Спосіб з’єднання конвеєрних стрічок
Формула / Реферат
Спосіб з'єднання конвеєрних стрічок, при якому кромки, які з'єднують, спочатку викладають одна на одну зі зміщенням їх поздовжніх осей у поперечному напрямку, обробляють з'єднувані кромки стрічок, виконуючи на кожній з них, чергуючи по ширині кромки западини і виступу з одночасним зрізом бокових граней виступів двох кромок під кутом до поверхні стрічки вздовж площин, які перетинаються по лінії сполучення, яка розташована під кутом до поверхні стрічки у площині, перпендикулярній її поздовжній осі, виступи виконують зі зрізаними гранями різної довжини, яка зменшується у напрямку від поздовжньої осі стрічки до її бортів з шириною виступів, яка зменшується пропорційно їх довжині, при цьому бокові грані центральних виступу і западини зрізають упродовж площин, що перетинаються у вершині виступу вздовж лінії, проекція якої лежить на поздовжній осі стрічки, збирання стику здійснюють почерговим з'єднанням зрізаних граней виступів однієї кромки з відповідними гранями виступів другої у напрямку від поздовжньої осі стрічки до її бортів, який відрізняється тим, що перед збиранням стику на поверхні зрізаних граней виступів наносять зв'язуючий шар холодного ствердіння, а після збирання стику на його поверхні з робочої і неробочої сторін стрічки видаляють її гумові обкладки і укладають силові пружні накладки, що мають на довжині, яка дорівнює довжині стику, наскрізні отвори, що розташовані в шаховому порядку, а на довжині, яка перевищує довжину стику, кромки накладок виконані у вигляді зубців, після чого на поверхні накладок з робочої і неробочої сторін стрічки укладають гумові обкладки на довжині, що перевищує довжину накладок, при цьому гумові обкладки з'єднують з поверхнею накладок, а накладки з поверхнею стрічки з робочої і неробочої її сторін - за допомогою зв'язуючого шару гарячою вулканізацією, в якій зв’язуючий шар заповнює наскрізні отвори накладок.
Текст
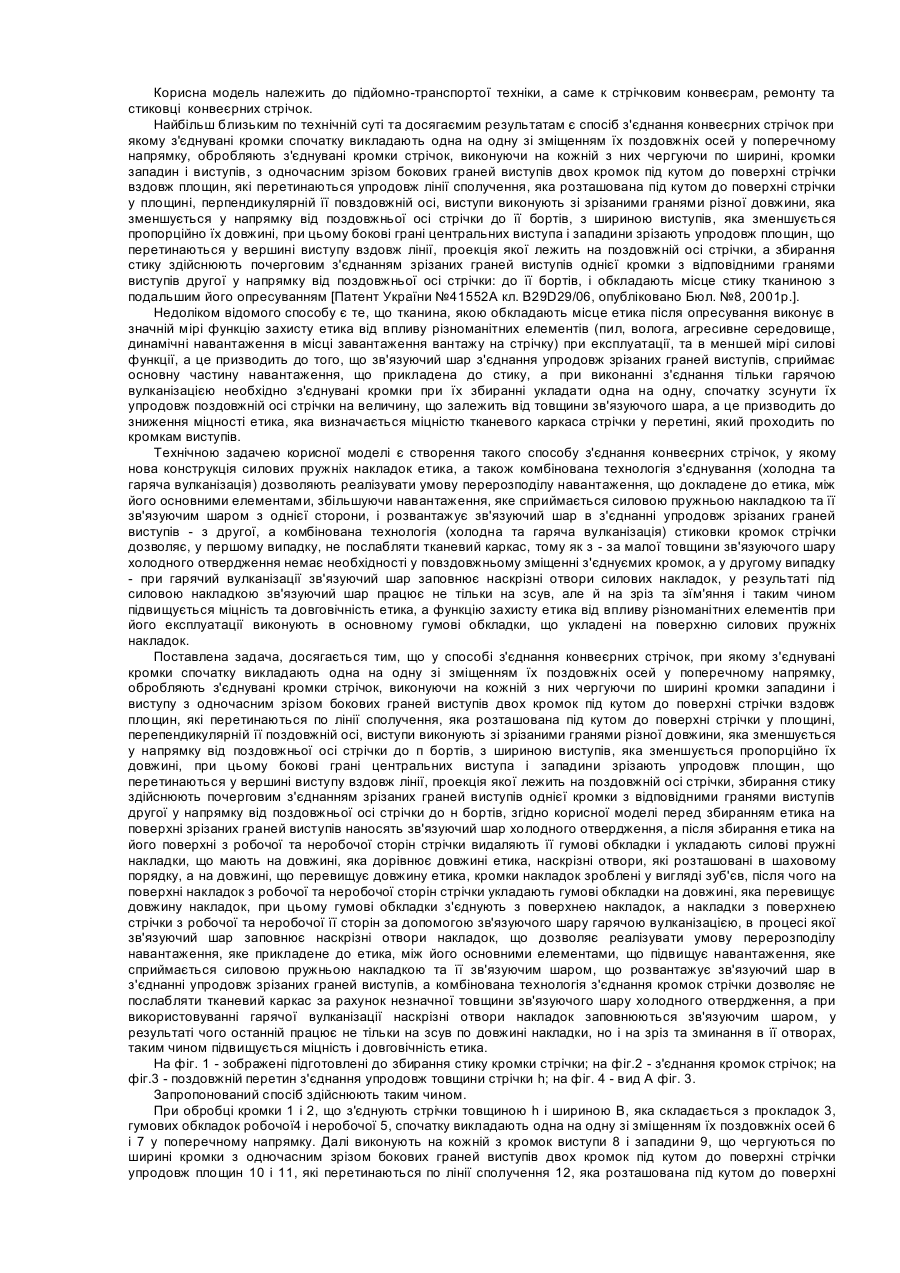
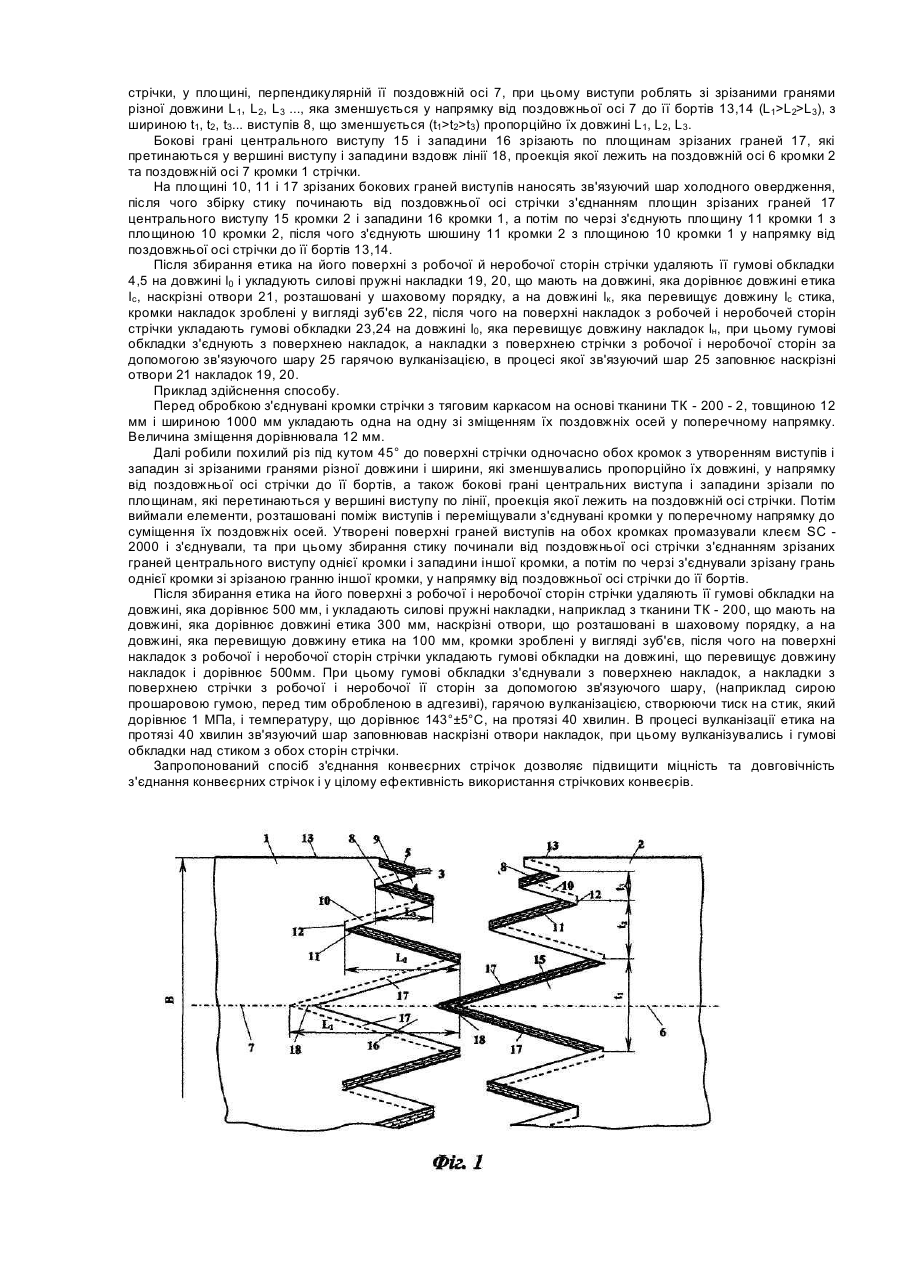
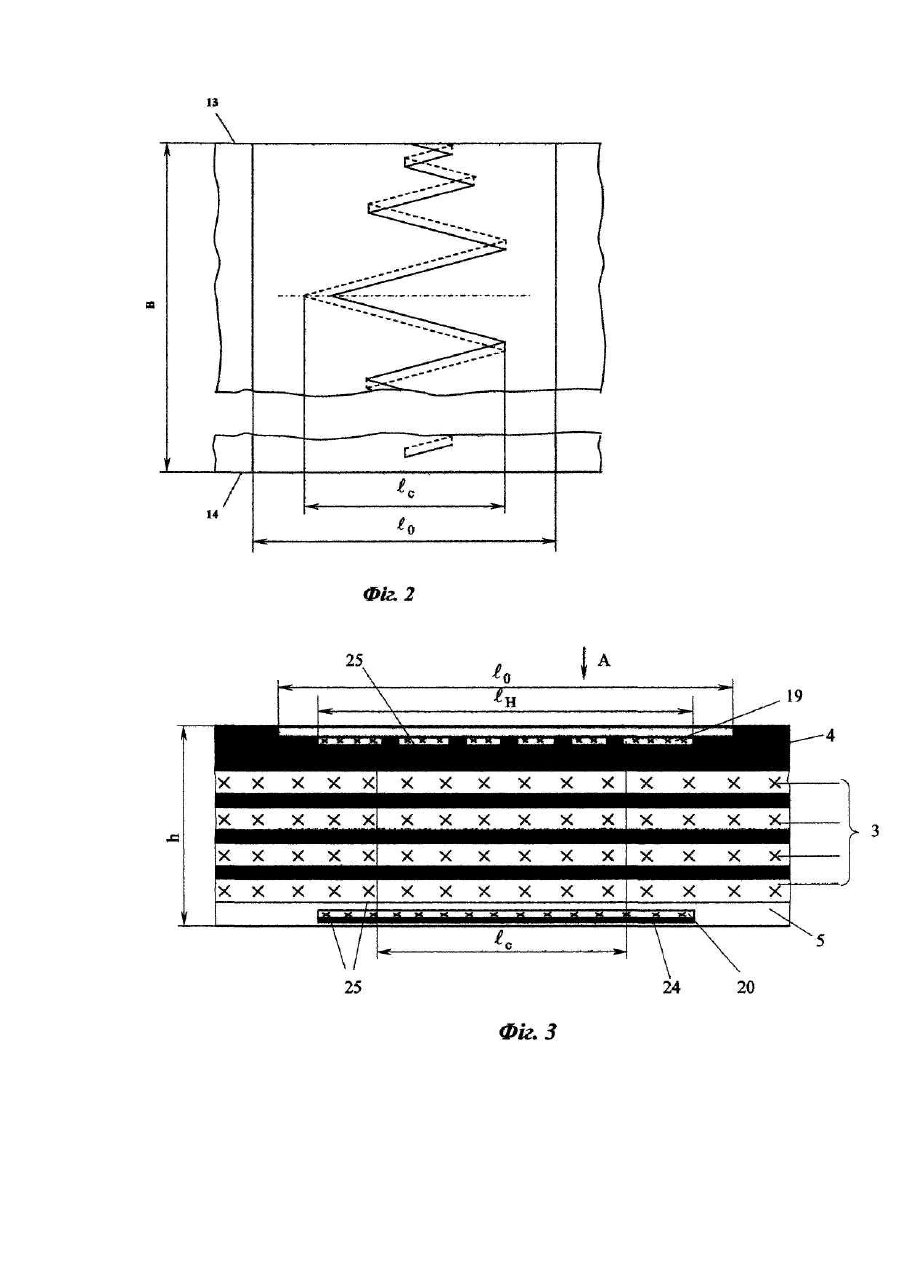
