Машина безперервного лиття заготовок
Номер патенту: 23480
Опубліковано: 02.06.1998
Автори: Накорчевський Альфред Іванович, Долінський Анатолій Андрійович, Наконечний Микола Федорович

Формула / Реферат
Машина непрерывного литья заготовок, содержащая металлоприемник и соединенный с ним водо-охлаждаемый кристаллизатор и установленные за ними устройства охлаждения, вытягивания и порезки слитка на мерные заготовки, отличающаяся тем, что в качестве металлоприемника использован дополнительный водо-охлаждаемый кристаллизатор с герметичной крышкой и перемешивающим устройством, который установлен перед основным и соединен с ним в своей нижней части, причем кристаллизаторы соединены между собой непосредственно через внутренние полости, а по периметру наружной стороны внутренней полости основного кристаллизатора выполнена теплоизолирующая огнеупорная прокладка, выступающая над внутренней поверхностью дополнительного кристаллизатора на 2-4 см, при этой в своей верхней части дополнительный водо-охлаждаемый кристаллизатор содержит трубопроводы для подвода вакуума и защитного газа.
Текст
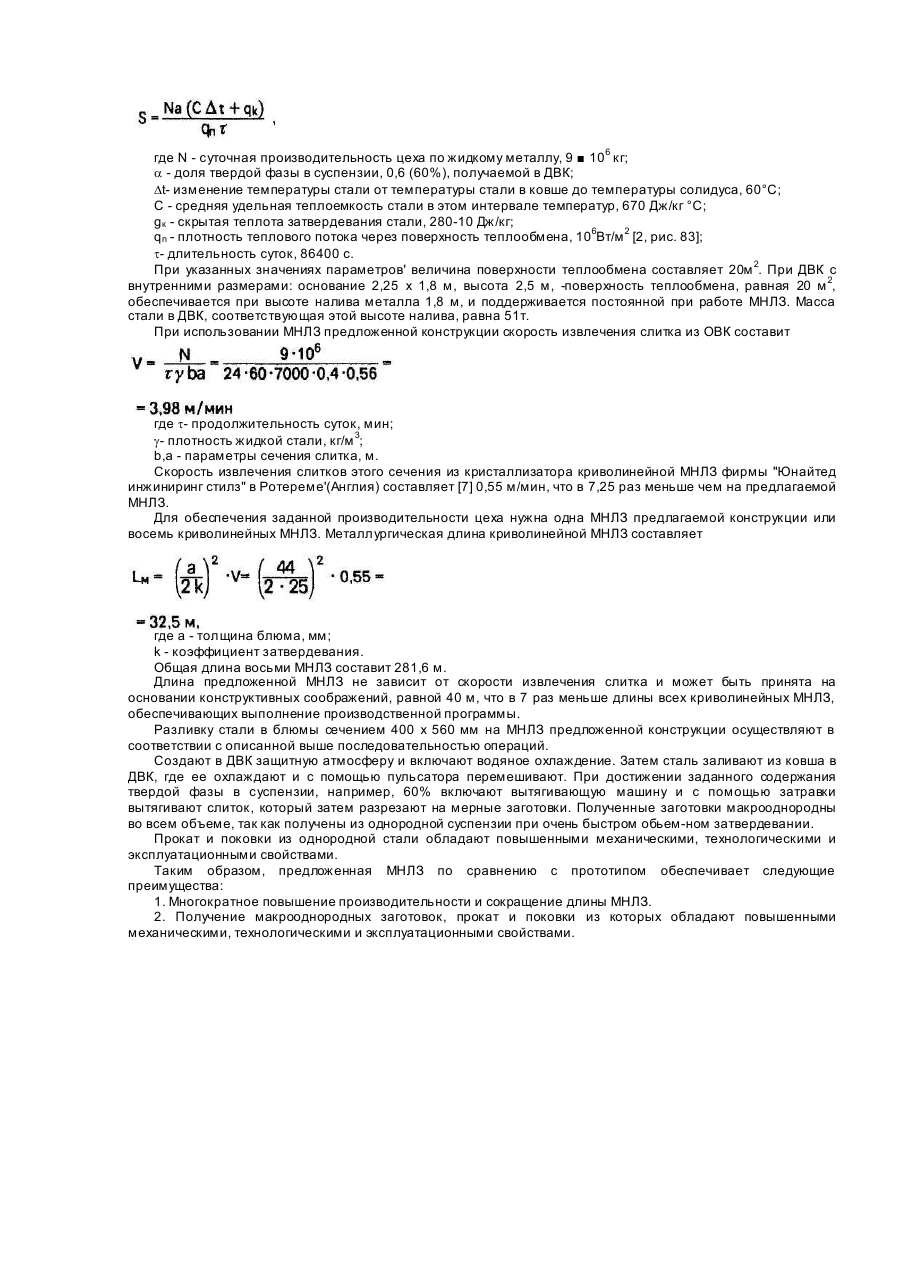
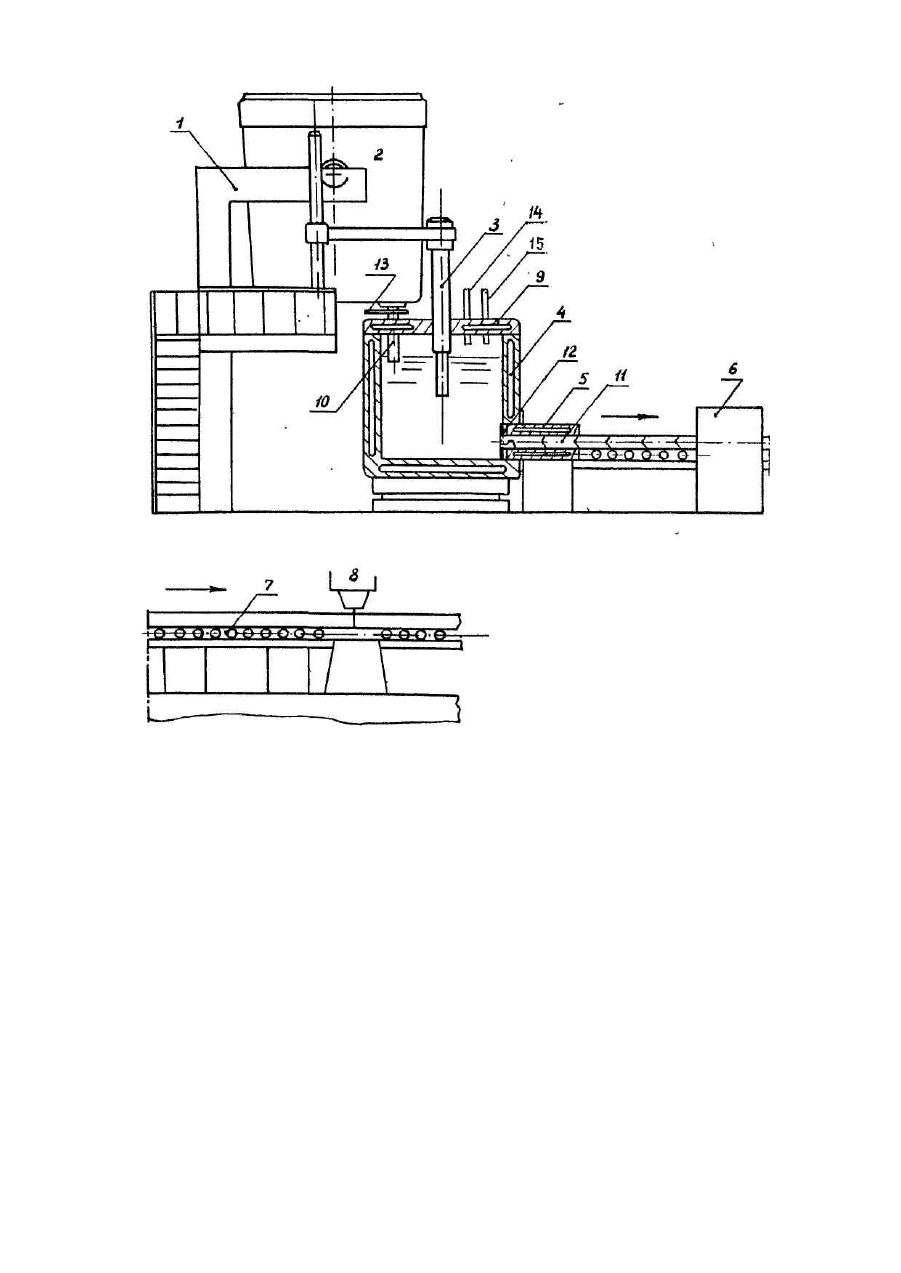
Изобретение относится к металлургии, а именно, к непрерывному литью стали и может быть использовано при литье цветных металлов и други х кристаллических материалов. Известны машины непрерывного литья заготовок (МНЛЗ) [1], в которых кристаллизатор и расположенные за ним устройства охлаждения, вытягивания и порезки слитка на мерные заготовки, расположены вертикально. Недостатком таких МНЛЗ является необходимость строить высокие прочные башни при их надземном расположении или глубокие колодцы при подземном и невозможность соединения их с прокатными станами в единый литейно-прокатный комплекс. Известны также криволинейные МНЛЗ [2]. В таких МНЛЗ кристаллизатор и находящиеся за ним устройства охлаждения, вытягивания и порезки слитка на заготовки расположены по дуге, которая начинается вертикальным, а заканчивается горизонтальным участком. Недостатком этих МНЛЗ является сложность оборудования и необходимость в процессе разливки разгибать слиток. Наиболее близкой к предлагаемой является МНЛЗ горизонтального типа, содержащая металлоприемник и соединенный с ним водоохлаждаемый кристаллизатор и установленные за ними устройства охлаждения, вытягивания и порезки слитка на мерные заготовки [3], которые расположены на горизонтальной прямой, Недостатком горизонтальной МНЛЗ является наличие металлоприемника. В месте соединения металлоприемника с кристаллизатором происходит так называемое "зависание" формирующейся оболочки слитка и ее последующее разрушение, приводящее к вытеканию стали. Для предотвращения этого между полостью металлоприемника и кристаллизатора устанавливают специальные переходные втулки и другие устройства. Из-за наличия металлоприемника в кристаллизаторе устанавливается повышенное ферростатическое давление и вследствие этого повышенная сила трения и высокие растягивающие напряжения в формирующейся оболочке слитка, что ограничивает скорость вытягивания слитка из кристаллизатора и производительность МНЛЗ. Другой причиной малой производительности