Високочастотний нагрівальний пристрій для безвогневої ремонтної технології

Формула / Реферат
Високочастотний нагрівальний пристрій, для без вогневої ремонтної технології, що містить діелектричний захисний корпус із розміщеним усередині нього незамкнутим магнітопроводом, на нагрівальних площинах якого встановлені змінні полюсні наконечники, який відрізняються тим, що індукційний нагрівальний пристрій - індуктор, виготовлений у виді резонансного коливального контуру, що включає котушку індуктивності і накопичувальний конденсатор, підключений до автоматичного високочастотного перетворюючого джерела живлення, а сердечник магнітопровода, виготовлений із неметалевого, діелектричного твердого феромагнітного матеріалу, є П - образним і має для одночасного нагрівання кутових металевих поверхонь горизонтальні і вертикальні нагрівальні площини, на які, для збільшення ефективності нагрівання криволінійних і інших різних по геометрії поверхонь металу що нагріваються, можуть установлюватися знімні полюсні наконечники, виконані у виді еластичних термостійких капсул, наповнених порошкоподібним неметалевим матеріалом сердечника магнітопровода.
Текст
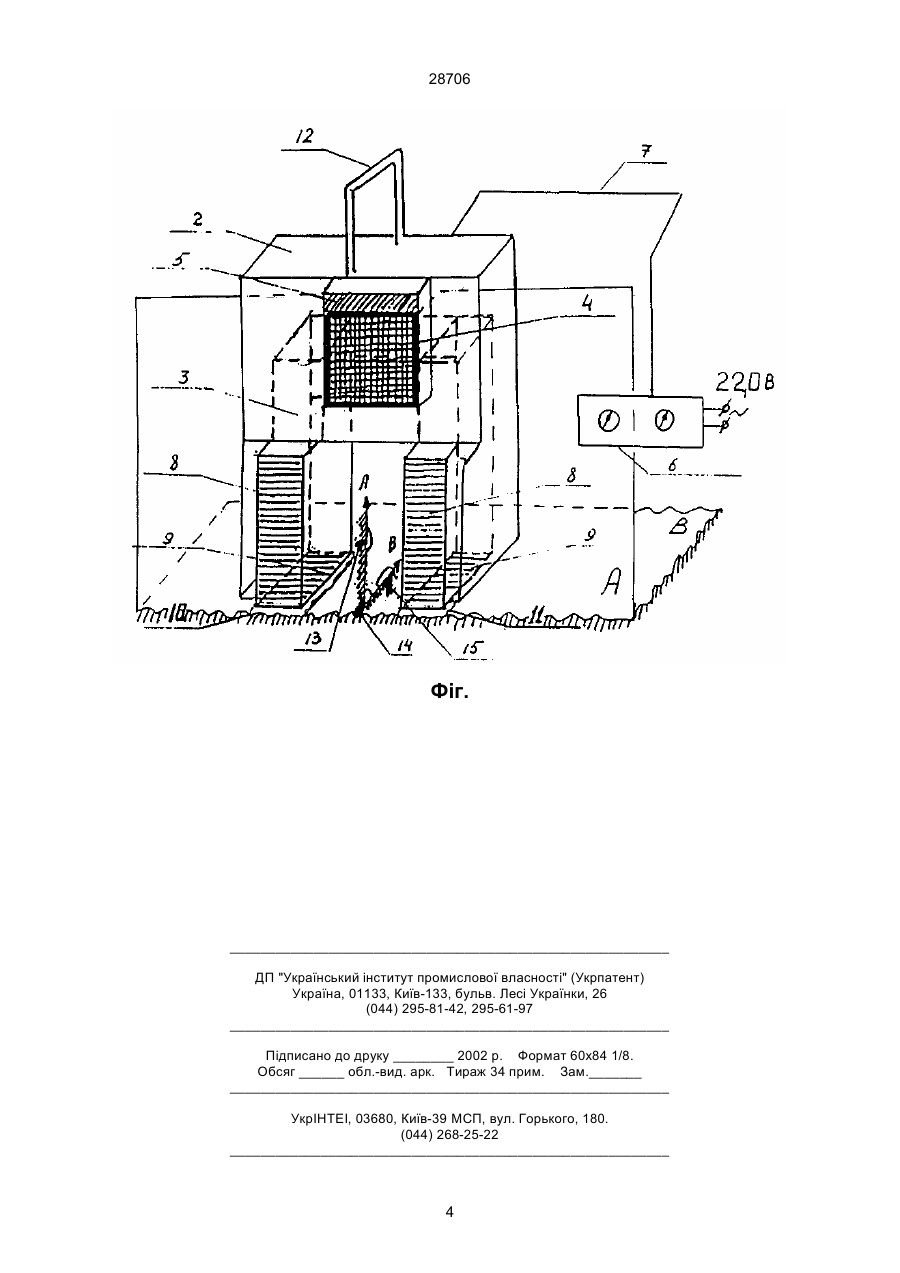
Високочастотний нагрівальний пристрій, для безвогневої ремонтної технології, що містить діелектричний захисний корпус із розміщеним усередині нього незамкнутим магнітопроводом, на нагрівальних площинах якого встановлені змінні полюсні наконечники, що відрізняються тим, що індукційний нагрівальний пристрій - індуктор, виготовлений у виді резонансного коливального конту 28706 - великі утруднення у використанні індуктора в польових умовах; - при включеному індукторі практично відсутній огляд ділянки, що паяється, тому галтель паяного шва за допомогою шпателя може наноситися тільки після вимикання індуктора і звільнення від нього місця пайки. У цьому випадку час нанесення і формування припою обмежено швидкістю його охолодження; - при паянні стельових швів неминуче влучення рідкої фази низькотемпературного припою і флюсу на корпус індуктора, що є неприпустимим; - виготовлення і використання еластичних капсул, заповнених феромагнітним, електропровідним, рідкометалевим середовищем (суміш рідкометалевої евтектики системи галій-індій із tпл=16°C і порошку заліза, нікелю або кобальту) для усунення повітряних зазорів і поліпшення контакту сердечника магнітопроводу (торець) із криволінійною поверхнею металу, що нагрівається, зустрічає великі труднощі і не знаходить застосування в практику через наступні причини: - при замиканні магнітного ланцюга, торців магнітопроводу з поверхнею металу, що нагрівається, через електропровідну капсулу, вихрові струми, за рахунок яких відбувається нагрів, перерозподіляються на нагрів капсули і дефектної ділянки, що нагрівається, металу, причому нагрів феромагнітної, електропровідної капсули найбільше інтенсивний. Чим більше геометричні розміри капсули, тобто чим більше усувається повітряний зазор, тим менше ККД ефективності нагрівання дефектного місця за рахунок магнітного поля (вихрових струмів) і більше внесок нагрівання за рахунок теплопередачі від капсули до