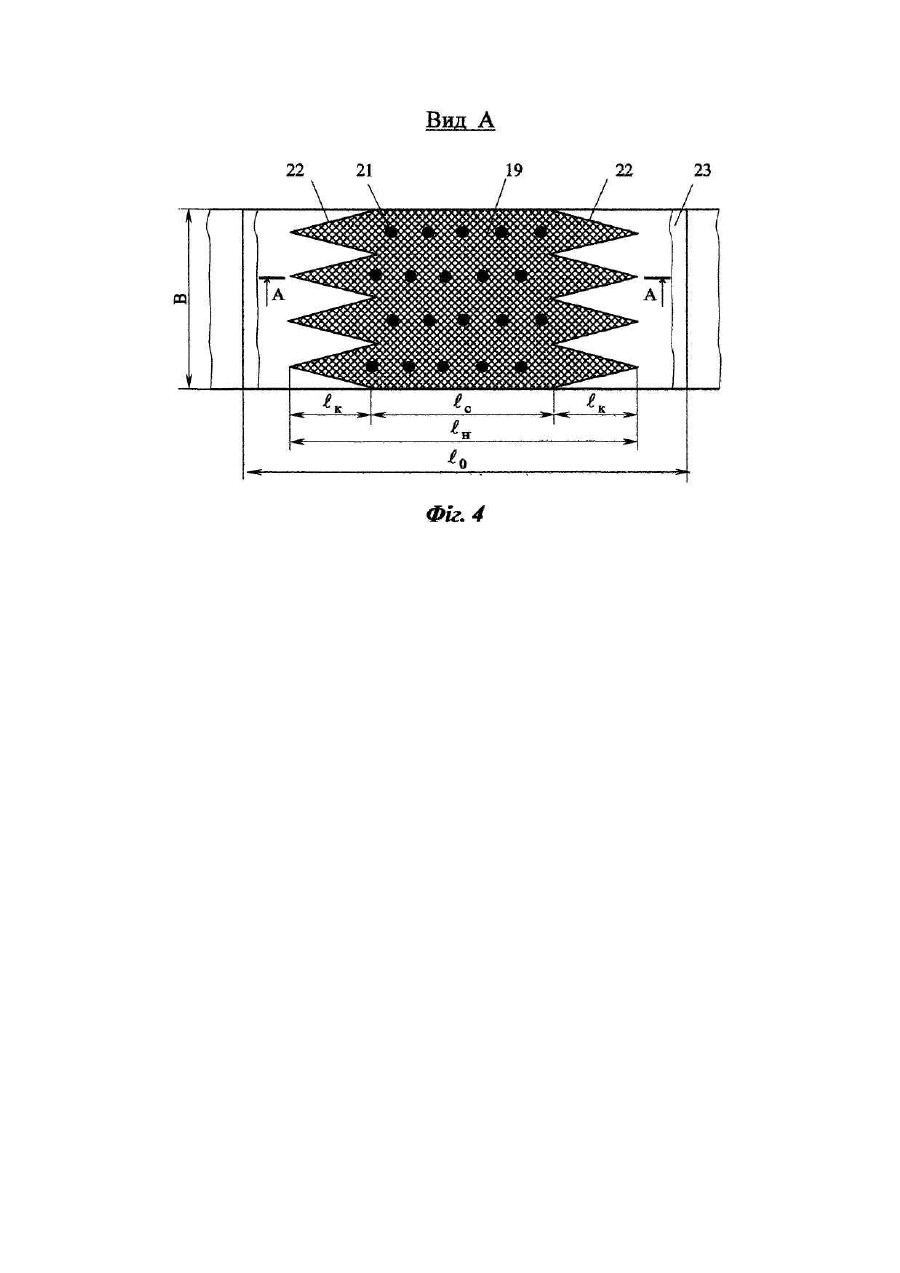
Корисна модель належить до підйомно-транспортої техніки, а саме к стрічковим конвеєрам, ремонту та стиковці конвеєрних стрічок. Найбільш близьким по технічній суті та досягаємим результатам є спосіб з'єднання конвеєрних стрічок при якому з'єднувані кромки спочатку викладають одна на одну зі зміщенням їх поздовжніх осей у поперечному напрямку, обробляють з'єднувані кромки стрічок, виконуючи на кожній з них чергуючи по ширині, кромки западин і виступів, з одночасним зрізом бокових граней виступів двох кромок під кутом до поверхні стрічки вздовж площин, які перетинаються упродовж лінії сполучення, яка розташована під кутом до поверхні стрічки у площині, перпендикулярній її повздовжній осі, виступи виконують зі зрізаними гранями різної довжини, яка зменшується у напрямку від поздовжньої осі стрічки до її бортів, з шириною виступів, яка зменшується пропорційно їх довжині, при цьому бокові грані центральних виступа і западини зрізають упродовж площин, що перетинаються у вершині виступу вздовж лінії, проекція якої лежить на поздовжній осі стрічки, а збирання стику здійснюють почерговим з'єднанням зрізаних граней виступів однієї кромки з відповідними гранями виступів другої у напрямку від поздовжньої осі стрічки: до її бортів, і обкладають місце стику тканиною з подальшим його опресуванням [Патент України №41552А кл. В29D29/06, опубліковано Бюл. №8, 2001р.]. Недоліком відомого способу є те, що тканина, якою обкладають місце етика після опресування виконує в значній мірі функцію захисту етика від впливу різноманітних елементів (пил, волога, агресивне середовище, динамічні навантаження в місці завантаження вантажу на стрічку) при експлуатації, та в меншей мірі силові функції, а це призводить до того, що зв'язуючий шар з'єднання упродовж зрізаних граней виступів, сприймає основну частину навантаження, що прикладена до стику, а при виконанні з'єднання тільки гарячою вулканізацією необхідно з'єднувані кромки при їх збиранні укладати одна на одну, спочатку зсунути їх упродовж поздовжній осі стрічки