Пристрій для автоматичного керування деревообробкою
Номер патенту: 29640
Опубліковано: 25.01.2008
Автори: Осадчий Сергій Іванович, Коропалов Сергій Анатолійович, Шаповалова Ірина Анатоліївна
Формула / Реферат
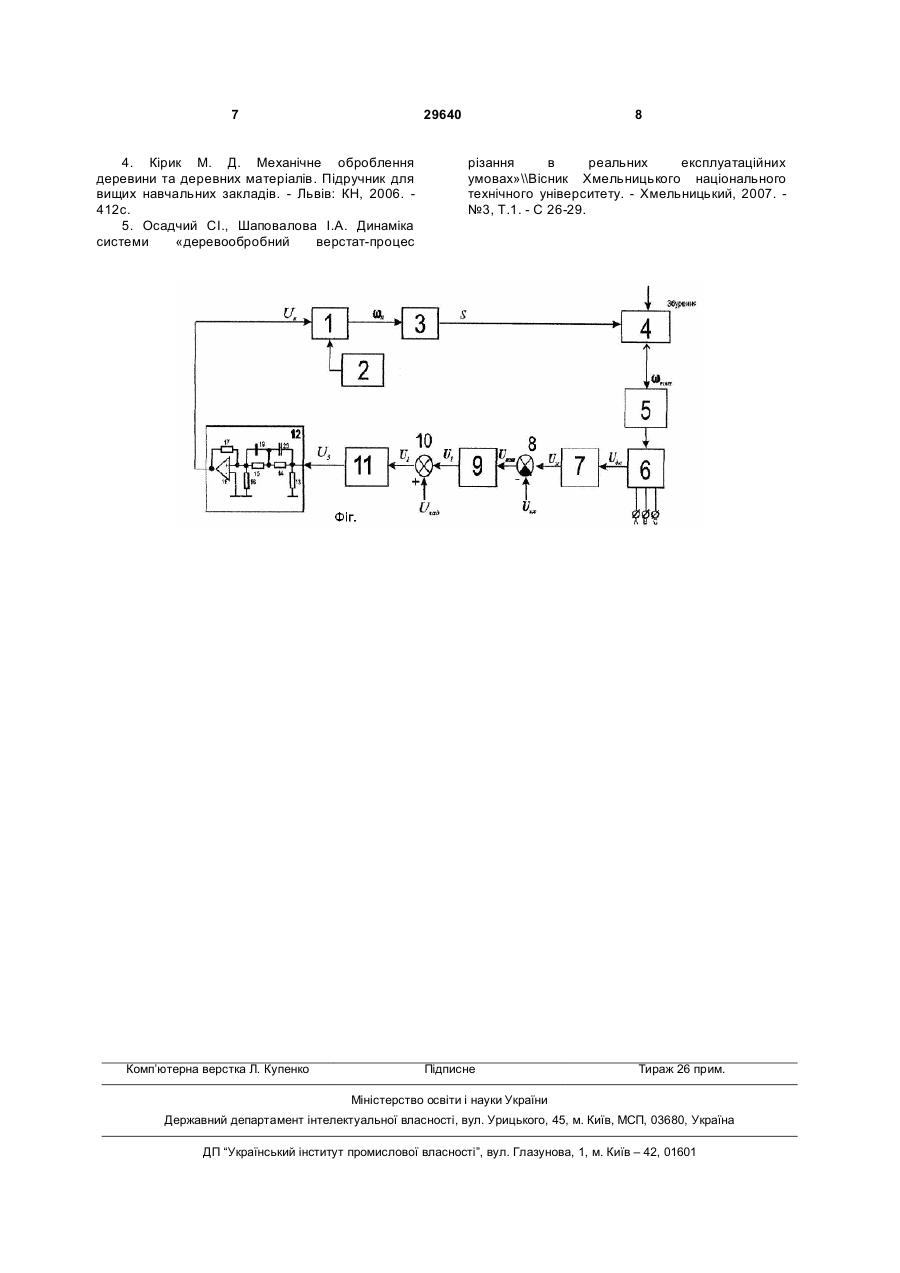
Пристрій для автоматичного керування деревообробкою, який містить електропривод подачі, другий вхід якого з'єднаний з входом блока обмеження швидкості подачі, вихід електроприводу подачі підключений до входу редуктора приводу подачі, вихід редуктора з'єднаний з об'єктом керування, який містить електропривод головного руху, вихід якого з'єднаний з входом датчика струму, вихід якого з'єднаний з випрямлячем, який містить згладжуючий фільтр, вихід якого з'єднаний з першим входом першого пристрою порівняння, вихід якого підключений до входу першого підсилювача, вихід першого підсилювача з'єднаний з першим входом другого пристрою порівняння, вихід другого пристрою порівняння підключений до входу другого підсилювача, який відрізняється тим, що вихід другого підсилювача підключений до входу блока корекції, вихід якого з'єднаний з першим входом електроприводу подачі і є джерелом технологічного зворотного зв'язку.
