Номер патенту: 24422
Опубліковано: 25.06.2007
Автори: Пономаренко Ольга Иванівна, Шатагін Олег Олександрович, Хорошилов Олег Миколайович
Формула / Реферат
Дорн, який містить робочу формоутворювальну поверхню та посадочний бурт, який має круглі конічні отвори з заглушками з пористої фільтруючої речовини, площа яких повністю розташована на перерізі його посадочного бурту, який відрізняється тим, що в перерізі посадочного бурту виконані напівкруглі конічні отвори, центральні осі яких рівномірно розташовані на відстані однакових по довжині дуг на лінії круга, що обмежує кордон посадочного бурту, а площа кожного напівкруглого отвору є загальною площею перерізу повної площі отвору з площею посадочного бурту, при цьому кут між осями сусідніх отворів та кількість отворів для кожного розміру дорна визначають за виразами:
α = 360/n, π/4≤α≤π,
де R1, R2 - радіуси зовнішньої та внутрішньої стінки заготовки;
n - кількість отворів,
α - кут між осями сусідніх отворів;
k - коефіцієнт, що має значення від 0,125 до 0,485.
Текст
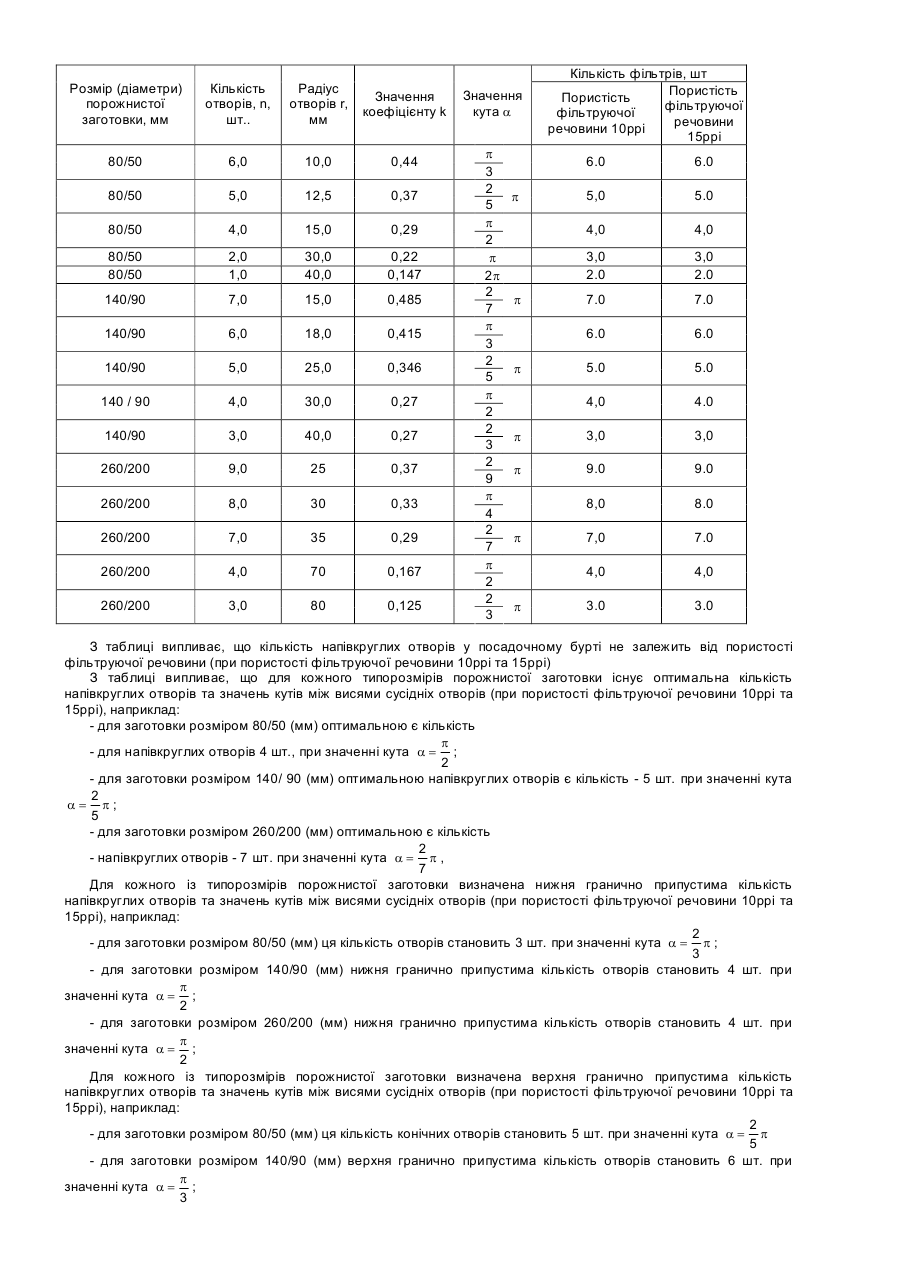
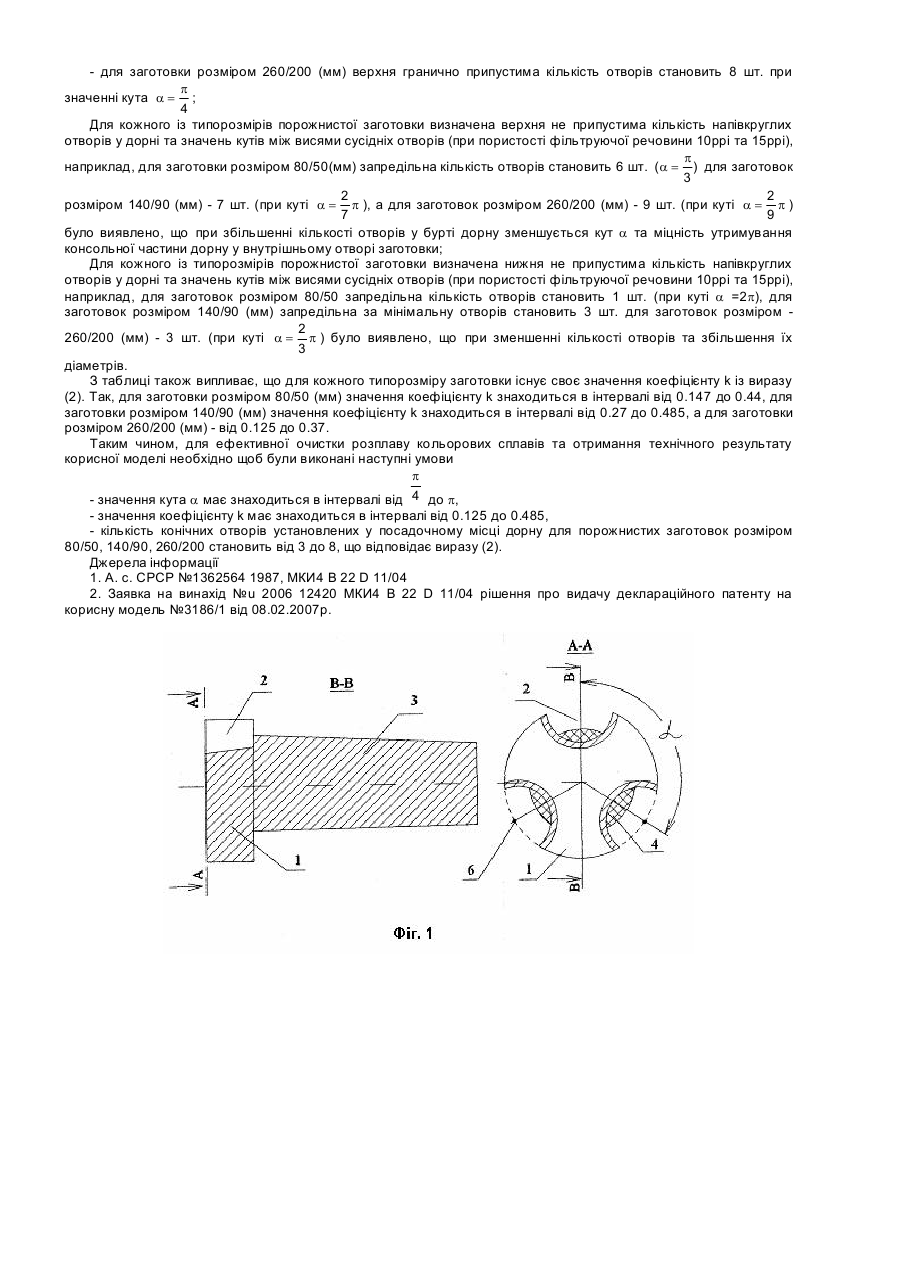
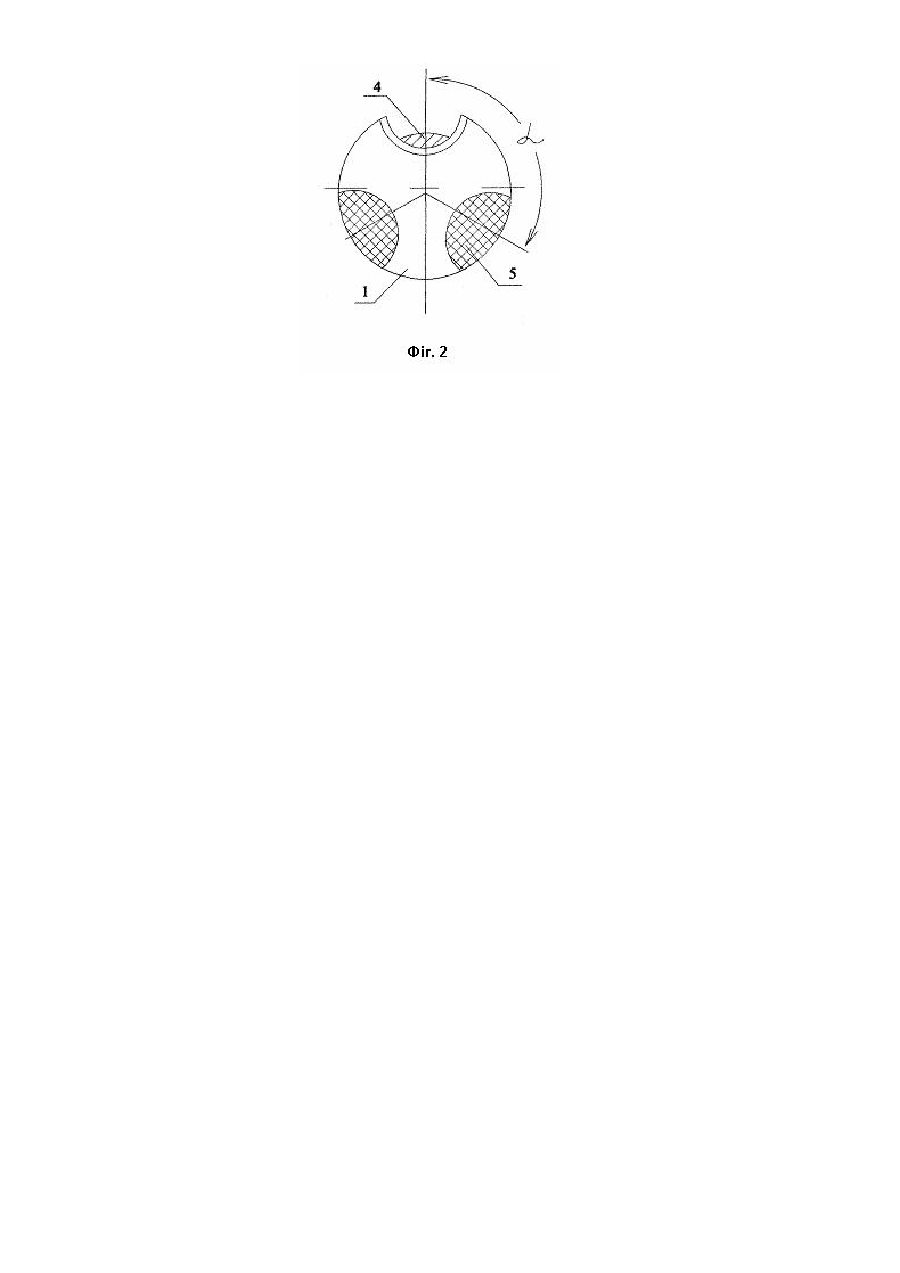
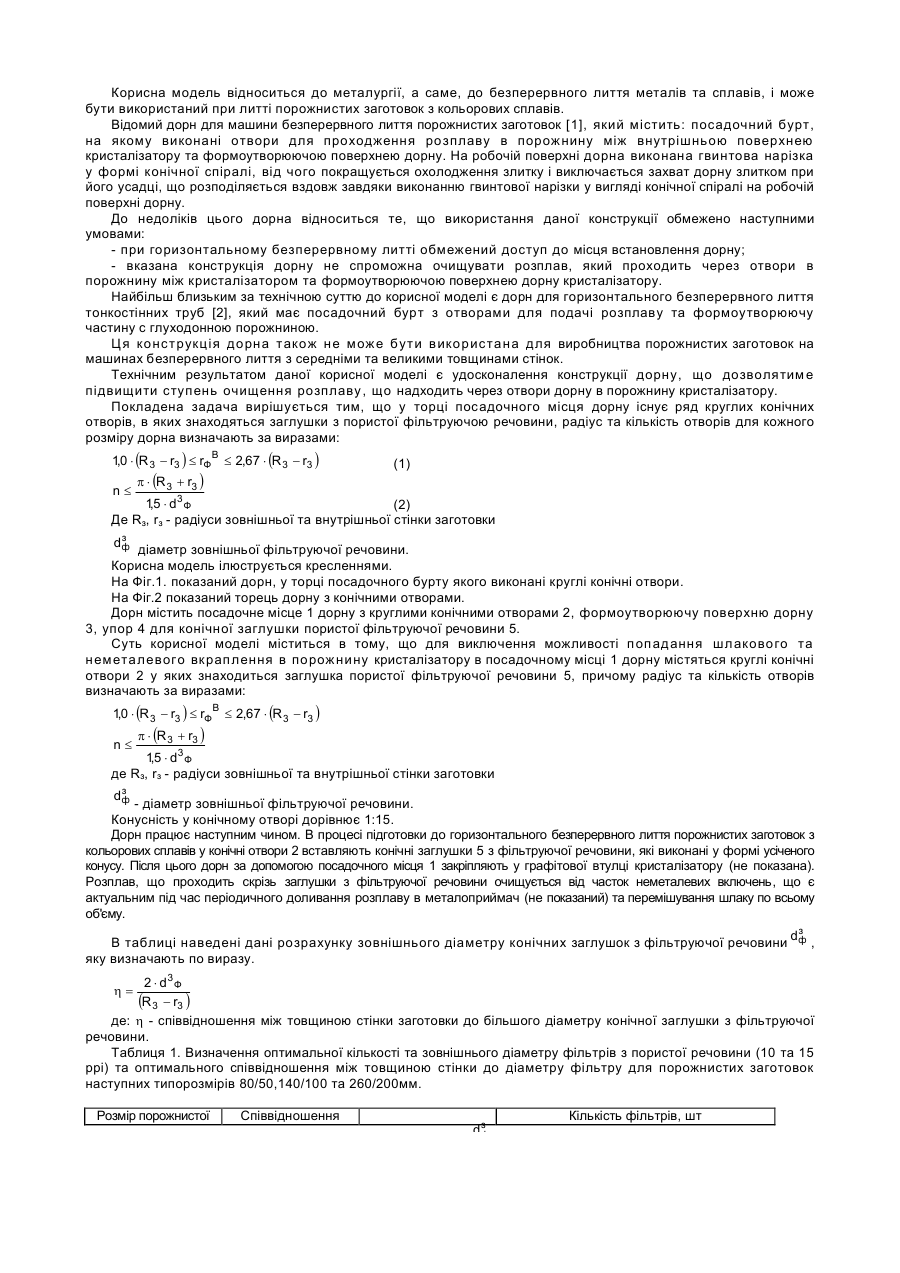
Корисна модель відноситься до металургії, а саме, до безперервного лиття металів та сплавів, і може бути використана при литті порожнистих заготовок з кольорових сплавів. Відомий дорн для машини безперервного лиття порожнистих заготовок [1], який містить: посадочний бурт, на якому виконані отвори для проходження розплаву в порожнину між внутрішньою поверхнею кристалізатору та формоутворюючою поверхнею дорну. На робочій