Спосіб виготовлення багатошарових труб і сполучних деталей трубопроводів
Номер патенту: 31264
Опубліковано: 25.03.2008
Автори: Шевченко Костянтин Миколайович, Боровіков Антон Олександрович
Формула / Реферат
1. Спосіб виготовлення багатошарових труб і сполучних деталей трубопроводів, що включає формування на шаблоні виробу внутрішнього захисного шару з гуми, проміжного силового шару, організацію закінцівок, формування зовнішнього захисного шару і подальшу теплову обробку, який відрізняється тим, що перед формуванням внутрішнього захисного шару шаблон заздалегідь мастять графітовим мастилом і обмотують бинтувальною стрічкою, формування внутрішнього захисного шару проводять шляхом нанесення листів гуми у стик, після чого на захисний шар з гуми наносять подовжній корд, довжина якого більше довжини шаблону, надівають поодинці з торців заготівки фланці закінцівок, що вільно обертаються на заготівці, і опорні кільця, при цьому зовнішню площину опорних кілець суміщають з торцевими площинами заготівки, потім завертають на опорні кільця кінці подовжнього корду, наносять на опорні кільця шар гуми, встановлюють поодинці з торців заготівки технологічні фланці, намотують на опорні кільця бинтувальну стрічку, стягують фланці закінцівок і технологічні фланці болтами, після цього наносять на заготівку поперечний корд, спірально намотують дріт і формують зовнішнє захисне покриття шляхом нанесення листів гуми у стик.
2. Спосіб за п. 1, який відрізняється тим, що шаблон обмотують вторинною бинтувальною стрічкою.
3. Спосіб за п. 1, який відрізняється тим, що внутрішній захисний шар формують з двох шарів гуми завтовшки відповідно 4-5 і 8-9 мм.
4. Спосіб за п. 1, який відрізняється тим, що намотують дріт з кроком намотування 50 мм.
5. Спосіб за п. 1, який відрізняється тим, що зовнішнє захисне покриття формують з шару гуми завтовшки 8-10 мм.
Текст
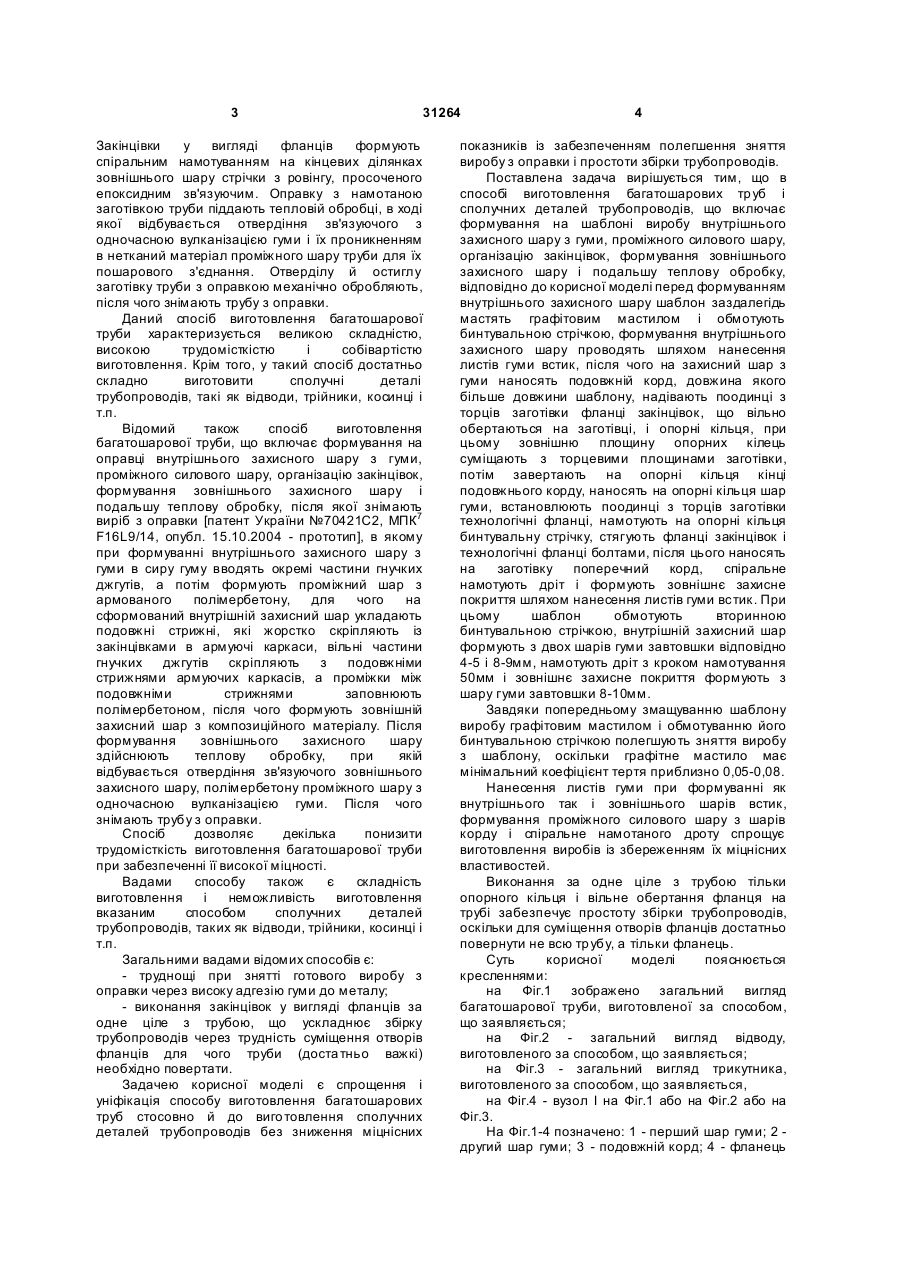
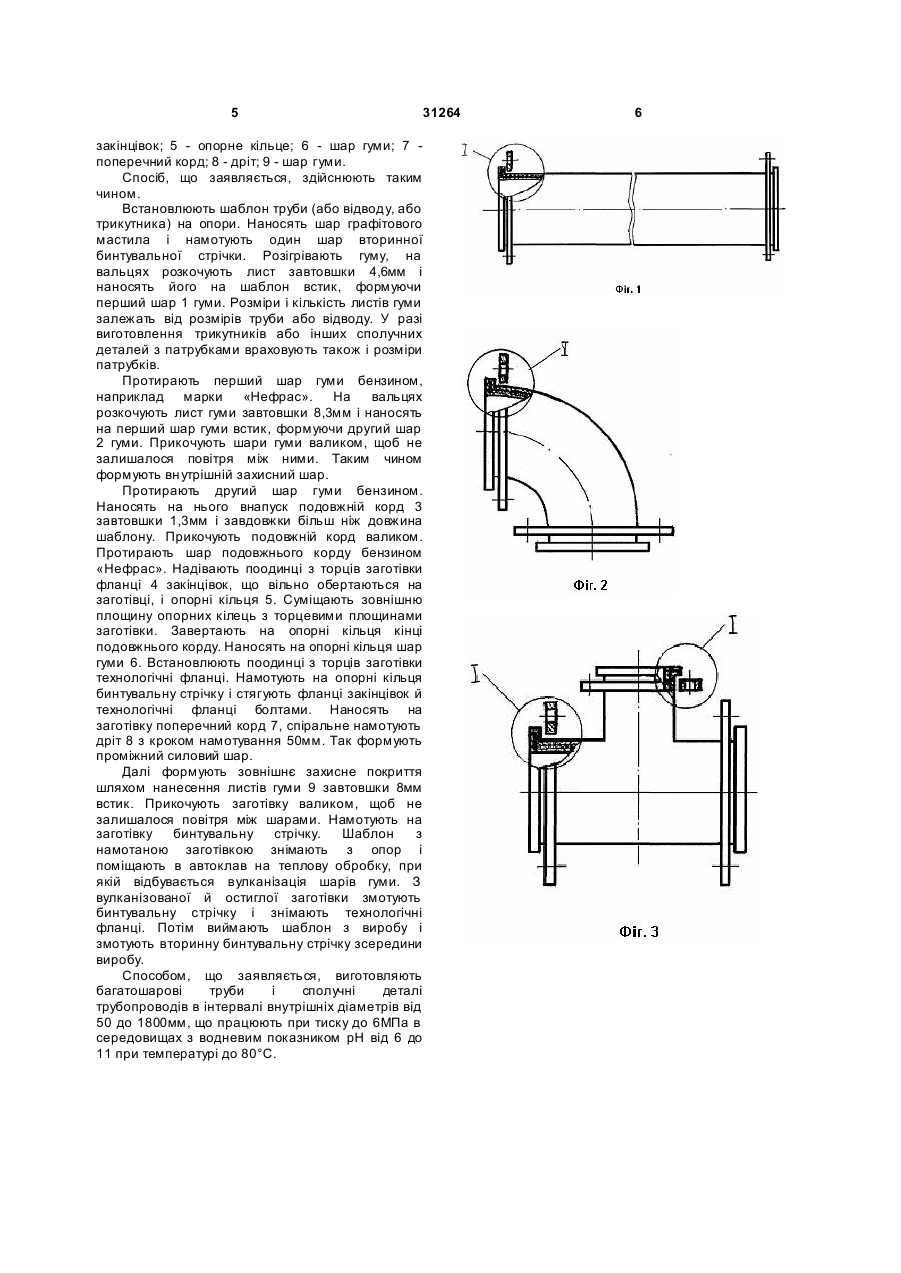
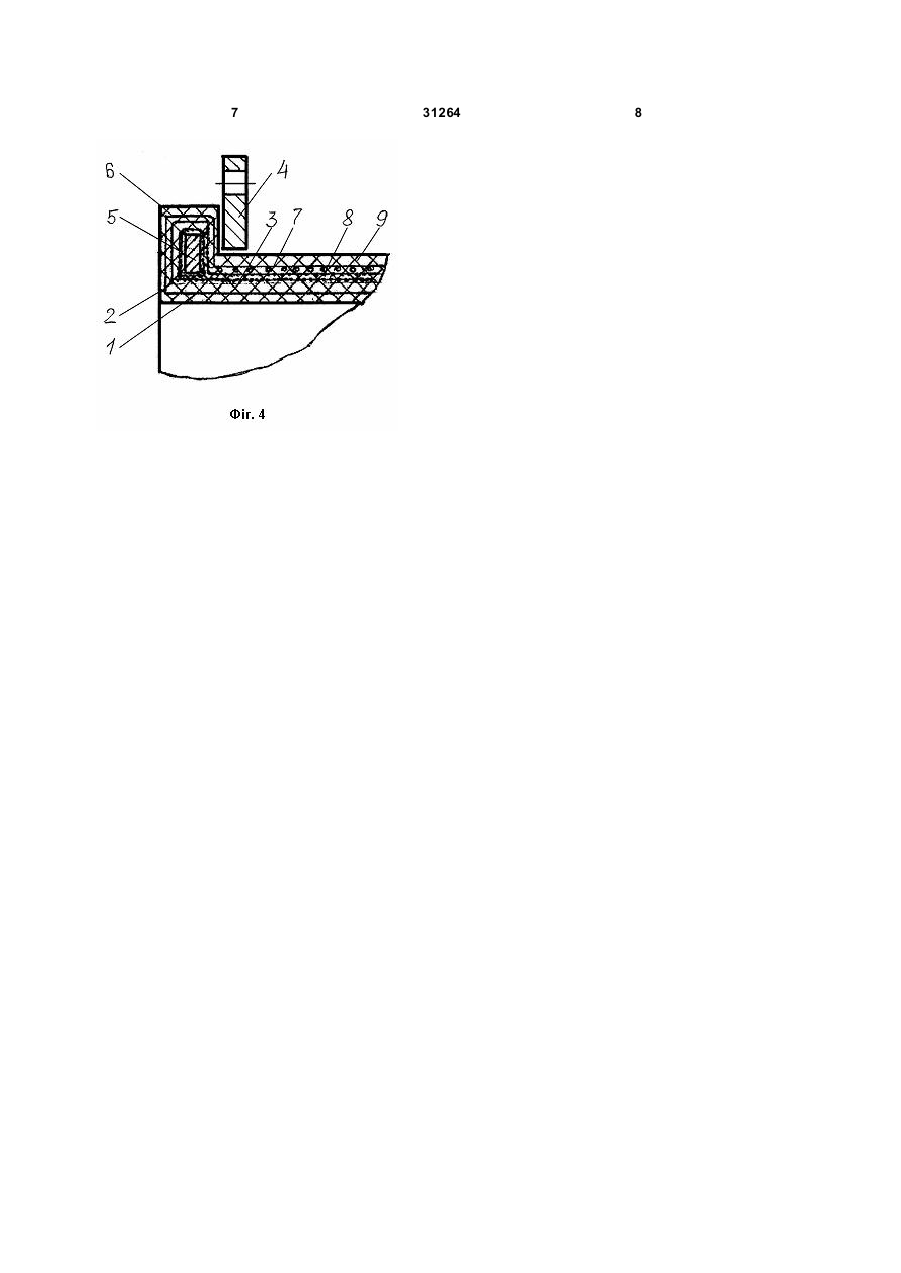
