Пристрій для формування виробів з листа термопласту
Номер патенту: 632
Опубліковано: 16.10.2000
Автори: Коваль Микола Іванович, Смирнова Валентина Семенівна, Литвиненко Олександр Васильович, Свєчкін Юрій Федорович, Глаголєв Сергій Євгенович, Литвиненко Володимир Олександрович

Формула / Реферат
1. Пристрій для формування виробів з листа термопласту, який містить установлені співвісно з можливістю вертикального зворотньо-поступального переміщення відносно одна одної матрицю з порожниною і отворами для проходження повітря і пневмокамеру з порожниною, лінійні розміри нижньої основи якої відповідають лінійним розмірам верхньої основи порожнини матриці, а також горизонтальну плиту нагрівання, що обернена нижньою основою до порожнини матриці, який відрізняється тим, що в нього введена маска з термоізолюючого матеріалу, маска закріплена на нижній основі плити нагрівання і виконана з вікном за лінійними розмірами верхньої основи порожнини матриці, яке розташоване співвісно з матрицею, пневмокамера установлена на верхній основі плити нагрівання, яка має отвори для сполучення порожнин матриці і пневмокамери.
2. Пристрій за п. 1, який відрізняється тим, що на поверхню нижньої основи плити нагрівання нанесене зміцнювальне покриття.
3. Пристрій за п. 1, який відрізняється тим, що поверхня нижньої основи плити нагрівання оброблена до класу не нижче її шорсткості поверхні.
Текст
1. Пристрій для формування виробів з листа термопласту, який містить установлені співвісно з можливістю вертикального зворотньо-поступального переміщення відносно одна одної матрицю з 632 ється нагрівальний елемент, розташований всередині плити нагрівання, і здійснюється дистанційне нагрівання листа, що формується. Після розігрівання листа пневмокамера знову прикріплюється до притискної рами і під дією штоків пневмоциліндра сумісно з притискною рамою переміщується вниз до зімкнення з матрицею. Негативне формування виробу відбувається під дією стисненого повітря, що подається в порожнину пневмокамери. Недолікам даного пристрою, як і попереднього аналога, є його невисока продуктивність, що зумовлено значними втратами часу на виконання встановлювальних операцій перед формуванням кожного виробу (вилучання пневмокамери з притискної рами, установлювання пневмокамери і прогрівання плити нагрівання до встановлювальної температури), а також на розігрівання листа термопласту від дистанційно розташованої плити нагрівання. Крім того, відомий пристрій не забезпечує високої якості виробів внаслідок ефекту крайового охолодження листа термопласту і плити нагрівання, що має місце при дистанційному нагріванні. В основу корисної моделі поставлено задачу створення пристрою для формування виробів з листа термопласту, в якому за рахунок введення нового елемента (маски з термоізолюючого матеріалу) і нового взаємного розташування відомих елементів забезпечується скорочення часу циклу формування і створення сприятливих умов для рівномірного розігрівання листа термопласту, і таким чином підвищується продуктивність пристрою при одночасному покращенні якості виробів. Для вирішення поставленої задачі в пристрої для формування виробів з листа термопласту, який містить установлені співвісно с можливістю вертикального зворотньо-поступального переміщення відносно одна одної матрицю з порожниною і отворами для проходження повітря і пневмокамеру з порожниною, лінійні розміри нижньої основи якої відповідають лінійним розмірам верхньої основи порожнини матриці, а також горизонтальну плиту нагрівання, що обернена нижньою основою до порожнини матриці, згідно з корисною моделлю, введена маска з термоізолюючого матеріалу, маска закріплена на нижній основі плити нагрівання і виконана з вікном за лінійними розмірами верхньої основи порожнини матриці, яка розташована співвісно з матрицею, пневмокамера установлена на верхній основі плити нагрівання, яка має отвори для сполучення порожнин матриці і пневмокамери. Згідно з корисною моделлю, на поверхню нижньої основи плити нагрівання нанесене зміцнювальне покриття. Крім того, згідно з корисною моделлю, поверхня нижньої основи плити нагрівання оброблена до класу не нижче 11 