 1, який відрізняється тим, що шаблони виконані з матеріалу з високою теплопровідністю 5 Пристрій за п 1, який відрізняється тим, що величина зазору між поверхнями шаблона, що утворюють ребро для гнуття навколо нього, і ВІДПОВІДНИМИ поверхнями порожнини напрямної не менша за величину зазору між згаданим ребром шаблона і ЛІНІЄЮ спряження поверхонь порожнини напрямної 6 Пристрій за п 1, який відрізняється тим, що форма поверхонь шаблона, які утворюють ребро для гнуття навколо нього, подібна до форми ВІДПОВІДНИХ їм поверхонь порожнини напрямної Корисна модель належить до галузі обробки пластмас, а саме до виготовлення виробів з тонкого листа термопласту, наприклад, пластикової упаковки з загнутими U-подібними кромками Відомий пристрій для загинання кромок листового термопласту, який містить механізм захвату і переміщення заготовки, нагрівач і вузол загинання, що містить шаблон гнуття навколо його ребра (патент Російської Федерації №2096177, В29С53/34, 1997) Вузол загинання також містить формуючий пуансон, який має можливість зворотно-поступального переміщення над ЗОВНІШНІМ краєм шаблона, і пластину, що обертається навколо горизонтальної осі і вільним кінцем підіймає кромку заготовки, а пуансон загинає и навколо ребра шаблона і фіксує Нагрівач виконаний з можливістю виводу його за межі робочої зони після нагрівання лінії гнуття перед початком роботи вузла загинання Відомий пристрій може обробляти заготовки лише поштучно і послідовно з кожного боку, при цьому довжина заготовки не може бути більшою за довжину ребра шаблона Таким чином, технологічні можливості пристрою обмежені він не може обробляти, наприклад, рулонний матеріал, а для обробки довгих заготовок потрібен пристрій з великими габаритами Прототипом пристрою, що заявляється, є пристрій для загинання кромок листового термопласту, який містить розташовані СПІВВІСНО механізм захвату і переміщення заготовки, вузол загинання, нагрівач і вузол охолодження, вузол загинання містить два шаблони гнуття навколо його ребра і дві напрямні, змонтовані симетрично відносно осі вузла загинання, кожна напрямна має відкриту до осі вузла загинання порожнину, яка містить горизонтальну плоску поверхню і розташовану над нею гвинтову кромкозагинальну поверхню, у порожнині CM со CM 2324 паралельно лінії спряження згаданих поверхонь розміщене ребро ВІДПОВІДНОГО шаблона з зазором, величина якого не менша за товщину кромок заготовки (патент Германії №4216452, В29С53/04, 1993) Нагрівам входить до складу вузла нагрівання і вмонтований у порожнину напрямних цього вузла Шаблон виконаний у вигляді пластини, розташованої паралельно горизонтальній плоскій поверхні порожнини відповідної напрямної Вузли загинання, нагрівання і охолоджування розташовані послідовно по ходу заготовки на відстані один від одного Недоліком прототипу являється невисокий рівень технологічних можливостей при великих габаритах конструкції Це обумовлено конструктивними особливостями пристрою, через які термопласт спочатку згинається у холодному стані, а потім переміщується між вузлами без напрямних, фіксуючих форму загнутих кромок Це може привести до деформації і розтріскування матеріалу, що особливо характерно для крихких термопластів В основу корисної моделі поставлено задачу удосконалення пристрою для загинання кромок листового термопласту, в якому за рахунок нового виконання і розміщення деталей і вузлів, забезпечене розширення технологічних можливостей з одночасним зменшенням габаритів конструкції Для вирішення поставленої задачі у пристрої для загинання