на величину, що залежить від товщини зв'язуючого шара, а це призводить до зниження міцності етика, яка визначається міцністю тканевого каркаса стрічки у перетині, який проходить по кромкам виступів. Технічною задачею корисної моделі є створення такого способу з'єднання конвеєрних стрічок, у якому нова конструкція силових пружніх накладок етика, а також комбінована технологія з'єднування (холодна та гаряча вулканізація) дозволяють реалізувати умову перерозподілу навантаження, що докладене до етика, між його основними елементами, збільшуючи навантаження, яке сприймається силовою пружньою накладкою та її зв'язуючим шаром з однієї сторони, і розвантажує зв'язуючий шар в з'єднанні упродовж зрізаних граней виступів - з другої, а комбінована технологія (холодна та гаряча вулканізація) стиковки кромок стрічки дозволяє, у першому випадку, не послабляти тканевий каркас, тому як з - за малої товщини зв'язуючого шару холодного отвердження немає необхідності у повздовжньому зміщенні з'єднуємих кромок, а у другому випадку - при гарячий вулканізації зв'язуючий шар заповнює наскрізні отвори силових накладок, у результаті під силовою накладкою зв'язуючий шар працює не тільки на зсув, але й на зріз та зїм'яння і таким чином підвищується міцність та довговічність етика, а функцію захисту етика від впливу різноманітних елементів при його експлуатації виконують в основному гумові обкладки, що укладені на поверхню силових пружніх накладок. Поставлена задача, досягається тим, що у способі з'єднання конвеєрних стрічок, при якому з'єднувані кромки спочатку викладають одна на одну зі зміщенням їх поздовжніх осей у поперечному напрямку, обробляють з'єднувані кромки стрічок, виконуючи на кожній з них чергуючи по ширині кромки западини і виступу з одночасним зрізом бокових граней виступів двох кромок під кутом до поверхні стрічки вздовж площин, які перетинаються по лінії сполучення, яка розташована під кутом до поверхні стрічки у площині, перепендикулярній її поздовжній осі, виступи виконують зі зрізаними гранями різної довжини, яка зменшується у напрямку