поверхні дорна виконана гвинтова нарізка у формі конічної спіралі, від чого покращується охолодження злитку і виключається захват дорну злитком при його усадці, що розподіляється вздовж завдяки виконанню гвинтової нарізки у вигляді конічної спіралі на робочій поверхні дорну. До недоліків цього дорна відноситься те, що використання даної конструкції обмежено наступними умовами: - при горизонтальному безперервному литті обмежений доступ до місця встановлення дорну; - вказана конструкція дорну не спроможна очищувати розплав, який проходить через отвори в порожнину між кристалізатором та формоутворюючою поверхнею дорну кристалізатору. Найбільш близьким за технічною суттю до корисної моделі є дорн для безперервного лиття порожнистих заготовок з кольорових металів та сплавів [2], який має посадочний бурт з круглими конічними отворами для подачі розплаву. В круглих конічних отворах знаходяться заглушки з пористої фільтруючою речовини, які очищують розплав від краплин неметалевих включень окислів, тощо. Ця конструкція дорна також не може бути використана для виробництва порожнистих заготовок на машинах безперервного лиття з середніми та великими товщинами стінок. Технічним результатом даної корисної моделі є удосконалення конструкції дорну, що дозволятиме та збільшити розхід розплаву, який надходить скрізь отвори дорну (або скрізь заглушки в отворах) в порожнину кристалізатору. Задача корисної моделі вирішується тим, що для збільшення розходу розплаву, який проходе скрізь отвори в торці посадочного бурту дорну він має ряд виконаних напівкруглих конічних отворів, центральні вісі яких рівномірно