кромок листового термопласту, який містить розташовані СПІВВІСНО механізм захвату і переміщення заготовки, вузол загинання, нагрівач і вузол охолодження, вузол загинання містить два шаблони гнуття навколо його ребра і дві напрямні, змонтовані симетрично відносно осі вузла загинання, кожна напрямна має відкриту до осі вузла загинання порожнину, яка містить горизонтальну плоску поверхню і розташовану над нею гвинтову кромкозагинальну поверхню, у порожнині паралельно ЛІНІ і спряження згаданих поверхонь розміщене ребро ВІДПОВІДНОГО шаблона з зазором, величина якого не менша за товщину кромок заготовки, згідно з корисною моделлю, кожний шаблон виконаний нагрівним і установлений з утворенням кутів між ним і згаданими поверхнями порожнини відповідної напрямної, а вузол охолодження виконаний на кінцевій по ходу заготовки ДІЛЯНЦІ вузла загинання Кожний шаблон може мати порожнину, у якій розташований нагрівач, або на шаблоні може бути встановлений плоский нагрівач Найкраще, щоб шаблони були виконані з матеріалу з високою теплопровідністю Достатньо, щоб величина зазору між поверхнями шаблона, що утворюють ребро для гнуття навколо нього і ВІДПОВІДНИМИ поверхнями порожнини напрямної, була не менша за величину зазору між згаданим ребром і ЛІНІЄЮ спряження поверхонь порожнини напрямної Доцільно, щоб форма поверхонь шаблона, які утворюють ребро для гнуття навколо нього, була б подібна до форми ВІДПОВІДНИХ їм поверхонь порожнини напрямної Сукупність суттєвих ознак пристрою для загинання кромок листового термопласту, що заявляється, забезпечує можливість виконання в одному вузлі загинання операцій нагрівання лінії згинання заготовки і загинання кромки одночасно, шляхом гнуття и навколо нагрітого ребра шаблона, а потім охолодження загнутої кромки у ВІЛЬНІЙ ВІД шаблона порожнині кінцевих по ходу заготовки ділянок напрямних Внаслідок цього забезпечується розширення технологічних можливостей, а саме стає можливим якісне обробляння листових термопластів, у тому числі і крихких, з одночасним зменшенням габаритів конструкції На фіг 1 зображений пристрій для загинання кромок листового термопласту з трубчастим нагрівачем, вид з боку початкової по ходу заготовки ділянки, аксонометрія, на фіг 2 - пристрій для загинання кромок листового термопласту з плоским нагрівачем та ребрами для контакту з охолоджувачем, вид з боку кінцевої по ходу заготовки ділянки, аксонометрія, на фіг 3 - напрямна з шаблоном пристрою на фіг 1, поперечні перерізи по ходу заготовки Пристрій для загинання кромок листового термопласту (фіг 1 і 2) містить розташовані СПІВВІсно механізм 1 захвату і переміщення заготовки 2, нагрівач 3, вузол 4 охолодження і вузол загинання, який містить два шаблони 5 гнуття навколо його ребра 6 і дві напрямні 7, змонтовані симетрично відносно осі вузла загинання Кожна напрямна 7 має відкриту до осі вузла загинання порожнину, яка містить горизонтальну плоску поверхню 8 і розташовану над нею гвинтову кромкозагинальну поверхню 9 У порожнині паралельно лінії спряження згаданих поверхонь розміщене ребро 6 ВІДПОВІДНОГО шаблона 5 з зазором, величина якого не менша за товщину кромок заготовки 2 Кожний шаблон 5 виконаний нагрівним і установлений з утворенням кутів між ним і згаданими поверхнями порожнини відповідної напрямної 7 Вузол 4 охолодження виконаний на кінцевій по ходу заготовки 2 ДІЛЯНЦІ напрямної 7 вузла загинання Кожний шаблон 5 може містити порожнину, у якій розташований нагрівач 3, наприклад, трубчастий (фіг 1), або на шаблонах 5 може бути встановлений плоский нагрівач 