Спосіб виготовлення магнітопроводу електричної машини
Текст
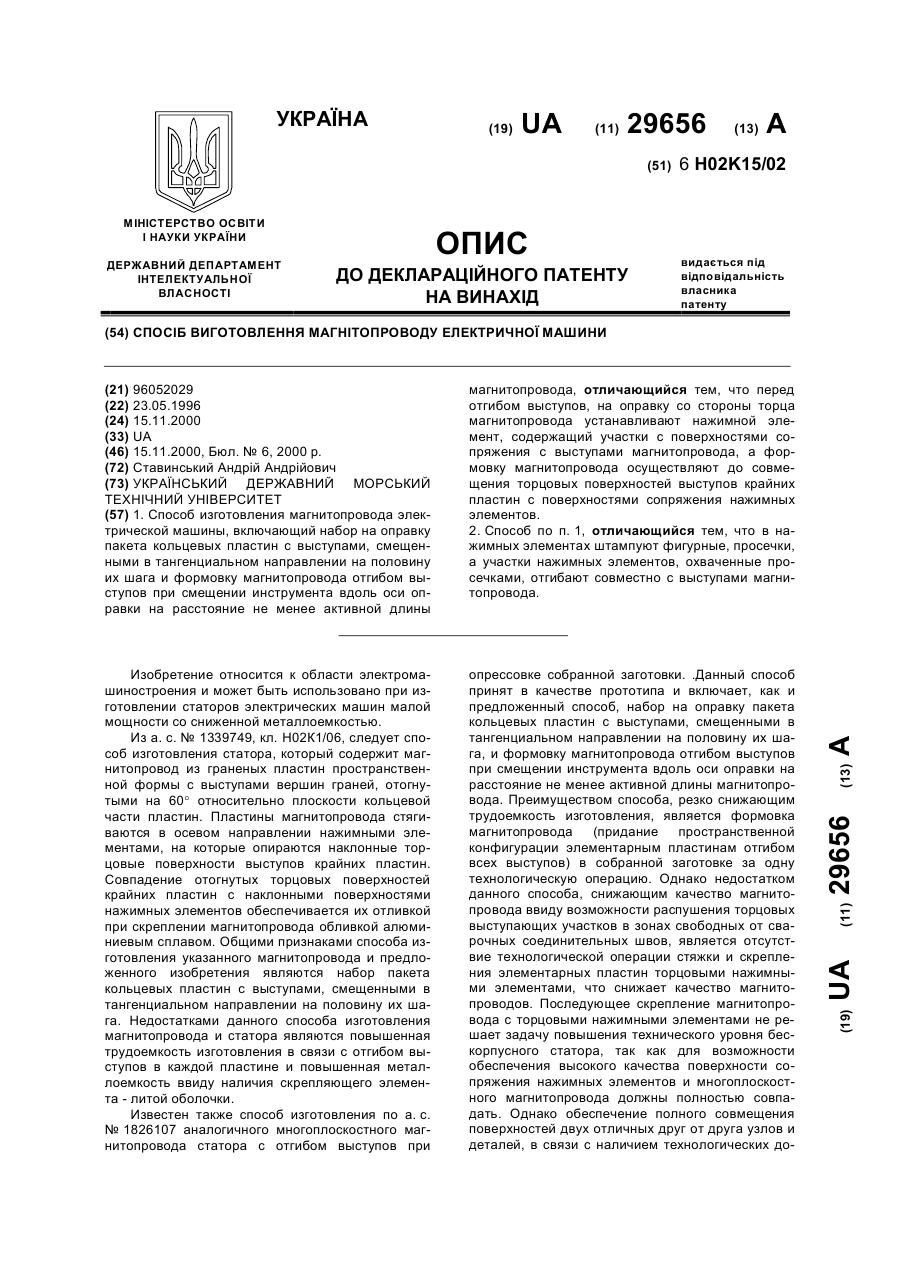
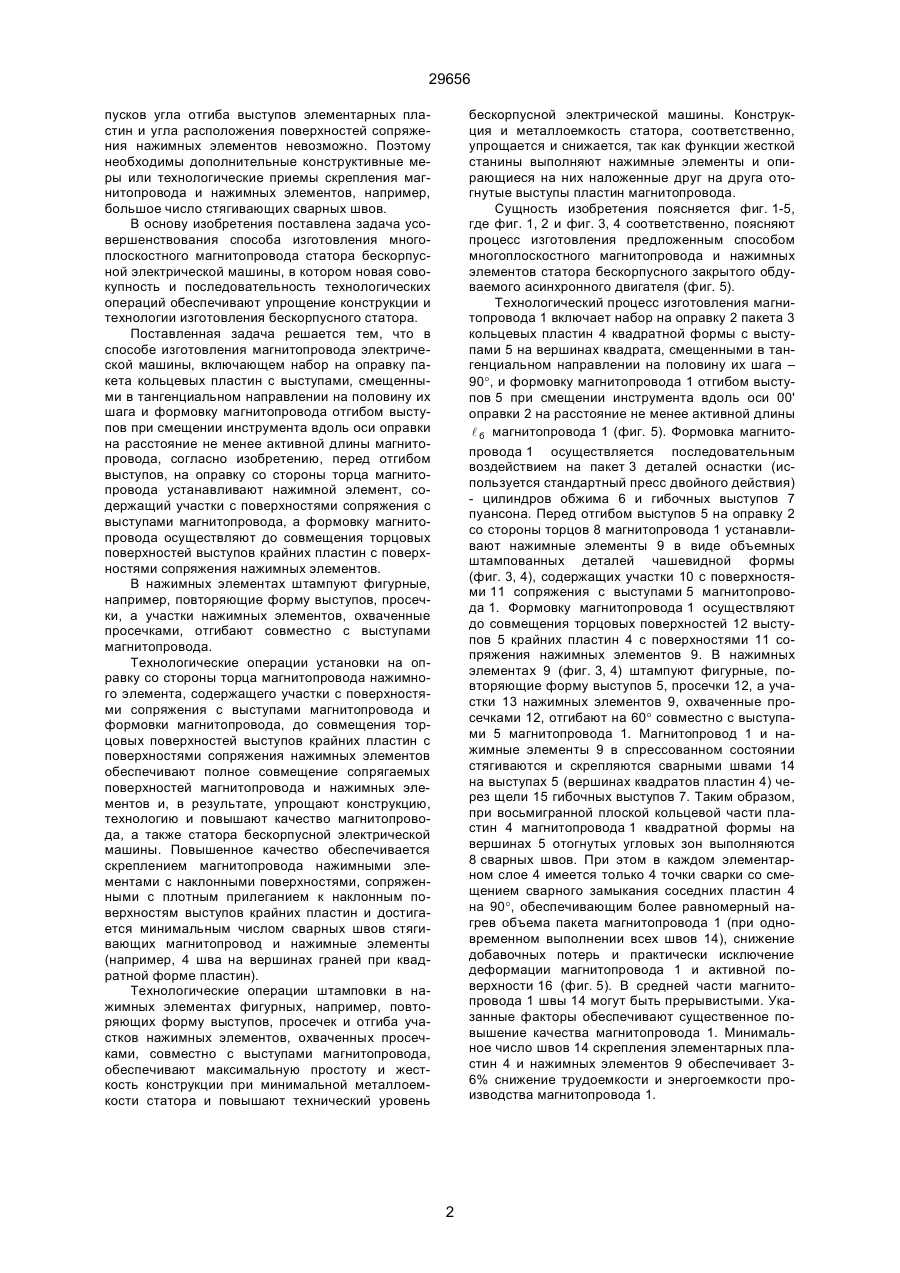
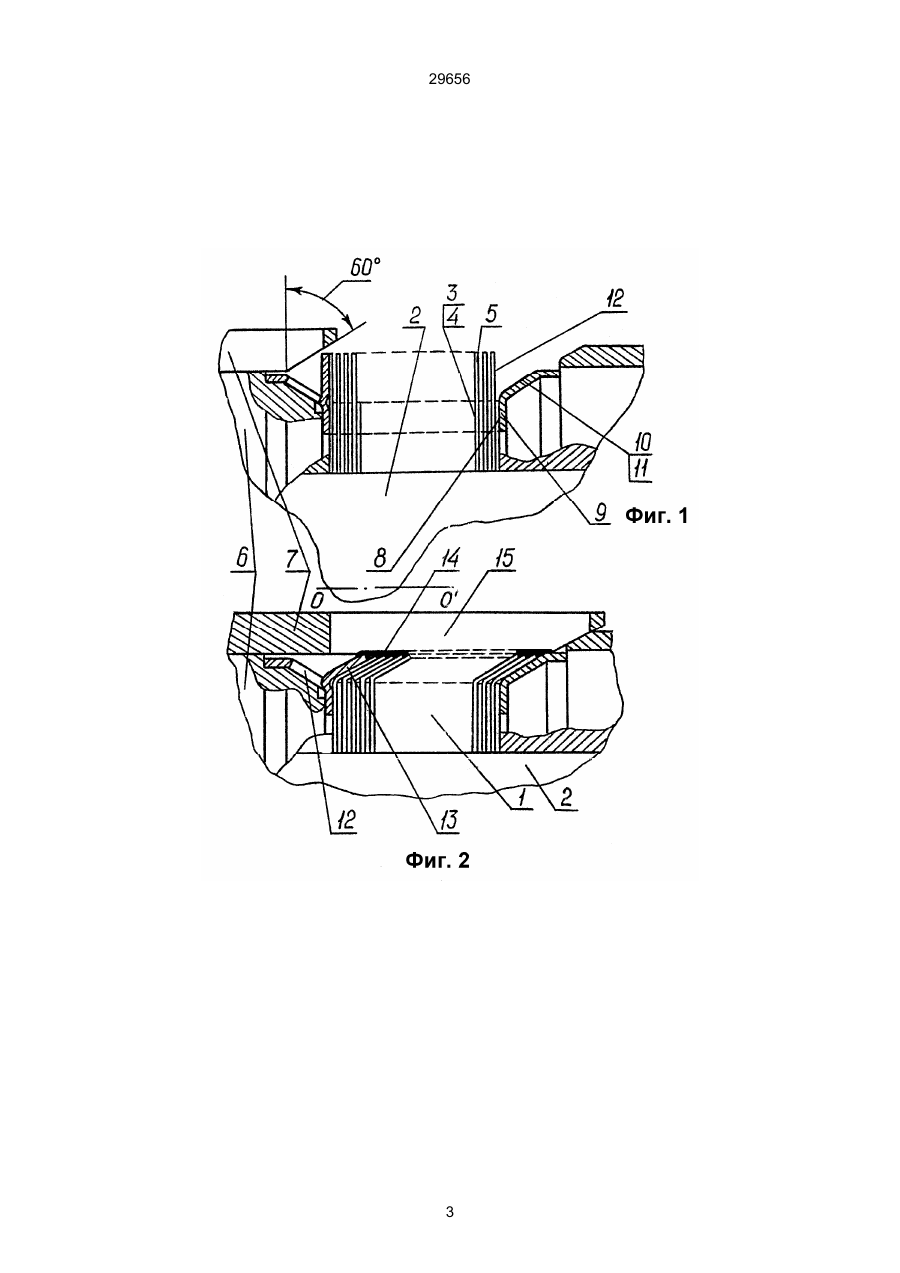
1. Способ изготовления магнитопровода электрической машины, включающий набор на оправку пакета кольцевых пластин с выступами, смещенными в тангенциальном направлении на половину их шага и формовку магнитопровода отгибом выступов при смещении инструмента вдоль оси оправки на расстояние не менее активной длины 29656 пусков угла отгиба выступов элементарных пластин и угла расположения поверхностей сопряжения нажимных элементов невозможно. Поэтому необходимы дополнительные конструктивные меры или технологические приемы скрепления магнитопровода и нажимных элементов, например, большое число стягивающих сварных швов. В основу изобретения поставлена задача усовершенствования способа изготовления многоплоскостного магнитопровода статора бескорпусной электрической машины, в котором новая совокупность и последовательность технологических операций обеспечивают упрощение конструкции и технологии изготовления бескорпусного статора. Поставленная задача решается тем, что в способе изготовления магнитопровода электрической машины, включающем набор на оправку пакета кольцевых пластин с выступами, смещенными в тангенциальном направлении на половину их шага и формовку магнитопровода отгибом выступов при смещении инструмента вдоль оси оправки на расстояние не менее активной длины магнитопровода, согласно изобретению, перед отгибом выступов, на оправку со стороны торца