Спосіб виготовлення складних однопрофільних структур
Номер патенту: 72926
Опубліковано: 16.05.2005
Автори: Завірохін Іван Георгійович, Завірохін Микола Іванович
Формула / Реферат
1. Спосіб виготовлення складних однопрофільних структур, що включає утворення у листовій заготовці складальних отворів, профілювання листової заготовки в одному напрямку і калібрування форми профілю, який відрізняється тим, що на листовій заготовці виготовляються формуючі отвори з визначеними конфігурацією, розмірами, спрямованістю і кроком одне від одного, а наступне профілювання здійснюється у різних напрямках по осях між формуючими отворами.
2. Спосіб виготовлення по п. 1, який відрізняється тим, що калібрування форми профілю може відбуватись одночасно в зоні найбільшої кількості профілів з подачею структури в будь-якому з напрямків попередніх профілювань.
Текст
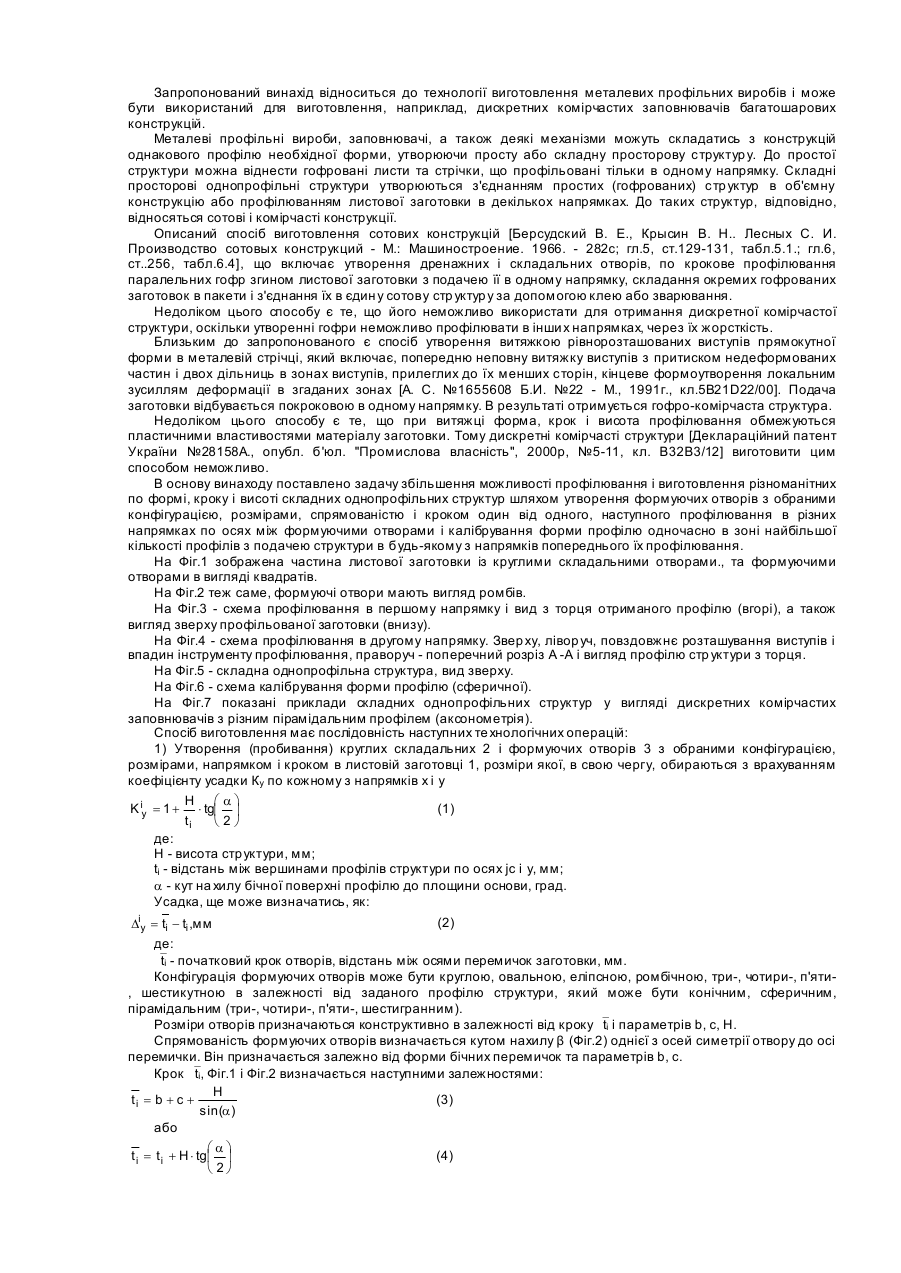
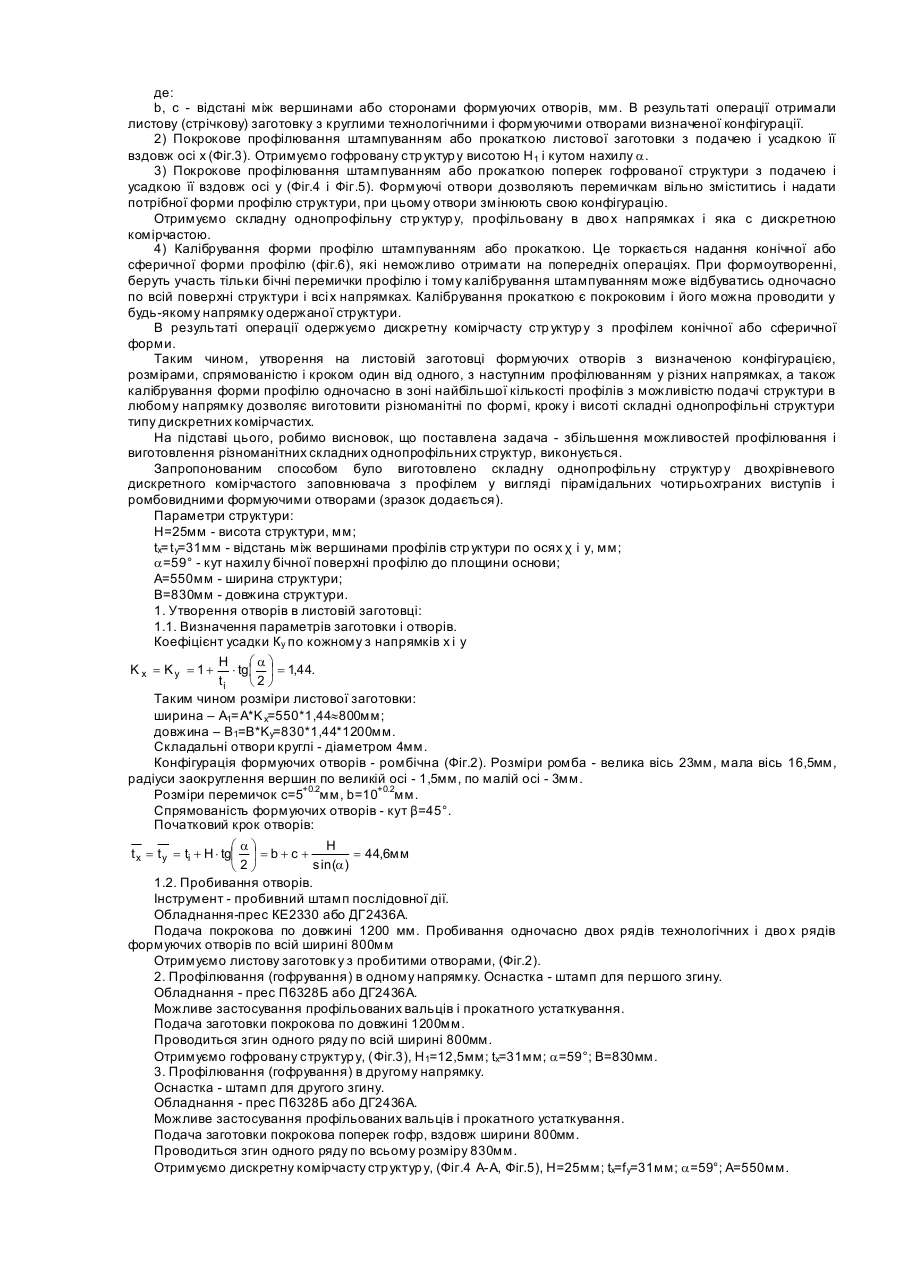
Запропонований винахід відноситься до технології виготовлення металевих профільних виробів і може бути використаний для виготовлення, наприклад, дискретних комірчастих заповнювачів багатошарових конструкцій. Металеві профільні вироби, заповнювачі, а також деякі механізми можуть складатись з конструкцій однакового профілю необхідної форми, утворюючи просту або складну просторову структур у. До простої структури можна віднести гофровані листи та стрічки, що профільовані тільки в одному напрямку. Складні просторові однопрофільні структури утворюються з'єднанням простих (гофрованих) стр уктур в об'ємну конструкцію або профілюванням листової заготовки в декількох напрямках. До таких структур, відповідно, відносяться сотові і комірчасті конструкції. Описаний спосіб виготовлення сотових конструкцій [Берсудский В. Е., Крысин В. Н.. Лесных С. И. Производство сотовых конструкций - М.: Машиностроение. 1966. - 282с; гл.5, ст.129-131, табл.5.1.; гл.6, ст..256, табл.6.4], що включає утворення дренажних і складальних отворів, по крокове профілювання паралельних гофр згином листової заготовки з подачею її в одному напрямку, складання окремих гофрованих заготовок в пакети і з'єднання їх в єдин у сотову стр уктур у за допомогою клею або зварювання. Недоліком цього способу є те, що його неможливо використати для отримання дискретної комірчастої