Спосіб виготовлення плавлених зварювальних флюсів
Формула / Реферат
1. Спосіб виготовлення плавлених зварювальних флюсів, при якому шихту, що містить MnО, SiО2, СаО, Fе2O3, Аl2O3, MgО, P і S, нагрівають до одержання розплаву, розплав охолоджують водою й отриманий продукт розмелюють до одержання необхідних фракцій, який відрізняється тим, що як шихту використовують карбонатні, оксидно-карбонатні або оксидні марганцеві руди, або відходи їхньої переробки з таким вмістом компонентів, мас. %:
MnО
15,0-50,0
SiO2
10,0-52,0
СаО
2,0-14,0
Fе2O3
1,0-10,0
Аl2О3
1,0-5,0
MgО
1,0-5,0
P
0,16-0,25
S
0,04-0,2
вологість
до 10,0
впп (втрати при прожарюванні)
решта,
у шихту вводять вуглець у кількості 3,0-20,0 мас. %, кількість Аl2О3 доводять до 5,0-27 мас. %, масове співвідношення SiO2/CaO доводять до 1,6-5,2, у розплав додають 6,0-27,0 мас. % плавикового шпату (СаF2) з одержанням у процесі плавлення силікатної й металевої частин розплаву, які після закінчення плавки розділяють.
2. Спосіб за п. 1, який відрізняється тим, що розігрівання шихти здійснюють зі швидкістю 15 °С/хв до досягнення температури розплаву 1590-1630 °С.
Текст
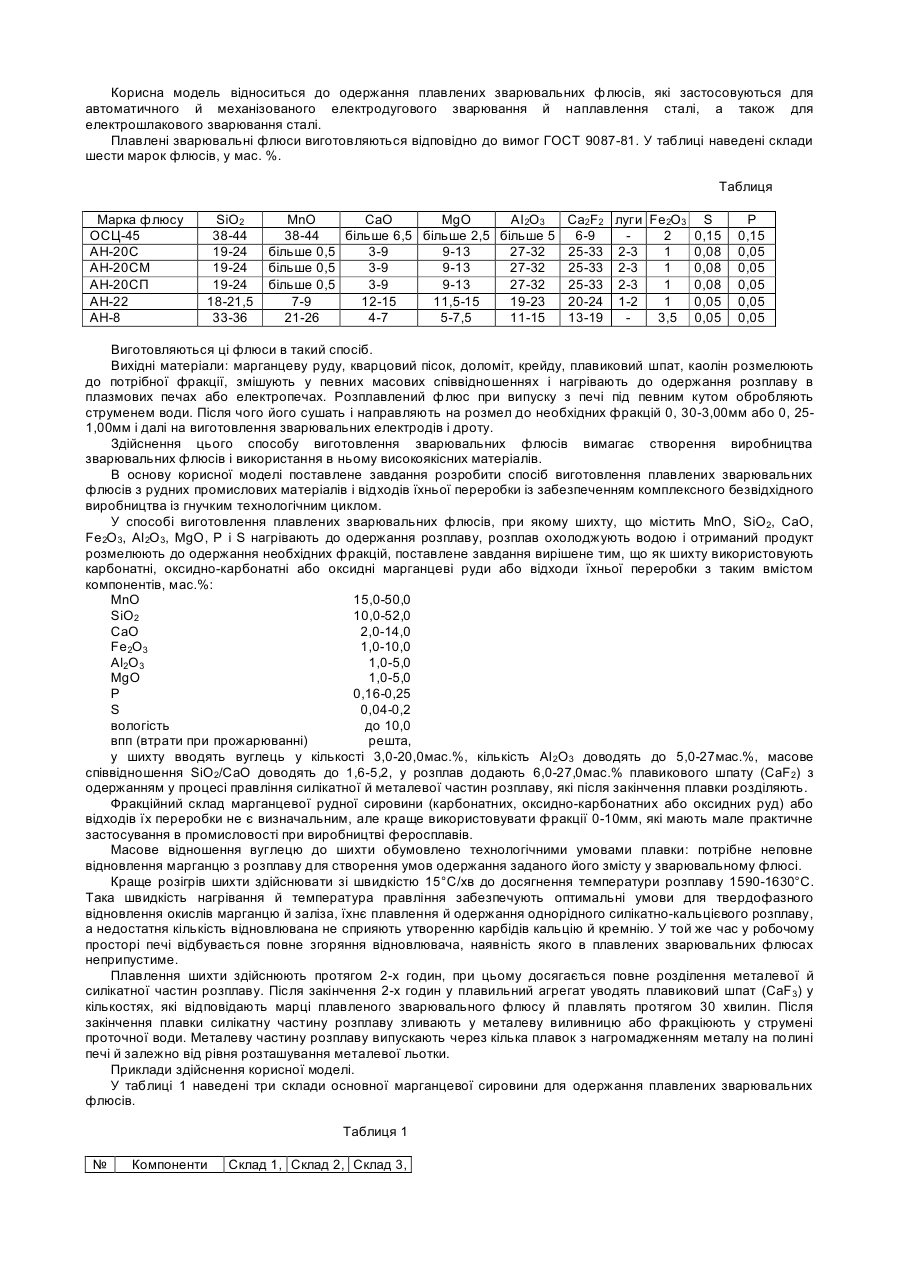
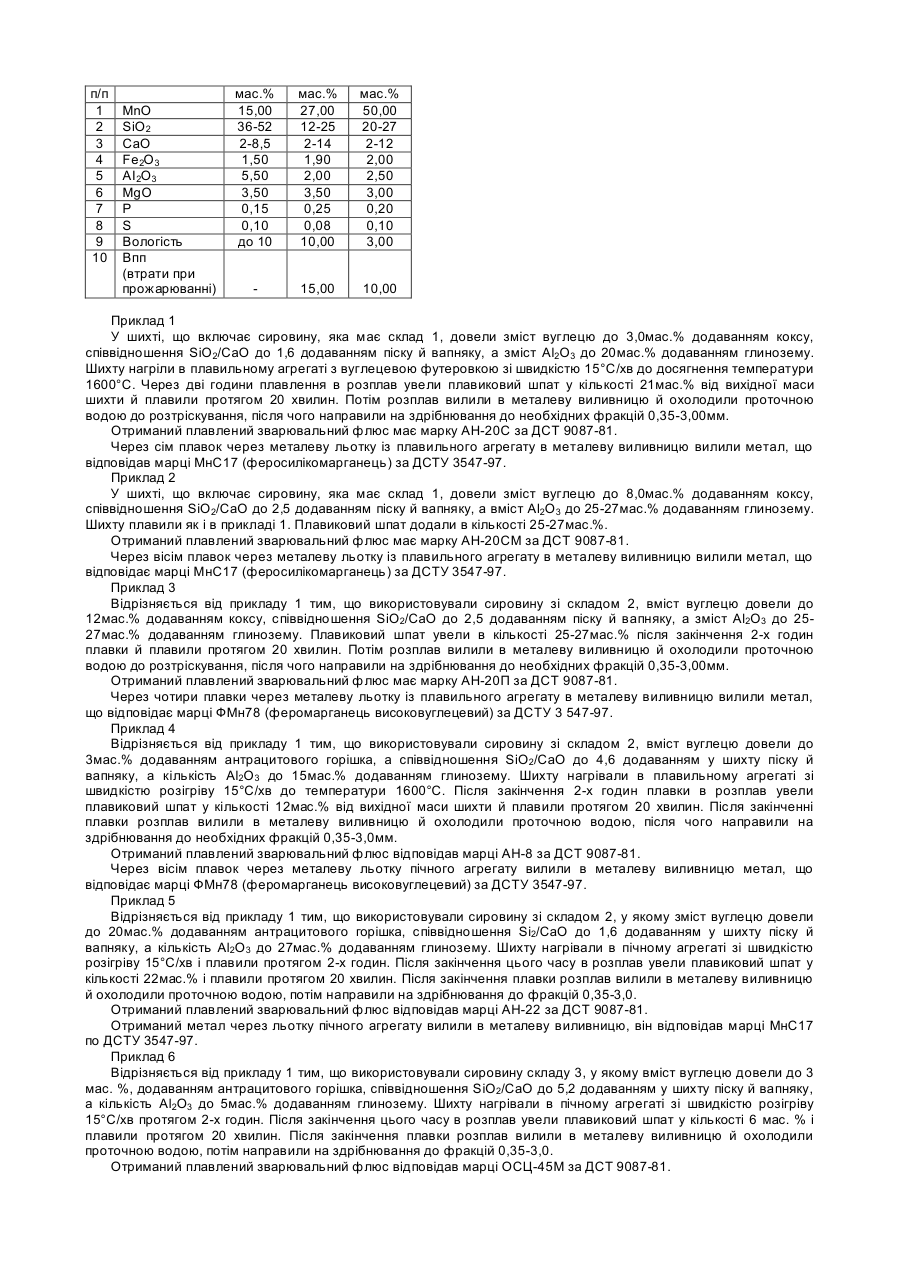
Корисна модель відноситься до одержання плавлених зварювальних флюсів, які застосовуються для автоматичного й механізованого електродугового зварювання й наплавлення сталі, а також для електрошлакового зварювання сталі. Плавлені зварювальні флюси виготовляються відповідно до вимог ГОСТ 9087-81. У таблиці наведені склади шести марок флюсів, у мас. %. Таблиця Марка флюсу ОСЦ-45 АН-20С АН-20СМ АН-20СП АН-22 АН-8 SiO2 38-44 19-24 19-24 19-24 18-21,5 33-36 MnO СаO MgO АІ 2О3 38-44 більше 6,5 більше 2,5 більше 5 більше 0,5 3-9 9-13 27-32 більше 0,5 3-9 9-13 27-32 більше 0,5 3-9 9-13 27-32 7-9 12-15 11,5-15 19-23 21-26 4-7 5-7,5 11-15 Са2F2 луги Fе2О3 6-9 2 25-33 2-3 1 25-33 2-3 1 25-33 2-3 1 20-24 1-2 1 13-19 3,5 S 0,15 0,08 0,08 0,08 0,05 0,05 Р 0,15 0,05 0,05 0,05 0,05 0,05 Виготовляються ці флюси в такий спосіб. Вихідні матеріали: марганцеву руду, кварцовий пісок, доломіт, крейду, плавиковий шпат, каолін розмелюють до потрібної фракції, змішують у певних масових співвідношеннях і нагрівають до одержання розплаву в плазмових печах або електропечах. Розплавлений флюс при випуску з печі під певним кутом обробляють струменем води. Після чого його сушать і направляють на розмел до необхідних фракцій 0, 30-3,00мм або 0, 251,00мм і далі на виготовлення зварювальних електродів і дроту. Здійснення цього способу виготовлення зварювальних флюсів вимагає створення