Автомат для виготовлення паркетних дощечок
Номер патенту: 28165
Опубліковано: 16.10.2000

Формула / Реферат
1. Автомат для изготовления паркетних дощечок, включающий корпус с направляющими для заготовки и снабженные приводами механизмы продольной подачи, имеющий подающий барабан, обработки граней, имеющие фрезы, выполненные по форме граней паркета и поперечной распиловки, имеющий дисковуюпилу, отличающийся тем, все механизмы размещены на общем корпусе, при этом механизм поперечной распиловки, расположенный на каретке, имеет возможность перемещения, под воздействием кулисного механизма с приводом, в направлении, перпендикулярном продольной оси заготовки от положения, когда пила находится перед заготовкой до положения, когда передний срез каретки находится за пределами зоны перемещения не распиленной заготовки, при этом передний срез каретки расположен так, что он имеет возможность соприкосновения с заготовкой после того, как режущие элементы пилы пересекут распиливаемую заготовку.
2. Автомат по п. 1, отличающийся тем„ что он снабжен концевыми выключателями, один из которых имеет возможность срабатывать под воздействием торца заготовки, при достижении ей позиции распиловки, а другой - срабатывать под воздействием корпуса механизма распиловки при достижении им крайнего от заготовки положения, а также муфтами одна из которых имеет возможность отсоединять от привода подающий барабан механизма продольной подачи заготовки во время когда заготовка находится в положении распиловки воздействуя торцем на свой переключатель и во время когда пила механизма поперечной распиловки находится в зоне продольного перемещения заготовки и его корпус на свой переключатель не воздействует, а вторая муфта имеет возможность отсоединять от привода устройство перемещения механизма распиловки во время, когда заготовка не находясь в положении распиловки, не воздействует торцем на свой переключатель, а также во время когда механизм поперечной распиловки, достигнув крайнего от заготовка положения, воздействует на свой переключатель.
Текст
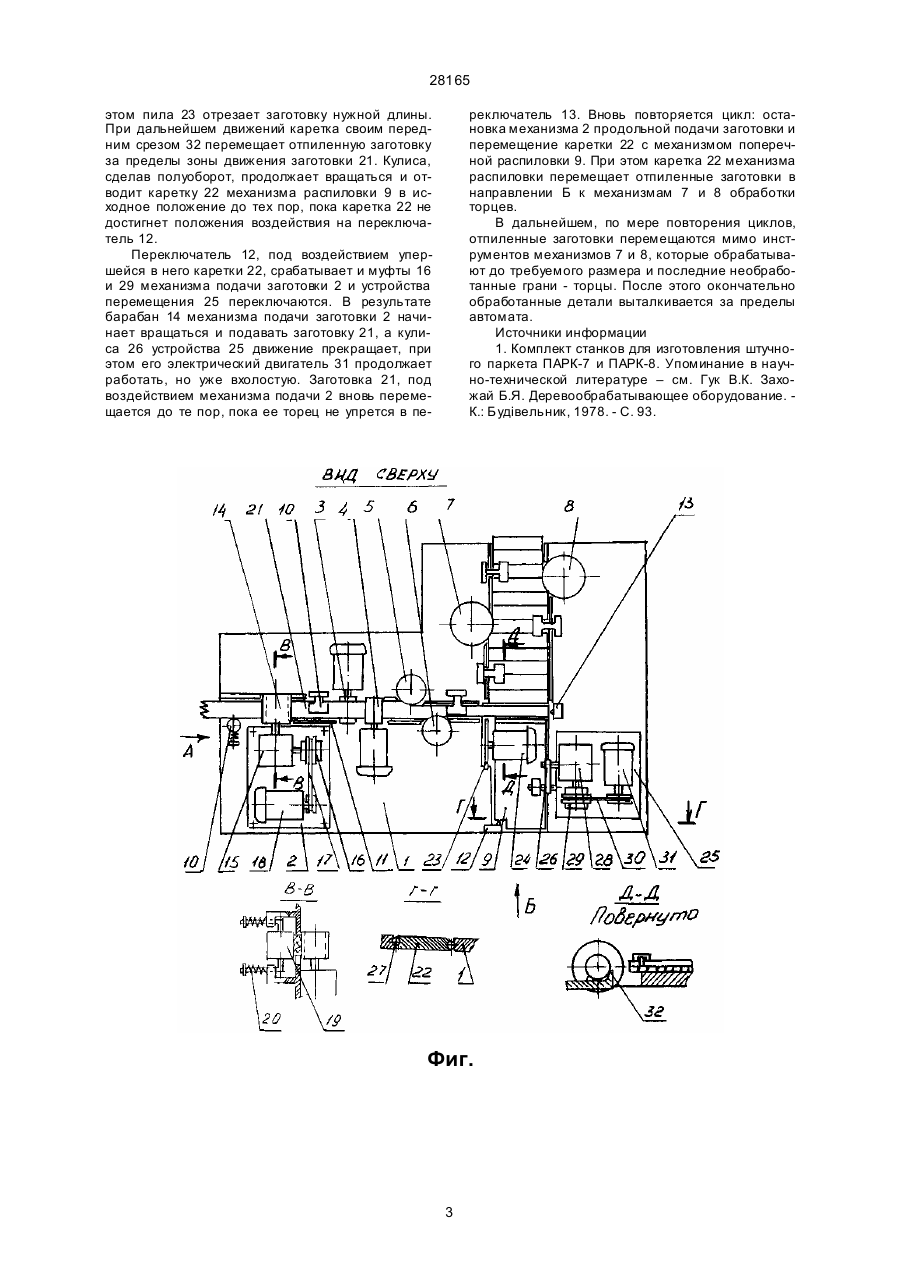
1. Автомат для изготовления паркетных дощечек, включающий корпус с направляющими для заготовки и снабженные приводами механизмы продольной подачи, имеющий подающий барабан, обработки граней, имеющие фрезы, выполненные по форме граней паркета и поперечной распиловки, имеющий дисковую пилу, отличающийся тем, что все механизмы размещены на общем корпусе, при этом механизм поперечной