дефектної ділянки, ефективність якого непорівнянна з ефективністю нагрівання за рахунок вихрових струмів і тому, у ряді випадків, неможливо нагріти дефектне місце до температури пайки; - з огляду на те, що рідкометалеве середовище капсули являє собою композиційний сплав, що твердіє за часом, у якому за рахунок активної взаємодії галію або рідкої евтектики галію-індію з порошком металу наповнювачем утвориться нова тверда тугоплавка фаза з більш високою температурою плавлення, чим вихідна - 16°С, особливо при нагріванні, застосування рідкометалевого середовища, запропонованого в прототипі, обмежено як по температурах, так і за часом, тому що при цьому відбувається зміна агрегатного стана рідкометалевого середовища капсули і її отвердіння. Вибране в якості аналога технічне рішення з вказаних вище причин - малоефективне. Поставлена задача створення високоефективного нагрівального пристрою, який дозволяє працювати в діапазоні температур від - 30°С до 40°С, досягається тим, що високочастотний нагрівальний пристрій, для локального нагрівання поверхні металу, застосовуваний у безвогневій ремонтній технології, містить у собі два основних елементи - індуктор (індукційний нагрівальний пристрій) і високочастотний перетворювач (джерело харчування індуктора), що розраховані на напругу 220 В, промислової частоти (50 Гц). Індуктор, що містить діелектричний захисний корпус із розміщеним усередині ньо го незамкнутим магнітопроводом, виготовлений у виді резонансного коливального контуру, що включає котушку індуктивності і накопичувальний конденсатор, підключений до автоматичного перетворюючого джерела харчування, а сердечник магнітопроводу, виготовлений із неметалевого діелектричного, твердого феромагнітного матеріалу (ферит), є П-образним і має для одночасного нагрівання кутових металевих поверхонь горизонтальні і вертикальні нагрівальні площини, на які, для усунення повітряних зазорів із метою збільшення ККД ефективності нагрівання криволінійних, грубошорстких і інших різних по геометрії, що нагріваються, поверхонь металу, можуть установлюватися знімні полюсні наконечники, виконані у виді еластичних термостійких капсул, наповнених порошкоподібним неметалевим матеріалом сердечника магнітопроводу (ферит). Таким чином, якщо після установки індуктора на поверхню металу, що нагрівається, спостерігається видимий зазор між нагрівальною площиною (торцем або бічною поверхнею сердечника магнітопроводу) і ділянкою металу, що нагрівається, то ставлять полюсний наконечник, що, заповнюючи зазор, збільшує площу контакту між, що нагрівається, (криволінійною, шорсткуватою і т.д.) ділянкою і нагрівальною площиною, підвищуючи ККД нагрівання. Якщо зазор не спостерігається, то нагрів дефектної ділянки здійснюють без насадок. Винахід пояснюється фігурою, де показаний загальний вид і схема вмикання нагрівального пристрою з відомим високочастотним перетворювачем джерела харчування індуктора. Нагрівальний пристрій, застосовуваний у безогневій ремонтній технології 1, являє собою резонансний коливальний контур, що перебуває з діелектричного захисного корпусу 2, у якому розміщений П-образний магнітопровід 