Текст
Пристрій для автоматичного керування деревообробкою, який містить електропривод подачі, другий вхід якого з'єднаний з входом блока обмеження швидкості подачі, вихід електроприводу подачі підключений до входу редуктора приводу подачі, вихід редуктора з'єднаний з об'єктом керування, який містить 3 29640 Застосування вихідного сигналу блоку корекції як технологічного зворотного зв'язку дозволяє усунути перерегулювання, підвищити швидкодію та зменшити помилку пристрою для автоматичного керування обробкою. На фігурі наведено пристрій для автоматичного керування процесом деревообробки. Пристрій містить привод подачі 1, блок обмеження швидкості подачі 2, редуктор приводу подачі 3, об'єкт управління (процес різання на верстаті разом з системою СПІД) 4, привод головного руху 5, датчик струму 6, випрямляч із згладжуючим фільтром 7, пристрої порівняння 8, 10, підсилювачі 9, 11, блок корекції 12. Пристрій працює наступним чином. При виконанні обробки кутова швидкість електроприводу подачі через редуктор впливає на процес різання на верстаті. Потужність різання при виконанні обробки стрічковою пилкою визначається як [4]: N різ = Rz ×u різ , (1) де Рz - головна складова сили різання; uріз - швидкість різання. Головна складова сили різання: 2 × M об , Rz = (2) Dпр.шк де Моб - обертаючий момент, який розвивається двигуном головного руху; Dпр.шк - діаметр приводного шківа, на якому розміщено стрічкову пилку. В результаті експериментальних досліджень було виявлено, що під час обробки двигун працює в режимі близькому до номінального. Момент на двигуні змінюється в межах ±15%Мн, що відповідає лінійній ділянці робочої характеристики. На цій ділянці струм статора асинхронного двигуна є пропорційним моменту, який розвивається цим двигуном. Тому сигнал датчика струму буде пропорційним потужності, яка споживається двигуном з мережі, 90-95% якої витрачається в процесі різання. Сигнал з датчику струму 6 Uд.с надходить на випрямляч із згладжуючим фільтром 7. Згладжений сигнал Uзг потрапляє на пристрій порівняння 8, сигнал на виході якого: Unom = Uв - Ux.x , (3) де Ux.x - сигнал холостого ходу; Unom - поточне значення. Сигнал Unom підсилюється за допомогою підсилювача 9 і надходить на пристрій порівняння 10, сигнал на виході якого: 4 (4) U2 - U1 + U3. Сигнал U2 надходить на підсилювач 11, після цього потрапляє на вхід пристрою корекції 12 (сигнал U3), замикається зворотний технологічний зв'язок і починає здійснюватись стабілізація струму, який споживається двигуном головного руху, і непрямо потужність різання за рахунок керування швидкістю подачі. При збільшенні потужності різання зростає сигнал на виході датчика струму Uд.c. При цьому сигнал на вході електроприводу подачі Uк зменшується. Відповідно зменшується і швидкість електроприводу що пропонується, для управління У пристрої, подачі. швидкістю двигуна подачі було введено блок корекції 12, виконаний у вигляді фільтру з передаточною функцією: Wф ( s) = 2 k ( T1 s 2 + T1s + 1) (5) 2 (T2 s 2 + T2 s + 1) Структура та параметри фільтру було визначено за допомогою спектрального алгоритму синтезу [3], вихідними даними для виконання якого були моделі динаміки об'єкту управління (процес різання на верстаті разом з системою СПІД) та збурюючого впливу отримані за результатами ідентифікаційного експерименту на стрічковій пилорамі типу ПЛП-АСТРА-ЕС. [5]. Схемну реалізацію фільтру виконано за допомогою резисторів 13 ,14, 15 ,16 ,17, конденсаторів 19,20 та операційного підсилювача 