1. Спосіб виготовлення багатошарових труб і сполучних деталей трубопроводів, що включає формування на шаблоні виробу внутрішнього захисного шару з гуми, проміжного силового шару, організацію закінцівок, формування зовнішнього захисного шару і подальшу теплову обробку, який відрізняє ться тим, що перед формуванням внутрішнього захисного шару шаблон заздалегідь мастять графітовим мастилом і обмотують бинтувальною стрічкою, формування внутрішнього захисного шару проводять шляхом нанесення листів гуми у стик, після чого на захисний шар з гуми наносять подовжній корд, довжина якого більше довжини шаблону, надівають поодинці з торців заготівки фланці закінцівок, що вільно U 2 (19) 1 3 31264 Закінцівки у вигляді фланців формують спіральним намотуванням на кінцевих ділянках зовнішнього шару стрічки з ровінгу, просоченого епоксидним зв'язуючим. Оправку з намотаною заготівкою труби піддають тепловій обробці, в ході якої відбувається отвердіння зв'язуючого з одночасною вулканізацією гуми і їх проникненням в нетканий матеріал проміжного шару труби для їх пошарового з'єднання. Отверділу й остиглу заготівку труби з оправкою механічно обробляють, після чого знімають трубу з оправки. Даний спосіб виготовлення багатошарової труби характеризується великою складністю, високою трудомісткістю і собівартістю виготовлення. Крім того, у такий спосіб достатньо складно виготовити сполучні деталі трубопроводів, такі як відводи, трійники, косинці і т.п. Відомий також спосіб виготовлення багатошарової труби, що включає формування на оправці внутрішнього захисного шару з гуми, проміжного силового шару, організацію закінцівок, формування зовнішнього захисного шару і подальшу теплову обробку, після якої знімають виріб з оправки [патент України №70421С2, МПК7 F16L9/14, опубл. 15.10.2004 - прототип], в якому при формуванні внутрішнього захисного шару з гуми в сиру гуму вводять окремі частини гнучких джгутів, а потім формують проміжний шар з армованого полімербетону, для чого на сформований внутрішній захисний шар укладають подовжні стрижні, які жорстко скріпляють із закінцівками