3 (фіг 2) Шаблони 6 можуть бути виконані з матеріалу з високою теплопровідністю, наприклад, з дюралевих сплавів, бронзи або латуні Бажано, щоб величина зазору між поверхнями шаблона 5, що утворюють ребро 6 для гнуття навколо нього, і ВІДПОВІДНИМИ поверхнями порожнини напрямної 7 була не менша за величину зазору між згаданим ребром 6 і ЛІНІЄЮ спряження поверхонь порожнини напрямної 7 (фіг 5) Найкраще, коли форма поверхонь шаблона 5, які утворюють ребро 6 для гнуття навколо нього, була б подібна до форми ВІДПОВІДНИХ їм поверхонь 9 порожнини напрямної 7 Функції вузла 4 охолодження можуть виконувати, наприклад, ВІЛЬНІ ВІД нагрівних шаблонів 5 кінцеві по ходу заготовки 2 ділянки напрямних 7 з порожнинами для розміщення зігнутої кромки заготовки 2 (фіг 1) На ЗОВНІШНІЙ поверхні згаданих ділянок напрямних 7 можуть бути виконані ребра 10 для контакту з охолоджувачем (фіг 2) У разі загинання кромок відформованих порожнистих заготовок 2 ширина горизонтальної плоскої поверхні 8 порожнини кожної напрямної 7 ви 2324 Пристрій для загинання кромок листового конується не меншою за задану відстань між відтермопласту працює наступним чином формованою частиною заготовки 2 і ЛІНІЄЮ згиЗаготовка 2 подається механізмом 1 захвату і нання, наприклад, 5-8мм При цьому ширина гвинпереміщення заготовки 2 у вузол загинання, а сатової кромкозагинальної поверхні 9 порожнини ме у порожнину початкової ділянки напрямних 7, напрямної 7 виконується не меншою за максимаде кут а між горизонтальною плоскою поверхнею льну ширину загнутої кромки 8 і гвинтовою кромкозагинальною поверхнею 9 Горизонтальна плоска поверхня 8 і гвинтова порожнини максимальний і становить 180° В міру кромкозагинальна поверхня 9 порожнини напрямтого, як заготовка 2 переміщується через вузол ної 7 утворюють кут а , величина якого змінюється загинання, ЛІНІЯ И згинання розігрівається від конвздовж лінії спряження по ходу заготовки 2 перетакту з ребром 6 шаблону 5, що встановлений важно від 180° на початковій ДІЛЯНЦІ І ДО 0° на кінпохило до згаданих поверхонь порожнини напрямцевій по ходу заготовки 2 ДІЛЯНЦІ напрямної 7 ної 7 і виконаний нагрівним Оскільки кут а змен(фіг 5) Для підвищення якості загину кут а може шується в міру переміщення заготовки 2, м кромка мати постійну величину на крайніх відрізках напідіймається вздовж гвинтової кромкозагинальної прямної 7, ВІДПОВІДНО на початковій ДІЛЯНЦІ ДЛЯ поверхні 9 і загинається навколо ребра 6 шаблона більш рівномірного розігрівання лінії загинання 5, при цьому деформується лише нагріта смуга заготовки 2 і на кінцевій ДІЛЯНЦІ ДЛЯ стабілізації матеріалу Як показує практика, після того, як кроохолодженням загнутих кромок (фіг 1 і 2) мки загнуться на кут приблизно в 150°, необхідРекомендується шаблон 5 розташовувати у тій ність в шаблоні 5 відпадає і подальше згинання частині порожнини напрямної 7, де кут а не менвідбувається лише за рахунок зближення поверший за 30° Таким чином, шаблон 5 буде коротхонь порожнини напрямних 7 На цій кінцевій ДІЛЯшим за довжину порожнини напрямної 7 і кінцева НЦІ відбувається охолодження загнутих кромок по ходу заготовки 2 ділянка буде вільною від шабзаготовки 2 за рахунок контакту з напрямними 7, лону 5 на ЗОВНІШНІЙ поверхні яких можуть бути виконані У кращому прикладі реалізації, коли форма ребра 10 для збільшення контакту з охолоджуваповерхонь шаблона 5, які утворюють ребро 6 для чем, наприклад, з повітрям або з водою для загогнуття навколо нього, подібна до форми ВІДПОВІДтовок 2 з товстими кромками, наприклад, більшиНИХ їм горизонтальної