3, сердечник якого виготовлений із фериту. Резонансний контур, що включає також котушку індуктивності 4 і накопичувальний конденсатор 5, підключений до високочастотного перетворюючого джерела харчування 6 за допомогою сполучного кабелю 7. Побразний магнітопровід 3 містить вертикальні 8 (бічна поверхня сердечника магнітопроводу) і горизонтальні 9 (торець сердечника магнітопроводу) нагрівальні площини. У випадку кутових, що нагріваються, зон А и В, у яких знаходяться наскрізні дефекти, нагрів до температури пайки здійснюється одночасно двома типами нагрівальних площин (вертикальної і горизонтальної), що неможливо зробити маючи один тип нагрівальних площин, як у випадку прототипу. Для нагрівання дефектних ділянок, що знаходяться в одній площині, можуть використовуватися поперемінно будь-які нагрівальні площини (горизонтальні або вертикальні). При нагріванні криволінійних, грубошорстких і інших по геометрії, що нагріваються, поверхонь (поверхня У на фіг.) для усунення повітряних зазорів і збільшення ефективності нагрівання застосовуються знімні полюсні наконечники 10, 11. Для роботи і переносу пристрою використовується ручка 12. Вільні порожнини в корпусі індуктора герметизуються шляхом заливання компаундом для забезпечення вибухозахищеності, що забезпечується також і вибором матеріалу сердечника магнітопро 2 28706 воду, що є діелектричним, неметалевим матеріалом. Високочастотний нагрівальний пристрій, що пропонується, для локального індукційного нагрівання поверхні металу перед паянням наскрізних дефектів працює наступним способом: пристрій, що нагріває, 1 установлюється, наприклад, на підготовлені (зачищення, обезжирювання і т.д.) для ремонту кутові поверхні А і В (фіг.) таким чином, щоб дефектні місця 13, 14, 15 (фіг.) знаходилися між нагрівальними площинами 8, 9. Після установки пристрою, що нагріває, 1 на поверхню, що прогрівається, об'єкта по сполучному кабелю 7 подається харчування підвищеної частоти (від 200015000 Гц) на обмотку котушки індуктивності 4 коливальні контури від автоматичного високочастотного перетворюючого джерела харчування 6. Під дією перемінного струму, що проходить через високочастотний резонансний коливальний контур, що перебуває з котушки індуктивності 4 і накопичувального конденсатора 5, створюється високочастотне магнітне поле, що індуцирує високочастотну ДС на, що ремонтується, дефектній ділянці, укладеним між нагрівальними площинами 8, 9. Під дією ДС виникають високочастотні вихрові струми, за рахунок яких відбувається нагрів дефектної ділянки. Таким чином, принцип роботи високочастотного нагрівального пристрою заснований на створенні високочастотного перемінного магнітного потоку в площині металу, укладеного між нагрівальними площинами П-образного магнітопроводу. Швидкість поверхневого нагрівання ділянки металу залежить від частоти струму живлячу напругу, глибини прогріву металу, властивостей середовища, що прохолоджують, як із внутрішньої, так і з зовнішньої сторони (погодні умови). Після нетри валого часу початку прогріву, що ремонтується, ділянки в зону пайки наноситься низькотемпературний припій із відомою температурою