розташовані на відстані однакових по довжині дуг на лінії круга, що обмежує кордон посадочного бурту, а площа кожного напівкруглого отвору є загальною площею перетину повної площі отвору з площею посадочного бурту при цьому кут між висями сусідніх отворів та кількість отворів для кожного розміру дорна визначають за виразами: a = 360/n p/4 £ a £ p æ R + R2 ö ÷ n = k × p×ç 1 çR -R ÷ 2ø è 1 Де, R1, R2 - радіуси зовнішньої та внутрішньої стінки заготовки n - кількість отворів, a - кут між висями сусідніх отворів, k - коефіцієнт, що має значення від 0.125 до 0.485. Конусність у конічному отворі дорівнює 1:15. Корисна модель ілюструється кресленнями. На Фіг.1. показаний повздовжний переріз дорну та торець його посадочного бурту, у якому виконані напівкруглі конічні отвори, центральні вісі яких розташовані на лінії круга, що обмежує кордон посадочного бурта. На Фіг.2 показаний торець дорну з конічними напівкруглими отворами, в яких розташовані напівкруглі заглушки з пористої фільтруючою речовини. Дорн містить посадочний бурт 1 дорну з круглими конічними напівкруглими отворами 2, формоутворюючу поверхню дорну 3, упор 4 для конічної напівкруглої заглушки з пористої фільтруючої речовини 5. Суть корисної моделі міститься в тому, що для виключення можливості попадання шлакового та неметалевого вкраплення в порожнину кристалізатору та з метою збільшення площі отворів в перерізі посадочного бурту торець посадочного бурту 1 дорну містить виконані напівкруглі конічні отвори, центральні вісі 6 яких рівномірно розташовані на відстані однакових по довжині дуг на лінії круга, що обмежує кордон посадочного бурту, а