магнитопровода устанавливают нажимной элемент, содержащий участки с поверхностями сопряжения с выступами магнитопровода, а формовку магнитопровода осуществляют до совмещения торцовых поверхностей выступов крайних пластин с поверхностями сопряжения нажимных элементов. В нажимных элементах штампуют фигурные, например, повторяющие форму выступов, просечки, а участки нажимных элементов, охваченные просечками, отгибают совместно с выступами магнитопровода. Технологические операции установки на оправку со стороны торца магнитопровода нажимного элемента, содержащего участки с поверхностями сопряжения с выступами магнитопровода и формовки магнитопровода, до совмещения торцовых поверхностей выступов крайних пластин с поверхностями сопряжения нажимных элементов обеспечивают полное совмещение сопрягаемых поверхностей магнитопровода и нажимных элементов и, в результате, упрощают конструкцию, технологию и повышают качество магнитопровода, а также статора бескорпусной электрической машины. Повышенное качество обеспечивается скреплением магнитопровода нажимными элементами с наклонными поверхностями, сопряженными с плотным прилеганием к наклонным поверхностям выступов крайних пластин и достигается минимальным числом сварных швов стягивающих магнитопровод и нажимные элементы (например, 4 шва на вершинах граней при квадратной форме пластин). Технологические операции штамповки в нажимных элементах фигурных, например, повторяющих форму выступов, просечек и отгиба участков нажимных элементов, охваченных просечками, совместно с выступами магнитопровода, обеспечивают