структури, оскільки утворенні гофри неможливо профілювати в інши х напрямках, через їх жорсткість. Близьким до запропонованого є спосіб утворення витяжкою рівнорозташованих виступів прямокутної форми в металевій стрічці, який включає, попередню неповну витяжку виступів з притиском недеформованих частин і двох дільниць в зонах виступів, прилеглих до їх менших сторін, кінцеве формоутворення локальним зусиллям деформації в згаданих зонах [А. С. №1655608 Б.И. №22 - М., 1991г., кл.5В21D22/00]. Подача заготовки відбувається покроковою в одному напрямку. В результаті отримується гофро-комірчаста структура. Недоліком цього способу є те, що при витяжці форма, крок і висота профілювання обмежуються пластичними властивостями матеріалу заготовки. Тому дискретні комірчасті структури [Деклараційний патент України №28158А., опубл. б'юл. "Промислова власність", 2000р, №5-11, кл. В32В3/12] виготовити цим способом неможливо. В основу винаходу поставлено задачу збільшення можливості профілювання і виготовлення різноманітних по формі, кроку і висоті складних однопрофільних структур шляхом утворення формуючих отворів з обраними конфігурацією, розмірами, спрямованістю і кроком один від одного, наступного профілювання в різних напрямках по осях між формуючими отворами і калібрування форми профілю одночасно в зоні найбільшої кількості профілів з подачею структури в будь-якому з напрямків попереднього їх профілювання. На Фіг.1 зображена частина листової заготовки із круглими складальними отворами., та формуючими отворами в вигляді квадратів. На Фіг.2 теж саме, формуючі отвори мають вигляд ромбів. На Фіг.3 - схема профілювання в першому напрямку і вид з торця отриманого профілю (вгорі), а також вигляд зверху профільованої заготовки (внизу). На Фіг.4 - схема профілювання в другому напрямку. Звер ху, лівор уч, повздовжнє розташування виступів і впадин інструменту профілювання, праворуч - поперечний розріз А -А і вигляд профілю стр уктури з торця. На Фіг.5 - складна однопрофільна структура, вид зверху. На Фіг.6 - схема калібрування форми профілю (сферичної). На Фіг.7 показані приклади складних однопрофільних структур у вигляді дискретних комірчастих заповнювачів з різним пірамідальним профілем (аксонометрія). Спосіб виготовлення має послідовність наступних те хнологічних операцій: 1) Утворення (пробивання) круглих складальних 2 і формуючих отворів 3 з обраними конфігурацією, розмірами, напрямком і кроком в листовій заготовці 1, розміри якої, в свою чергу, обираються з врахуванням коефіцієнту усадки Кy по кожному з напрямків x і у H æ aö K iy = 1 + × tgç ÷ (1) ti è2ø де: Н - висота структури, мм; tі - відстань між вершинами профілів структури по осях jc і у, мм; a - кут на хилу бічної поверхні профілю до площини основи, град. Усадка, ще може визначатись, як: (2) Diy = ti - ti ,мм де: `ti - початковий крок отворів, відстань між осями перемичок заготовки, мм. Конфігурація формуючих отворів може бути круглою, овальною, еліпсною, ромбічною, три-, чотири-, п'яти, шестикутною в залежності від заданого профілю структури, який може бути конічним, сферичним, пірамідальним (три-, чотири-, п'яти-, шестигранним). Розміри отворів призначаються конструктивно в залежності від кроку `ti і параметрів b, с, Н. Спрямованість формуючих отворів визначається кутом нахилу β (Фіг.2) однієї з осей симетрії отвору до осі перемички. Він призначається залежно від форми бічних перемичок та параметрів b, с. Крок `ti, Фіг.1 і Фіг.2 визначається наступними залежностями: H ti = b + c + (3) sin(a) або æaö t i = t i + H × tg ç ÷ (4) è 2ø де: b, с - відстані між вершинами або сторонами формуючих отворів, мм. В результаті операції отримали листову (стрічкову) заготовку з круглими технологічними і формуючими отворами визначеної конфігурації. 2) Покрокове профілювання штампуванням або прокаткою листової заготовки з подачею і усадкою її вздовж осі x (Фіг.3). Отримуємо гофровану стр уктур у висотою Н 1 і кутом нахилу a. 3) Покрокове профілювання штампуванням або прокаткою поперек гофрованої структури з подачею і усадкою її вздовж осі у (Фіг.4 і Фіг.5). Формуючі отвори дозволяють перемичкам вільно зміститись і надати потрібної форми профілю структури, при цьому отвори змінюють свою конфігурацію. Отримуємо складну однопрофільну стр уктур у, профільовану в дво х напрямках і яка с дискретною комірчастою. 