площа кожного напівкруглого отвору є загальною площею перетину повної площі отвору з площею посадочного бурту при цьому кут між висями сусідніх отворів та кількість отворів для кожного розміру дорна визначають за виразами: a = 360/n p/4 £ a £ p (1) æ R + R2 ö ÷ n = k ×p×ç 1 ç R -R ÷ 2 ø (2) è 1 Де, R1, R2 - радіуси зовнішньої та внутрішньої стінки заготовки n - кількість отворів, a - кут між висями сусідніх отворів, k - коефіцієнт, що має значення від 0.125 до 0.485. Дорн працює наступним чином. В процесі підготовки до горизонтального безперервного лиття порожнистих заготовок з кольорових сплавів у конічні напівкруглі отвори 2 вставляють напівкруглі заглушки 5 з фільтруючої речовини, які виконані у формі усіченого конусу. Заглушки розташована перед упором 4 (Фіг.1, 2), який не дозволяє заглушці рухатися. Потім дорн за допомогою посадочного бурту 1 закріпляють у графітової втулці кристалізатору (не показана), після чого напівкругла заглушка буде розташована перед упором на графітової втулці кристалізатору, в який упирається посадочний бурт дорну (упор на графітової втулці кристалізатору не показаний). Розплав, що проходить скрізь напівкруглі заглушки з фільтруючої речовини очищується від часток неметалевих включень, що є актуальним під час періодичного доливання розплаву в металоприймач (не показаний) та перемішування шлаку по всьому об'єму. Таблиця 1 . Визначення оптимального значення кута між висями сусідніх отворів та кількості отворів меншого з радіусів отвору для порожнистих заготовок наступних типорозмірів 80/50, 140/90 та 260/200мм. Розмір (діаметри) порожнистої заготовки, мм