виробництва зварювальних флюсів і використання в ньому високоякісних матеріалів. В основу корисної моделі поставлене завдання розробити спосіб виготовлення плавлених зварювальних флюсів з рудних промислових матеріалів і відходів їхньої переробки із забезпеченням комплексного безвідхідного виробництва із гнучким технологічним циклом. У способі виготовлення плавлених зварювальних флюсів, при якому шихту, що містить MnO, SiO2, CaO, Fе2O3, АІ 2O3, MgO, P і S нагрівають до одержання розплаву, розплав охолоджують водою і отриманий продукт розмелюють до одержання необхідних фракцій, поставлене завдання вирішене тим, що як шихту використовують карбонатні, оксидно-карбонатні або оксидні марганцеві руди або відходи їхньої переробки з таким вмістом компонентів, мас.%: MnO 15,0-50,0 SiO2 10,0-52,0 СаO 2,0-14,0 Fе2O3 1,0-10,0 Аl2О3 1,0-5,0 MgO 1,0-5,0 P 0,16-0,25 S 0,04-0,2 вологість до 10,0 впп (втрати при прожарюванні) решта, у шихту вводять вуглець у кількості 3,0-20,0мас.%, кількість АІ 2О3 доводять до 5,0-27мас.%, масове співвідношення SiO2/CaO доводять до 1,6-5,2, у розплав додають 6,0-27,0мас.% плавикового шпату (СаF2) з одержанням у процесі правління силікатної й металевої частин розплаву, які після закінчення плавки розділяють. Фракційний склад марганцевої рудної сировини (карбонатних, оксидно-карбонатних або оксидних руд) або відходів їх переробки не є визначальним, але краще використовувати фракції 0-10мм, які мають мале практичне застосування в промисловості при виробництві феросплавів. Масове відношення вуглецю до шихти обумовлено технологічними умовами плавки: потрібне неповне відновлення марганцю з розплаву для створення умов одержання заданого його змісту у зварювальному флюсі. Краще розігрів шихти здійснювати зі швидкістю 15°С/хв до досягнення температури розплаву 1590-1630°С. Така швидкість нагрівання й температура правління забезпечують оптимальні умови для твердофазного відновлення окислів марганцю й заліза, їхнє плавлення й одержання однорідного силікатно-кальцієвого розплаву, а недостатня кількість відновлювана не сприяють утворенню карбідів кальцію й кремнію. У той же час у робочому просторі печі відбувається повне згоряння відновлювача, наявність якого в плавлених зварювальних флюсах неприпустиме. Плавлення шихти здійснюють протягом 2-х годин, при цьому досягається повне розділення металевої й силікатної частин розплаву. Після закінчення 2-х годин у плавильний агрегат уводять плавиковий шпат (СаF3) у кількостях, які відповідають марці плавленого зварювального флюсу й плавлять протягом 30 хвилин. Після закінчення плавки силікатну