18. Запропонований пристрій для автоматичного керування процесом деревообробки відрізняється від відомого максимально можливою точністю стабілізації потужності різання для даних умов та простотою схемної реалізації. Для отримання порівняльних даних було проведено експериментальні дослідження на стрічковій пилорамі типу ПЛП-АСТРА-ЕС при виконанні розпилу сосни з існуючим та запропонованим пристроєм. Досліди проводились паралельно на двох верстатах. При цьому виконувалась реєстрація сигналу, який відповідає зміні швидкості подачі - керуюче діяння та сигналу, який відповідає струму, що споживається двигуном головного руху (сигнал з датчика струму) - вихідна координата. Для здійснення реєстрації сигналів було використано самописний пристрій. Для оцінки якості керування проводилось визначення мінімальної дисперсії керуючого діяння еu та мінімальної дисперсії вихідної координати (помилки стабілізації) еx показники для Порівняльні експериментальні пристроїв наведені в таблиці 1. Таблиця 1 Пристрій для керування обробкою 1. Існуючий 2. Запропонований Мінімальна дисперсія керуючого діяння еu, В 0.0854 0.0814 Як видно з таблиці, запропонований пристрій дозволяє досягти зменшення помилки стабілізації потужності різання, що в свою чергу сприяє Мінімальна дисперсія вихідної координати е x, В 0.0343 3.5823.10-4 підвищенню якості та продуктивності обробки при незмінній потужності керуючого діяння. Література 1. Авт. свид. СССР №1442974, кл. G05B13/02 5 2. Авт. свид. СССР №1198456, кл. G05B13/02 3. Азарсков В.Н., Л.Н. Блохин, Л.С. Житецкий Методология конструирования оптимальных систем стохастической стабилизации - К.: НАУ, 2006. - 438с. 29640 6 7 29640 4. Кірик М. Д. Механічне оброблення деревини та деревних матеріалів. Підручник для вищих навчальних закладів. - Львів: КН, 2006. 412с. 5. Осадчий СІ., Шаповалова І.А. Динаміка системи «деревообробний верстат-процес Комп’ютерна верстка Л. Купенко 8 різання в реальних експлуатаційних умовах»\\Вісник Хмельницького національного технічного університету. - Хмельницький, 2007. №3, Т.1. - С 26-29. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюAppliance for automated control of wood processing
Автори англійськоюShapovalova Iryna Anatoliivna, Osadchyi Serhii Ivanovych, Koropalov Serhii Anatoliiovych
Назва патенту російськоюУстройство для автоматического управления деревообработкой
Автори російськоюШаповалова Ирина Анатольевна, Осадчий Сергей Иванович, Коропалов Сергей Анатольевич
МПК / Мітки
МПК: G05B 13/02
Мітки: автоматичного, деревообробкою, пристрій, керування
Код посилання
<a href="https://ua.patents.su/4-29640-pristrijj-dlya-avtomatichnogo-keruvannya-derevoobrobkoyu.html" target="_blank" rel="follow" title="База патентів України">Пристрій для автоматичного керування деревообробкою</a>
Пристрій для адаптивного керування процесом металообробки
Номер патенту: 35845
Опубліковано: 16.04.2001
Автор: Коцюбинський Віктор Семенович
МПК: G05B 13/02
Мітки: процесом, пристрій, металообробки, керування, адаптивного
Формула / Реферат:
Пристрій для адаптивного керування процесом металообробки, до складу якого входить блок завдання, вихід якого з'єднаний з першим входом суматора , вихід суматора з'єднаний зі входом електроприводу подачі, підключеного виходом зі входом датчика швидкості подачі, і зі входом редуктора приводу подачі, вихід редуктора з'єднаний із верстатом, який містить електродвигун приводе шпинделя верстати, який містить датчик потужності, вихід якого...