распиловки, расположенный на каретке, имеет возможность перемещения, под воздействием кулисного механизма с приводом, в направлении, перпендикулярном продольной оси заготовки от положения, когда пила находится перед заготовкой до положения, когда передний срез каретки находится за пределами зоны перемещения не распиленной заготовки, при этом передний срез каретки расположен так, A (54) АВТОМАТ ДЛЯ ВИГОТОВЛЕННЯ ПАРКЕТНИХ ДОЩЕЧОК 28165 заготовки, механизм продольной подачи с возможностью перемещать заготовку в направлении к механизмам обработки продольных граней и распиловки и механизм поперечной распиловки, снабженный кулисным устройством перемещения, имеющий возможность перемещаться в направлении, перпендикулярном продольной оси заготовки, при этом распиливать ее на заготовки требуемой длины, перемещать их в направлении к механизмам обработки торцев и затем возвращаться в исходное положение за пределами нераспиленной заготовки, длина которой не имеет ограничений. Кроме того, автомат снабжен двумя электрическими переключателями, расположенные таким образом, что первый из них имеет возможность переключения под воздействием торца заготовки при достижении ей позиции распиловки, а второй - под воздействием корпуса механизма поперечной распиловки при достижении им крайнего от заготовки положения. В состав автомата входят также две муфты, одна из которых имеет возможность отсоединять от привода подающий барабан механизма продольной подачи заготовки во время когда заготовка находится а положений распиловки воздействуя торцем на свой переключатель и во время когда пила механизма поперечной распиловки находится а зоне продольного перемещения заготовки и его корпус на свой переключатель не воздействует, а вторая муфта имеет возможность отсоединить от привода устройство перемещения механизма Распиловки во время, когда заготовка не находясь в положении распиловки, не воздействует торцем на свой переключатель, а также во время когда механизм поперечной распиловки, достигнув крайнего от заготовки положения, воздействует на свой переключатель. В результате на автомате возможно обрабатывать все грани заготовки, производя ее поперечную распиловку, что не требует разнесения механизмов по отдельным корпусам и создания самостоятельных агрегатов. Благодаря этому снижается площадь, занимаемая как непосредственно оборудованием и зоной его обслуживания, так и местом для хранения заготовок после обработки на каждом из агрегатов, а также уменьшается