від поздовжньої осі стрічки до п бортів, з шириною виступів, яка зменшується пропорційно їх довжині, при цьому бокові грані центральних виступа і западини зрізають упродовж площин, що перетинаються у вершині виступу вздовж лінії, проекція якої лежить на поздовжній осі стрічки, збирання стику здійснюють почерговим з'єднанням зрізаних граней виступів однієї кромки з відповідними гранями виступів другої у напрямку від поздовжньої осі стрічки до н бортів, згідно корисної моделі перед збиранням етика на поверхні зрізаних граней виступів наносять зв'язуючий шар холодного отвердження, а після збирання етика на його поверхні з робочої та неробочої сторін стрічки видаляють її гумові обкладки і укладають силові пружні накладки, що мають на довжині, яка дорівнює довжині етика, наскрізні отвори, які розташовані в шаховому порядку, а на довжині, що перевищує довжину етика, кромки накладок зроблені у вигляді зуб'єв, після чого на поверхні накладок з робочої та неробочої сторін стрічки укладають гумові обкладки на довжині, яка перевищує довжину накладок, при цьому гумові обкладки з'єднують з поверхнею накладок, а накладки з поверхнею стрічки з робочої та неробочої її сторін за допомогою зв'язуючого шару гарячою вулканізацією, в процесі якої зв'язуючий шар заповнює наскрізні отвори накладок, що дозволяє реалізувати умову перерозподілу навантаження, яке прикладене до етика, між його основними елементами, що підвищує навантаження, яке сприймається силовою пружньою накладкою та її зв'язуючим шаром, що розвантажує зв'язуючий шар в з'єднанні упродовж зрізаних граней виступів, а комбінована технологія з'єднання кромок стрічки дозволяє не послабляти тканевий каркас за рахунок незначної товщини зв'язуючого шару холодного отвердження, а при використовуванні гарячої вулканізації наскрізні отвори накладок заповнюються зв'язуючим шаром, у результаті чого останній працює не тільки на зсув по довжині накладки, но і на зріз та зминання в її отворах, таким чином підвищується міцність і довговічність етика. На фіг. 1 - зображені підготовлені до збирання