МНЛЗ является малая производительность кристаллизатора, в котором отбирается от расплавленной стали менее 10% теплоты затвердевания. Недостатком горизонтальной МНЛЗ является также горизонтальное расположение кристаллизатора и слитка, следствием чего является плохое питание осевой зоны слитка, ее рыхлость и асимметричность структуры [4]. В основу изобретения поставлена задача усовершенствования МНЛЗ, в котором путем использования в качестве металлоприемника дополнительного водо-охлаждаемого кристаллизатора (ДВК), снабженного перемешивающим устройством, обеспечивается ускоренный отбор от расплавленной стали большей части теплоты затвердевания, с последующим объемным затвердеванием, снижение силы трения и величины растягивающих напряжений в слитке при его вытягивании из основного водо-охлаждаемого кристаллизатора (ДВК), и за счет этого достигается высокое качество поверхности и макрооднородность слитка, повышение механических, те хнологических и эксплуатационных свойств стали и производительности МНЛЗ, Поставленная задача решается тем, что в МНЛЗ, содержащей металлоприемник и соединенный с ним водо-охлаждаемый кристаллизатор и установленные за ними устройства охлаждения, вытягивания и порезки слитка на мерные заготовки, согласно изобретению, в качестве металлоприемника использован дополнительный водо-охлаждаемый кристаллизатор с герметичной крышкой и перемешивающим устройством, который установлен перед основным и соединен с ним в своей нижней части, причем кристаллизаторы соединены между собой непосредственно через внутренние полости, а по периметру наружной стороны внутренней полости основного кристаллизатора выполнена теплоизолирующая огнеупорная прокладка, выступающая над внутренней поверхностью дополнительного кристаллизатора на 24 см, при этом в своей верхней части дополнительный кристаллизатор содержит трубопроводы для подвода вакуума и защитного газа. МНЛЗ снабжена ДВК, чтобы до начала формирования слитка отобрать от расплавленной стали большую часть теплоты затвердевания и тем самым значительно ускорить процесс его формирования в ОВК. ДВК снабжен перемешивающим устройством, которое, во-первых, ускоряет отбор теплоты от расплавленной стали, поскольку известно [5], что при перемешивании время затвердевания уменьшается в несколько раз; во-вторых, обеспечивает получение однородной смеси (суспензии) затвердевших кристаллов и жидкости; в-третьих, обеспечивает жидкотекучесть стали, у которой отобрана значительная часть теплоты затвердевания, поскольку известно, [6], что, чем интенсивнее проводится перемешивание, тем в большей степени твердожидкий сплав обладает свойствами жидкости. ДВК герметично закрыт крышкой и в своей верхней части соединен с трубопроводами для подвода защитного газа и вакуума, чтобы создать над поверхностью жидкой стали атмосферу из защитного газа, например, аргона или азота, и предотвратить возможность ухудшения качества стали вследствие ее окисления кислородом воздуха в процессе перемешивания. ДВК установлен перед ОВК, так как в ДВК жидкая сталь превращается в суспензию, из которой в ОВК формируется слиток, происходит его затвердевание и последующее вытягивание. ДВК