плоскої поверхні 8 і гвинтоми за 0,5мм Після виходу з пристрою готового вої кромкозагинальної поверхні 9 порожнини навиробу механізм 1 захвату і переміщення заготовпрямної 7, під час збирання пристрою, ки 2 подає и, наприклад, у вузол відрізання (на переміщуючи шаблон 5 у порожнині напрямної 7, кресленні не показаний), або у ємність для готової можна дістати оптимального зазору, при якому у продукції і повертається за наступною заготовкою будь-якому поперечному перерізі величина кута р 2 Процес повторюється між згаданими поверхнями шаблона 5 менша за Швидкість загинання кромки можна регулювакут а , а оптимальна різниця становить 10-20° ти шляхом зміни температури нафівання шаблонів Відстань між напрямними 7 залежить від ши5 Чим вища температура, тим на більший кут за рини готового виробу і задається під час збирання одиницю часу загинається кромка заготовки 2 пристрою Найбільш якісне загинання можна одержати Конструкція механізму 1 захвату і переміщенпри безперервному протягуванні через вузол загиня заготовки 2 залежить від форми заготовки 2 і нання заготовки 2 у вигляді рулонної стрічки У обладнання, на якому встановлений пристрій Яквипадку покрокового переміщення для рівномірнощо це лист термопласту з відформованим у терго загинання доцільно виготовляти шаблон 5 довмоформувальному автоматі блістером, заготовка жиною не меншою за крок переміщення стрічки 2 може подаватись у вузол загинання, наприклад, При цьому загинання кромок може здійснюватись у нижній півформі 1 (фіг 1), після розмикання її з як при протягуванні стрічки через встановлений верхньою півформою (на кресленні не показана) нерухомо пристрій для загинання кромок, так і при У разі безперервної подачі заготовок 2, наприклад, зворотному ході цього пристрою, у разі виконання 3 рулонного матеріалу, у вузол загинання механізм його рухомим, коли вільний кінець стрічки з загну1 захвату і переміщення заготовки 2 може бути тими кромками зафіксовано механізмом 1 захвату виконаний у вигляді затискача вільного кінця руі переміщення заготовки 2 лонного матеріалу і змонтований, наприклад, з можливістю зворотно-поступального переміщення по ходу заготовки 2 (фіг 2) 2324 4 7 8 5 б' 3 Фіг. З Комп'ютерна верстка М. Мацело Підписне Тираж 39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ДП "Український інститут промислової власності", вул Сім'ї Хохпових, 15, м Київ, 04119
ДивитисяДодаткова інформація
Автори англійськоюHlaholev Serhii Yuvhenovych
Автори російськоюГлаголев Сергей Евгеньевич
МПК / Мітки
МПК: B29C 53/00
Мітки: загинання, термопласту, пристрій, кромок, листового
Код посилання
<a href="https://ua.patents.su/4-2324-pristrijj-dlya-zaginannya-kromok-listovogo-termoplastu.html" target="_blank" rel="follow" title="База патентів України">Пристрій для загинання кромок листового термопласту</a>
Пристрій для загинання стальних прямокутних труб
Номер патенту: 59209
Опубліковано: 15.08.2003
Автори: Величко Михайло Федорович, Чернов Юрій Сергійович, Мислюк Євген Васильович
МПК: B21D 7/00
Мітки: загинання, прямокутних, пристрій, труб, стальних
Формула / Реферат:
1. Пристрій для загинання стальних прямокутних труб, який містить корпус, нерухомий натискний ролик і рухомий загинаючий трубу ролик, який відрізняється тим, що нерухомий ролик виконаний у вигляді гребінця - частини кола з випуклою опорною поверхнею між двома ребрами і з можливістю загинання труби за внутрішнім радіусом, а рухомий ролик виконаний у вигляді цілого кола з випуклою опорною поверхнею між двома ребордами і змонтований на...