количество персонала, обслуживающего оборудование в процессе работы. Автомат включает закрепленные на общем корпусе 1 рабочие механизмы: продольной подачи заготовки 2, фрезерования граней заготовки (низа 3, верха 4, боков 5 и 6, торцев 7 и 8), поперечной распиловки 9 с приводом; подпружиненные прижимы 10 и направляющие 11, электрические переключатели 12 и 13. Ме ханизм 2 продольной подами заготовки включает подающий барабан 14, соединенный через редуктор 15, муфту 16 и передачу 17 с электродвигателем 18, а также барабан 19, снабженный пружинами 20, расположенный так, что постоянно имеет возможность прижимать заготовку 21 к подающему барабану 14. Муфта, в зависимости от подаваемого на нее электрического напряжения, имеет возможность соединять редуктор 15 с передачей 17 или отсоединять от него. Ме ханизмы 3-8 обработки граней имеют идентичное устройство и включают инструмент, на пример фрезу, с профилем соответствующим поверхности обрабатываемой грани заготовки и электрический привод, придающий вращательное движение инструменту. Кроме того, эти механизмы снабжены устройствами позволяющими перемещать и фиксировать каждый из механизмов в положении, обеспечивающем требуемый размер детали при переналадке на другой типоразмер изготавливаемых деталей либо при переточке или замене фрезы. Ме ханизм поперечной распиловки 9 включает подвижную каретку 22 с дисковой пилой 23, снабженной электрический приводом 24 и устройстве перемещения каретки, включающий привод 25 и кулису 26. Привод устройства перемещения каретки 25 устроен аналогично приводу механизма подачи заготовки 2. Он включает редуктор 28, муфту 29, передачу 30 и электродвигатель 31. Передний срез 32 каретки 25 расположен так, что он имеет возможность соприкосновения с заготовкой 21 только после того, как режущие элементы пилы 23 будут наводиться за пределами заготовки со стороны, противоположной каретке 25. Электрическое напряжение на муфты 16 и 29 механизма подачи 2 и устройства 25 перемещения механизма распиловки 9 подается через переключи гели 12 и 13. Напряжение на электрические двигатели (приводы) всех механизмов подается постоянно во время работы автомата. В качестве заготовки 21 используется доска, длина которой ограничений не имеет. В корпусе 1 выполнены пазы для направления заготовки 21 в продольном и поперечном направлениях. Автомат работает следующим образом. Перед началом работы включают электрические приводы всех механизмов. При этом муфта 16 находится под напряжением