4) Калібрування форми профілю штампуванням або прокаткою. Це торкається надання конічної або сферичної форми профілю (фіг.6), які неможливо отримати на попередніх операціях. При формоутворенні, беруть участь тільки бічні перемички профілю і тому калібрування штампуванням може відбуватись одночасно по всій поверхні структури і всі х напрямках. Калібрування прокаткою є покроковим і його можна проводити у будь-якому напрямку одержаної структури. В результаті операції одержуємо дискретну комірчасту стр уктур у з профілем конічної або сферичної форми. Таким чином, утворення на листовій заготовці формуючих отворів з визначеною конфігурацією, розмірами, спрямованістю і кроком один від одного, з наступним профілюванням у різних напрямках, а також калібрування форми профілю одночасно в зоні найбільшої кількості профілів з можливістю подачі структури в любому напрямку дозволяє виготовити різноманітні по формі, кроку і висоті складні однопрофільні структури типу дискретних комірчастих. На підставі цього, робимо висновок, що поставлена задача - збільшення можливостей профілювання і виготовлення різноманітних складних однопрофільних структур, виконується. Запропонованим способом було виготовлено складну однопрофільну структур у двохрівневого дискретного комірчастого заповнювача з профілем у вигляді пірамідальних чотирьохграних виступів і ромбовидними формуючими отворами (зразок додається). Параметри структури: Н=25мм - висота структури, мм; tx=t y=31мм - відстань між вершинами профілів структури по осях χ і у, мм; a=59° - кут нахилу бічної поверхні профілю до площини основи; A=550мм - ширина структури; B=830мм - довжина структури. 1. Утворення отворів в листовій заготовці: 1.1. Визначення параметрів заготовки і отворів. Коефіцієнт усадки Ку по кожному з напрямків x і у H æaö K x = K y = 1 + × tg ç ÷ = 1,44. ti è2 ø Таким чином розміри листової заготовки: ширина – А1=А*K x=550*1,44»800мм; довжина – Β1=B*Ky=830*1,44*1200мм. Складальні отвори круглі - діаметром 4мм. Конфігурація формуючих отворів - ромбічна (Фіг.2). Розміри ромба - велика вісь 23мм, мала вісь 16,5мм, радіуси заокруглення вершин по великій осі - 1,5мм, по малій осі - 3мм. Розміри перемичок с=5+0.2мм, b=10+0.2мм. Спрямованість формуючих отворів - кут β=45°. Початковий крок отворів: æ aö H t x = t y = ti + H × tgç ÷ = b + c + = 44,6мм 2ø sin(a ) è 1.2. Пробивання отворів. Інструмент - пробивний штамп послідовної дії. Обладнання-прес КЕ2330 або ДГ2436А. Подача покрокова по довжині 1200 мм. Пробивання одночасно двох рядів технологічних і дво х рядів формуючих отворів по всій ширині 800мм Отримуємо листову заготовк у з пробитими отворами, (Фіг.2). 