частину розплаву зливають у металеву виливницю або фракціюють у струмені проточної води. Металеву частину розплаву випускають через кілька плавок з нагромадженням металу на полині печі й залежно від рівня розташування металевої льотки. Приклади здійснення корисної моделі. У таблиці 1 наведені три склади основної марганцевої сировини для одержання плавлених зварювальних флюсів. Таблиця 1 № Компоненти Склад 1, Склад 2, Склад 3, п/п 1 2 3 4 5 6 7 8 9 10 MnO SiO2 CaO Fе2O3 АІ 2О3 MgO Р S Вологість Впп (втрати при прожарюванні) мас.% 15,00 36-52 2-8,5 1,50 5,50 3,50 0,15 0,10 до 10 мас.% 27,00 12-25 2-14 1,90 2,00 3,50 0,25 0,08 10,00 мас.% 50,00 20-27 2-12 2,00 2,50 3,00 0,20 0,10 3,00 15,00 10,00 Приклад 1 У шихті, що включає сировину, яка має склад 1, довели зміст вуглецю до 3,0мас.% додаванням коксу,співвідношення SiO2/СаО до 1,6 додаванням піску й вапняку, а зміст Аl2О3 до 20мас.% додаванням глинозему. Шихту нагріли в плавильному агрегаті з вуглецевою футеровкою зі швидкістю 15°С/хв до досягнення температури 1600°С. Через дві години плавлення в розплав увели плавиковий шпат у кількості 21мас.% від вихідної маси шихти й плавили протягом 20 хвилин. Потім розплав вилили в металеву виливницю й охолодили проточною водою до розтріскування, після чого направили на здрібнювання до необхідних фракцій 0,35-3,00мм. Отриманий плавлений зварювальний флюс має марку АН-20С за ДСТ 9087-81. Через сім плавок через металеву льотку із плавильного агрегату в металеву виливницю вилили метал, що відповідав марці МнС17 (феросилікомарганець) за ДСТУ 3547-97. Приклад 2 У шихті, що включає сировину, яка має склад 1, довели зміст вуглецю до 8,0мас.% додаванням коксу, співвідношення SiO2/СаО до 2,5 додаванням піску й вапняку, а вміст Аl2О3 до 25-27мас.% додаванням глинозему. Шихту плавили як і в прикладі 1. Плавиковий шпат додали в кількості 25-27мас.%. Отриманий плавлений зварювальний флюс має марку АН-20СМ за ДСТ 9087-81. Через вісім плавок через металеву льотку із плавильного агрегату в металеву виливницю вилили метал, що відповідає марці МнС17 (феросилікомарганець) за ДСТУ 3547-97. Приклад 3 Відрізняється від прикладу 1 тим, що використовували сировину зі складом 2, вміст вуглецю довели до 12мас.% додаванням коксу, співвідношення SiO2/СаО до 2,5 додаванням піску й вапняку, а зміст Аl2О3 до 2527мас.% додаванням глинозему. Плавиковий шпат увели в кількості 25-27мас.