стику кромки стрічки; на фіг.2 - з'єднання кромок стрічок; на фіг.3 - поздовжній перетин з'єднання упродовж товщини стрічки h; на фіг. 4 - вид А фіг. 3. Запропонований спосіб здійснюють таким чином. При обробці кромки 1 і 2, що з'єднують стрічки товщиною h і шириною В, яка складається з прокладок 3, гумових обкладок робочої4 і неробочої 5, спочатку викладають одна на одну зі зміщенням їх поздовжніх осей 6 і 7 у поперечному напрямку. Далі виконують на кожній з кромок виступи 8 і западини 9, що чергуються по ширині кромки з одночасним зрізом бокових граней виступів двох кромок під кутом до поверхні стрічки упродовж площин 10 і 11, які перетинаються по лінії сполучення 12, яка розташована під кутом до поверхні стрічки, у площині, перпендикулярній її поздовжній осі 7, при цьому виступи роблять зі зрізаними гранями різної довжини L1, L2, L3 ..., яка зменшується у напрямку від поздовжньої осі 7 до її бортів 13,14 (L1>L2>L3), з шириною t1, t2, t3... виступів 8, що зменшується (t1>t2>t3) пропорційно їх довжині L1, L2, L3. Бокові грані центрального виступу 15 і западини 16 зрізають по площинам зрізаних граней 17, які претинаються у вершині виступу і западини вздовж лінії 18, проекція якої лежить на поздовжній осі 6 кромки 2 та поздовжній осі 7 кромки 1 стрічки. На площині 10, 11 і 17 зрізаних бокових граней виступів наносять зв'язуючий шар холодного овердження, після чого збірку стику починають від поздовжньої осі стрічки з'єднанням площин зрізаних граней 17 центрального виступу 15 кромки 2 і западини 16 кромки 1, а потім по черзі з'єднують площину 11 кромки 1 з площиною 10 кромки 2, після чого з'єднують шюшину 11 кромки 2 з площиною 10 кромки 1 у напрямку від поздовжньої осі стрічки до її бортів 13,14. Після збирання етика на його поверхні з робочої й неробочої сторін стрічки удаляють її гумові обкладки 4,5 на довжині l0 і укладують силові пружні накладки 19, 20, що мають на довжині, яка дорівнює довжині етика Іс, наскрізні отвори 21, розташовані у шаховому порядку, а на довжині lк, яка перевищує довжину lc cтика, кромки накладок