соединен с ОВК в своей нижней части, поскольку здесь величина ферростатического давления максимальна, что обеспечивает максимальную скорость истечения суспензии из ДВК в ОВК. Внутренние полости ДВК и ОВК соединены между собой непосредственно, поскольку при этом обеспечивается максимальное сечение канала (равное сечению внутренней полости ОВК) при переходе из ДВК в ОВК и максимальный расход при истечении суспензии из ДВК в ОВК. По наружной стороне периметра внутренней полости ОВК установлені теплоизолирующая огнеупорная прокладка, выступающая над внутренней поверхностью ДВК на 2-4 см, т.е. на толщину затвердевшего слоя стали, для того, чтобы у входа в полость ОВК сталь на поверхности этой прокладки, омываемой потоками суспензии и имеющей температуру, равную температуре суспензии, не затвердевала и не ограничивав сечение канала из ДВК в ОВК. Попадая в ОВК, в котором отсутствует перемешивание, суспензия, содержащая более 50% твердой фазы, затвердевает одновременно во всем объеме. При этом исчезает ферростатическое давление, прижимающее оболочку слитка к поверхности кристаллизатора, и создаваемая им сила трения. В то же время усилие вытягивания распределяется на все затвердевшее сечение слитка. При разливке таких суспензий на горизонтальных МНЛЗ сила трения и усилие вытягивания определяются только весом слитка в кристаллизаторе. При этом растягивающие напряжения уменьшаются в 50-1000 раз по сравнению с напряжениями в слитке, формируемом из жидкой стали. Вследствие этого исчезают факторы, лимитирующие скорость извлечения слитка из кристаллизатора и производительность МНЛЗ. Поскольку слиток в ОВК получают из однородной суспензии при ее быстром и одновременном во всем объеме затвердевании, то он получается химически, физически и структурно однородным. Вследствие очень низких растягивающих напряжений обеспечивается высокое качество поверхности слитка. Полученные из таких слитков прокат и поковки обладают низким коэффициентом анизотропии и повышенными механическими, технологическими и эксплуатационными свойствами. Таким образом, достигается ожидаемый технический результат, а именно: ускоренный отбор от расплавленной стали большей части теплоты затвердевания, ее последующее объемное затвердевание, снижение силы трения и величины растягивающихся напряжений в слитке при его вытягивании и за счет этого обеспечивается высокое качество поверхности и макрооднородность слитка, повышение механических, технологических и эксплуатационных свойств стали и производительности МНЛЗ. На чертеже схематически показана заявляемая МНЛЗ. В состав МНЛЗ входят стенд 1 для ковша 2 и перемешивающего устройства-пульсатора 3, ДВК 4, ОВК 5, вытягивающее устройство 6, водо-охлаждаемый рольганг 7, машина газовой резки (МГР) 8. ДВК накрыт герметичной крышкой 9, в которой имеются отверстия для пульсатора 3 и разливочного стакана 10. Пульсатор 3 соединен с крышкой 9 с возможностью перемещения. Перед началом разливки в ОВК находится временное подвижное дно-затравка 11, По периметру наружной стороны внутренней полости ОВК выполнена теплоизоляционная огнеупорная прокладка 12. Разливочный канал перекрыт шиберным затвором 13. К крышке