в армуючі каркаси, вільні частини гнучких джгутів скріпляють з подовжніми стрижнями армуючих каркасів, а проміжки між подовжніми стрижнями заповнюють полімербетоном, після чого формують зовнішній захисний шар з композиційного матеріалу. Після формування зовнішнього захисного шару здійснюють теплову обробку, при якій відбувається отвердіння зв'язуючого зовнішнього захисного шару, полімербетону проміжного шару з одночасною вулканізацією гуми. Після чого знімають трубу з оправки. Спосіб дозволяє декілька понизити трудомісткість виготовлення багатошарової труби при забезпеченні її високої міцності. Вадами способу також є складність виготовлення і неможливість виготовлення вказаним способом сполучних деталей трубопроводів, таких як відводи, трійники, косинці і т.п. Загальними вадами відомих способів є: - труднощі при знятті готового виробу з оправки через високу адгезію гуми до металу; - виконання закінцівок у вигляді фланців за одне ціле з трубою, що ускладнює збірку трубопроводів через трудність суміщення отворів фланців для чого труби (доста тньо важкі) необхідно повертати. Задачею корисної моделі є спрощення і уніфікація способу виготовлення багатошарових труб стосовно й до виго товлення сполучних деталей трубопроводів без зниження міцнісних 4 показників із забезпеченням полегшення зняття виробу з оправки і простоти збірки трубопроводів. Поставлена задача вирішується тим, що в способі виготовлення багатошарових тр уб і сполучних деталей трубопроводів, що включає формування на шаблоні виробу внутрішнього захисного шару з гуми, проміжного силового шару, організацію закінцівок, формування зовнішнього захисного шару і подальшу теплову обробку, відповідно до корисної моделі перед формуванням внутрішнього захисного шару шаблон заздалегідь мастять графітовим мастилом і обмотують бинтувальною стрічкою, формування внутрішнього захисного шару проводять шляхом нанесення листів гуми встик, після чого на захисний шар з гуми наносять подовжній корд, довжина якого більше довжини шаблону, надівають поодинці з