максимальную простоту и жесткость конструкции при минимальной металлоемкости статора и повышают технический уровень бескорпусной электрической машины. Конструкция и металлоемкость статора, соответственно, упрощается и снижается, так как функции жесткой станины выполняют нажимные элементы и опирающиеся на них наложенные друг на друга отогнутые выступы пластин магнитопровода. Сущность изобретения поясняется фиг. 1-5, где фиг. 1, 2 и фиг. 3, 4 соответственно, поясняют процесс изготовления предложенным способом многоплоскостного магнитопровода и нажимных элементов статора бескорпусного закрытого обдуваемого асинхронного двигателя (фиг. 5). Технологический процесс изготовления магнитопровода 1 включает набор на оправку 2 пакета 3 кольцевых пластин 4 квадратной формы с выступами 5 на вершинах квадрата, смещенными в тангенциальном направлении на половину их шага – 90°, и формовку магнитопровода 1 отгибом выступов 5 при смещении инструмента вдоль оси 00' оправки 2 на расстояние не менее активной длины l б магнитопровода 1 (фиг. 5). Формовка магнитопровода 1 осуществляется последовательным воздействием на пакет 3 деталей оснастки (используется стандартный пресс двойного действия) - цилиндров обжима 6 и гибочных выступов 7 пуансона. Перед отгибом выступов 5 на оправку 2 со стороны торцов 8 магнитопровода 1 устанавливают нажимные элементы 9 в виде объемных штампованных деталей чашевидной формы (фиг. 3, 4), содержащих участки 10 с поверхностями 11 сопряжения с выступами 5 магнитопровода 1. Формовку магнитопровода 1 осуществляют