и передает вращательное движение к барабану 14. Каретка механизма распиловки находится в положении воздействия на переключатель 12. Муфта 19 устройства перенесения механизма распиловки отключена и движение от передачи 30 электродвигателя 31 к редуктору 28 с кулисой 26 не передает. Заготовку 21 подают под барабан 34 механизма подачи 2, который перемещает ее в направлении А. По мере перемещения заготовка 21 проходит мимо инструментов механизмов обработки 3, 4, 5 и 6, которые обрабатывают заготовку с четырех граней до требуемого размера. Перемещение заготовки 21 продолжается до тех пор, пока ее передний торец не вступит во взаимодействие с электрическим переключателем 13. При срабатывании переключателя 13 отключается муфта 16 механизма подачи 2. Она перестает передавать вращательное движение от электродвигателя 18 к барабану 14 и перемещение заготовки 21 в направлении А прекращается, при этом электродвигатель 18 не отключается. Одновременно, в результате срабатывания электрического переключателя 13, происходит включение муфты 29 устройства перемещения 25 механизма распиловки 9, и она начинает передавать вращательное движение от электродвигателя 31 к редуктору кулисы 26. Кулиса 2б начинает вращаться и перемещать каретку 22 в направлении Б, перпендикулярном продольной оси заготовки 21 при 2 28165 этом пила 23 отрезает заготовку нужной длины. При дальнейшем движений каретка своим передним срезом 32 перемещает отпиленную заготовку за пределы зоны движения заготовки 21. Кулиса, сделав полуоборот, продолжает вращаться и отводит каретку 22 механизма распиловки 9 в исходное положение до тех пор, пока каретка 22 не достигнет положения воздействия на переключатель 12. Переключатель 12, под воздействием упершейся в него каретки 22, срабатывает и муфты 16 и 29 механизма подачи заготовки 2 и устройства перемещения 25 переключаются. В результате барабан 14 механизма подачи заготовки 2 начинает вращаться и подавать заготовку 21, а кулиса 26 устройства 25 движение прекращает, при этом его электрический двигатель 31 продолжает работать, но уже вхолостую. Заготовка 21, под воздействием механизма подачи 2 вновь перемещается до те пор, пока ее торец не упрется в пе реключатель 13. Вновь повторяется цикл: остановка механизма 2 продольной подачи заготовки и перемещение каретки 22 с механизмом поперечной распиловки 9. При этом каретка 22 механизма распиловки перемещает отпиленные заготовки в направлении Б к механизмам 7 и 8 обработки торцев. В