Спосіб запобігання ступінчастого свердла від поломок
Номер патенту: 28321
Опубліковано: 16.10.2000
Автори: Малишко Ірина Іванівна, Михайлов Олександр Михайлович

Формула / Реферат
Способ предохранения ступенчатого сверла от поломок при сверлении ступенчатых отверстий, в котором сверлу сообщают вращательное и поступательное движение, отличающееся тем, что до контакта режущей кромки каждой последующей ступени сверла с обрабатываемым материалом прерывает движение стружки на время, определяемое зависимостью
![]()
где ![]() - величина - врезания соответствующей ступени сверла;
- величина - врезания соответствующей ступени сверла;
So - величина подачи на оборот;
V - скорость резания;
Di - диаметр, соответствующей ступени сверла.
Текст
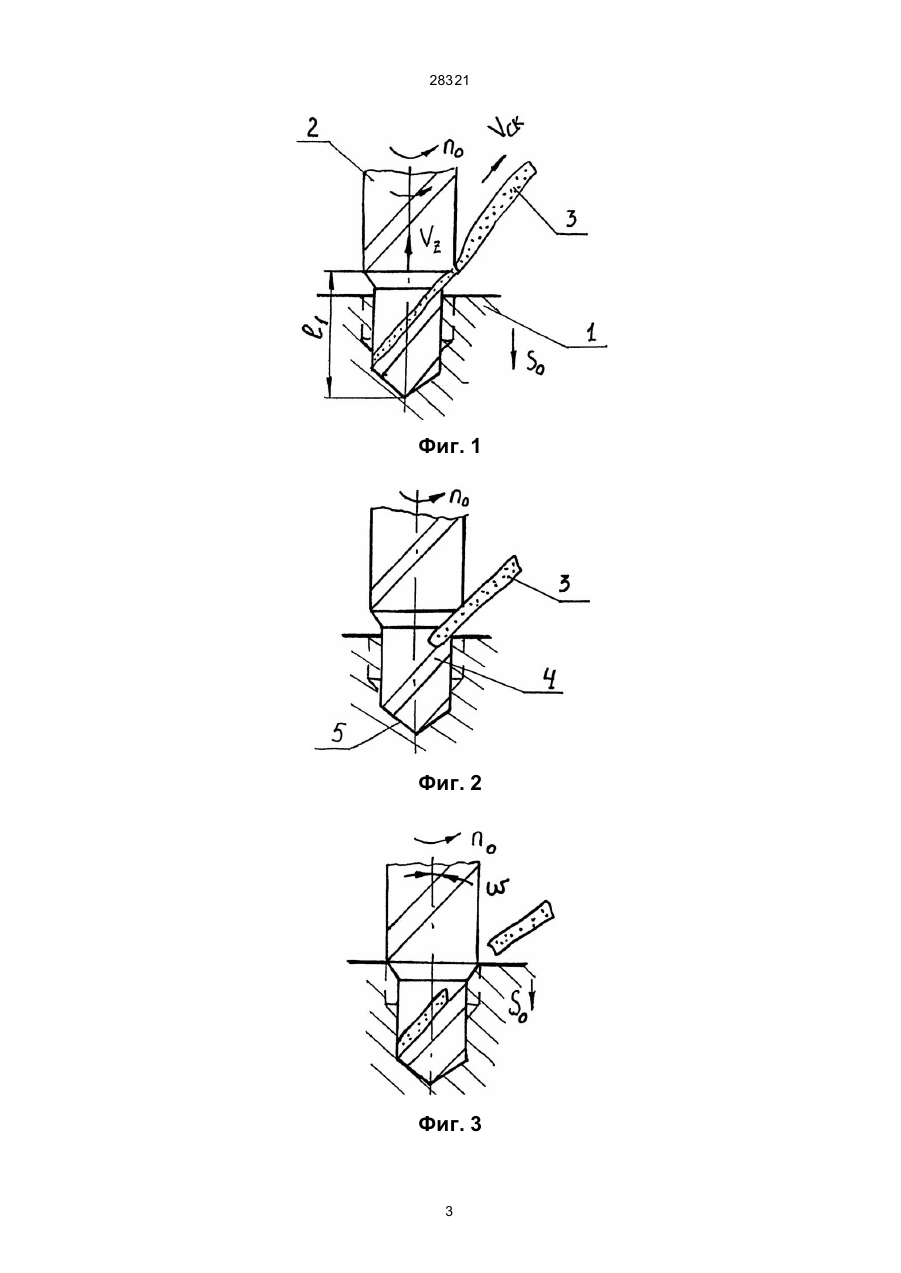
Способ предохранения ступенчатого сверла от поломок при сверлении ступенчатых отверстий, в котором сверлу сообщают вращательное и поступательное движение, отличающееся тем, что до контакта режущей кромки каждой последующей 28321 предыдущей ступени, с режущими кромками последующих ступеней в момент их врезания в обрабатываемый материал, что исключит резание упрочненной стружки, а вероятность поломки инструмента устраняется. Поставленная задача решается тем, что в способе предохранения ступенчатого сверла от поломок, в котором сверлу сообщают вращательное и поступательное движение, согласно изобретению, до контакта режущей кромки каждой последующей ступени сверла с обрабатываемым материалом прерывают движение стружки на время, определяемое зависимостью lbp pDi tnp = , Vs o 1000 где (D - Di -1 ) - величина врезания соответlbp = i 2tgf ствующей ступени сверла, s о - величина подачи на оборот, V - скорость резания, Di - диаметр i-й ступени сверла. Изобретение поясняется чертежом, где на фиг. 1 показано сверление ступенчатого отверстия в детали 1 сверлом 2, совершающим вращательное движение с частотой вращения nо и поступательное с величиной подачи s о. Стружка 3 движется по винтовым канавкам со скоростью Vz вдоль оси сверла. На фиг. 2 показана работа сверла 2 в момент сообщения ему только вращательного движения с частотой вращения nо. При этом стружка 3, образовавшаяся при сообщении сверлу вращательного и поступательного движения продолжает движение по стружечной канавке. В этот момент на участке стружечной канавки 4, находящейся между стружкой 3 и поверхностью резания 5 стружка отсутствует. На фиг. 3 показано сверло 2, совершающее вращательное движение с частотой nо и поступательное с величиной подачи s о. Главные режущие кромки второй ступени вступают в контакт с обрабатываемой деталью 1, при этом стружка из-под первой ступени еще не доходит до второй ступени. Между стр ужкой, выходящей из-под первой и второй ступени имеется разрыв, определяемый временем tnp, в течение которого отсутствовало поступательное движение. При вращательном и поступательном движении сверла под действием центробежных сил стружка прижимается к стенкам отверстия. Наличие винтовых стр ужечных канавок поднимает стружку вдоль оси Х со скоростью Vz=Vsinw. Выходя из отверстия под действием центробежных сил стружка попадает под режущие кромки второй ступени. Эксперименты показали, что твердость стружки в 1,5-2,5 раза выше твердости основного материала. Это ведет к росту сил резания и поломке инструмента. Наличие прерывистого движения стружки