зроблені у вигляді зуб'єв 22, після чого на поверхні накладок з робочей і неробочей сторін стрічки укладають гумові обкладки 23,24 на довжині l0, яка перевищує довжину накладок lн, при цьому гумові обкладки з'єднують з поверхнею накладок, а накладки з поверхнею стрічки з робочої і неробочої сторін за допомогою зв'язуючого шару 25 гарячою вулканізацією, в процесі якої зв'язуючий шар 25 заповнює наскрізні отвори 21 накладок 19, 20. Приклад здійснення способу. Перед обробкою з'єднувані кромки стрічки з тяговим каркасом на основі тканини ТК - 200 - 2, товщиною 12 мм і шириною 1000 мм укладають одна на одну зі зміщенням їх поздовжніх осей у поперечному напрямку. Величина зміщення дорівнювала 12 мм. Далі робили похилий різ під кутом 45° до поверхні стрічки одночасно обох кромок з утворенням виступів і западин зі зрізаними гранями різної довжини і ширини, які зменшувались пропорційно їх довжині, у напрямку від поздовжньої осі стрічки до її бортів, а також бокові грані центральних виступа і западини зрізали по площинам, які перетинаються у вершині виступу по лінії, проекція якої лежить на поздовжній осі стрічки. Потім виймали елементи, розташовані поміж виступів і переміщували з'єднувані кромки у поперечному напрямку до суміщення їх поздовжніх осей. Утворені поверхні граней виступів на обох кромках промазували клеєм SC 2000 і з'єднували, та при цьому збирання стику починали від поздовжньої осі стрічки з'єднанням зрізаних граней центрального виступу однієї кромки і западини іншої кромки, а потім по черзі з'єднували зрізану грань однієї кромки зі зрізаною гранню іншої кромки, у напрямку від поздовжньої осі стрічки до її бортів. Після збирання етика на його поверхні з робочої і неробочої сторін стрічки удаляють її гумові обкладки на довжині, яка дорівнює 500 мм, і укладають силові пружні накладки, наприклад з тканини ТК - 200, що мають на довжині, яка дорівнює довжині етика 300 мм, наскрізні отвори, що розташовані в шаховому порядку, а на довжині, яка перевищую довжину етика на 100 мм, кромки зроблені у вигляді зуб'єв, після чого на