до совмещения торцовых поверхностей 12 выступов 5 крайних пластин 4 с поверхностями 11 сопряжения нажимных элементов 9. В нажимных элементах 9 (фиг. 3, 4) штампуют фигурные, повторяющие форму выступов 5, просечки 12, а участки 13 нажимных элементов 9, охваченные просечками 12, отгибают на 60° совместно с выступами 5 магнитопровода 1. Магнитопровод 1 и нажимные элементы 9 в спрессованном состоянии стягиваются и скрепляются сварными швами 14 на выступах 5 (вершинах квадратов пластин 4) через щели 15 гибочных выступов 7. Таким образом, при восьмигранной плоской кольцевой части пластин 4 магнитопровода 1 квадратной формы на вершинах 5 отогнутых угловых зон выполняются 8 сварных швов. При этом в каждом элементарном слое 4 имеется только 4 точки сварки со смещением сварного замыкания соседних пластин 4 на 90°, обеспечивающим более равномерный нагрев объема пакета магнитопровода 1 (при одновременном выполнении всех швов 14), снижение добавочных потерь и практически исключение деформации магнитопровода 1 и активной поверхности 16 (фиг. 5). В средней части магнитопровода 1 швы 14 могут быть прерывистыми. Указанные факторы обеспечивают существенное повышение качества магнитопровода 1. Минимальное число швов 14 скрепления элементарных пластин 4 и нажимных элементов 9 обеспечивает 36% снижение трудоемкости и энергоемкости производства магнитопровода 1. 2 29656 3 29656 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 35 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюManufacturing method for electric machine magnet core
