Спосіб прокатки зливків пірамідальної форми
Номер патенту: 27636
Опубліковано: 15.09.2000
Автори: Толпа Анатолій Андрійович, Теряєв Олександр Митрофанович, Горлач Олександр Костянтинович, Омєсь Микола Михайлович, Сілін Микола Васильович, Петрічук Валентин Дмитрович, Корінь Олександр Андрійович
Текст
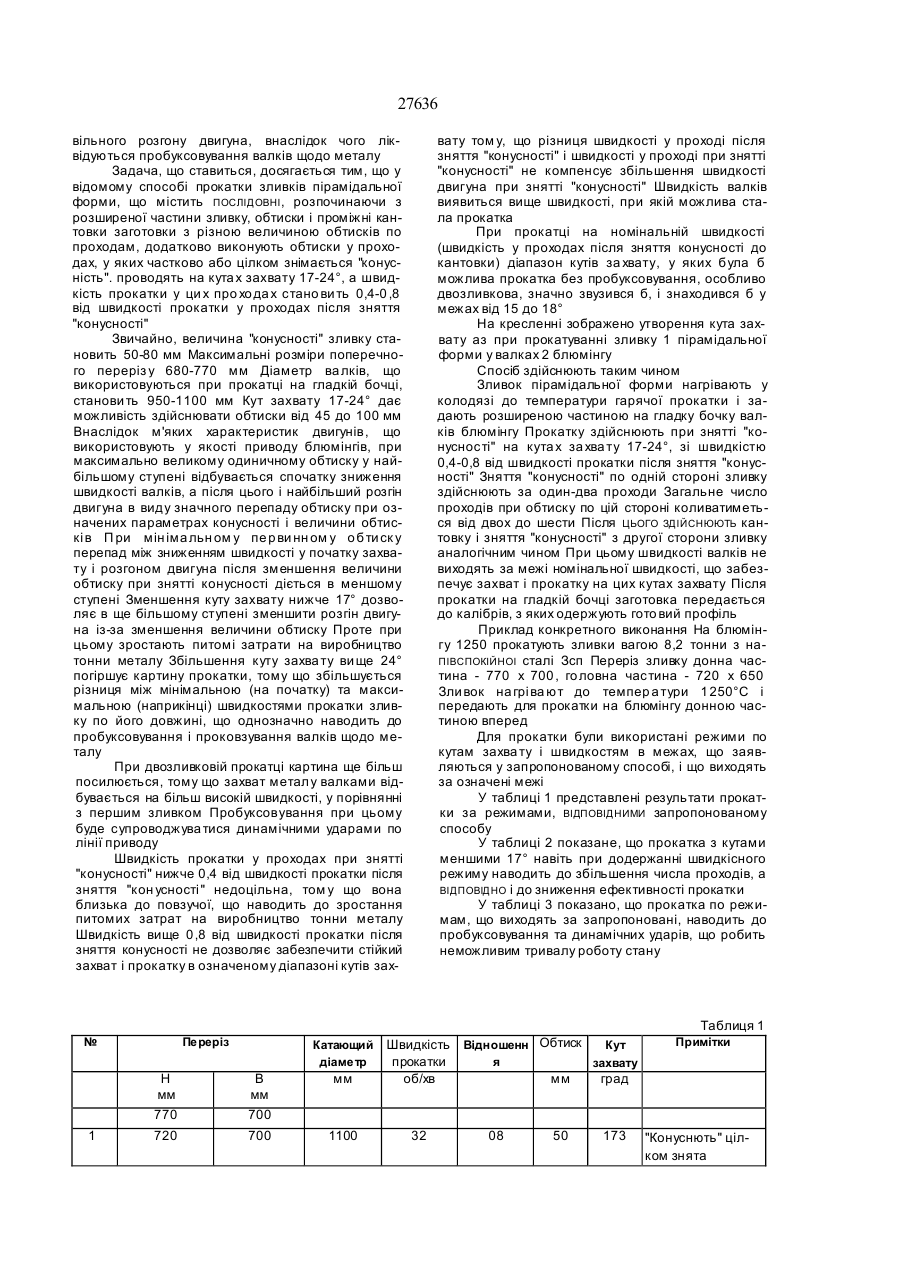
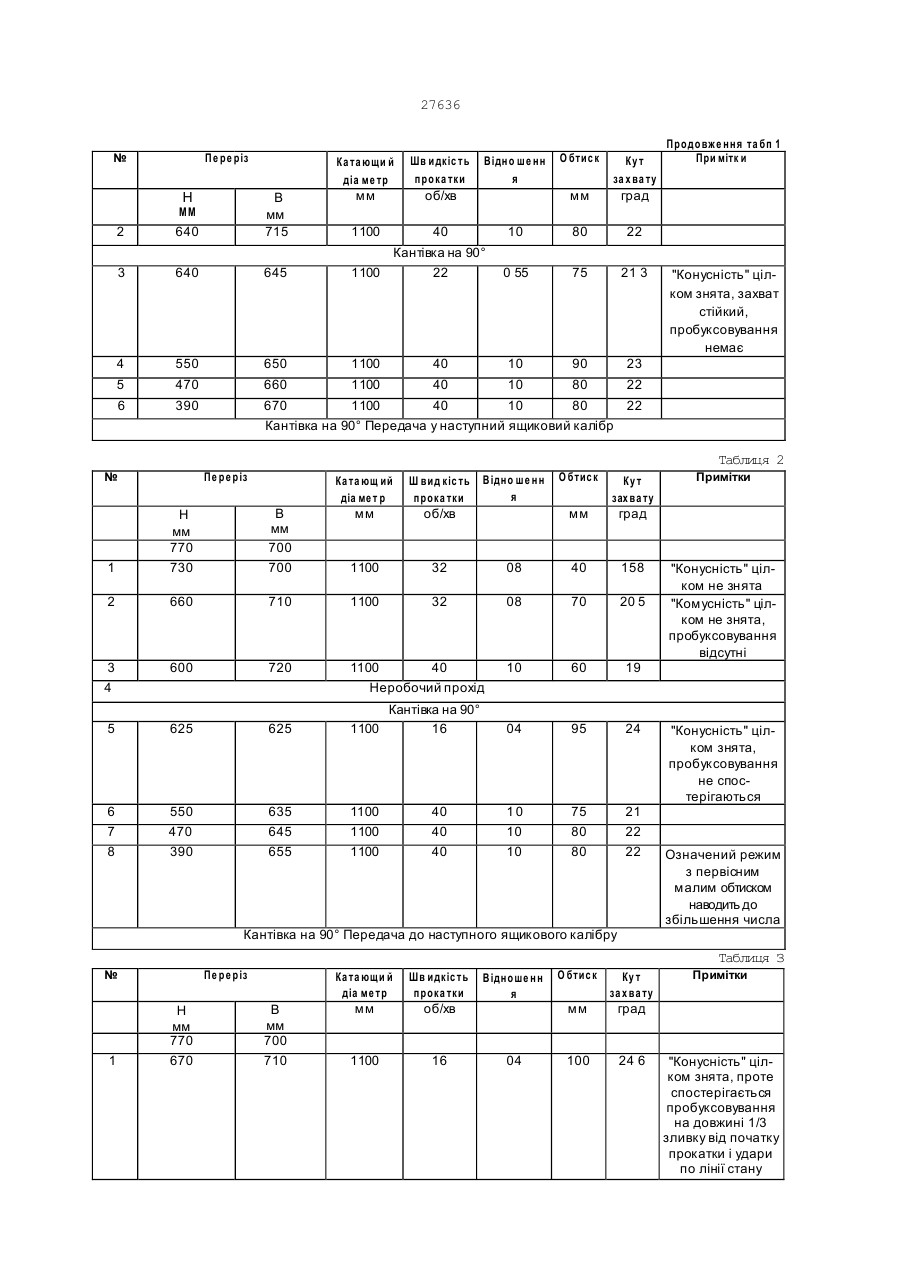
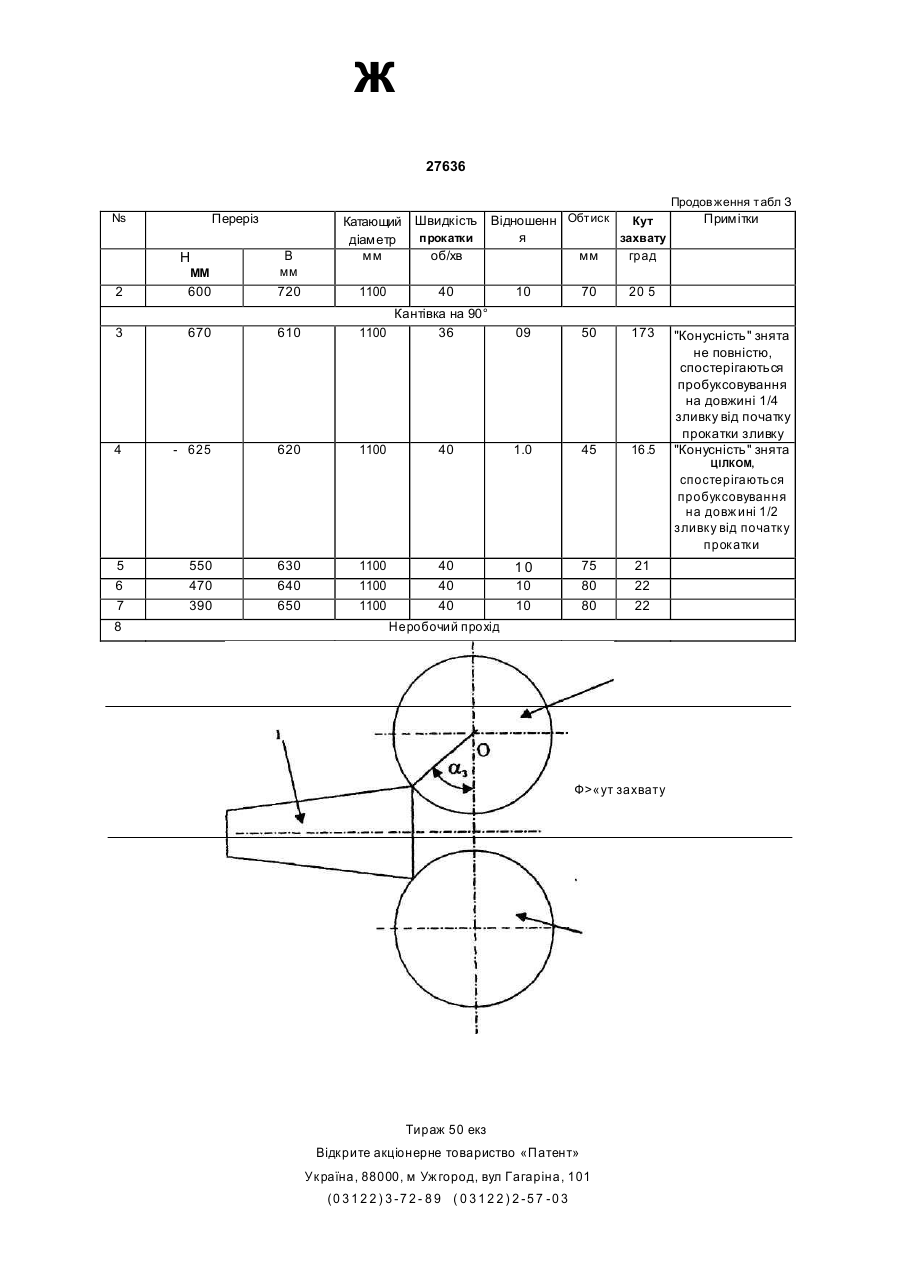
Спосіб прокатки зливків пірамідальної форми, що містить послідовн» починаючи з розширено» частини зливку обтиски і проміжні кантовки заготовки з різною величиною обтиску по прохода х, який відрізняється тим, що обтиск у про хода х, в яких частково а бо повністю знімається "кон усність", проводять на кутах за хва ту 17-24°, а швидкість прокатки у ци х про хода х стано ви ть 0,4-0 ,8 від швидкості прокатки у проходах після зняття "конусності". Винахід відноситься до прокатного виробництва і може бути використаний при прокатці зливків пірамідальної форми на обтискно-заготовочних станах. Відомий спосіб прокатки зливків, відлитих до виливниць, які поширені до низу, що полягає у прокатці з кантуваннями зливків у декілька проходів на блюмингу. При цьому у першому проході і у проході після першої кантовки, прокатку розпочинають донною частиною з обтисками на довжині, що дорівнюється 2-3 довжинам дуги захва ту величиною 30-40% від обтиску кожного з означених пропусків з наступним поверненням заготовки увихідне становище і прокаткою цього пропуску з величиною обтиску, що залишилася (Авторське свідоцтво СРСР, № 1285674, кл В 21 В 1/02). При здійсненні даного способу виникають трудно щі, пов'язані з розгоном і зупинкою двигуна при проходженні через валки означеної довжини зливку. Це вимагає прокатки на "повзучій" швидкості, ускладнює ритмічність робо ти стана, не гарантує відсутність пробуксовування при наявності значних залишків конусності на зливку, бо означена довжина, на якій здійснюють первісний обтиск, становить близько чверті довжини зливку. Найбільш близьким способом того ж призначення до винаходу, що заявляється, по сукупності ознак є спосіб прокатки зливків пірамідальної форми, в якому обтиски зливку і кантовки провадять послідовно, починаючи з розширеної частини зливку, з різною величиною