торців заготівки фланці закінцівок, що вільно обертаються на заготівці, і опорні кільця, при цьому зовнішню площину опорних кілець суміщають з торцевими площинами заготівки, потім завертають на опорні кільця кінці подовжнього корду, наносять на опорні кільця шар гуми, встановлюють поодинці з торців заготівки технологічні фланці, намотують на опорні кільця бинтувальну стрічку, стягують фланці закінцівок і технологічні фланці болтами, після цього наносять на заготівку поперечний корд, спіральне намотують дріт і формують зовнішнє захисне покриття шляхом нанесення листів гуми встик. При цьому шаблон обмотують вторинною бинтувальною стрічкою, внутрішній захисний шар формують з двох шарів гуми завтовшки відповідно 4-5 і 8-9мм, намотують дріт з кроком намотування 50мм і зовнішнє захисне покриття формують з шару гуми завтовшки 8-10мм. Завдяки попередньому змащуванню шаблону виробу графітовим мастилом і обмотуванню його бинтувальною стрічкою полегшують зняття виробу з шаблону, оскільки графітне мастило має мінімальний коефіцієнт тертя приблизно 0,05-0,08. Нанесення листів гуми при формуванні як внутрішнього так і зовнішнього шарів встик, формування проміжного силового шару з шарів корду і спіральне намотаного дроту спрощує виготовлення виробів із збереженням їх міцнісних властивостей. Виконання за одне ціле з трубою тільки опорного кільця і вільне обертання фланця на трубі забезпечує простоту збірки трубопроводів, оскільки для суміщення отворів фланців достатньо повернути не всю тр убу, а тільки фланець. Суть корисної моделі пояснюється кресленнями: на Фіг.1 зображено загальний вигляд багатошарової труби, виготовленої за способом, що заявляється; на Фіг.2 - загальний вигляд відводу, виготовленого за способом, що заявляється; на Фіг.3 - загальний вигляд трикутника, виготовленого за способом, що заявляється, на Фіг.4 - вузол І на Фіг.1 або на Фіг.2 або на Фіг.3. На Фіг.1-4 позначено: 1 - перший шар гуми; 2 другий шар гуми; 3 - подовжній корд; 4 - фланець 5 31264 закінцівок; 5 - опорне кільце; 6 - шар гуми; 7 