дальнейшем, по мере повторения циклов, отпиленные заготовки перемещаются мимо инструментов механизмов 7 и 8, которые обрабатывают до требуемого размера и последние необработанные грани - торцы. После этого окончательно обработанные детали выталкивается за пределы автомата. Источники информации 1. Комплект станков для изготовления штучного паркета ПАРК-7 и ПАРК-8. Упоминание в научно-технической литературе – см. Гук В.К. Захожай Б.Я. Деревообрабатывающее оборудование. К.: Будівельник, 1978. - С. 93. Фиг. 3 28165 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 34 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюAutomaton for manufacturing parquet plates
Автори англійськоюZhukov Volodymyr Oleksiiovych, Serhieiev Yurii Fedorovych
Назва патенту російськоюАвтомат для изготовления паркетных дощечек
Автори російськоюЖуков Владимир Алексеевич, Сергеев Юрий Федорович
МПК / Мітки
МПК: B27M 3/04
Мітки: виготовлення, дощечок, паркетних, автомат
Код посилання
<a href="https://ua.patents.su/4-28165-avtomat-dlya-vigotovlennya-parketnikh-doshhechok.html" target="_blank" rel="follow" title="База патентів України">Автомат для виготовлення паркетних дощечок</a>
Автомат для виготовлення вафельних стаканчиків для морозива
Номер патенту: 13836
Опубліковано: 25.04.1997
Автори: Батурін Володимир Петрович, Оттиско Федір Федорович, Калинкін Вадим Іванович
МПК: A21B 5/00
Мітки: вафельних, автомат, стаканчиків, виготовлення, морозива
Формула / Реферат:
Автомат для изготовления вафельных стаканчиков для мороженого, содержащий ротор с планшайбой, по периметру которой расположены блок-формы, состоящие из двух полуформ, копир перемещения полуформ, конуса и механизм заливки теста, отличающийся тем, что автомат снабжен устройством для среза кромки стаканчика, выполненным в виде дискового ножа, установленного на кронштейне с возможностью вертикального перемещения и вращательного движения,...
Автомат для виготовлення вафельних стаканчиків для морозива
Номер патенту: 1338
Опубліковано: 25.03.1994
Автори: Калинкін Вадим Іванович, Оттиско Федір Федорович
МПК: A21B 5/00
Мітки: стаканчиків, вафельних, виготовлення, автомат, морозива
Формула / Реферат:
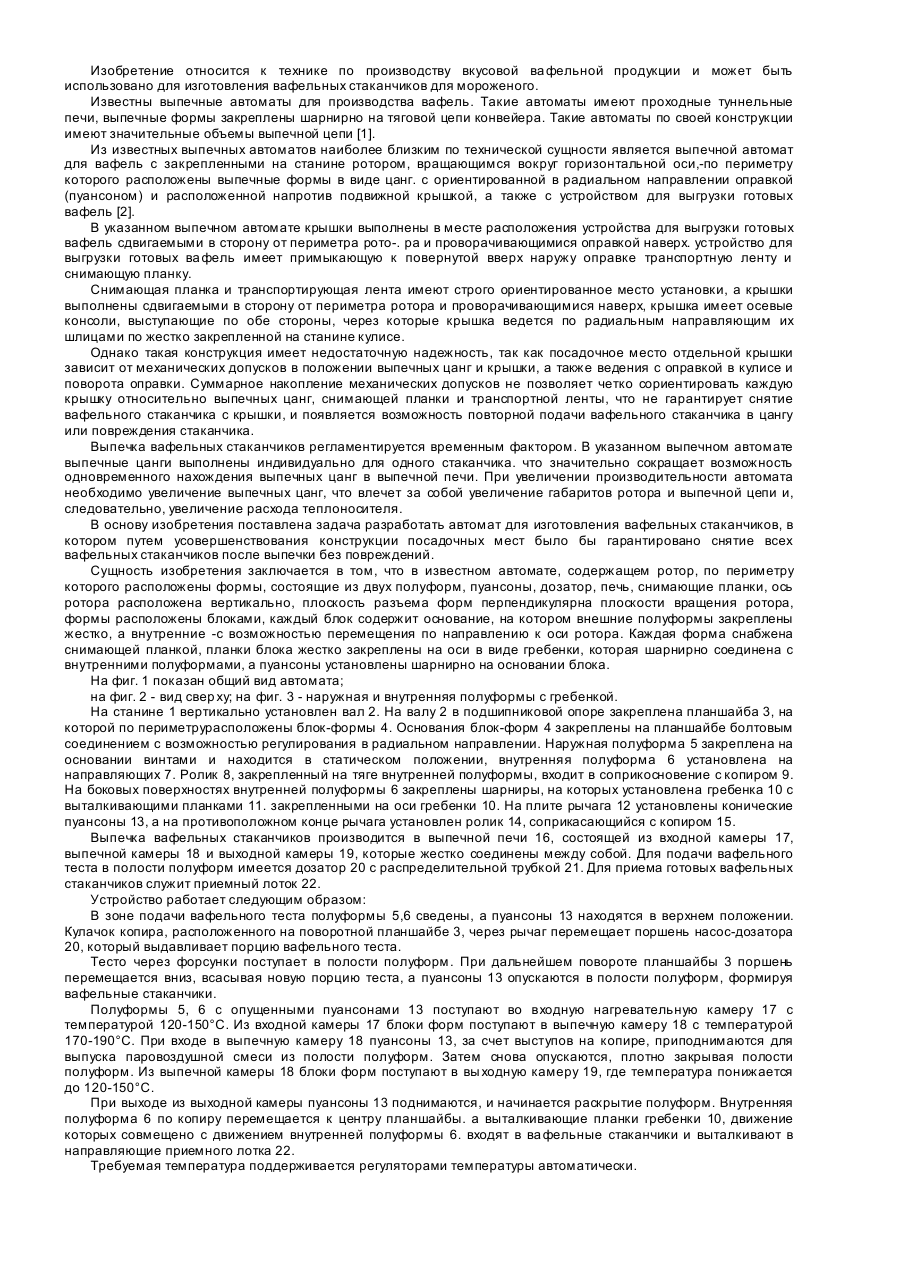
Автомат для изготовления вафельных стаканчиков для мороженого, содержащий ротор, по периметру которого расположены формы, состоящие из двух полуформ, пуансоны, дозатор, печь и планки для съема стаканчиков, отличающийся тем, что ось вращения ротора расположена вертикально, плоскость разъема форм перпендикулярна плоскости вращения ротора, формы расположены блоками, каждый из которых содержит основание, на котором внешние полуформы закреплены...