обтиску по проходам. Величина обтисків у поча ткових прохода х: макси мальна, що з умовлюється умовами захоплення і зменшення При цьому здійснюють чергування величини обтисків до досягнення заготовкою товщини, що дорівнює 0,7-0,6 вихідної то вщини зливку. У непарних проходах прокатку ведуть з максимальним обтиском, а в парних - з обтиском рівним 0,6-0,65 від максимального (Авторське свідоцтво СРСР, № 1713694, кл В 21 В 1/02, 1990) До нестатку способу, прийнятого за прототип, відноситься те, що у непарних проходах з максимальним обтиском, коли знімається "конусність", можливі пробуксовування із-за того, що захват при прокатці на блюмінгу в значному ступені залежить від швидкості прокатки, а великі обтиски пр и зн я тті "ко н усно сті ", що ві дбува ються у непарних проходах, наводять до того, що двигун з номінальної швидкості, що забезпечує захват, починає розганятися та при проходженні 1-2 довжин осередку деформації (приблизно 250-500 мм) досягає величини, коли прокатка стає неможливою із-за проковзування валків по металу, незважаючи на зниження величини обтиску внаслідок пірамідальності зливків. Пробуксовування приводять до динамічних (ударних) навантажень на обладнання головного приводу, особливо при багатозливковій, у частковості, двозливковій прокатці. В основу винаходу поставлено задачу удосконалення способу прокатки зливків пірамідальної форми, у якому за рахунок поєднання кутів захвату і швидкостей прокатки досягається усунення до CM О о со CM 27636 вільного розгону двигуна, внаслідок чого ліквідуються пробуксовування валків щодо металу Задача, що ставиться, досягається тим, що у відомому способі прокатки зливків пірамідальної форми, що містить ПОСЛІДОВНІ , розпочинаючи з розширеної частини зливку, обтиски і проміжні кантовки заготовки з різною величиною обтисків по проходам, додатково виконують обтиски у проходах, у яких частково або цілком знімається "конусність". проводять на кута х захвату 17-24°, а швидкість прокатки у ци х про хо да х стано ви ть 0,4-0 ,8 від швидкості прокатки у проходах після зняття "конусності" Звичайно, величина "конусності" зливку становить 50-80 мм Максимальні розміри поперечного переріз у 680-770 мм Діаметр ва лків, що використовуються при прокатці на гладкій бочці, станови