Спосіб виготовлення гофрованого листа із термопласту, пристрій для його здійснення та виготовлений за ним лист із термопласту
Номер патенту: 45089
Опубліковано: 15.03.2002
Автори: Аров Геннадій Феліксович, Близниченко Олександр Костянтинович
МПК: B29D 16/00
Мітки: листа, термопласту, лист, ним, виготовлення, виготовлений, пристрій, гофрованого, спосіб, здійснення
Формула / Реферат:
1. Спосіб виготовлення гофрованого листа із термопласту, за яким розплав термопласту екструдують крізь щілину формуючої головки, надають листу, що формується, заданої товщини, утворюють гофри, охолоджують, обрізають бокові краї та здійснюють порізку на листи необхідної довжини, який відрізняється тим, що крізь щілину формуючої головки екструдують попередньо спінений розплав термопласту, а гофри утворюють одночасно з охолодженням і наданням...
Спосіб декорування кромок прорізів дверей меблів
Номер патенту: 4422
Опубліковано: 27.12.1994
Автори: Прудников Петро Герасимович, Вайсберг Самуіл Ісакович, Гордієнко Володимир Васильович
МПК: B44C 5/00
Мітки: спосіб, меблів, прорізів, декорування, дверей, кромок
Формула / Реферат:
Способ декорирования кромок проемов дверей мебели, заключающийся в образовании на лицевой поверхности двери кромок проема, их декорировании и последующем образовании кромок проема на тыльной поверхности двери, отличающийся тем, что, с целью повышения производительности труда и качества мебели, образование на лицевой поверхности двери кромок проема и их декорирование осуществляют одновременно посредством прессования и тиснения.
Пристрій для формування виробів з листа термопласту
Номер патенту: 632
Опубліковано: 16.10.2000
Автори: Смирнова Валентина Семенівна, Коваль Микола Іванович, Литвиненко Олександр Васильович, Литвиненко Володимир Олександрович, Глаголєв Сергій Євгенович, Свєчкін Юрій Федорович
МПК: B29C 51/10
Мітки: виробів, термопласту, формування, пристрій, листа
Формула / Реферат:
1. Пристрій для формування виробів з листа термопласту, який містить установлені співвісно з можливістю вертикального зворотньо-поступального переміщення відносно одна одної матрицю з порожниною і отворами для проходження повітря і пневмокамеру з порожниною, лінійні розміри нижньої основи якої відповідають лінійним розмірам верхньої основи порожнини матриці, а також горизонтальну плиту нагрівання, що обернена нижньою основою до порожнини...
Вузол з’єднання кромок конвеєрної стрічки (варіанти)
Номер патенту: 61022
Опубліковано: 15.10.2003
Автор: КУЗНЕЦОВА ГАННА ОЛЕКСАНДРІВНА
МПК: F16G 3/00, B65G 15/30, F16B 15/00
Мітки: стрічки, вузол, варіанти, кромок, конвеєрної, з'єднання
Формула / Реферат:
1. Вузол з'єднання кромок конвеєрної стрічки, що включає дротову П-подібну скобу постійного діаметра, що містить взаємодіючу з верхньою поверхнею конвеєрної стрічки перемичку і ніжки, основи яких розміщені в тілі конвеєрної стрічки, а їхні заточені кінці відігнуті назустріч один одному і контактують з нижньою поверхнею конвеєрної стрічки, який відрізняється тим, що П-подібна скоба, що пружно з'єднує кромки гумотканинної конвеєрної стрічки,...
Попередній патент: Пристрій для електронно-іонної обробки продовольчих продуктів
Наступний патент: Ходова частина гірничої машини
Випадковий патент: Сапфірні основи і процеси їх виготовлення