Пристрій автоматичного керування рекуперативним гальмуванням електрорухомого складу постійного струму
Номер патенту: 70566
Опубліковано: 15.10.2004
Автор: Устименко Дмитро Володимирович
МПК: B60L 15/20, B60L 7/00
Мітки: струму, електрорухомого, постійного, керування, автоматичного, гальмуванням, рекуперативним, складу, пристрій
Формула / Реферат:
Пристрій автоматичного керування рекуперативним гальмуванням електрорухомого складу постійного струму, що містить статичний збудник, з'єднаний виходом з незалежною обмоткою збудження тягового двигуна, а входом - з широтно-імпульсним модулятором, до входу якого під'єднаний регулятор струму рекуперації, який відрізняється тим, що він має додатковий блок завдань і початкових умов та розв'язувальний блок, які з'єднані між собою послідовно, вихід...
Пристрій для автоматичного керування планшетністю штаби прокату
Номер патенту: 14507
Опубліковано: 15.05.2006
Автори: Попович Микола Гаврилович, Островерхов Микола Якович
МПК: B21B 37/00
Мітки: прокату, автоматичного, штаби, керування, планшетністю, пристрій
Формула / Реферат:
Пристрій для автоматичного керування планшетністю штаби прокату, що містить датчик розподілу натягу по ширині штаби, виходи якого по числу зон вимірювання з'єднані з входами блока керування, перетворювачі частоти з рекуперативним гальмуванням, виходи яких з'єднано із входами лінійних асинхронних двигунів, встановлених під штабою відповідно до зон вимірювання натягу, датчик швидкості штаби, який з'єднано з додатковим входом блока керування,...
Пристрій автоматичного керування блокуванням диференціала транспортного засобу
Номер патенту: 4848
Опубліковано: 15.02.2005
Автори: Верба Артем Юрійович, Верба Юрій Валентинович, Нікітін Володимир Олександрович
МПК: B60K 17/00
Мітки: блокуванням, пристрій, керування, засобу, транспортного, диференціала, автоматичного
Формула / Реферат:
Пристрій автоматичного керування блокуванням диференціала транспортного засобу, що містить систему реагування на заданий кут повороту транспортного засобу з датчиком кута повороту, зв'язаним з елементом рульового керування, керуючий елемент, зв'язаний із силовим циліндром муфти блокування диференціала і з джерелом живлення, два тахометричних датчики, зв'язаних з відповідними ведучими колесами транспортного засобу і електрично зв'язані з...
Пристрій автоматичного керування регулятором напруги
Номер патенту: 37686
Опубліковано: 15.05.2001
Автори: Фурман Ілля Олександрович, Ремез Віталій Віталійович, Трунова Ірина Михайлівна, Савченко Петро Ілліч
МПК: H02M 5/02
Мітки: пристрій, керування, регулятором, автоматичного, напруги
Текст:
...Сигнал Yij є і вхідним сигналом, що вводиться в мікроконтролер 6 для визначення відповідного заданого оптимального значення напруги живлення електрообладнання даного типового варіанту одночасної його експлуатації, тобто: Yij=Xij. В мікроконтролері 6 здійснюється порівняння значення напруги Uвх на вході регулятора напруги 1 з оптимальним значенням для даного типового варіанту одночасної експлуатації електрообладнання Uопт і з...
Попередній патент: Автоматичний пристрій для змащення прес-форм і заливки розплаву при литті під тиском
Наступний патент: Спосіб запобігання випаровуванню летких вуглеводневих рідин при їх тривалому зберіганні
Випадковий патент: Вафельні листи