ДВК подведены также трубопроводы для подвода вакуума 14 и защитного газа 15. Все соединения в ДВК выполнены герметичными. Работает МНЛЗ следующим образом. Перед подачей ковша 2 со сталью на стенд 1 трубопровод 14 открывают и соединяют полость ДВК с вакуумной системой. При этом из ДВК уходит воздух. После этого тр убопровод 14 закрывают и открывают трубопровод 15. При этом ДВК заполняется защитным газом. После этого включают водяное охлаждение МНЛЗ. Ковш 2 устанавливают на стенд 1. При этом разливочный стакан 10 входит в отверстие в крышке 9 ДВК. Полностью открывают шиберный затвор 13 и сталь из ковша 2 поступает в ДВК 4. Когда сталь заполняет 25% объема ДВК опускают пульсатор 3 и начинают перемешивание. Шиберный затвор 13 прикрывают, уменьшая расход стали из ковша 2 с таким расчетом, чтобы к тому моменту, когда уровень металла в ДВК достигнет максимальной рабочей отметки, содержание твердой фазы в суспензии достигло заданного (например 60%). В процесс охлаждения и перемешивания стали на внутренней поверхности ДВК и затравке 11 образуется корочка затвердевшей стали. На огнеупоре 12 вследствие его малой теплопроводности и перемешивания корочка не образуется, что облегчает затекание стали в ОВК. Количество твердой фазы в суспензии контролируют по температуре воды на входе и вы ходе из ДВК и ее расходу, а также по* температуре перемешиваемой стали. При достижении заданного содержания твердой фазы в суспензии включают вытягивающую машину 6, которая начинает вытягивать затравку 11, а расход стали из ковша 2 согласуют со скоростью вытягивания слитка. Вытягивание осуществляют циклически: вытягивание, обратный ход, пауза, вытягивание и т.д. Шаг вытягивания большой – до 500 мм, шаг обратного хода 1-5 мм. Продолжительность шага вытягивания до 2 с, шага обратного хода до 0,5 с. Продолжительность паузы устанавливается в зависимости от конкретных условий. Во время шага вытягивания затравка 11 вместе с образовавшейся на ее торце корочкой втягивается в ОВК. Вместе с ней из ДВК 4 в ОВК 5 поступает порция суспензии. При контакте суспензии с поверхностью ОВК происходит мгновенное полное затвердевание поверхностного слоя формирующегося слитка и его охлаждение, которое продолжается во время обратного хода и паузы. Поверхностный слой слитка приобретает прочность и пластичность. Во время обратного хода прекращается затекание суспензии внутрь ОВК и ее перемешивание. Происходит ее уплотнение, а также срастание твердых частичек между собой, с оболочкой слитка и с корочкой стали на затравке, которое продолжается во время паузы. За это время суспензия по всему сечению слитка приобретает свойства твердого тела и во время следующего шага вытягивания перемещается, как одно целое, увлекая за собой из ДВК следующую порцию суспензий. Цикл повторяется. Из ОВК слиток выходит с полностью затвердевшей оболочкой и сердцевиной в виде сросшихся с оболочкой и между собой кристалликов, промежутки между которыми заполнены остатками жидкой фази. После выхода затравки 11 из вытягивающего устройства 6 ее отделяют от слитка и убирают. Через несколько минут остатки жидкой фазы затвердевают полностью. К этому времени слиток по рольгангу 