ть 950-1100 мм Кут захвату 17-24° дає можливість здійснювати обтиски від 45 до 100 мм Внаслідок м'яких характеристик двигунів, що використовують у якості приводу блюмінгів, при максимально великому одиничному обтиску у найбільшому ступені відбувається спочатку зниження швидкості валків, а після цього і найбільший розгін двигуна в виду значного перепаду обтиску при означених параметрах конусності і величини обтискі в П ри мін іма льн ом у пе р ви нн ом у о бти ск у перепад між зниженням швидкості у початку захвату і розгоном двигуна після зменшення величини обтиску при знятті конусності діється в меншому ступені Зменшення куту захвату нижче 17° дозволяє в ще більшому ступені зменшити розгін двигуна із-за зменшення величини обтиску Проте при цьому зростають питомі затрати на виробництво тонни металу Збільшення куту захва ту ви ще 24° погіршує картину прокатки, тому що збільшується різниця між мінімальною (на початку) та максимальною (наприкінці) швидкостями прокатки зливку по його довжині, що однозначно наводить до пробуксовування і проковзування валків щодо металу При двозливковій прокатці картина ще більш посилюється, тому що захват металу валками відбувається на більш високій швидкості, у порівнянні з першим зливком Пробуксовування при цьому буде супроводжува тися динамічними ударами по лінії приводу Швидкість прокатки у проходах при знятті "конусності" нижче 0,4 від швидкості прокатки після зняття "кон усності " недоцільна, том у що вона близька до повзучої, що наводить до зростання питомих затрат на виробництво тонни металу Швидкість вище 0,8 від швидкості прокатки після зняття конусності не дозволяє забезпечити стійкий захват і прокатку в означеному діапазоні кутів зах вату том у, що різниця швидкості у проході після зняття "конусності" і швидкості у проході при знятті "конусності" не компенсує збільшення швидкості двигуна при знятті "конусності" Швидкість валків виявиться вище швидкості, при якій можлива стала прокатка При прокатці на номінальній швидкості (швидкість у проходах після зняття конусності до кантовки) діапазон кутів за хвату, у яких була б можлива прокатка без пробуксовування, особливо двозливкова, значно звузився б, і знаходився б у межах від 15 до 18° На кресленні зображено