поперечний корд; 8 - дріт; 9 - шар гуми. Спосіб, що заявляється, здійснюють таким чином. Встановлюють шаблон труби (або відводу, або трикутника) на опори. Наносять шар графітового мастила і намотують один шар вторинної бинтувальної стрічки. Розігрівають гуму, на вальцях розкочують лист завтовшки 4,6мм і наносять його на шаблон встик, формуючи перший шар 1 гуми. Розміри і кількість листів гуми залежать від розмірів труби або відводу. У разі виготовлення трикутників або інших сполучних деталей з патрубками враховують також і розміри патрубків. Протирають перший шар гуми бензином, наприклад марки «Нефрас». На вальцях розкочують лист гуми завтовшки 8,3мм і наносять на перший шар гуми встик, формуючи другий шар 2 гуми. Прикочують шари гуми валиком, щоб не залишалося повітря між ними. Таким чином формують вн утрішній захисний шар. Протирають другий шар гуми бензином. Наносять на нього внапуск подовжній корд 3 завтовшки 1,3мм і завдовжки більш ніж довжина шаблону. Прикочують подовжній корд валиком. Протирають шар подовжнього корду бензином «Нефрас». Надівають поодинці з торців заготівки фланці 4 закінцівок, що вільно обертаються на заготівці, і опорні кільця 5. Суміщають зовнішню площину опорних кілець з торцевими площинами заготівки. Завертають на опорні кільця кінці подовжнього корду. Наносять на опорні кільця шар гуми 6. Встановлюють поодинці з торців заготівки технологічні фланці. Намотують на опорні кільця бинтувальну стрічку і стягують фланці закінцівок й технологічні фланці болтами. Наносять на заготівку поперечний корд 7, спіральне намотують дріт 8 з кроком намотування 50мм. Так формують проміжний силовий шар. Далі формують зовнішнє захисне покриття шляхом нанесення листів гуми 9 завтовшки 8мм встик. Прикочують заготівку валиком, щоб не залишалося повітря між шарами. Намотують на заготівку бинтувальну стрічку. Шаблон з намотаною заготівкою знімають з опор і поміщають в автоклав на теплову обробку, при якій відбувається вулканізація шарів гуми. З вулканізованої й остиглої заготівки змотують