7 поступает на машину газовой резки 8, где его разрезают на мерные куски. Пример. Суточная производительность цеха составляет 9000 т углеродистой стали. Эту сталь необходимо разлить в блюмы сечением ах b = 400 х 560 мм. Определим технические характеристики и количество МНЛЗ, обеспечивающих эту производительность при использовании МНЛЗ предложенной конструкции и-криволинейной МНЛЗ. Технические данные МНЛЗ, работающей по предложенному способу. Величину поверхности теплообмена ДВК определим из выражения где N - суточная производительность цеха по жидкому металлу, 9 10 6 кг; a - доля твердой фазы в суспензии, 0,6 (60%), получаемой в ДВК; Dt- изменение температуры стали от температуры стали в ковше до температуры солидуса, 60°С; С - средняя удельная теплоемкость стали в этом интервале температур, 670 Дж/кг °С; gк - скрытая теплота затвердевания стали, 280-10 Дж/кг; qn - плотность теплового потока через поверхность теплообмена, 106Вт/м 2 [2, рис. 83]; t- длительность суток, 86400 с. При указанных значениях параметров' величина поверхности теплообмена составляет 20м 2. При ДВК с внутренними размерами: основание 2,25 х 1,8 м, высота 2,5 м, -поверхность теплообмена, равная 20 м 2, обеспечивается при высоте налива металла 1,8 м, и поддерживается постоянной при работе МНЛЗ. Масса стали в ДВК, соответствующая этой высоте налива, равна 51т. При использовании МНЛЗ предложенной конструкции скорость извлечения слитка из ОВК составит где t- продолжительность суток, мин; g- плотность жидкой стали, кг/м 3; b,а - параметры сечения слитка, м. Скорость извлечения слитков этого сечения из кристаллизатора криволинейной МНЛЗ фирмы "Юнайтед инжиниринг стилз" в Ротереме'(Англия) составляет [7] 0,55 м/мин, что в 7,25 раз меньше чем на предлагаемой МНЛЗ. Для обеспечения заданной производительности цеха нужна одна МНЛЗ предлагаемой конструкции или восемь криволинейных МНЛЗ. Металлургическая длина криволинейной МНЛЗ составляет где а - толщина блюма, мм; k - коэффициент затвердевания. Общая длина восьми МНЛЗ составит 281,6 м. Длина предложенной МНЛЗ не зависит от скорости извлечения слитка и может быть принята на основании конструктивных соображений, равной 40 м, что в 7 раз меньше длины всех криволинейных МНЛЗ, обеспечивающих выполнение производственной программы. Разливку стали в блюмы сечением 400 х 560 мм на МНЛЗ предложенной конструкции осуществляют в соответствии с описанной выше последовательностью операций. Создают в ДВК защитную атмосферу и включают водяное охлаждение. Затем сталь заливают из ковша в ДВК, где ее охлаждают и с помощью пульсатора перемешивают. При достижении заданного содержания твердой фазы в суспензии, например, 60% включают вытягивающую машину и с помощью затравки вытягивают слиток, который затем разрезают на мерные заготовки. Полученные заготовки макрооднородны во всем объеме, так как получены из однородной суспензии при очень быстром обьем-ном затвердевании. Прокат и поковки из однородной стали обладают повышенными механическими, технологическими и эксплуатационными свойствами. Таким образом, предложенная МНЛЗ по сравнению с прототипом обеспечивает следующие преимущества: 1. Многократное повышение производительности и сокращение длины МНЛЗ. 2. Получение макрооднородных заготовок, прокат и поковки из которых обладают повышенными механическими, технологическими и эксплуатационными свойствами.