Автори англійськоюStavynskyi Andrii Andriiovych
Назва патенту російськоюСпособ изготовления магнитопровода электрической машины
Автори російськоюСтавинский Андрей Андреевич
МПК / Мітки
МПК: H02K 15/02
Мітки: магнітопроводу, машини, виготовлення, спосіб, електричної
Код посилання
<a href="https://ua.patents.su/4-29656-sposib-vigotovlennya-magnitoprovodu-elektrichno-mashini.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення магнітопроводу електричної машини</a>
Спосіб виготовлення магнітопроводу електричної машини
Номер патенту: 25375
Опубліковано: 30.10.1998
Автори: Ставинський Ростислав Андрійович, Ставинський Андрій Андрійович
МПК: H02K 15/02
Мітки: магнітопроводу, виготовлення, спосіб, електричної, машини
Формула / Реферат:
1. Способ изготовления магнитопровода электрической машины, включающий вырубку из полосы электротехнической стали пластин с внутренними отверстиями и внешним контуром некруглой формы, а также набор и опрессовку пакета магнитопровода с выступами охлаждения, отличающийся тем, что осуществляют вырубку пластин с различной чередующейся формой внешнего контура поперечной разделкой полосы штампом с двойным шагом штамповки по отношению к шагу...
Сегмент шихтованого магнітопроводу статора електричної машини
Номер патенту: 4968
Опубліковано: 28.12.1994
Автори: Череп Дмитро Олексійович, Євзикова Елла Гіршевна, Усенко Всеволод Васильович, Єлін Володимир Афанасійович, Богуславський Адольф Ілліч, Лейбович Анатолій Романович
МПК: H02K 1/16
Мітки: шихтованого, магнітопроводу, статора, сегмент, електричної, машини
Формула / Реферат:
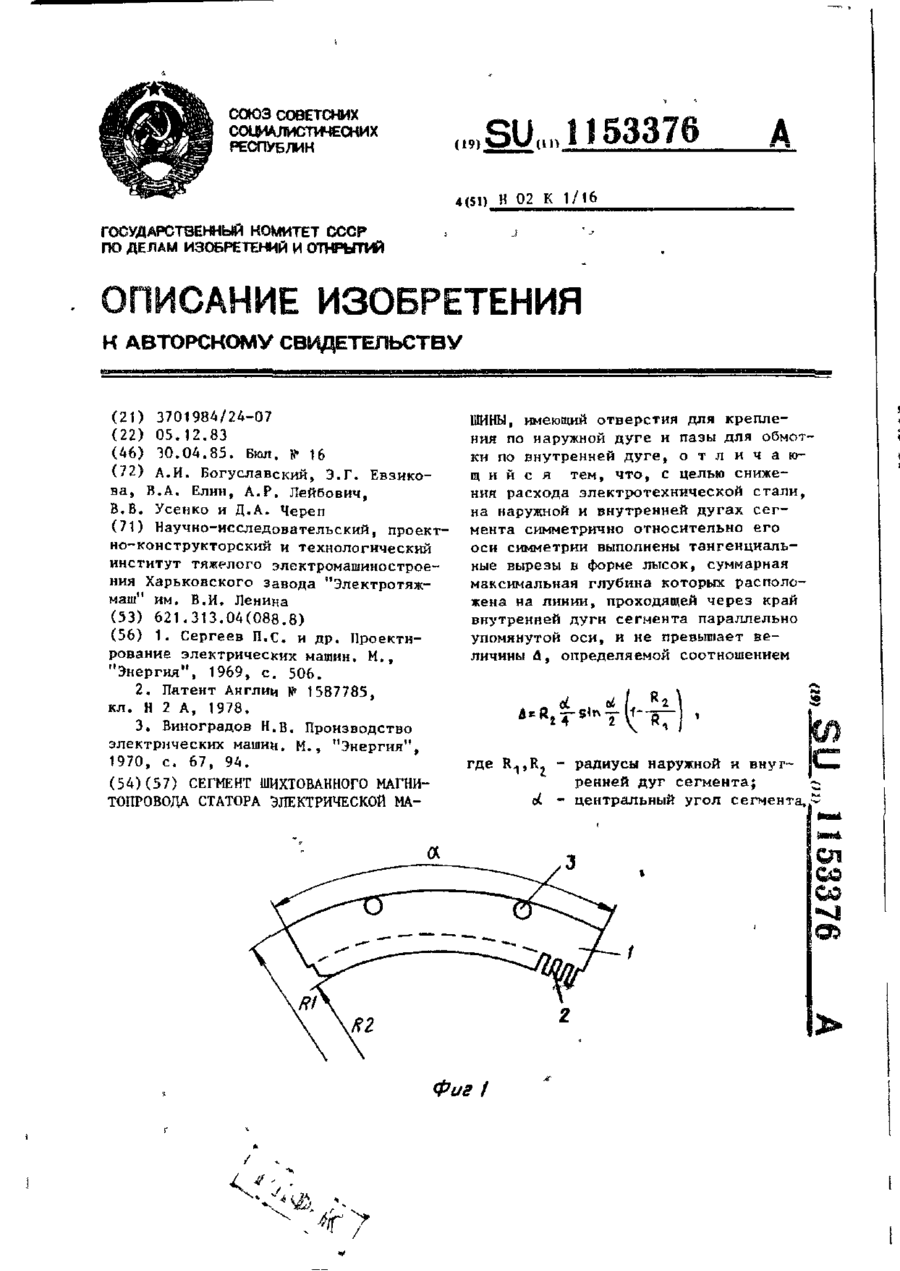
Сегмент шихтованного магнитопровода статора электрической машины, имеющий отверстия для крепления по наружной дуге и пазы для обмотки по внутренней дуге, отличающийся тем, что, с целью снижения расхода электротехнической стали, на наружной и внутренней дугах сегмента симметрично относите.пьно его оси симметрии выполнены тангенциальные вырезы в форме лысок, суммарная максимальная глубина которых расположена на линии, проходящей через...
Корпус статора електричної машини
Номер патенту: 9070
Опубліковано: 30.09.1996
Автори: Мінацевич Едуард Миколайович, Ільницький Анатолій Васильович, Кір'янов Анатолій Миколайович, Ревенко Віктор Васильович
МПК: H02K 1/18
Мітки: машини, статора, корпус, електричної
Формула / Реферат:
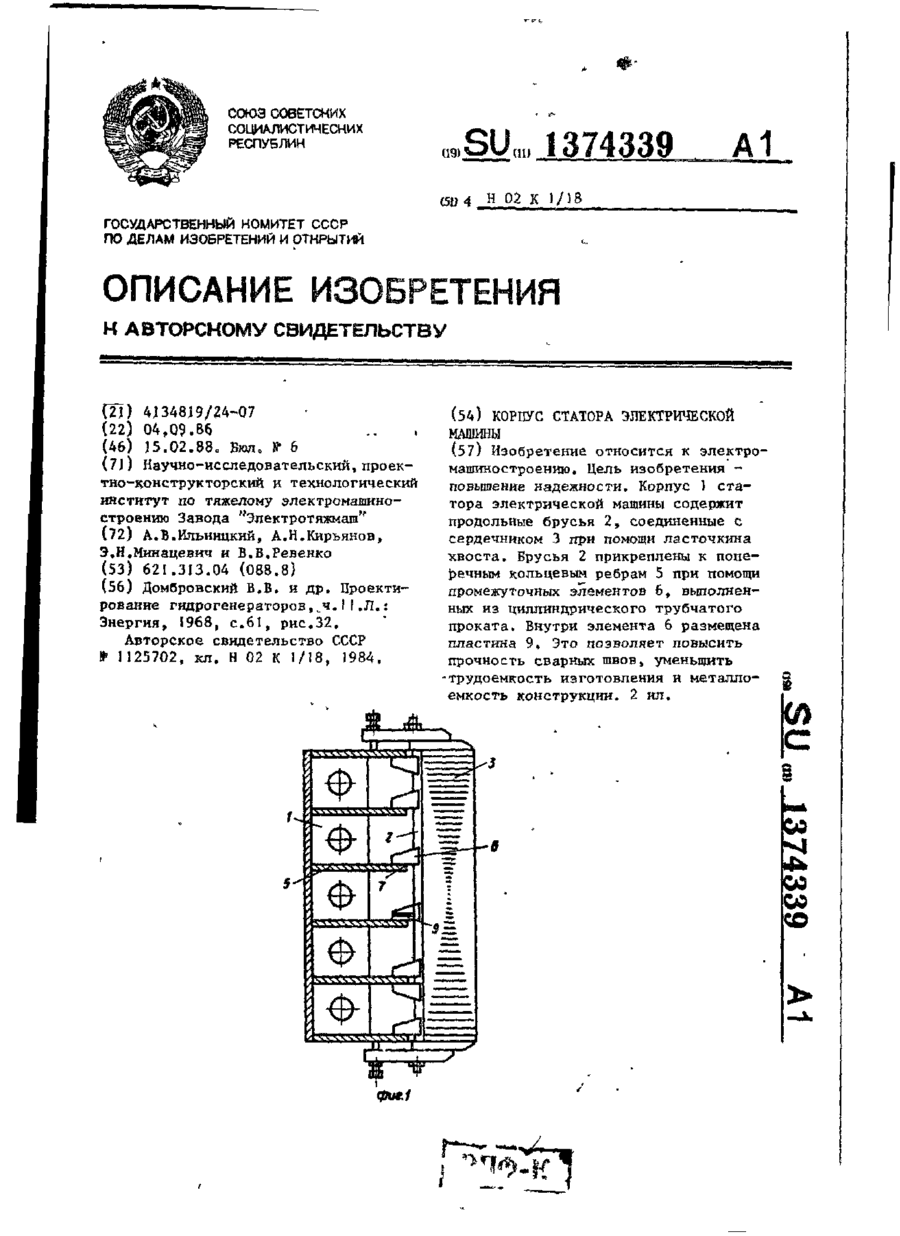
Корпус статора электрической машины, преимущественно гидрогенератора, содержащий продольные призматические брусья с выступами типа ласточкина хвоста, приваренные к поперечным кольцевым полкам корпуса при помощи промежуточных пустотелых элементов, имеющих две боковые грани с прямолинейными прилегающими и приваренными к брусу краями, перпендикулярными плоскому торцу элементов, прилегающему и приваренному к полке, отличающийся тем, что, с...
Статор електричної машини змінного струму та спосіб його виготовлення
Номер патенту: 19483
Опубліковано: 25.12.1997
Автор: Яковлев Олександр Іванович
МПК: H02K 5/04, H02K 5/20, H02K 15/02
Мітки: машини, спосіб, статор, струму, електричної, виготовлення, змінного
Формула / Реферат:
1. Статор электрической машины переменного тока, содержащий пластины с пазово-эубцовой зоной в виде прямоугольников с центральным отверстием под расточку, собранных в граненый с поворотом пластин пакет магнитопровода с обмоткой, на четырех углах и смежных гранях которого образованы при помощи коробов, скрепленных с ребрами охлаждения, осевые вентиляционные каналы, закрытые на выходе, отличающийся тем, что пластины в пакете имеют стороны...
Спосіб виготовлення вуглеграфітового колектора електричної машини
Номер патенту: 9007
Опубліковано: 30.09.1996
Автори: Захаров Сергій Володимирович, Завгородня Таісія Іванівна, Будіщев Михайло Сергійович, Калитка Мирон Іванович
МПК: H01R 43/06
Мітки: виготовлення, спосіб, машини, колектора, електричної, вуглеграфітового
Формула / Реферат:
Способ изготовления углеграфитового коллектора электрической машины, включающий выполнение диэлектрического основания с металлизированными отверстиями, выполнение углеграфитовых пластин, отличающийся тем, что, с целью уменьшения расхода углеграфитового материала, упрощения технологии изготовления и повышение надежности, на диэлектрическом основании выполняют металлизированные участки по размеру коллекторных пластин и соединенные с...
Попередній патент: Пристрій для герметизації внутрішньотрубного простору колони насосно-компресорних труб при підніманні її із свердловини під тиском
Наступний патент: Непотоплюваний, багатоцільовий, підвищеної поперечної остійності рефрижераторний траулер-контейнеровоз
Випадковий патент: Ультразвуковий концентратор для безреагентного знезараження води