бинтувальну стрічку і знімають технологічні фланці. Потім виймають шаблон з виробу і змотують вторинну бинтувальну стрічку зсередини виробу. Способом, що заявляється, виготовляють багатошарові труби і сполучні деталі трубопроводів в інтервалі внутрішніх діаметрів від 50 до 1800мм, що працюють при тиску до 6МПа в середовищах з водневим показником рН від 6 до 11 при температурі до 80°С. 6 7 31264 8
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for making multi-layer pipes and connection parts of pipelines
Автори англійськоюBorovikov Anton Oleksandrovych, Shevchenko Kostiantyn Mykolaiovych
Назва патенту російськоюСпособ изготовления многослойных труб и соединительных деталей трубопроводов
Автори російськоюБоровиков Антон Александрович, Шевченко Константин Николаевич
МПК / Мітки
МПК: F16L 9/00
Мітки: сполучних, трубопроводів, деталей, багатошарових, труб, виготовлення, спосіб
Код посилання
<a href="https://ua.patents.su/4-31264-sposib-vigotovlennya-bagatosharovikh-trub-i-spoluchnikh-detalejj-truboprovodiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення багатошарових труб і сполучних деталей трубопроводів</a>
Спосіб виготовлення багатошарових спіральношовних зварних полімерних труб великого діаметра з стільниковою стінкою
Номер патенту: 15836
Опубліковано: 17.07.2006
Автори: Данільченко Борис Васильович, Ніронович Іван Опанасович, Березін Олександр Миколайович, Третяк Іван Юрійович
МПК: B29C 65/02, B29C 65/00
Мітки: великого, багатошарових, стільниковою, спіральношовних, стінкою, зварних, полімерних, виготовлення, труб, діаметра, спосіб
Формула / Реферат:
Спосіб виготовлення багатошарових спіральношовних зварних полімерних труб великого діаметра з стільниковою стінкою, згідно з яким попередньо екструдований матеріал стінки, переважно круглого перерізу, формують за допомогою валків у спіралі необхідного діаметра, направляючи їх під кутом до повздовжньої осі створюваної труби, який відрізняється тим, що складання стінки труби здійснюють шляхом одночасного навивання та всебічного зварювання...