% після закінчення 2-х годин плавки й плавили протягом 20 хвилин. Потім розплав вилили в металеву виливницю й охолодили проточною водою до розтріскування, після чого направили на здрібнювання до необхідних фракцій 0,35-3,00мм. Отриманий плавлений зварювальний флюс має марку АН-20П за ДСТ 9087-81. Через чотири плавки через металеву льотку із плавильного агрегату в металеву виливницю вилили метал, що відповідає марці ФМн78 (феромарганець високовуглецевий) за ДСТУ 3 547-97. Приклад 4 Відрізняється від прикладу 1 тим, що використовували сировину зі складом 2, вміст вуглецю довели до 3мас.% додаванням антрацитового горішка, а співвідношення SiO2/СаО до 4,6 додаванням у шихту піску й вапняку, а кількість Аl2О3 до 15мас.% додаванням глинозему. Шихту нагрівали в плавильному агрегаті зі швидкістю розігріву 15°С/хв до температури 1600°С. Після закінчення 2-х годин плавки в розплав увели плавиковий шпат у кількості 12мас.% від вихідної маси шихти й плавили протягом 20 хвилин. Після закінченні плавки розплав вилили в металеву виливницю й охолодили проточною водою, після чого направили на здрібнювання до необхідних фракцій 0,35-3,0мм. Отриманий плавлений зварювальний флюс відповідав марці АН-8 за ДСТ 9087-81. Через вісім плавок через металеву льотку пічного агрегату вилили в металеву виливницю метал, що відповідає марці ФМн78 (феромарганець високовуглецевий) за ДСТУ 3547-97. Приклад 5 Відрізняється від прикладу 1 тим, що використовували сировину зі складом 2, у якому зміст вуглецю довели до 20мас.% додаванням антрацитового горішка, співвідношення Si2/СаО до 1,6 додаванням у шихту піску й вапняку, а кількість Аl2О3 до 27мас.% додаванням глинозему. Шихту нагрівали в пічному агрегаті зі швидкістю розігріву 15°С/хв і плавили протягом 2-х годин. Після закінчення цього часу в розплав увели плавиковий шпат у кількості 22мас.% і плавили протягом 20 хвилин. Після закінчення плавки розплав вилили в металеву виливницю й охолодили проточною водою, потім направили на здрібнювання до фракцій 0,35-3,0. Отриманий плавлений зварювальний флюс відповідав марці АН-22 за ДСТ 9087-81. Отриманий метал через льотку пічного агрегату вилили в металеву виливницю, він відповідав марці МнС17 по ДСТУ 3547-97. Приклад 6 Відрізняється від прикладу 1 тим, що використовували сировину складу 3, у якому вміст вуглецю довели до 3 мас. %, додаванням антрацитового горішка, співвідношення SiO2/СаО до 5,2 додаванням у шихту піску й вапняку, а кількість Аl2О3 до 5мас.