шорсткості поверхні. Сукупність суттєвих ознак пристрою для формування виробів з листа термопласту, у порівнянні з аналогом і прототипом, забезпечує скорочення часу циклу формування за рахунок виключення встановлювальних операцій перед формуванням кожного виробу, бо матриця, пневмокамера і нагріта до встановлювальної температури плита нагрівання з закріпленою на ній маскою з термоізолюючого матеріалу впродовж всього робочого циклу знаходяться в межах зони формування, при цьому наявність в масці розташованого над порожниною матриці вікна сприяє швидкому локальному розігріванню саме тієї ділянки листа термопласту, що підлягає термообробці, в замкненій камері, яка утворюється при зімкненні матриці з плитою нагрівання, і в безпосередній близькості від нагрітої поверхні. В пристрої, що заявляється, у порівнянні з аналогом і прототипом, одночасно з підвищенням продуктивності, досягається покращення якості виробів завдяки усуненню ефекта крайового охолодження і створенню сприятливих умов для швидкого та рівномірного нагрівання листа термопласту. Пристрій для формування виробів з листа термопласту, що заявляється, схематично зображений на кресленні. Пристрій для формування виробів з листа термопласту містить встановлені співвісно з можливістю вертикального зворотньо-поступального переміщення відносно одна одної матрицю 1 з порожниною і отворами 2 для проходження повітря і пневмокамеру З з порожниною, лінійні розміри нижньої основи якої відповідають лінійним розмірам верхньої основи порожнини матриці, а також горизонтальну плиту 4 нагрівання, нижня основа якої обернена до порожнини матриці 1. На нижній основі плити 4 нагрівання закріплена маска 5 з термоізолюючого матеріалу, яка виконана з вікном 6 за лінійними розмірами верхньої основи порожнини матриці 1, яка розташована співвісно з матрицею 1. Маска виконана, наприклад, з текстоліту і закріплена, наприклад, по периметру нижньої основи плити 4 нагрівання. Товщина маски 5 може бути, наприклад, 0,8-1,2 мм і обирається виходячи з таких міркувань. Мінімальна товщина маски 5 обумовлена здатністю матеріалу, з якого вона виготовлена, зберігати термоізолюючі властивості і таким чином забезпечувати нагрівання листа термопласту, який знаходиться під нею, впродовж усього часу нагрівання до температури, що не перевищує 80-90% температури плавлення термопласту. При стовщуванні маски 5 зростає відстань між листом термопласту і поверхнею плити 4 нагрівання, що веде до необхідності збільшувати тривалість нагріву або потужність нагрівальних елементів, що є економічно недоцільним. Пневмокамера 3 установлена на верхній основі плити 4 нагрівання, яка має отвори 7 для сполучення порожнин матриці 1 і пневмокамери 3. Всередині плити 4 нагрівання розміщені нагрівальні елементи 8, наприклад, гнучкі інфрачервоні ТЕНи. На поверхню нижньої основи плити 4 нагрівання нанесене зміцнювальне покриття, наприклад, хромове покриття, що запобігає її пошкодженню при зімкненні матриці 1 з плитою 4 нагрівання та під час заміни маски 5. Крім того, поверхня нижньої основи плити 4 нагрівання оброблена до класу не нижче 11 шорсткості поверхні, що забезпечує щільне прилягання маски 5 до плити 4 нагрівання, тобто надійну герметизацію зони нагрівання. Матриця 1 з'єднана з штоком 9 пневмоциліндра (на кресленні не показаний), який забезпечує її зворотньо-поступальне переміщення. Порожнина 2 632 пневмокамери 3 сполучена з джерелом стисненого повітря формування (на кресленні не показане). Пристрій для формування виробів з листа термопласту працює так. Лист 10 термопласту розміщують над порожниною матриці 1, лінійні розміри верхньої основи якої відповідають контуру виробу, що формується, вмикають нагрівальні елементи 8 і нагрівають плиту 4 нагрівання до установлювальної температури. Потім за допомогою штока 9 піднімають матрицю 1 до контакта листа 10 з маскою 5. Ділянка листа 10, яка знаходиться всередині замкненої камери, що утворена порожниною матриці 1 і поверхнею плити 4 нагрівання, на відстані приблизно 1 мм від неї, рівномірно розігрівається до температури плавлення термопласту, тоді як частина листа 10, що контактує з маскою 5, нагрівається