на время, определяемое зависимостью lnp pDi t np = , (1) Vs o 1000 где lbp = (Di - Di -1 ) - величина врезания соответст2tgf вующей ступени сверла, s о - величина подачи на оборот; V - скорость резания; Di - диаметр предыдущей ступени; Di-1 - диаметр последующей ступени, устраняет контакт стружки, выходящей из-под первой ступени, со второй и последующей. Прерывистое движение стружки осуществляется за счет отключения движения подачи на время tnp. Исследования показали, что время tnp, определяемое формулой (1), является достаточным для врезания второй и последующи х ступеней на величину l1, когда контакт стружки, выходящей изпод первой ступени со второй отсутствуе т. После врезания второй ступени в обрабатываемый материал устраняется зазор между сверлом и обрабатываемым материалом, и стружка, движущаяся из-под первой ступени, уже не может попасть под режущие кромки второй. Стружка, выходящая из-под первой ступени вместе со стружкой, выходящей из-под второй ступени, движется по канавкам второй к последующи х ступеней. Пример При сверлении отверстия в стали 45 ступенчатым сверлом, у которого d1=10 мм, d2=20 мм, l1=20 мм. Скорость резания на первой ступени Vz=20 м/мин. Коэффициент усадки стружки e=3. Коэффициент заполнения стружечной канавки k=5. Угол наклона стружечной канавки w=30°, f=45°. Величина подачи s o=0,2 мм/об. Тогда скорость движения стружки вдоль канавки Vc k=V/e×k=20/3×5=1,33 м/мин; вдоль оси инструмента Vz=1,33×0,5=0,66 м/мин. Время прерывания 5 × 20 × 3,14 t пр = = 0,08 мин. 20 × 0,2 ×1000 Тогда как время врезания l 5 t bp = o = = 0,015 мин. n o s o 325 × 0,2 Таким образом время прерывания движения стружки больше времени врезания второй ступени. Выполненные экспериментальные исследования при сверлении сверлом ступенчатого отверстия, размеры и режимы резания которого приведены в примере, показали, что время прерывания стружки, зафиксированное на секундомере, составляло 0,084 мин. Это на 4% больше расчетного. Предложенная зависимость позволяет достоверно определить время прерывания поступательного движения инструмента, а следовательно, и движение стружки. Таким образом, предложенный способ устраняет контакт стружки, выходящей из-под первой ступени с режущими кромками второй ступени во время ее врезания в обрабатываемый материал, а следовательно, исключается вероятность поломки режущи х кромок инструмента, вызванных резанием упрочненной стружки. 2 28321 Фиг. 1 Фиг. 2 Фиг. 3 3 28321 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 35 прим. Зам._______ __________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 __________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of protection of stepped drill against failures
Автори англійськоюMykhailov Oleksandr Mykhailovych, Malyshko Iryna Ivanivna
Назва патенту російськоюСпособ предохранения ступенчатого сверла от поломок
Автори російськоюМихайлов Александр Михайлович, Малышко Ирина Ивановна
МПК / Мітки
МПК: B23B 47/00
Мітки: ступінчастого, запобігання, спосіб, свердла, поломок
Код посилання
<a href="https://ua.patents.su/4-28321-sposib-zapobigannya-stupinchastogo-sverdla-vid-polomok.html" target="_blank" rel="follow" title="База патентів України">Спосіб запобігання ступінчастого свердла від поломок</a>
Спосіб заточки свердла одностороннього різання

Номер патенту: 416
Опубліковано: 30.04.1993