% додаванням глинозему. Шихту нагрівали в пічному агрегаті зі швидкістю розігріву 15°С/хв протягом 2-х годин. Після закінчення цього часу в розплав увели плавиковий шпат у кількості 6 мас. % і плавили протягом 20 хвилин. Після закінчення плавки розплав вилили в металеву виливницю й охолодили проточною водою, потім направили на здрібнювання до фракцій 0,35-3,0. Отриманий плавлений зварювальний флюс відповідав марці ОСЦ-45М за ДСТ 9087-81. Через сім плавок через металеву льотку пічного агрегату метал вилили в металеву виливницю, він відповідав марці ФМн78 за ДСТУ 3547-97. Приклад 7 Відрізняється від прикладу 1 тим, що використовували сировину складу 3, вміст вуглецю довели до 15мас.%, додаванням антрацитового горішка, співвідношення SiO2/СаО до 4,2 додаванням у шихту піску й вапняку, а кількість Аl2О3 до 15мас.% додаванням глинозему. Шихту нагрівали в плавильному агрегаті зі швидкістю розігріву 15°С/хв до температури 1600°С. Після закінчення 2-х годин плавки в розплав увели плавиковий шпат у кількості 12 мас. % від вихідної маси шихти й плавили протягом 20 хвилин. По закінченні плавки розплав вилили в металеву виливницю й остудили проточною водою, після чого направили на здрібнювання до необхідних фракцій 0,35-3,0мм. Отриманий плавлений зварювальний флюс відповідав марці АН-8 за ДСТ 9087-81. Через чотири плавки через металеву льотку пічного агрегату вилили в металеву виливницю метал, що відповідає марці ФМн78 (феромарганець високовуглецевий) за ДСТУ 3547-97. Спосіб забезпечує створення безвідхідного виробництва, при якому з рудних промислових матеріалів і відходів їхньої переробки одержують плавлені зварювальні флюси й феросплави.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of preparing melted welding fluxes
Назва патенту російськоюСпособ изготовления плавленых сварочных флюсов
МПК / Мітки
МПК: B23K 35/365, B23K 35/362
Мітки: виготовлення, плавлених, зварювальних, спосіб, флюсів
Код посилання
<a href="https://ua.patents.su/3-24421-sposib-vigotovlennya-plavlenikh-zvaryuvalnikh-flyusiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення плавлених зварювальних флюсів</a>
Спосіб виготовлення зварювальних плавлених флюсів
Номер патенту: 40008
Опубліковано: 16.07.2001
Автори: Галініч Володимир Іларіонович, Олійник Микола Миколайович, Залевський Анатолій Васильович, Осіпов Микола Якович, Нетяга Володимир Іванович
МПК: B23K 35/36, B23K 35/362
Мітки: виготовлення, плавлених, спосіб, флюсів, зварювальних
Формула / Реферат:
Спосіб виготовлення зварювальних плавлених флюсів, який включає технологічні операції підготовки шихти, завантаження її в піч, розплавлення шихти, рафінування розплаву флюсомаси шляхом його перегріву до температури вище 1500°С з одночасним розкисненням і наступним витримуванням розплаву, зливання розплаву з печі, грануляції розплаву, переробки гранулята, в тому числі магнітну сепарацію, причому температуру розплаву флюсомаси в льотці при...