Кількість отворів, n, шт.. Радіус отворів r, мм Значення коефіцієнту k 80/50 6,0 10,0 0,44 80/50 5,0 12,5 0,37 80/50 4,0 15,0 0,29 80/50 80/50 2,0 1,0 30,0 40,0 0,22 0,147 140/90 7,0 15,0 0,485 140/90 6,0 18,0 0,415 140/90 5,0 25,0 0,346 140 / 90 4,0 30,0 0,27 140/90 3,0 40,0 0,27 260/200 9,0 25 0,37 260/200 8,0 30 0,33 260/200 7,0 35 0,29 260/200 4,0 70 0,167 260/200 3,0 80 0,125 Значення кута a p 3 2 5 p 2 p 2p 2 7 p 3 2 5 p 2 2 3 2 9 p 4 2 7 p 2 2 3 Кількість фільтрів, шт Пористість Пористість фільтруючої фільтруючої речовини речовини 10ррі 15ррі 6.0 6.0 5,0 5.0 4,0 4,0 3,0 2.0 3,0 2.0 7.0 7.0 6.0 6.0 5.0 5.0 4,0 4.0 p 3,0 3,0 p 9.0 9.0 8,0 8.0 7,0 7.0 4,0 4,0 3.0 3.0 p p p p p З таблиці випливає, що кількість напівкруглих отворів у посадочному бурті не залежить від пористості фільтруючої речовини (при пористості фільтруючої речовини 10ррі та 15ррі) З таблиці випливає, що для кожного типорозмірів порожнистої заготовки існує оптимальна кількість напівкруглих отворів та значень кутів між висями сусідніх отворів (при пористості фільтруючої речовини 10ррі та 15ррі), наприклад: - для заготовки розміром 80/50 (мм) оптимальною є кількість p - для напівкруглих отворів 4 шт., при значенні кута a = ; 2 - для заготовки розміром 140/ 90 (мм) оптимальною напівкруглих отворів є кількість - 5 шт. при значенні кута 2 a= p; 5 - для заготовки розміром 260/200 (мм) оптимальною є кількість 2 - напівкруглих отворів - 7 шт. при значенні кута a = p , 7 Для кожного із типорозмірів порожнистої заготовки визначена нижня гранично припустима кількість напівкруглих отворів та значень кутів між висями сусідніх отворів (при пористості фільтруючої речовини 10ррі та 15ррі), наприклад: 2 - для заготовки розміром 80/50 (мм) ця кількість отворів становить 3 шт. при значенні кута a = p ; 3 - для заготовки розміром 140/90 (мм) нижня гранично припустима кількість отворів становить 4 шт. при p значенні кута a = ; 2 - для заготовки розміром 260/200 (мм) нижня гранично припустима кількість отворів становить 4 шт. при p значенні кута a = ; 2 Для кожного із типорозмірів порожнистої заготовки визначена верхня гранично припустима кількість напівкруглих отворів та значень кутів між висями сусідніх отворів (при пористості фільтруючої речовини 10ррі та 15ррі), наприклад: 2 - для заготовки розміром 80/50 (мм) ця кількість конічних отворів становить 5 шт. при значенні кута a = p 5 - для заготовки розміром 140/90 (мм) верхня гранично припустима кількість отворів становить 6 шт. при p значенні кута a = ; 3 - для заготовки розміром 260/200 (мм) верхня гранично припустима кількість отворів становить 8 шт. при p значенні кута a = ; 4 Для кожного із типорозмірів порожнистої заготовки визначена верхня не припустима кількість напівкруглих отворів у дорні та значень кутів між висями сусідніх отворів (при пористості фільтруючої речовини 10ррі та 15ррі), p наприклад, для заготовки розміром 80/50(мм) запредільна кількість отворів становить 6 шт. ( a = ) для заготовок 3 2 2 розміром 140/90 (мм) - 7 шт. (при куті a = p ), а для заготовок розміром 260/200 (мм) - 9 шт. (при куті a = p ) 7 9 було виявлено, що при збільшенні кількості отворів у бурті дорну зменшується кут a та міцність утримування консольної частини дорну у внутрішньому