початку (оІ) і кінця плавлення (Li), тобто переходу пастообразного припою в рідку фазу. Таким чином, припій виконує одночасно і функцію термодатчика (термоолівця), визначаючи температуру поверхні, що нагрівається. Потім, виждавши якийсь час, після початку плавлення припою, і знаючи при цьому припустиму температуру поверхні, що нагрівається, установленої пожежовибухобезпечним нормам проведення робіт на нафтогазопромислових об'єктах, проводять лудіння і пайку наскрізного дефекту, після чого відключають нагрівальний пристрій від джерела живлення. Мала вага (1,2-1,4 кг), невеликі габарити, можливість використання автономних джерел харчування, спроможність прогріти метал із слабовиразними магнітними властивостями, мала споживана потужність, можливість одночасного прогріву вертикальних і горизонтальних площин металу в кутових зонах, зручності, у силу конструктивних особливостей у роботі, можливість працювати, завдяки капсулам на нагрівальних площинах, як на прямолінійних, так і на криволінійних, що нагріваються, поверхнях металу (труби малих діаметрів) - розширили технологічні можливості високочастотного нагрівального пристрою, що пропонується. Таким чином, виконання вибухозахищеного індукційного нагрівального високочастотного пристрою відповідно до обмежувальної і відмітної частини патентних домагань у порівнянні з найближчим аналогом дозволяє значно розширити технологічні можливості і підвищити його ефективність (ККД), що дозволяє одержати раніше невідомий технічний результат. 3 28706 Фіг. __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 34 прим. Зам._______ __________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 __________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюHigh frequancy heater for fireless repair technique
Автори англійськоюKotlov Yurii Hryhorovych
Назва патенту російськоюВысокочастотное нагревательное устройство для безогневого ремонтной технологии
Автори російськоюКотлов Юрий Григорьевич
МПК / Мітки
МПК: H05B 6/36
Мітки: високочастотний, технології, безвогневої, пристрій, ремонтно, нагрівальний
Код посилання
<a href="https://ua.patents.su/4-28706-visokochastotnijj-nagrivalnijj-pristrijj-dlya-bezvognevo-remontno-tekhnologi.html" target="_blank" rel="follow" title="База патентів України">Високочастотний нагрівальний пристрій для безвогневої ремонтної технології</a>
Електромагнітний нагрівальний пристрій
Номер патенту: 434
Опубліковано: 12.11.1999
Автори: Міщенко Віктор Миколайович, Язєв Віталій Леонідович, Ніщик Олександр Павлович, Гершуні Олександр Наумович, Праховник Артур Веніамінович
МПК: F24H 1/00, H05B 6/10, F24H 4/00
Мітки: електромагнітний, нагрівальний, пристрій
Формула / Реферат:
1. Електромагнітний нагрівальний пристрій, що має в своєму складі замкнений магнітопровід, первинну обмотку та вторинний контур у вигляді короткозамкненого витка з електропровідного матеріалу, який відрізняється тим, що короткозамкнений виток являє собою герметичну камеру, виконану у вигляді кільцевої ємкості з приєднаними до неї пустотілими відгалуженнями, причому внутрішній об'єм герметичної камери містить рідинний теплоносій, що...