утворення кута захвату аз при прокатуванні зливку 1 пірамідальної форми у валках 2 блюмінгу Спосіб здійснюють таким чином Зливок пірамідальної форми нагрівають у колодязі до температури гарячої прокатки і задають розширеною частиною на гладку бочку валків блюмінгу Прокатку здійснюють при знятті "конусності" на кута х за хва ту 17-24°, зі швидкістю 0,4-0,8 від швидкості прокатки після зняття "конусності" Зняття "конусності" по одній стороні зливку здійснюють за один-два проходи Загальне число проходів при обтиску по цій стороні коливатиметься від двох до шести Після ЦЬОГО ЗДІЙСНЮЮТЬ кантовку і зняття "конусності" з другої сторони зливку аналогічним чином При цьому швидкості валків не виходять за межі номінальної швидкості, що забезпечує захват і прокатку на цих кутах захвату Після прокатки на гладкій бочці заготовка передається до калібрів, з яких одержують гото вий профіль Приклад конкретного виконання На блюмінгу 1250 прокатують зливки вагою 8,2 тонни з наПІВСПОКІЙНОІ сталі Зсп Переріз зливку донна частина - 770 х 700 , го ловна частина - 720 х 650 Зли вок на грі ва ют до темпер а тури 1 250°С і передають для прокатки на блюмінгу донною частиною вперед Для прокатки були використані режими по кутам захва ту і швидкостям в межах, що заявляються у запропонованому способі, і що виходять за означені межі У таблиці 1 представлені результати прокатки за режимами, ВІДПОВІДНИМИ запропонованому способу У таблиці 2 показане, що прокатка з кутами меншими 17° навіть при додержанні швидкісного режиму наводить до збільшення числа проходів, а ВІДПОВІДНО і до зниження ефективності прокатки У таблиці 3 показано, що прокатка по режимам, що виходять за запропоновані, наводить до пробуксовування та динамічних ударів, що робить неможливим тривалу роботу стану Таблиця 1 № 1 Переріз Н мм 770 720 Катающий діаметр В мм 700 700 мм 1100 Швидкість Відношенн Обтиск Кут прокатки я захвату об/хв швидкосте мм град 32 08 50 173 Примітки "Конуснють" цілком знята 27636 № Пе ре різ Н Ка та ющи й діа ме тр Шв идкіс ть прока тки мм О бтис к Ку т за х ва ту мм 10 80 22 0 55 75 21 3 10 90 Продовж е ння та бп 1 При мітк и град 23 Відно ше нн я об/хв 2 640 В мм 715 3 640 645 40 Кантівка на 90° 1100 22 4 550 650 1100 5 6 470 390 660 1100 40 10 80 22 