отворі заготовки; Для кожного із типорозмірів порожнистої заготовки визначена нижня не припустима кількість напівкруглих отворів у дорні та значень кутів між висями сусідніх отворів (при пористості фільтруючої речовини 10ррі та 15ррі), наприклад, для заготовок розміром 80/50 запредільна кількість отворів становить 1 шт. (при куті a =2p), для заготовок розміром 140/90 (мм) запредільна за мінімальну отворів становить 3 шт. для заготовок розміром 2 260/200 (мм) - 3 шт. (при куті a = p ) було виявлено, що при зменшенні кількості отворів та збільшення їх 3 діаметрів. З таблиці також випливає, що для кожного типорозміру заготовки існує своє значення коефіцієнту k із виразу (2). Так, для заготовки розміром 80/50 (мм) значення коефіцієнту k знаходиться в інтервалі від 0.147 до 0.44, для заготовки розміром 140/90 (мм) значення коефіцієнту k знаходиться в інтервалі від 0.27 до 0.485, а для заготовки розміром 260/200 (мм) - від 0.125 до 0.37. Таким чином, для ефективної очистки розплаву кольорових сплавів та отримання технічного результату корисної моделі необхідно щоб були виконані наступні умови p - значення кута a має знаходиться в інтервалі від 4 до p, - значення коефіцієнту k має знаходиться в інтервалі від 0.125 до 0.485, - кількість конічних отворів установлених у посадочному місці дорну для порожнистих заготовок розміром 80/50, 140/90, 260/200 становить від 3 до 8, що відповідає виразу (2). Джерела інформації 1. А. с. СРСР №1362564 1987, МКИ4 В 22 D 11/04 2. Заявка на винахід №u 2006 12420 МКИ4 В 22 D 11/04 рішення про видачу деклараційного патенту на корисну модель №3186/1 від 08.02.2007р.