Спосіб глибинної технології вирощування просапних культур та пристрій для його здійснення
Номер патенту: 20706
Опубліковано: 07.10.1997
Автори: Радзієвський Леонід Леонідович, Іванько Іван Павлович, Шмат Сергій Іванович, Рогатинський Василь Іванович, Гершкул Іван Павлович
МПК: A01C 7/00
Мітки: спосіб, технології, вирощування, здійснення, просапних, культур, пристрій, глибинної
Формула / Реферат:
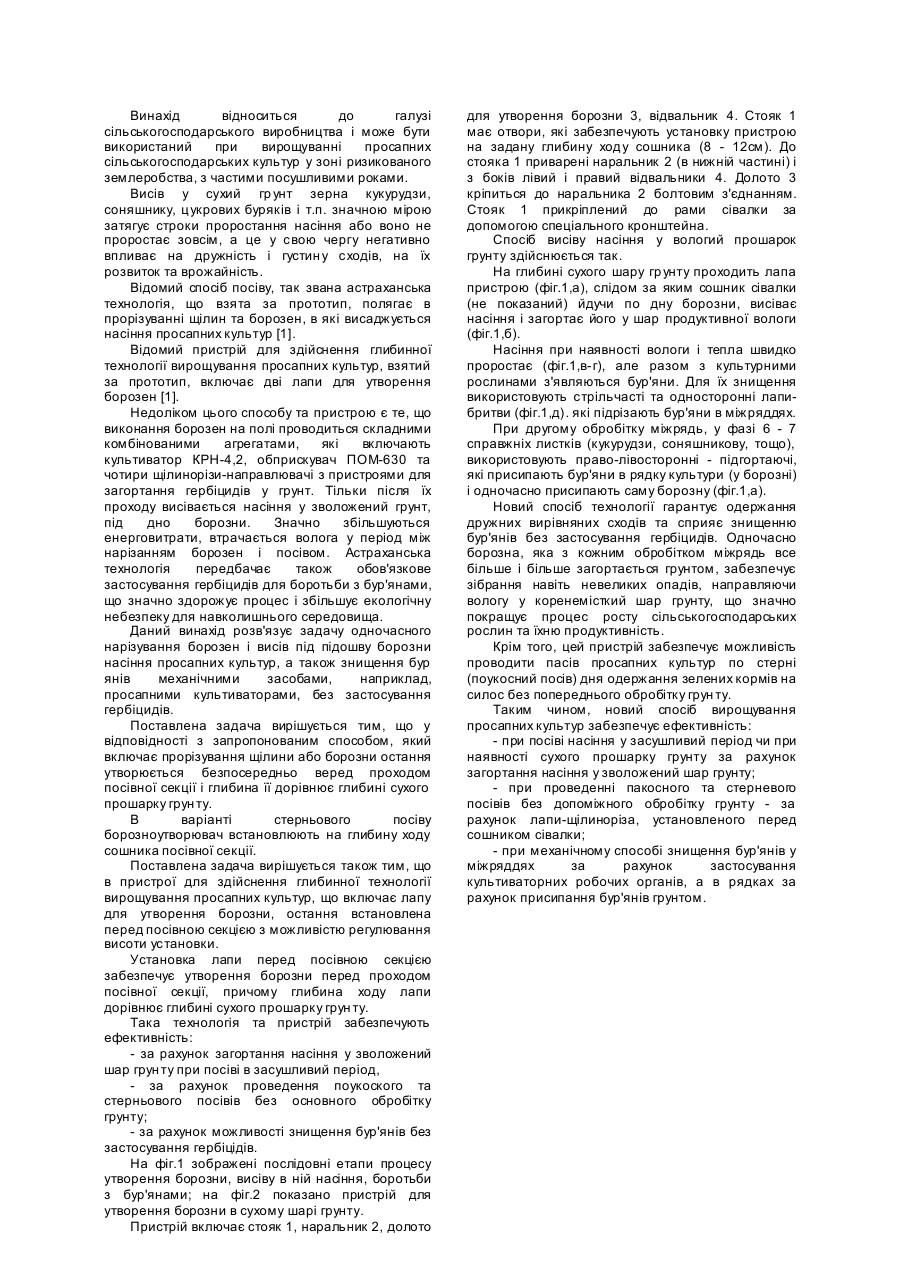
1. Спосіб глибинної технології вирощування просапних культур, що включає прорізування щілини та створення борозни, по якій проходить сошник, який відрізняється тим, що борозна утворюється перед проходом посівної секції і глибина її дорівнює глибині сухого прошарку грунту.2. Спосіб по п. 1, який відрізняється тим, що при стерньовому посіві борозноутворговач встановлюють на глибину ходу сошника посівної секції.3. Пристрій для...
Нагрівальний пристрій
Номер патенту: 27489
Опубліковано: 15.09.2000
Автори: Штрєппєль Хєрбєрт, Брускє Йоханнес, Франк Бенно, Морхенне Зігфрід, Бауер Карл, Дедекєн Ральф, Шиппєрс Хайнц, Фішер Мартін
МПК: D02J 13/00
Мітки: нагрівальний, пристрій
Текст:
...нагревательные приспособления для набегающей нити обнаруживают, кроме того, преимущество, состоя щее в том, что траектории набегания нити могут меняться в широких пределах Далее- путем установки друг за другом по длине траектории движения нити множества коклюшек, подвергаемых различному нагреву, можно осуществлять переменные температурные профили Далее, фи г 7-9 и 11-15 представляют нагревательные устройства, у которых на входе нити и на...