ДивитисяДодаткова інформація
Автори англійськоюNakonechnyi Mykola Fedorovych, Dolinskyi Anatolii Andriiovych
Автори російськоюНаконечный Николай Федорович, Долинский Анатолий Андреевич
МПК / Мітки
МПК: B22D 11/00, B22D 11/14
Мітки: машина, лиття, безперервного, заготовок
Код посилання
<a href="https://ua.patents.su/4-23480-mashina-bezperervnogo-littya-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Машина безперервного лиття заготовок</a>
Кристалізатор для безперервного лиття круглих заготовок
Номер патенту: 2287
Опубліковано: 26.12.1994
Автори: Белкін Юхим Львович, Чернишова Світлана Никодимівна, Глібов Євген Валеріанович, Мартинов Валерій Васильович, Якунін Іван Олексійович, Беседіна Елеонора Борисівна, Руденко Анатолій Олександрович, Шишков Михайло Михайлович, Афонін Володимир Олексійович
МПК: B22D 11/04
Мітки: лиття, безперервного, круглих, кристалізатор, заготовок
Формула / Реферат:
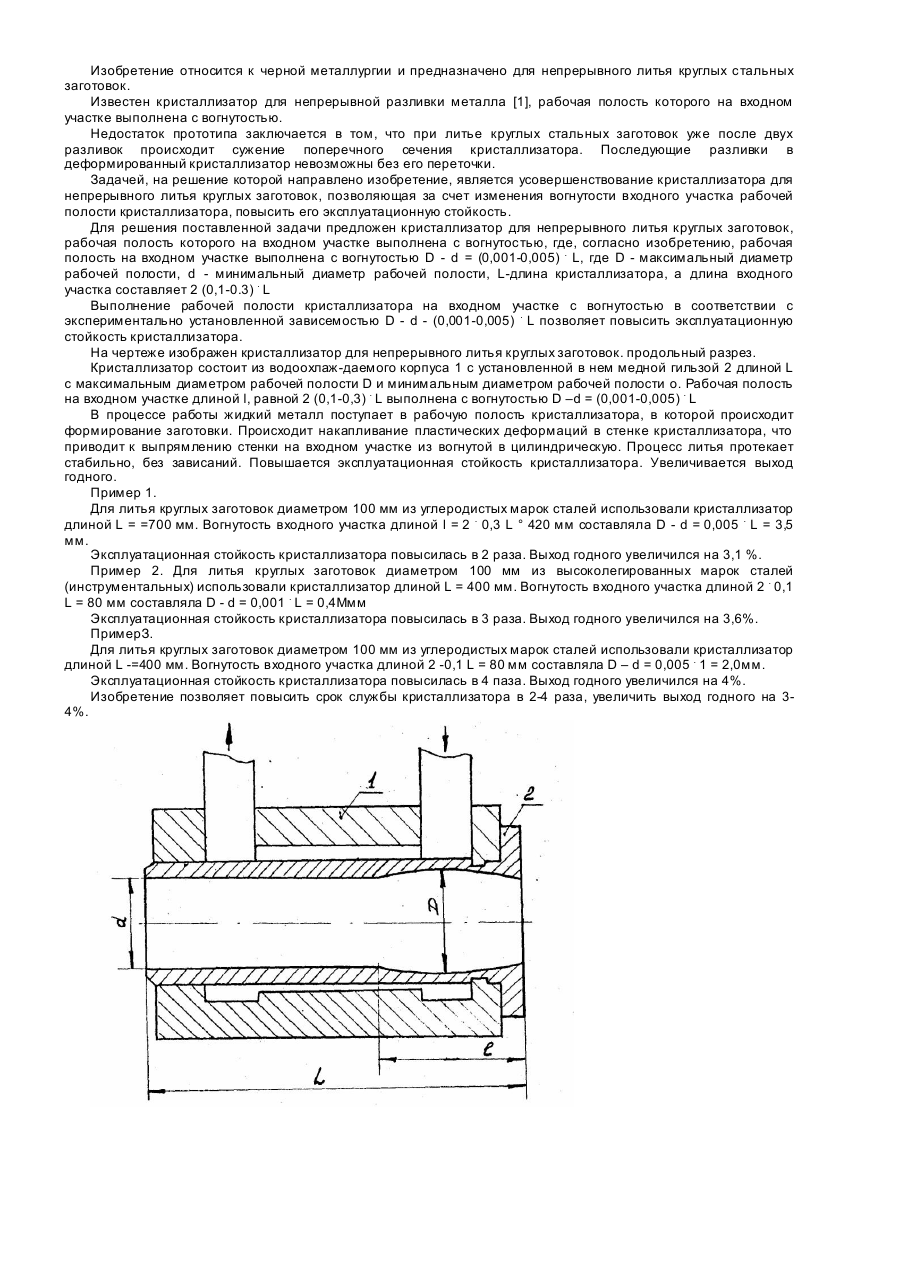
Кристаллизатор для непрерывного литья круглых заготовок, рабочая полость которого на входном участке выполнена с вогнутостью, отличающийся тем? что рабочая полость на входном участке выполнена с вогнутостью Д-d = (0,001...0,005) . L, гдеD - максимальный диаметр рабочей полости,d -минимальный диаметр рабочей полости,L - длина кристаллизатора, а длина входного участка составляет 2:(0,1...0,3) . L
Спосіб отримання мірних та кратних заготовок на однострумковій машині безперервного лиття заготовок

Номер патенту: 20239
Опубліковано: 15.07.1997
Автори: Ларіонов Олександр Олексійович, Кац Григорій Аронович, Каплан Володимир Нусійович, Акулов Валєрій Володимирович
МПК: B22D 11/16
Мітки: лиття, мірних, спосіб, кратних, однострумковій, отримання, машини, заготовок, безперервного
Формула / Реферат:
Способ получения мерных и кратных заготовок на одноручьевой машине непрерывного литья заготовок, включающий измерение массы металла в промежуточном ковше и пересчет ее в длину слитка в соответствии с сечением кристаллизатора, измерение текущей длины слитка, измерение текущей мерной длины заготовки и выдачу команды на рез при совпадении заданной и текущей мерных длин, отличающийся тем, что после окончания разливки металла из...
Пристрій для горизонтального безперервного лиття заготовок

Номер патенту: 4670
Опубліковано: 28.12.1994
Автори: Богданов Аркадій Іванович, Козаченко Станіслав Митрофанович, Корягін Олексій Федорович, Бєлякова Лілія Іванівна
МПК: B22D 11/10
Мітки: пристрій, безперервного, лиття, заготовок, горизонтального
Текст:
...в течение 130-150 часов и прекращался из-за механического износа рабочей поверхности графитового кристаллизатора, приводившего к ухудшению качества непрерывнолитых заготовок. При этом, износа промежуточной втулки не наблюдаСнабжение устройства соединительной лось, что обеспечило повышение втулкой, расположенной между металлоприемником и входным концом кристаллизато- 55 стабильности процесса литья в 2-3 раза и снижение затрат на 10-15%. ра,...