2. Профілювання (гофрування) в одному напрямку. Оснастка - штамп для першого згину. Обладнання - прес П6328Б або ДГ2436А. Можливе застосування профільованих вальців і прокатного устаткування. Подача заготовки покрокова по довжині 1200мм. Проводиться згин одного ряду по всій ширині 800мм. Отримуємо гофровану структур у, (Фіг.3), Н1=12,5мм; tx=31мм; a=59°; B=830мм. 3. Профілювання (гофрування) в другому напрямку. Оснастка - штамп для другого згину. Обладнання - прес П6328Б або ДГ2436А. Можливе застосування профільованих вальців і прокатного устаткування. Подача заготовки покрокова поперек гофр, вздовж ширини 800мм. Проводиться згин одного ряду по всьому розміру 830мм. Отримуємо дискретну комірчасту структур у, (Фіг.4 А-А, Фіг.5), Н=25мм; tx=f y=31мм; a=59°; A=550мм. 4. Калібрування для пірамідальної форми профілю не проводилось.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of complex single-section structures
Автори англійськоюZavirokhin Ivan Heorhiiovych, Zavirokhin Mykola Ivanovych
Назва патенту російськоюСпособ изготовления сложных однопрофильных структур
Автори російськоюЗавирохин Иван Георгиевич, Завирохин Николай Иванович
МПК / Мітки
МПК: B21D 13/00, B21D 21/00, B21D 47/00
Мітки: однопрофільних, складних, структур, виготовлення, спосіб
Код посилання
<a href="https://ua.patents.su/4-72926-sposib-vigotovlennya-skladnikh-odnoprofilnikh-struktur.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення складних однопрофільних структур</a>
Спосіб виготовлення складнопрофільних виробів на основі композитних структур
Номер патенту: 72722
Опубліковано: 15.03.2005
Автори: Ігнатьєв Борис Борисович, Ігнатьєва Вікторія Борисівна
МПК: B29D 23/00
Мітки: спосіб, виготовлення, структур, складнопрофільних, виробів, композитних, основі
Формула / Реферат:
Спосіб виготовлення складнопрофільних виробів на основі композитних структур, при якому пучки суміші волокон основної арматури та стрічок волокнистої тканини просочують термореактивним сполучним, розподіляють по оправці, обплітають шаром волокнистого матеріалу, просувають крізь формуючий тракт з нагрівальними елементами, профіль якого поступово змінюється, який відрізняється тим, що при стягуванні напівфабрикату з оправки спочатку будь-яким...