Спосіб виготовлення багатошарових поліетиленових труб великого діаметра спіральним навиванням
Номер патенту: 14677
Опубліковано: 15.05.2006
Автор: Петимко Олег Павлович
МПК: B29C 65/00
Мітки: великого, спосіб, труб, багатошарових, спіральним, поліетиленових, діаметра, виготовлення, навиванням
Формула / Реферат:
Спосіб виготовлення багатошарових поліетиленових труб великого діаметра спіральним навиванням, при якому основу стінки труби формують з попередньо екструдованого полімерного матеріалу, переважно круглого або овального перерізу, який подають до спеціальних валків, що формують спіраль вибраного діаметра та направляють її під кутом до повздовжньої осі зварюваної труби, зварювання виконують з зовнішньої і внутрішньої поверхні труби, який...
Спосіб виготовлення багатошарових труб
Номер патенту: 65485
Опубліковано: 15.03.2004
Автор: Давидов Фома Давидович
МПК: B21C 37/06
Мітки: труб, виготовлення, спосіб, багатошарових
Формула / Реферат:
Спосіб виробництва багатошарових труб, що включає формування заготовочної смуги, згортання з неї спіральної трубної заготовки та її зварювання, який відрізняється тим, що заготовочну смугу формують з утворенням на ній плоских поздовжніх східчастих ділянок з висотою, що дорівнює товщині смуги S, з радіусом сполучення R, що дорівнює радіусу скруглення крайок, при цьому ширину кожної ділянки Вn розраховують за авторською методикою:
Спосіб виготовлення багатошарових тонкостінних труб
Номер патенту: 18465
Опубліковано: 25.12.1997
Автори: Фельдман Олександр Ісаакович, Есаулов Михайло Олексійович, Кекух Станіслав Миколаєвич, Лісовський Олександр Олександрович, Малкін Адольф Іосіфович, Попов Марат Васильович, Кравченко Володимир Іванович, Бобух Олександр Анатолійович, Вайсман Фелікс Юхимович, Кузнєцов Федір Лаврентьєвич, Масальський Альберт Іванович, Беліков Юрій Михайлович, Логвінєнко Василь Васильович
МПК: B23K 20/04
Мітки: труб, багатошарових, виготовлення, тонкостінних, спосіб
Формула / Реферат:
Способ изготовления многослойных тонкостенных труб из коррозионностойких сталей, включающий сборку многослойного пакета из труб-слоев с предготовой толщиной стенки, имеющих специальное покрытие, устранение межслойных зазоров, обварку концов, пакетную прокатку на станах ХПТР, повторную обварку концов, обезжиривание, обрезку концов, термообработку, отличающийся тем, что перед термообработкой трубы обкатывают на косовалковом правильном стане со...
Спосіб виготування багатошарових труб з особливотонкостінних труб-шарів
Номер патенту: 31226
Опубліковано: 15.12.2000
Автори: Хаустов Георгій Йосипович, Єсаулов Михайло Олексійович, Правдін Юрій Михайлович, Беліков Юрій Михайлович, Сало Миколай Федорович, Сергєєв Віктор Володимирович, Кравченко Володимир Іванович
МПК: B23K 20/04, B21B 21/00
Мітки: труб-шарів, виготування, багатошарових, особливотонкостінних, труб, спосіб
Текст:
...з Д/S труб-шарів 280-300 (де 76 мм - зовнішний діаметр; 0,25 мм - товщина стінки шарів). Труби шари з готовою товщиною стінки, наприклад, діаметрами 75,8; 74,7; 73,6; 72,65; 71,55; 70,5 були прокатані на стані ХПТР-60-120 на циліндричній оправці, яка стирчає за осередок деформації з виходного боку стану на довжину від 125 де 300 мм, що складає від 25 де 60% від довжини осередка деформації. Діаметри труб-шарів змінювались таким чином, що...
Попередній патент: Система для отримання інформаційно-рекламних даних в транспортному засобі
Наступний патент: Підігрівник на парі з тиском нижче атмосферного
Випадковий патент: Спосіб вибухового зміцнення та плакування зубів ковшів екскаваторів