Кристалізатор для горизонтального безперервного лиття стальних заготовок
Номер патенту: 1928
Опубліковано: 20.12.1994
Автори: Афонін Володимир Олексійович, Петін Леонід Григорович, Беседіна Елеонора Борисівна, Кащенко Юрій Олексійович, Богданов Аркадій Іванович, Терехов Вадим Миколайович, Дилдін Анатолій Михайлович, Чернишова Світлана Никодимівна, Шишков Михайло Михайлович, Глазков Анатолій Якович
МПК: B22D 11/04
Мітки: горизонтального, безперервного, стальних, заготовок, кристалізатор, лиття
Формула / Реферат:
Кристаллизатор для горизонтального непрерывного литья стальных заготовок, содержащий медную гильзу и кожух, образующие полость для подачи охладителя, отличающийся тем, что, с целью улучшения качества заготовок, на охлаждаемой поверхности гильзы выполнены винтовая нарезка и совмещенные с ней пазы, причем на участке зоны начального формирования заготовки, равном 0,1...0,3 длины рабочей полости гильзы, шаг пазов в нижней половине в 1,1...1,3...
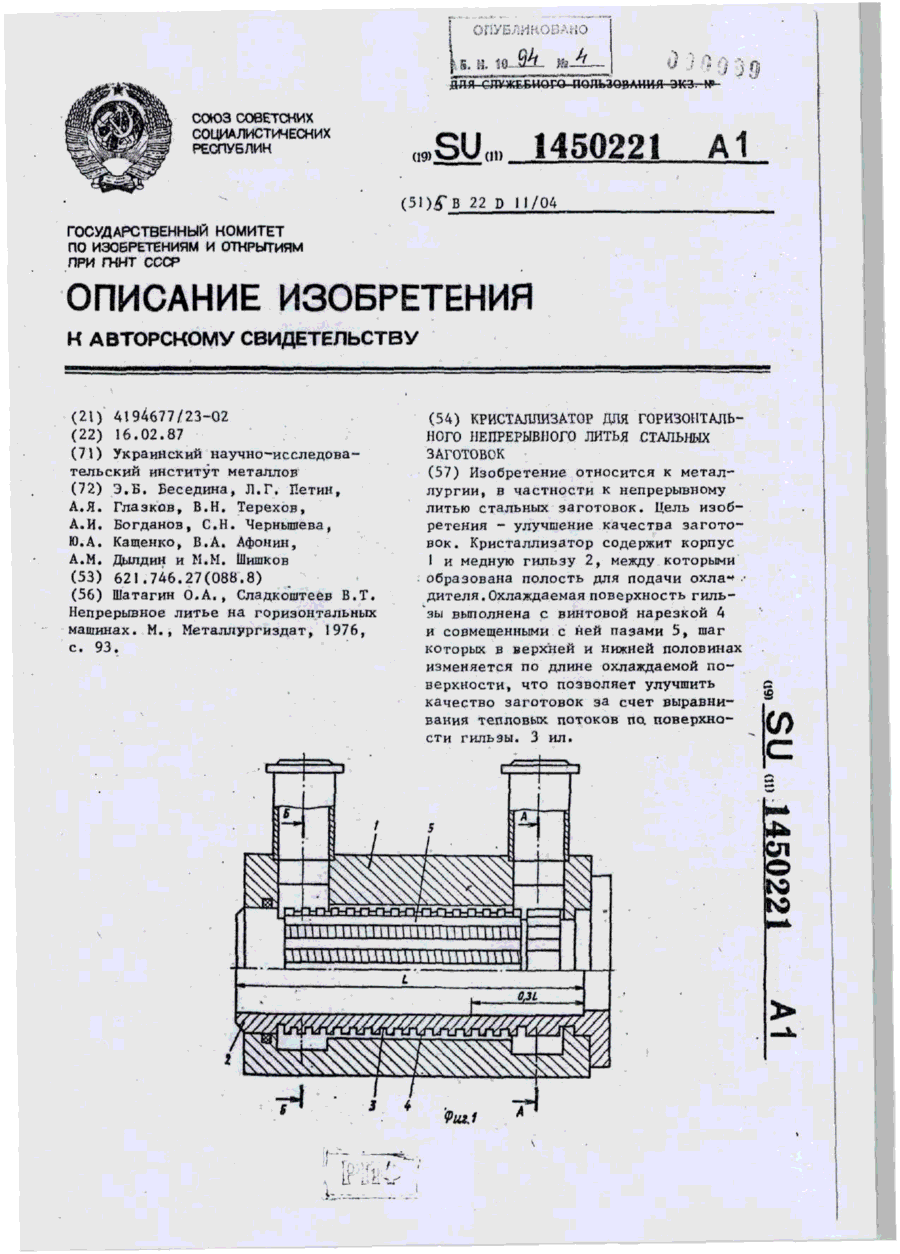
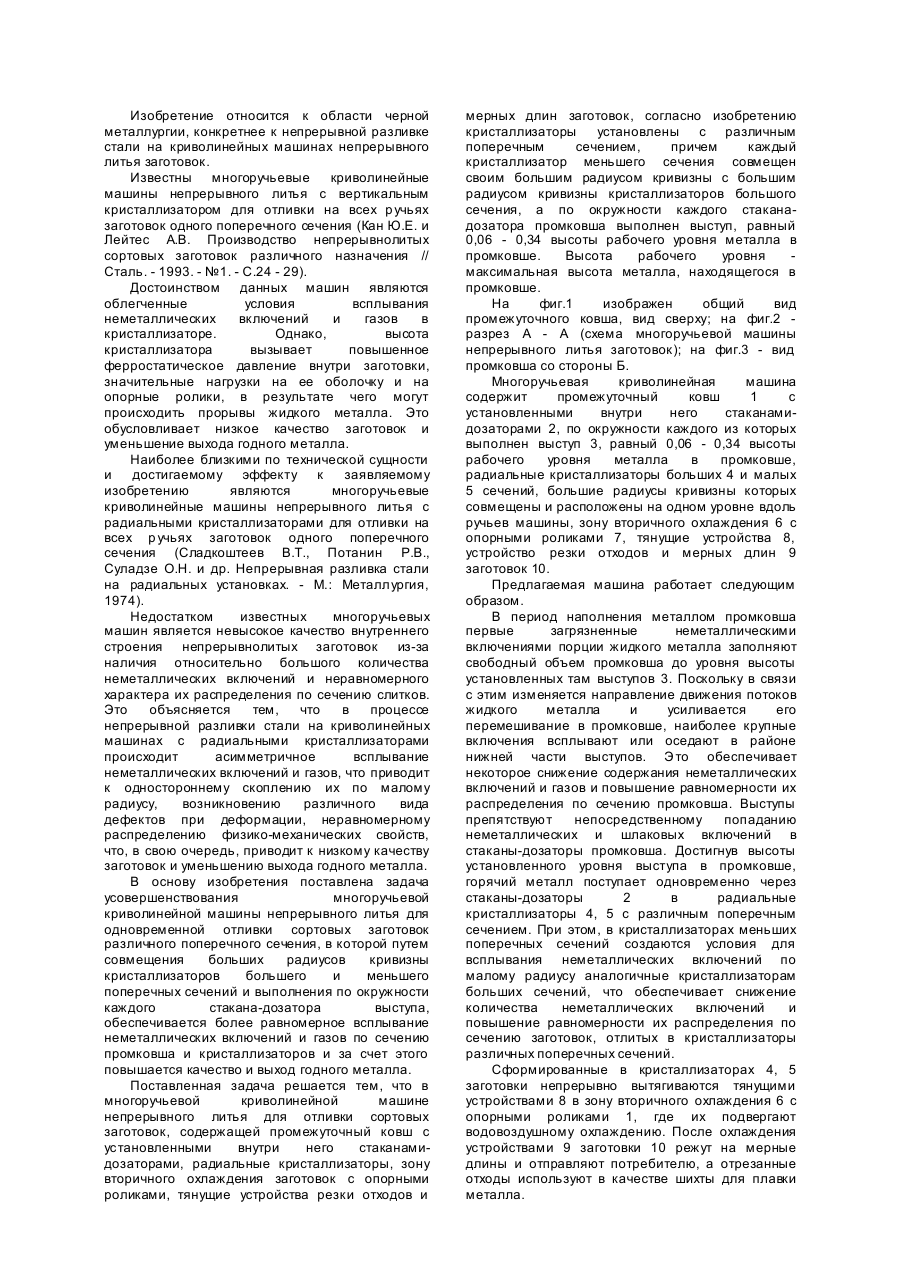
Багатоструминна криволінійна машина безперервного виливання для лиття сортових заготовок
Номер патенту: 20553
Опубліковано: 15.07.1997
Автори: Підберезний Микола Петрович, Єрмоленко Ганна Володимирівна, Учитель Лев Михайлович, Бродський Сергій Сергійович, Пікус Марк Ісерович, Несвіт Володимир Васильович
МПК: B22D 11/08
Мітки: виливання, машина, безперервного, багатоструминна, заготовок, лиття, криволінійна, сортових
Формула / Реферат:
Многоручьевая криволинейная машина непрерывного литья для отливки сортовых заготовок, содержащая промежуточный ковш с установленными внутри него стаканами-дозаторами, радиальные кристаллизаторы, зону вторичного охлаждения заготовок с опорными роликами, тянущие устройства, устройства резки отходов и мерных длин заготовок, отличающаяся тем, что кристаллизаторы установлены с различным поперечным сечением, причем каждый кристаллизатор...
Попередній патент: Соплова лопатка газової турбіни
Наступний патент: Спосіб вирощування монокристалів тl3рвсl5
Випадковий патент: Теплообмінник (водоблок) охолодження комп'ютерних систем