670 1100 40 10 80 22 Кантівка на 90° Передача у наступний ящиковий калібр MM 1100 40 "Конусність" цілком знята, захват стійкий, пробуксовування немає Таблиця 2 № Пе ре різ Ка та ющ ий діа ме т р Ш вид кіс ть прока тки Ку т зах ва ту мм Відно ше нн я О бтис к град В мм 700 700 мм об/хв 1 Н мм 770 730 1100 32 08 40 158 2 660 710 1100 32 08 70 20 5 3 4 600 720 1100 40 Неробочий прохід 10 60 19 5 625 625 1100 04 95 24 6 7 8 550 470 390 635 645 655 1100 1100 1100 10 10 10 75 80 80 21 22 22 Кантівка на 90° 16 40 40 40 Кантівка на 90° Передача до наступного ящикового калібру Примітки "Конусність" цілком не знята "Комусність" цілком не знята, пробуксовування відсутні "Конусність" цілком знята, пробуксовування не спостерігаються Означений режим з первісним малим обтиском наводить до збільшення числа Таблиця З № 1 Пе ре різ Н мм 770 670 Ка та ющи й діа ме тр В мм 700 710 Шв идкіс ть прока тки мм об/хв 1100 16 Відноше нн я О бтис к Ку т за х ва ту мм град 04 100 24 6 Примітки "Конусність" цілком знята, проте спостерігається пробуксовування на довжині 1/3 зливку від початку прокатки і удари по лінії стану ж 27636 Продов ження табл З Ns Переріз Н MM 2 600 В мм 720 Кут Катающий Швидкість Відношенн Обтиск прокатки я захвату діаметр мм об/хв швидкосте мм град 1100 40 3 670 610 Кантівка на 90° 1100 36 4 - 625 620 1100 40 10 70 20 5 09 50 173 1.0 45 16.5 Примітки "Конусність" знята не повністю, спостерігаються пробуксовування на довжині 1/4 зливку від початку прокатки зливку "Конусність" знята ЦІЛКОМ, спостерігаються пробуксовування на довж ині 1/2 зливку від початку прокатки 5 6 7 8 550 470 390 630 640 650 1100 1100 1100 40 40 40 Неробочий прохід 75 80 80 10 10 10 21 22 22 Ф>«ут захвату Тираж 50 екз Відкрите акціонерне товариство «Патент» Україна, 88000, м Уж город, вул Гагаріна, 101 (0 3 1 2 2 ) 3 -7 2 - 8 9 ( 0 3 1 2 2 ) 2 -5 7 -0 3
ДивитисяДодаткова інформація
Назва патенту англійськоюStarwritermethod of rolling of ingots of pyramidal form
Автори англійськоюTeriaev Oleksandr Mitrofanovych, Korin Oleksandr Andriiovych, Tolpa Anatolii Andriiovych, Tolpa Anatolii Andriovych, Silin Mykola Vasyliovych, Petrichuk Valentyn Dmytrovych, Omes Mykola Mykhailovych, Horlach Oleksandr Kostiantynovych