до температури 80-90% температури плавлення, що виключає можливість деформування листа 10 або прилипання його до маски 5. Після досягнення температури формування подають повітря формування з порожнини пневмокамери 3 через отвори 7 в плиті 4 нагрівання, які знаходяться всередині контура, обмеженого порожниною пневмокамери 3. Після закінчення процесу формування рухому в осьовому напрямку матрицю 1 з відформованим виробом відводять вниз, виріб після охолодження вилучають, наприклад, дією стисненого повітря знизу, через отвори 2 в порожнині матриці 1. Наступний цикл формування відбувається аналогічним чином, без виконання будь-яких встановлювальних операцій. Формування виробів з використанням заявлюваного пристрою може бути здійснене комбінованою пневмо- і вакуумною дією на лист 10 термо пласту через отвори 7 в плиті 4 нагрівання або отвори 2 в матриці 1. Заявлюваний пристрій також дозволяє здійснювати контактне нагрівання листа 10 термопласту шляхом подання притискаючого повітря через отвори 2 в матриці 1. При формуванні великих за розмірами виробів може бути використаний механізм замикання матриці 1 у верхньому робочому положенні, наприклад, важильний механізм. При використанні пристрою для формування виробів з листа поліетилентерефталату завтовшки 0,3 мм (температура плавлення 109°С) за умов тиску повітря формування 4 атм і середньої потужності нагрівальних елементів 0,6 кВт забезпечено: час нагрівання – 5 с, час циклу формування – 8 с (температура плити нагрівання 110°С); час нагрівання – 2 с, час циклу формування – 5 с (температура плити нагрівання 140°С); час нагрівання - 1,2 с, час циклу формування 4,2 с (температура плити нагрівання 110°С, контактне нагрівання з поданням притискаючого повітря). Виготовлені вироби, завдяки швидкому та рівномірному розігріванню листа термопласту, мають високу якість, без складок і хвилеутворення, з однаковою товщиною стінок. Таким чином, в пристрої для формування виробів з листа термопласту, який заявляється, за рахунок виключення втрат часу на виконання встановлювальних операцій перед формуванням кожного виробу і скорочення часу нагрівання листа термопласту при створенні сприятливих умов для його рівномірного розігрівання, забезпечено підвищення продуктивності пристрою при одночасному покращенні якості формованих виробів. 3 632 Фиг. 1 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 ___________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for formation of articles of sheet of thermoplastics
Автори англійськоюLytvynenko Volodymyr Oleksandrovych, Lytvynenko Oleksandr Vasyliovych, Smyrnova Valentyna Semenivna, Hlaholev Serhii Yuvhenovych, Koval Mykola Ivanovych, Koval' Mykola Ivanovych, Svechkin Yurii Fedorovych
Назва патенту російськоюУстройство для формования изделий из листа термопласта
Автори російськоюЛитвиненко Владимир Александрович, Литвиненко Александр Васильевич, Смирнова Валентина Семеновна, Глаголев Сергей Евгеньевич, Коваль Николай Иванович, Свечкин Юрий Федорович
МПК / Мітки
МПК: B29C 51/10
Мітки: термопласту, виробів, пристрій, листа, формування
Код посилання
<a href="https://ua.patents.su/4-632-pristrijj-dlya-formuvannya-virobiv-z-lista-termoplastu.html" target="_blank" rel="follow" title="База патентів України">Пристрій для формування виробів з листа термопласту</a>
Пристрій для формування виробів з термопластичної плівки
Номер патенту: 28116
Опубліковано: 16.10.2000
Автори: Глаголєв Сергій Євгенович, Коваль Микола Іванович, Литвиненко Олександр Васильович, Свєчкін Юрій Федорович, Литвиненко Володимир Олександрович, Смирнова Валентина Семенівна
МПК: B29C 51/26
Мітки: плівки, пристрій, формування, виробів, термопластичної
Формула / Реферат:
1. Пристрій для формування виробів з термопластичної плівки, що містить раму, вузол попереднього нагріву, вузол формування, вузол крокового подання плівки, вузол різання, напрямні для плівки, який відрізняється тим, що введені плити згідно з кількістю вузлів і напрямні для плит, при цьому кожний вузол змонтований на окремій плиті, напрямні для плит жорстко закріплені на двох протилежних сторонах рами вздовж всієї її довжини, кожна плита...