Спосіб виготовлення “кремній на ізоляторі”-структур
Номер патенту: 32784
Опубліковано: 15.02.2001
Автори: Когут Ігор Тимофійович, Дружинін Анатолій Олександрович, Ховерко Юрій Миколайович
МПК: H01L 27/12
Мітки: ізоляторі"-структур, кремній, спосіб, виготовлення
Формула / Реферат:
1. Спосіб виготовлення "кремній на ізоляторі"-структур, згідно якого на вихідній кремнієвій пластині послідовно формують шар ізолюючого окису кремнію, шар полікремнію, допоміжні капсулююче та антивідбиваюче покриття, проводять лазерну рекристалізацію шару полікремнію, методом травлення знімають допоміжні покриття, який відрізняється тим, що після зняття допоміжних покрить проводять термічне окислення рекристалізованого полікремнію і...
Спосіб виготовлення напівпровідникових структур
Номер патенту: 54007
Опубліковано: 17.02.2003
Автори: Матюшин Володимир Михайлович, Мартинюк Роман Валентинович
МПК: H01L 21/223, H01L 21/00
Мітки: виготовлення, спосіб, напівпровідникових, структур
Формула / Реферат:
Спосіб виготовлення напівпровідникових структур, що полягає в нанесенні плівок дифузанту на монокристалічні напівпровідникові пластини і проведенні твердофазного дифузійного легування, який відрізняється тим, що дифузію легуючої домішки проводять під впливом атомарного водню при температурі 27-57°С.
Спосіб виготовлення кремнієвих одношарових структур
Номер патенту: 30568
Опубліковано: 15.11.2000
Автори: Ольховий Вадим Олексійович, Бахрушин Володимир Євгенович
МПК: H01L 21/203
Мітки: структур, спосіб, виготовлення, кремнієвих, одношарових
Формула / Реферат:
Спосіб виготовлення кремнієвих одношарових структур, який включає осадження легованого епітаксіального шару кремнію на підкладку, виготовлену з легованого монокристалічного кремнію, та уведення в епітаксіальний шар або підкладку додаткової домішки, що компенсує різницю періодів кристалічних ґраток підкладки і шару, який відрізняється тим, що в якості підкладок використовуються кремнієві пластини з концентрацією кисню не більш 3×1017...
Спосіб виготовлення структур діода з бар’єром шотткі
Номер патенту: 55798
Опубліковано: 15.04.2003
Автори: Литвиненко Сергій Вікторович, Литвиненко Віктор Миколайович
МПК: H01L 29/40
Мітки: шотткі, виготовлення, структур, бар'єром, спосіб, діода
Формула / Реферат:
Спосіб виготовлення структур діода з бар'єром Шотткі, що включає осадження нітриду і двооксиду кремнію на кремнієві пластини, фотолітографію, травлення меза-структур і їх термічне окислення, видалення нітриду кремнію з контактних майданчиків і формування на них випрямляючих контактів, який відрізняється тим, що перед видаленням нітриду кремнію проводять дифузію бору в робочу сторону пластин при Т = 950 -1050°С протягом 20-30 хвилин в...
Попередній патент: Спосіб діагностики гідравлічного режиму та умов спалювання опалювального газу коксової печі
Наступний патент: Механізм шароформуючого пристрою для стебел луб’яних культур
Випадковий патент: Прилад біорезонансної дії