Автор: Кірсанов Сергій Михайлович
МПК: B24B 3/00
Мітки: одностороннього, різання, спосіб, заточки, свердла
Формула / Реферат:
Способ заточки сверла одностороннего резания, при котором абразивный круг подводят к обрабатываемому сверлу и формообразуют его заднюю и переднюю поверхности, причем формообразование последней производят при смещении сверла относительно оси абразивного круга, о т-личающийся тем, что величину смещения оси сверла выбирают по формулегде h - величина смещения относительно оси сверла, - величина угла в плане центральной...
Спосіб охолодження кільцевого свердла
Номер патенту: 6092
Опубліковано: 29.12.1994
Автори: Денисенко Олександр Антонович, Лоза Олександр Борисович, Галенко Василь Петрович, Зубко Віктор Петрович, Єременко Віктор Пилипович, Зленко Олександр Євгенович
МПК: B23B 51/06, B23Q 11/10
Мітки: спосіб, охолодження, кільцевого, свердла
Формула / Реферат:
1. Способ охлаждения кольцевого сверла, согласно которому по каналам сверла подводят смазочно-охлаждающую жидкость (СОЖ) на его режущие кромки и подают воздух под давлением с последующим его распылением, отличающийсятем, что, с целью повышения эффективности охлаждения, подачу воздуха осуществляют через зазор между внутренней стенкой корпуса сверла и поверхностью высверленного стержня, а давление РB воздуха выбирают по...
Гальмо ступінчастого типу

Номер патенту: 25535
Опубліковано: 30.10.1998
Автори: Бойко Григорій Олексійович, Будіков Леонід Якович, Медведєв Григорій Михайлович, Ядикін Станіслав Вікторович
МПК: B66D 5/00
Мітки: гальмо, ступінчастого, типу
Формула / Реферат:
Тормоз ступенчатого типа, содержащий тормозные колодки, угловые рычаги, тяги, пружины и приводы, отличающийся тем, что содержит два привода с разными ходами (перемещениями) штоков толкателей, установленные на одном основании, угловые рычаги совместно шарнирно соединены со стойкой тормоза, а со штоком привода с меньшим ходом толкателя соединена штанга, которая своим вторым концом соединена посредством пальца с угловым рычагом привода с большим...
Спосіб глибинного шліфування
Номер патенту: 2924
Опубліковано: 26.12.1994
Автор: Суховій Борис Федорович
МПК: B24B 1/00
Мітки: глибинного, шліфування, спосіб
Формула / Реферат:
Способ глубинного шлифования, при котором осуществляют врезание на полную глубину резания с замедлением поперечной подачи, отличающийся тем, что величину поперечной подачи по мере вреза-ния определяют по формуле:где Sо - максимальное значение подачи, м/мин,Т - полная глубина резания, мм;t- текущая глубина резания, мм.
Патрон гірничого свердла з перехопленням штанги
Номер патенту: 10048
Опубліковано: 30.09.1996
Автор: Маслюк Георгій макарович
МПК: E21B 3/00
Мітки: патрон, гірничого, штанги, свердла, перехопленням
Формула / Реферат:
1. Патрон горного сверла с перехватом штанги, включающий корпус, стакан, фланец которого выполнен в виде торцевой кулачковой полумуфты, ведущую втулку с отверстием по форме внешнего контура поперечного сечения штанги, соосно скрепленную со второй торцевой полумуфтой, и пружину сжатия, размещенную между полумуфтами, отличающийся тем, что патрон снабжен дополнительной пружиной, взаимодействующей с одной стороны с полумуфтой ведущей втулки,...
Попередній патент: Плоский електронагрівач
Наступний патент: Спосіб лікування ішемічної хвороби серця
Випадковий патент: Спосіб одержання антрациклінонів