поверхні накладок з робочої і неробочої сторін стрічки укладають гумові обкладки на довжині, що перевищує довжину накладок і дорівнює 500мм. При цьому гумові обкладки з'єднували з поверхнею накладок, а накладки з поверхнею стрічки з робочої і неробочої її сторін за допомогою зв'язуючого шару, (наприклад сирою прошаровою гумою, перед тим обробленою в адгезиві), гарячою вулканізацією, створюючи тиск на стик, який дорівнює 1 МПа, і температуру, що дорівнює 143°±5°С, на протязі 40 хвилин. В процесі вулканізації етика на протязі 40 хвилин зв'язуючий шар заповнював наскрізні отвори накладок, при цьому вулканізувались і гумові обкладки над стиком з обох сторін стрічки. Запропонований спосіб з'єднання конвеєрних стрічок дозволяє підвищити міцність та довговічність з'єднання конвеєрних стрічок і у цілому ефективність використання стрічкових конвеєрів.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for conveyor belts joining
Автори англійськоюKuzmenko Volodymyr Ivanovych
Назва патенту російськоюСпособ соединения конвейерных лент
Автори російськоюКузьменко Владимир Иванович
МПК / Мітки
МПК: B65G 15/10, B65G 15/00, B29D 29/00
Мітки: конвеєрних, спосіб, з'єднання, стрічок
Код посилання
<a href="https://ua.patents.su/4-23377-sposib-zehdnannya-konveehrnikh-strichok.html" target="_blank" rel="follow" title="База патентів України">Спосіб з’єднання конвеєрних стрічок</a>
Спосіб з’єднання конвеєрних стрічок
Номер патенту: 41552
Опубліковано: 17.09.2001
Автори: Доброногова Вікторія Юріївна, Кузьменко Володимир Іванович
МПК: B22D 29/00
Мітки: спосіб, з'єднання, стрічок, конвеєрних
Формула / Реферат:
Спосіб з'єднання конвеєрних стрічок, при якому з'єднувані кромки спочатку викладають одна на одну зі зміщенням їх поздовжніх осей у поперечному напрямку, обробляють з'єднувані кромки стрічок, виконуючи на кожній з них, чергуючи по ширині, кромки западин і виступів, з одночасним зрізом бокових граней виступів двох кромок під кутом 30 - 60° до поверхні стрічки вздовж площин, які перетинаються упродовж лінії сполучення, яка розташована під кутом...