Пристрій для формування шару виробів
Номер патенту: 18683
Опубліковано: 25.12.1997
Автори: Ніколаєвський Валерій Юхимович, Половина Юрій Никифорович, Поправко Станіслав Семенович
МПК: B28B 13/00
Мітки: виробів, шару, пристрій, формування
Формула / Реферат:
Устройство для формирования слоя изделий, содержащее бесконечный шаговый конвейер, смонтированный на раме, кантователь в виде опорных дисков с выступами, установленных на общем валу, у торцов которого размещены двуплечие рычаги механизма сближения, с толкающим роликом на одном плече, и привод, отличающееся тем, что снабжено дополнительным валом с закрепленными на нем парой рычагов и промежуточным рычагом, установленными по сторонам конвейера...
Пристрій для формування будівельних виробів
Номер патенту: 21257
Опубліковано: 04.11.1997
Автори: Зирянов Сергій Олександрович, Зощук Микола Гнатович
МПК: B28B 1/08
Мітки: пристрій, виробів, формування, будівельних
Формула / Реферат:
Устройство для формования строительных изделий, включающее самоходный портал, на раме которого смонтированы вертикальные направляющие, ползуны, форму-опалубку, траверсу с пригрузом, механизм вертикального перемещения траверсы и формы-опалубки, выполненный в виде трособлочной системы, механизм самопередвижения, привод и возбудитель колебаний, отличающееся тем, что оно снабжено промежуточным валом с расположенной на нем храповой муфтой,...
Пристрій для формування будівельних виробів
Номер патенту: 21258
Опубліковано: 04.11.1997
Автори: Зощук Микола Гнатович, Зирянов Сергій Олександрович
МПК: B28B 1/08
Мітки: пристрій, будівельних, формування, виробів
Формула / Реферат:
Устройство для формования строительных изделий, включающее самоходный портал, на котором смонтированы вертикальные направляющие, траверсу с ползунами с закрепленным на ней пригрузом и форму-опалубку, возбудитель колебаний, бункер-питатель и механизм вертикального перемещения траверсы, выполненный в виде трособлочной системы, отличающееся тем, что бункер-питатель выполнен разъемным с формой-опалубкой, а трособлочная система механизма...