Назва патенту російськоюСпособ прокатки слитков пирамидальной формы
Автори російськоюТеряев Александр Митрофанович, Коринь Александр Андреевич, Толпа Анатолий Андреевич, Силин Николай Васильевич, Петричук Валентин Дмитриевич, Омесь Николай Михайлович, Горлач Александр Константинович
МПК / Мітки
Мітки: прокатки, форми, пірамідальної, спосіб, зливків
Код посилання
<a href="https://ua.patents.su/4-27636-sposib-prokatki-zlivkiv-piramidalno-formi.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки зливків пірамідальної форми</a>
Спосіб прокатки зливків пірамідальної форми на обтискних та заготівельних станах
Номер патенту: 15415
Опубліковано: 30.06.1997
Автори: Онищенко Сергій Олександрович, Оробцев Юрій Вікторович, Наумов Олександр Олексійович, Азаров Сергій Іванович, Димченко Євген Миколайович, Горбуньов Олег Георгійович, Маншилін Олександр Гейнійович, Літвінов Леонід Федорович, Кукуй Давид Пенхусович, Ємченко Юрій Борисович
МПК: B21B 1/02
Мітки: спосіб, обтискних, заготівельних, форми, пірамідальної, станах, зливків, прокатки
Формула / Реферат:
Способ прокатки слитков пирамидальной формы на обжимных и заготовочных станах, включающий деформацию слитков в двух взаимно перпендикулярных плоскостях с промежуточными кантовками при переходе деформации из одной плоскости в другую, причем в первом и в первом после кантовки пропусках слиток задают в валки широкой частью, отличающийся тем, что в первом и в первом после кантовки пропусках слиток деформируют с абсолютным обжатием 0,75 - 0,95...
Спосіб прокатування зливків пірамідальної форми на обтискних та заготовочних станах
Номер патенту: 25819
Опубліковано: 30.10.1998
Автори: Попов Євген Святославович, Толпа Анатолій Андрійович
МПК: B21B 1/02
Мітки: заготовочних, зливків, станах, прокатування, пірамідальної, обтискних, форми, спосіб
Формула / Реферат:
Спосіб прокатування зливків пірамідальної форми на обтискних та заготовочних станах, при якому зливки деформують у двох взаємоперпендикулярних площинах з проміжними кантуваннями при переході деформації з однієї площини у іншу з задачею зливка у першому та у першому після кантування пропуску більшою основою у валки, який відрізняється тим, що до першого кантування обтискання виконують по широкій стороні зливка, до і після першого кантування...