ДивитисяДодаткова інформація
Назва патенту англійськоюMandrel
Автори англійськоюKhoroshylov Oleh Mykolaiovych, Shatahyn Oleh Oleksandrovych, Ponomarenko Olha Ivanivna
Назва патенту російськоюДорн
Автори російськоюХорошилов Олег Николаевич, Шатагин Олег Александрович, Пономаренко Ольга Ивановна
МПК / Мітки
МПК: B22D 11/04
Мітки: дорн
Код посилання
<a href="https://ua.patents.su/4-24422-dorn.html" target="_blank" rel="follow" title="База патентів України">Дорн</a>
Дорн
Номер патенту: 22069
Опубліковано: 10.04.2007
Автори: Пономаренко Ольга Иванівна, Хорошилов Олег Миколайович
МПК: B22D 11/04
Мітки: дорн
Формула / Реферат:
Дорн, що містить посадочний бурт, на якому виконані отвори для проходження розплаву в порожнину кристалізатора та формоутворюючу поверхню, який відрізняється тим, що посадочне місце дорна має круглі конічні отвори, в яких знаходяться заглушки з пористої фільтруючої речовини, радіус та кількість отворів для кожного розміру дорна визначають за виразами:
Дорн для обробки шліцьових отворів
Номер патенту: 5475
Опубліковано: 15.03.2005
Автори: Стойко Ігор Іванович, Гевко Ігор Богданович, Вовк Ярослав Юрійович, Дзюра Володимир Олексійович
МПК: B21C 37/06
Мітки: отворів, дорн, шліцьових, обробки
Формула / Реферат:
Дорн для обробки шліцьових отворів, який виконано у вигляді оправки, твердосплавних дорнуючих і кріпильних елементів, елементів направлення, який відрізняється тим, що в нижній частині оправки рівномірно по колу виконано два ряди пазів, в які встановлено два ряди твердосплавних пластин шириною, що дорівнює ширині шліцьових отворів з чорновою і чистовою робочими поверхнями, а на дні пазів оправки під твердосплавними пластинами встановлені...
Дорн для горизонтального безперервного лиття порожнистих заготівок з кольорових металів та сплавів
Номер патенту: 16997
Опубліковано: 15.09.2006
Автор: Хорошилов Олег Миколайович
МПК: B22D 11/04
Мітки: горизонтального, безперервного, кольорових, сплавів, дорн, заготівок, порожнистих, лиття, металів
Формула / Реферат:
Дорн для горизонтального безперервного лиття порожнистих заготівок з кольорових металів та сплавів, що містить посадочний бурт, в якому виконані отвори, формоутворюючу поверхню, на якій виконані зрізи, розташовані впродовж його осі, який відрізняється тим, що вершини зрізів виконані на боковій поверхні робочої поверхні дорна і розташовані по лінії між точками перетинання фронту твердіння та верхньої і нижньої твірних поверхні дорна, при цьому...
Дорн для безперервного лиття порожнистих заготівок з кольорових сплавів
Номер патенту: 12732
Опубліковано: 15.02.2006
Автори: Хорошилов Олег Миколайович, Сизонова Світлана Григоровна
МПК: B22D 11/04
Мітки: лиття, заготівок, кольорових, порожнистих, дорн, безперервного, сплавів
Формула / Реферат:
Дорн для безперервного лиття порожнистих заготівок з мідних і кольорових сплавів, який містить посадочний бурт і формоутворювальну поверхню, який відрізняється тим, що на формоутворювальній поверхні дорна виконані зрізи, розташовані впродовж його осі, до того ж відношення довжини зрізу до його ширини знаходиться в інтервалі:1/В = 0,3-3,8,де 1 - довжина зрізу,В =
Дорн багатозубий
Номер патенту: 64000
Опубліковано: 16.02.2004
Автори: Киричок Петро Олексійович, Єлагін Дмитро Павлович
МПК: B24B 39/00
Мітки: дорн, багатозубий
Формула / Реферат:
Багатозубий дорн, який складається з передньої замкової частини, шийки, передньої направляючої частини, задньої замкової частини, робочої частини, яка складається з деформуючих, калібруючих та кінцевих зубців, які споряджені стрічками, при цьому профіль зубців у перерізі, перпендикулярному напрямку складного руху дорна, є фасонним, який відрізняється тим, що стрічка на останньому калібруючому зубці споряджена сферичними інденторами радіусом...
Попередній патент: Спосіб виготовлення плавлених зварювальних флюсів
Наступний патент: Робочий пружний елемент компенсатора гідравлічного удару
Випадковий патент: Пристрій для зчитування інформації з профільного металевого носія