Пристрій для виплавлення зварювальних плавлених флюсів
Номер патенту: 962
Опубліковано: 16.07.2001
Автори: Галініч Володимир Іларіонович, Нетяга Володимир Іванович, Олійник Микола Миколайович, Залевський Анатолій Васильович, Осіпов Микола Якович
МПК: B23K 35/362, B23K 35/36
Мітки: флюсів, виплавлення, пристрій, плавлених, зварювальних
Формула / Реферат:
Пристрій для виплавлення зварювальних плавлених флюсів, який містить дві робочі камери, сполучені між собою протоком, і графітові електроди, який відрізняється тим, що робочі камери виконані у вигляді пристроїв для варення зварювальних флюсів, причому перша робоча камера виконана у вигляді окремої газополуменевої печі, а друга у вигляді окремої електричної печі, футерованої вуглецевими матеріалами або в комбінації з тугоплавкими мінералами,...
Спосіб виготовлення плавлених сирів “лісова ягода”
Номер патенту: 18554
Опубліковано: 15.11.2006
Автори: Гачак Юрій Романович, Печар Наталія Петрівна
МПК: A23C 19/02, A23C 19/082
Мітки: сирів, лісова, плавлених, ягода, спосіб, виготовлення
Формула / Реферат:
Спосіб виготовлення плавлених сирів, що включає подрібнення, нагрівання сичужного сиру з маслом, додавання солей-плавителів, плавлення суміші при температурі 80-90 °С, протягом 15-20 хв., фільтрування гарячої суміші і фасування готової продукції, який відрізняється тим, що як сичужний сир - основний компонент - вносять сичужний сир "Лісова ягода" з харчовим барвником, а для солоних видів продукту - з одночасним додаванням сичужного...
Потокова лінія для виготовлення зварювальних електродів
Номер патенту: 25031
Опубліковано: 25.12.1998
Автори: Сучьок Олександр Дмитрович, Ємцов Євген Викторович, Лаптєв Олександр Аркадійович, Ворошило Володимир Степанович, Гнатенко Михайло Федорович
МПК: B23K 35/40
Мітки: виготовлення, електродів, потокова, лінія, зварювальних
Формула / Реферат:
Поточная линия для изготовления сварочных электродов, содержащая механизм подачи электродных стержней с магазином стержней, захватывающими и подающими роликами, и направляющими втулками, электродообмазочный пресс и зачистную машину с отражателем электродов, включающим отражательный диск, корпус, штангу и соединенным с приводом вращения, отличающаяся тем, что захватывающие и подающие ролики установлены с возможностью изменения расстояния между...
Спосіб виплавки фторидно-окисних флюсів
Номер патенту: 11928
Опубліковано: 25.12.1996
Автори: Зубровський Андрій Васильович, Люборець Ігор Іванович, Ємельянов Олександр Олександрович, Кандибка Валентин Павлович
МПК: C21C 5/54
Мітки: фторидно-окисних, спосіб, виплавки, флюсів
Формула / Реферат:
1. Способ выплавки фторидно-оксадных флюсов, включающий загрузку в печь шихты, содержащей флюоритовый концентрат и гранулированный алюминий, плавление шихты, отличающийся тем, что, с целью улучшения качества флюсов и технико-экономических показателей, в печь дополнительно вводят отходы химического производства в виде солеметаллической смеси в соотношении с флюоритовым концентратом (1...2):1 соответственно.2. Способ по п. 1,...
Попередній патент: Спосіб визначення клінічного індексу функціональної патології скронево-нижньощелепного суглоба у осіб призовного віку та солдатів строкової служби
Наступний патент: Дорн
Випадковий патент: Спосіб глибокого обробітку грунту на меліоративному полі