Спосіб прокатки зливків та заготівок
Номер патенту: 8259
Опубліковано: 29.03.1996
Автори: Пєрчєнко Андрєй Александровіч, Воронцов Вячєслав Константіновіч, Брінза Вячєслав Владіміровіч, Бойко Владімір Фйодоровіч
МПК: B21B 1/00
Мітки: зливків, прокатки, спосіб, заготівок
Формула / Реферат:
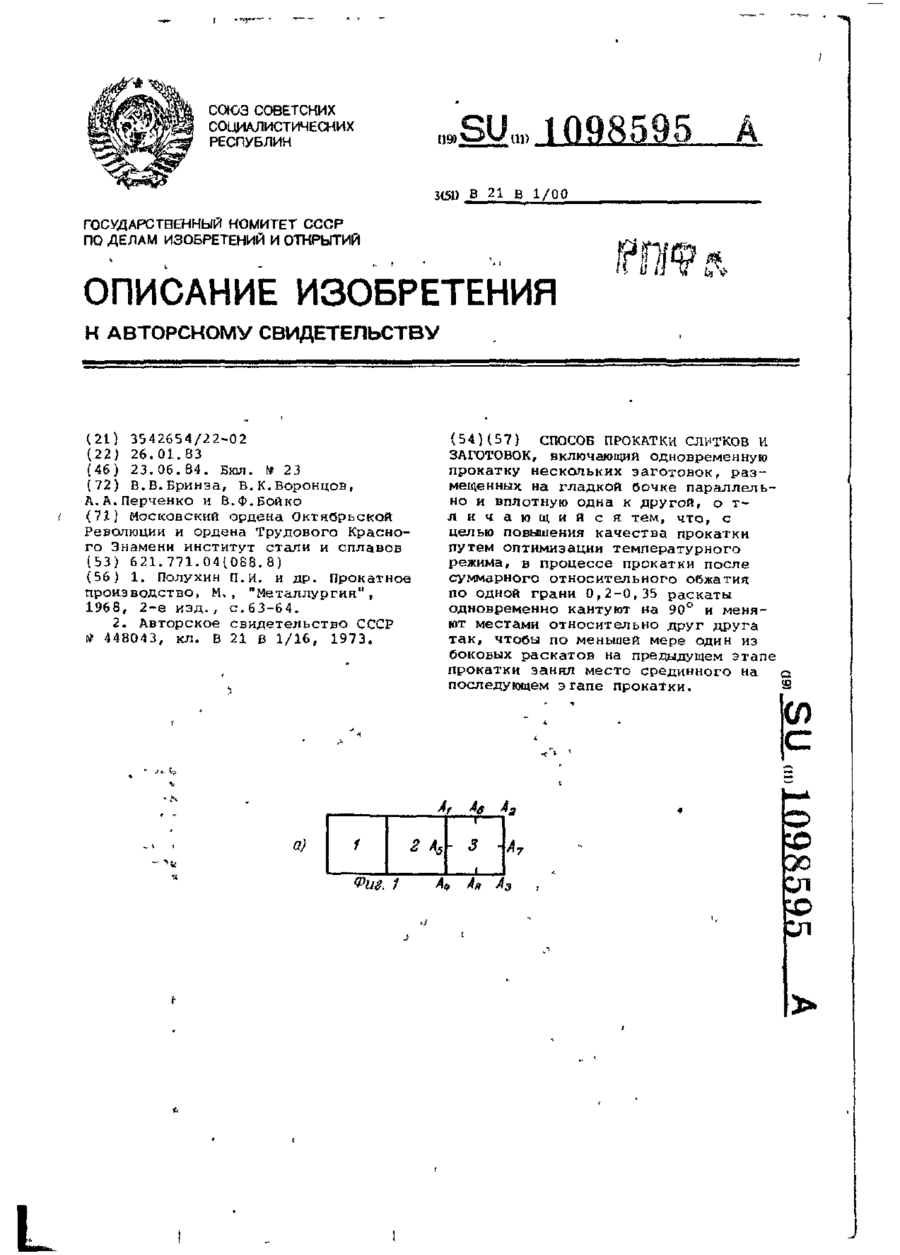
Способ прокатки слитков и заготовок, включающий одновременную прокатку нескольких заготовок, размещенных на гладкой бочке параллельно и вплотную одна к другой, отличающийся тем, что, с целью повышения качества прокатки путем оптимизации температурного режима, в процессе прокатки после суммарного относительного обжатия по одной грани 0,2-0,35 раскаты одновременно кантуют на 90° и меняют местами относительно друг друга так, чтобы по меньшей...