Автомат для насікання надфілів
Номер патенту: 14286
Опубліковано: 25.04.1997
Автор: Бєліцкий Аркадій Володимирович
МПК: B23D 73/00
Мітки: надфілів, автомат, насікання
Формула / Реферат:
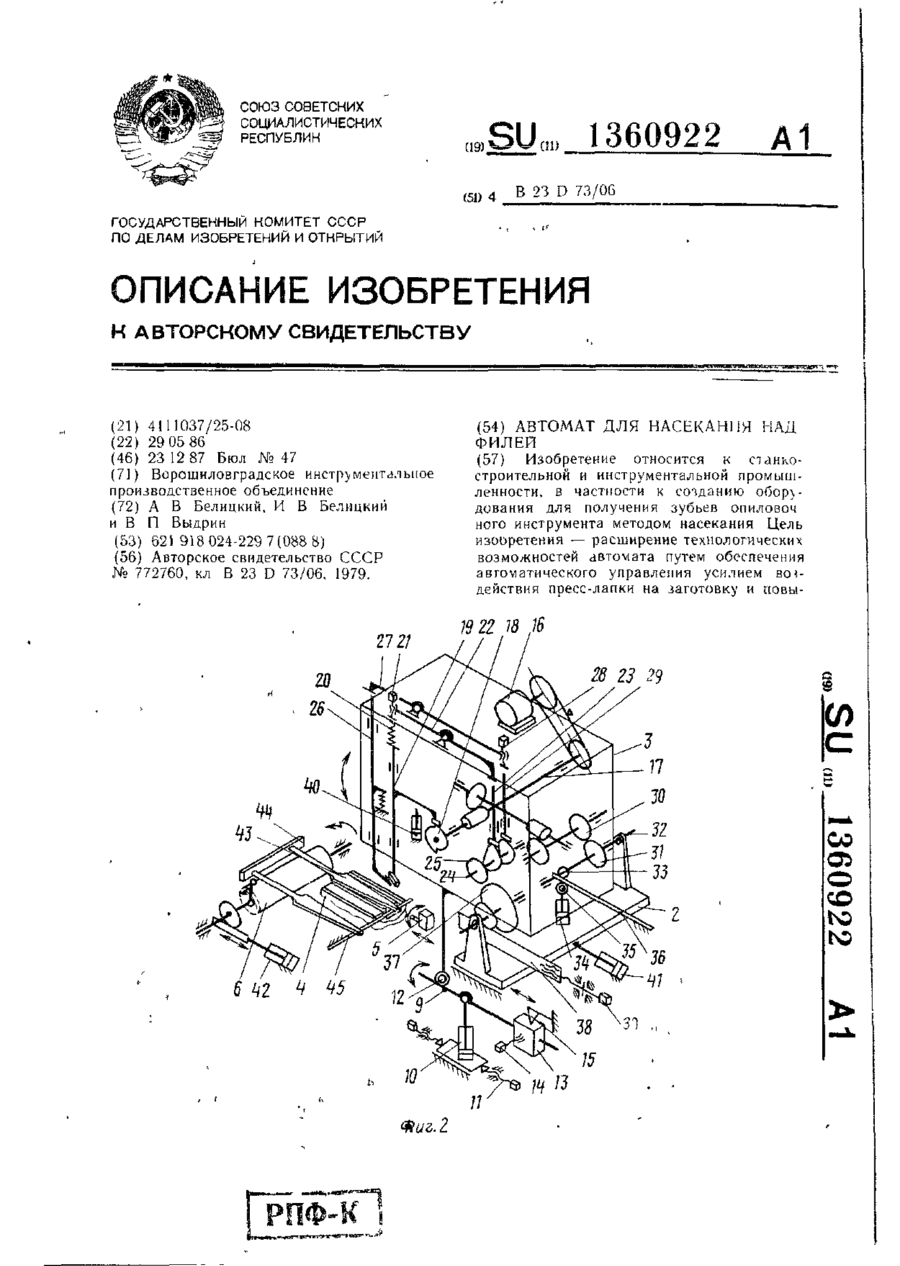
Автомат для насекания надфилей с установленной на станине кареткой, на которой с возможностью подъема и опускания расположен помещенный в корпусе ударный механизм, а для заготовки надфилей предусмотрены транспортирующее устройство с приводом в виде зубчато-реечного и храпового механизмов и кантователь, отличающийся тем, что, с целью повышения производительности при насекании плоских надфилей, в автомат введены кинематическая связь...
Автомат для насікання круглих надфілів
Номер патенту: 13392
Опубліковано: 28.02.1997
Автори: Семененко Валерій Олександрович, Бєліцкий Аркадій Володимирович, Видрін Володимир Петрович
МПК: B23D 73/00
Мітки: круглих, автомат, надфілів, насікання
Формула / Реферат:
(57) Автомат для насекания круглых надфилей, включающий установленную на станине с возможностью возвратно-поступательного перемещения каретку с размещенным в ней с возможностью вращения патроном для заготовки, наковальню, копирный механизм, расположенный в корпусе ударный механизм с пресс-лапкой, установленным с возможностью возвратно-поступательного перемещения молотком с зубилом и устройством для регулирования энергии удара молотка,...
Автомат для насікання надфілів
Номер патенту: 14285
Опубліковано: 25.04.1997
Автори: Бєліцкий Ігор Володимирович, Бєліцкий Аркадій Володимирович, Видрін Володимир Петрович
МПК: B23D 73/00
Мітки: надфілів, автомат, насікання
Формула / Реферат:
1. Автомат для насекания надфилей, на станине которого установлены жестко закрепленный стол и с возможностью прямолинейного перемещения каретка, несущая ударное устройство, включающее корпус и размещенные в нем пресс-лапку и механизм автоматического управления энергией удара молотка, содержащий вал управления, при этом ударное устройство установлено с возможностью подъема и опускания посредством поворота корпуса вокруг горизонтальной оси...
Попередній патент: Спосіб діагностики задньої ішемічної оптикопатії
Наступний патент: Універсальне грунтообробне знаряддя
Випадковий патент: Автономна конгенераційна установка з двигуном стірлінга і двигуном внутрішнього згоряння