Спосіб з’єднання конвеєрних стрічок
Номер патенту: 64344
Опубліковано: 16.02.2004
Автор: Кузьменко Володимир Іванович
МПК: B29D 29/00
Мітки: спосіб, конвеєрних, з'єднання, стрічок
Формула / Реферат:
Спосіб з'єднання конвеєрних стрічок, при якому з'єднувані кромки спочатку викладають одна на одну зі зміщенням їх поздовжніх осей у поперечному напрямку, обробляють з'єднувані кромки стрічок, виконуючи на кожній з них, чергуючи по ширині, кромки западин і виступів, з одночасним зрізом бокових граней виступів двох кромок під кутом до поверхні стрічки вздовж площин, які перетинаються упродовж лінії сполучення, яка розташована під кутом...
Спосіб з’єднання конвеєрних стрічок
Номер патенту: 51459
Опубліковано: 15.11.2002
Автори: Доброногова Вікторія Юріївна, Кузьменко Володимир Іванович
МПК: B29D 29/00
Мітки: спосіб, з'єднання, конвеєрних, стрічок
Формула / Реферат:
Спосіб з'єднання конвеєрних стрічок, при якому з'єднувані кромки спочатку накладають одна на одну зі зміщенням їх поздовжніх осей у поперечному напрямку, обробляють з'єднувані кромки стрічок, виконуючи на кожній з них поперемінні по ширині кромки заглибини і виступи з одночасним зрізом бокових граней виступів двох кромок під кутом до поверхні стрічки вздовж площин, що перетинаються упродовж лінії сполучення, яка розташована під кутом до...
Спосіб з’єднання конвеєрних стрічок
Номер патенту: 70666
Опубліковано: 15.10.2004
Автор: Кузьменко Володимир Іванович
МПК: B65G 15/30
Мітки: конвеєрних, спосіб, стрічок, з'єднання
Формула / Реферат:
Спосіб з'єднання конвеєрних стрічок, при якому на кінцях кромок гумотканевої стрічки, що з'єднують, виконують поперечне різання до тканевих шарів зі ступінчастим зрізанням для утворення східців, середні з яких зрізають по довжині менш крайніх східців, які потім шерохують, укладають на східці шар сирої гуми, передчасно оброблену розчинником, потім виконують збирання стику, укладають на зовнішні поверхні крайніх східців по ширині стрічки...
Спосіб з’єднання конвеєрних стрічок
Номер патенту: 22126
Опубліковано: 30.04.1998
Автор: Кузьменко Володимир Іванович
МПК: B29D 29/00
Мітки: конвеєрних, з'єднання, стрічок, спосіб
Формула / Реферат:
Способ соединения конвейерных лент, при котором соединяемые кромки сначала укладывают друг на друга со смещением их продольных осей в поперечном направлении, разделывают соединяемые кромки лент, выполняя на каждой из них чередующиеся по ширине кромки впадины и выступы с одновременным срезом боковых граней выступов обеих кромок под углом 30-60° к поверхности ленты, соединяют кромки и обкладывают место стыка тканью с последующей его...
Попередній патент: Спосіб оцінки ефективності лікувально-реабілітаційних заходів
Наступний патент: Дезінфікуюча зубна щітка
Випадковий патент: Hагрівач рідиhи