Спосіб реверсивної прокатки зливків із сталей і сплавів з обмеженою пластичністю
Номер патенту: 8257
Опубліковано: 29.03.1996
Автори: Голотіна Галіна Єгоровна, Брінза Вячєслав Владіміровіч, Рибкін Ніколай Владіміровіч, Полухін Владімір Пєтровіч, Бойко Владімір Фйодоровіч, Чєрнєнко Анатолій Ніколаєвіч
МПК: B21B 1/02
Мітки: зливків, прокатки, реверсивної, сплавів, обмеженою, сталей, спосіб, пластичністю
Формула / Реферат:
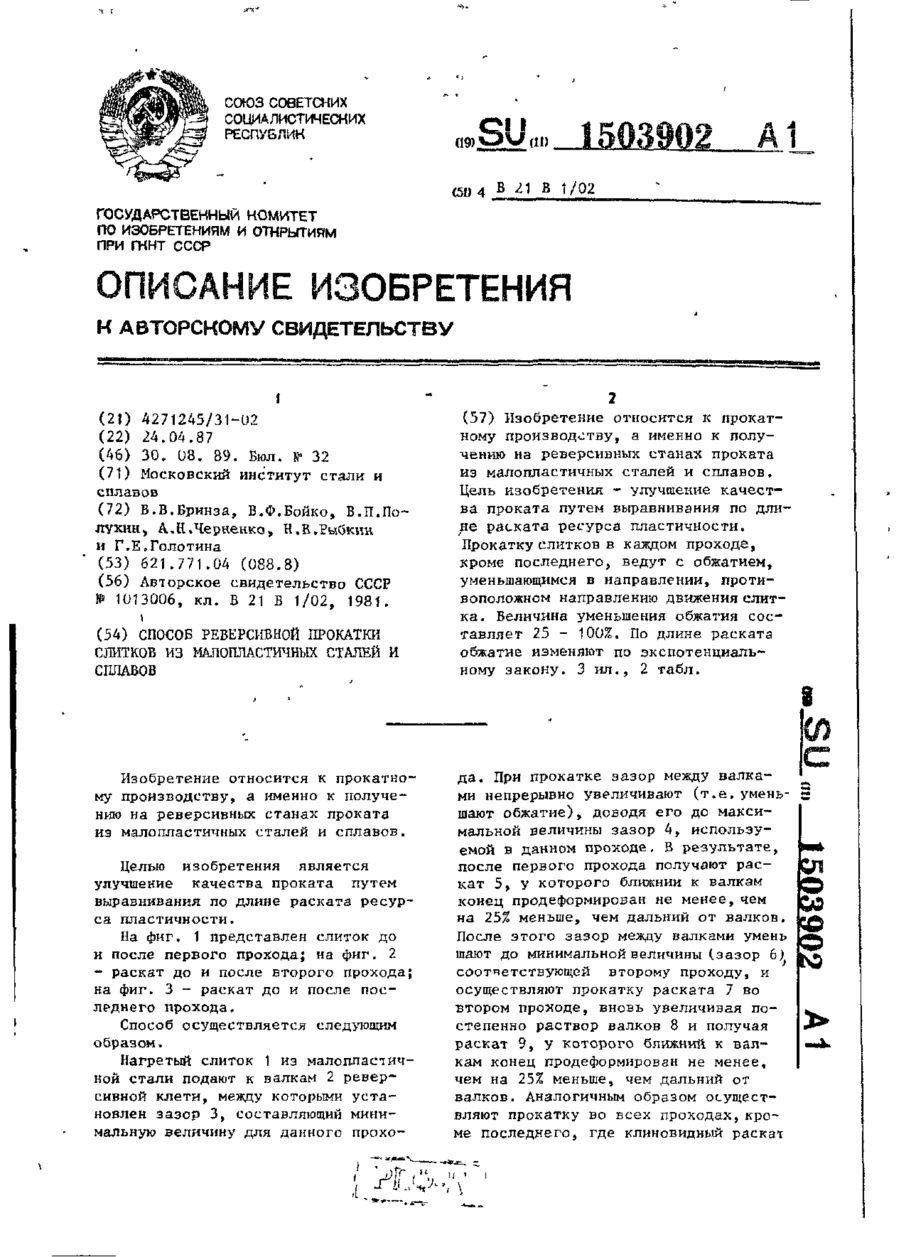
Способ реверсивной прокатки слитков из малопластичных сталей и сплавов, включающий прокатку раската за несколько проходов с изменением величины обжатия в процессе прохода, отличающийся тем, что, с целью улучшения качества проката путем выравнивания подлине раската ресурса пластичности, при прокатке в каждом проходе обжатие уменьшают по длине раската по экспоненциальному закону на величину 25-100% величины обжатия п момент захвата металла...
Спосіб прокатування зливків на обтискному стані
Номер патенту: 25820
Опубліковано: 30.10.1998
Автори: Неклеса Леонід Никифорович, Шаповал Григорій Якович, Салацинський Едуард Степанович, Чабанюк Анатолій Степанович, Головко Михайло Васильович
Мітки: обтискному, спосіб, зливків, стані, прокатування
Формула / Реферат:
Спосіб прокатування зливків на обтискному стані, при якому зливок послідовно обтискують у двох взаємно перпендикулярних напрямках і формують проміжний прямокутний або близький до прямокутного переріз, який відрізняється тим, що після зняття конусності зливка у двох взаємно перпендикулярних площинах формують на гладкій бочці прямокутний або близький до прямокутного переріз із співвідношенням ширини до висоти 1,35 - 1,8, після охолоджують...
Попередній патент: Рушій транспортного засобу
Наступний патент: Спосіб вимірювання точки роси і пристрій для його здійснення
Випадковий патент: Спосіб обробітку грунту під посадку супер-супереліти картоплі з мікробульб