Нагрівальний пристрій, який закріплений на камері згоряння і працює на дизельному паливі
Номер патенту: 12337
Опубліковано: 25.12.1996
Автори: Петер Райзер, Фрітц Морінг, Петер Штайнер
МПК: F02P 19/00
Мітки: паливі, нагрівальний, працює, дизельному, згоряння, камери, закріплений, пристрій
Формула / Реферат:
(57) 1. Нагревательное устройство, закрепленное на камере сгорания и работающее на дизельном топливе, содержащее штуцер камеры сгорания и свечу накаливания со спиралью накаливания, размещенной в центральном отверстии штуцера, причем в штуцере предусмотрены отверстие для подачи топлива в центральное отверстие штуцера и прямолинейной продольное отверстие для подвода воздуха, соединенное через дозирующее дроссельное отверстие с воздухоподводящим...
Високочастотний плазмотрон

Номер патенту: 11899
Опубліковано: 25.12.1996
Автори: Гончар Микола Іванович, Шевстусєв Анатолій Петрович, Канцедал Валерій Петрович, Габєлков Сергій Володимирович
МПК: H05H 1/00
Мітки: високочастотний, плазмотрон
Формула / Реферат:
Высокочастотный плазмотрон, содержащий диэлектрическую разрядную камеру с нешунтирующим разряд цилиндрическим металлическим экраном, источник ВЧ-питания, систему газового и порошкового питания, отличающийся тем, что, с целью повышения КПД при емкостном способе возбуждения разряда, экран выполнен в виде зеркального покрытия в форме спирали или колец, размещенного на стенке разрядной камеры, индуктивное сопротивление которой удовлетворяет...
Попередній патент: Композиція інгредієнтів до настойки солодкої “княжна”
Наступний патент: Деревофанерна піврама
Випадковий патент: Зубчасто-важільний механізм для відтворення кривих