Пристрій для формування виробів з композіційних матеріалів
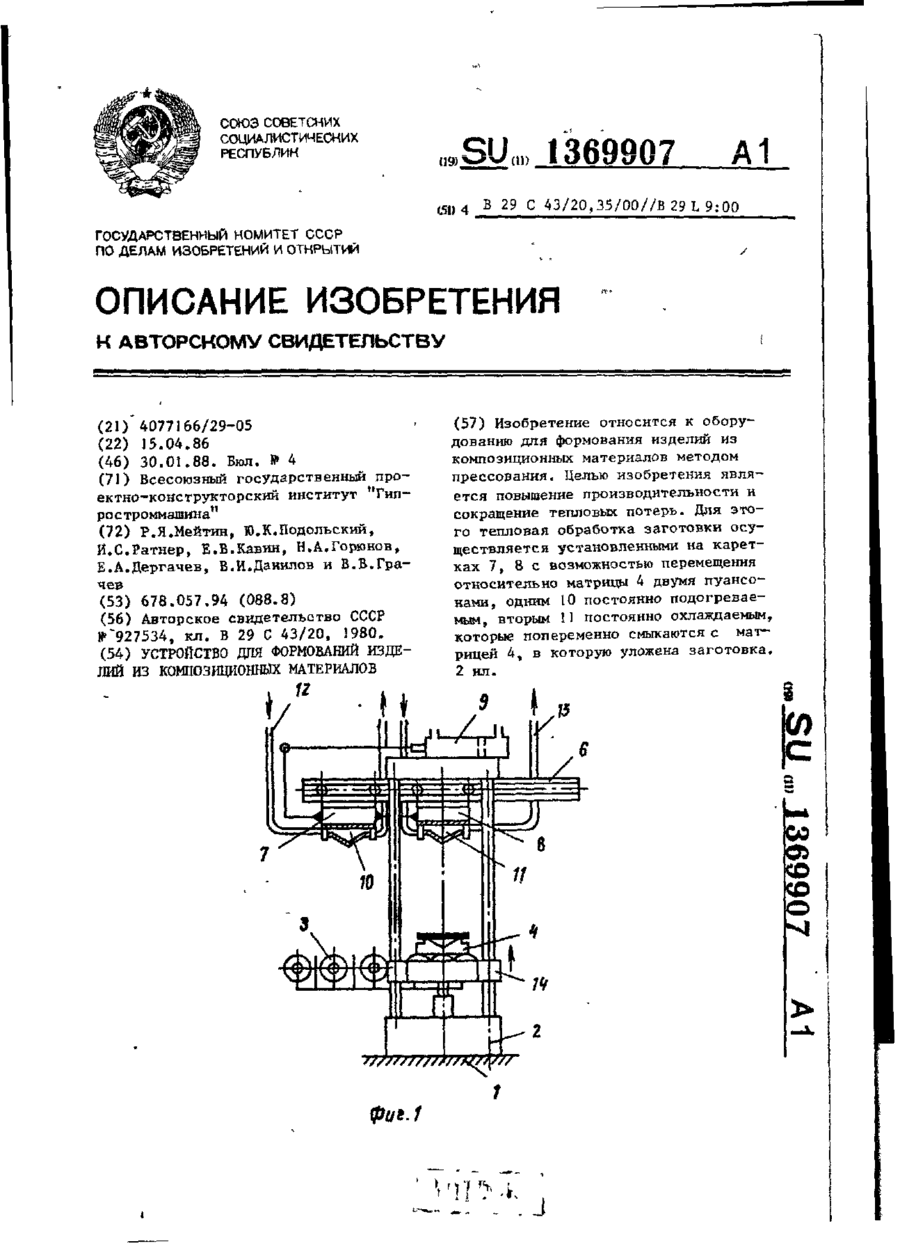
Номер патенту: 11652
Опубліковано: 25.12.1996
Автори: Грачев Владимир Владимирович, Мейтин Роберт Якович, Кавин Евгений Васильевич, Подольський Юзеф Ківович, Дергачев Евгений Александрович, Данилов Владимир Иванович, Горюнов Николай Андреевич, Ратнер Ісаак Срулевич
МПК: B29L 9/00, B29C 43/20, B29C 35/00
Мітки: виробів, формування, пристрій, матеріалів, композиційних
Формула / Реферат:
Устройство для формовании изделий из композиционных материалов, содержащее матрицу, два последовательно расположенных пуансона, каждый из которых смонтирован на тележке для перемещения по направляющим относительно матрицы, отличающееся тем, что, с целью повышения производительности и сокращения тепловых потерь, один пуансон выполнен постоянно обогреваемым, а другой - постоянно охлаждаемым.
Попередній патент: Концентрат мастильно-холодильної рідини для абразивної обробки металів
Наступний патент: Пристрій для магнітопорошкової візуалізації
Випадковий патент: Насос відцентровий