Листоправильна машина
Номер патенту: 32343
Опубліковано: 12.05.2008
Автори: Євгиненко Ігор Олександрович, Послушняк Олексій Володимирович, Шестопалов Андрій Володимирович, Кочин Леонід Павлович
Формула / Реферат
Листоправильна машина, до складу якої входить верхня валкова касета, прикріплена до траверси, виконаної з верхньою та нижньою основами, установленої в станині, колони якої у верхній частині зв’язані поперечкою, циліндри, вертикально розміщені між траверсою та поперечкою, і сферичні опори для штоків циліндрів, яка відрізняється тим, що корпуси циліндрів встановлені на нижніх основах траверси, у верхніх основах якої виконані вибірки для вільного розміщення корпусів циліндрів, а сферичні опори для штоків циліндрів прикріплені до поверхонь поперечок станини, обернених до траверси.
Текст
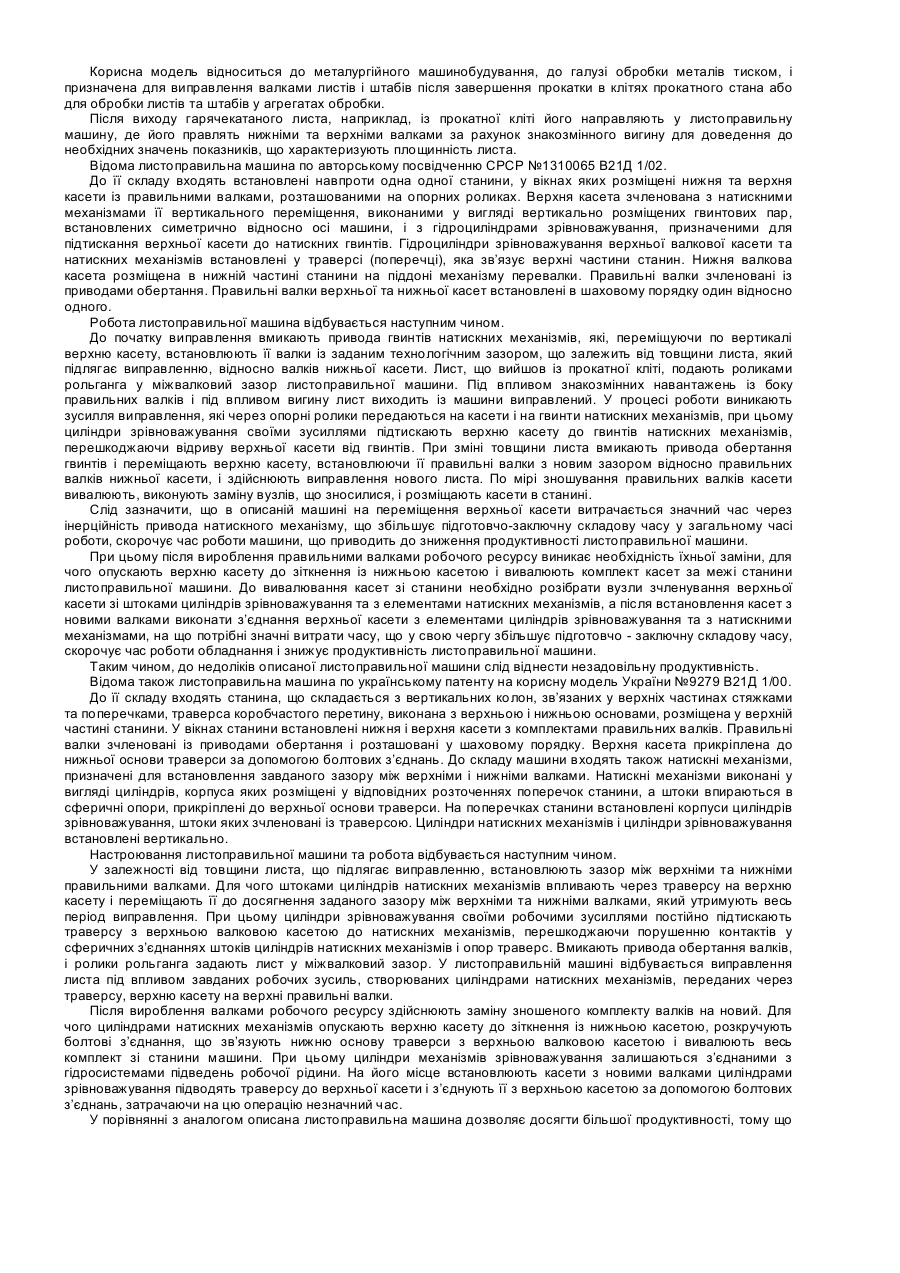
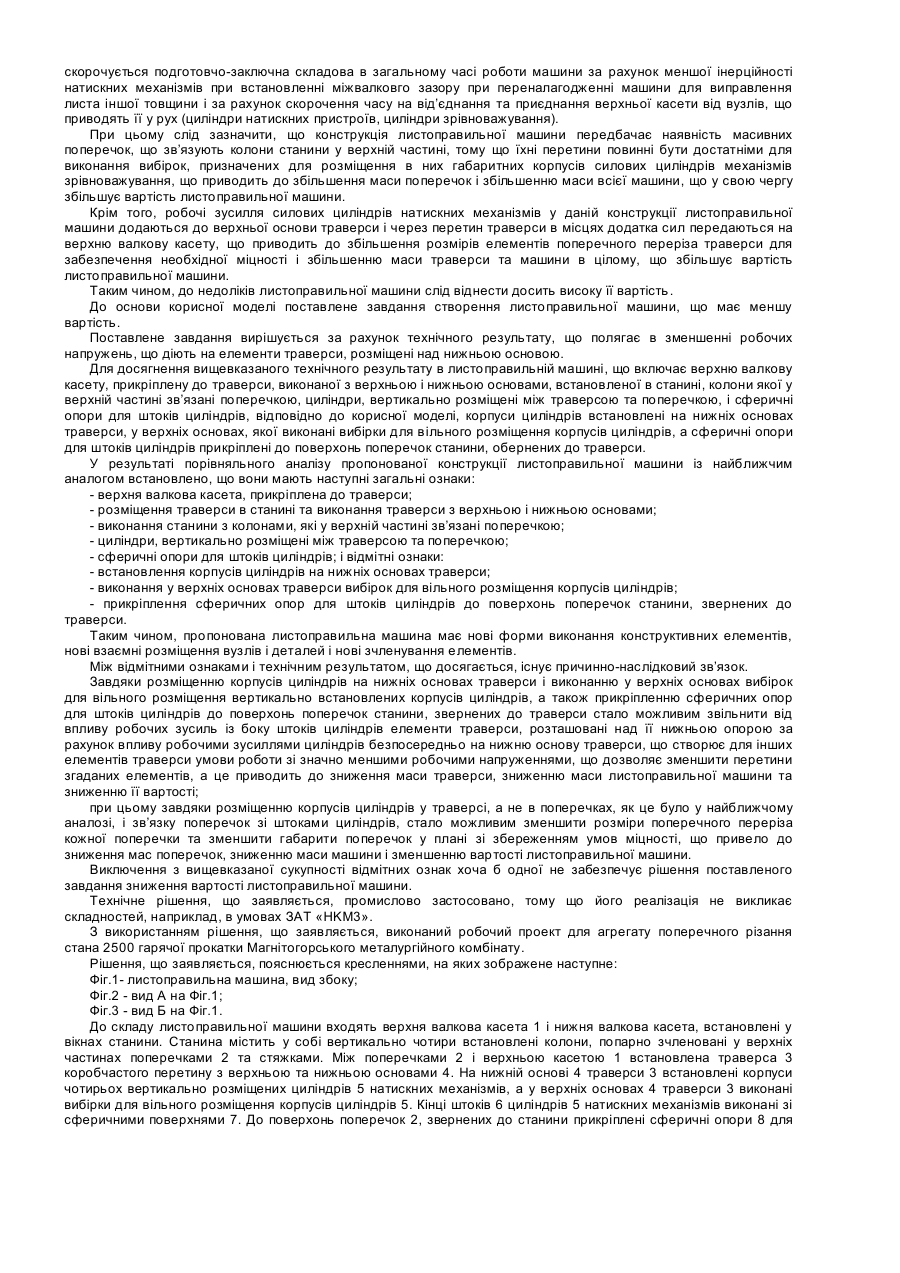
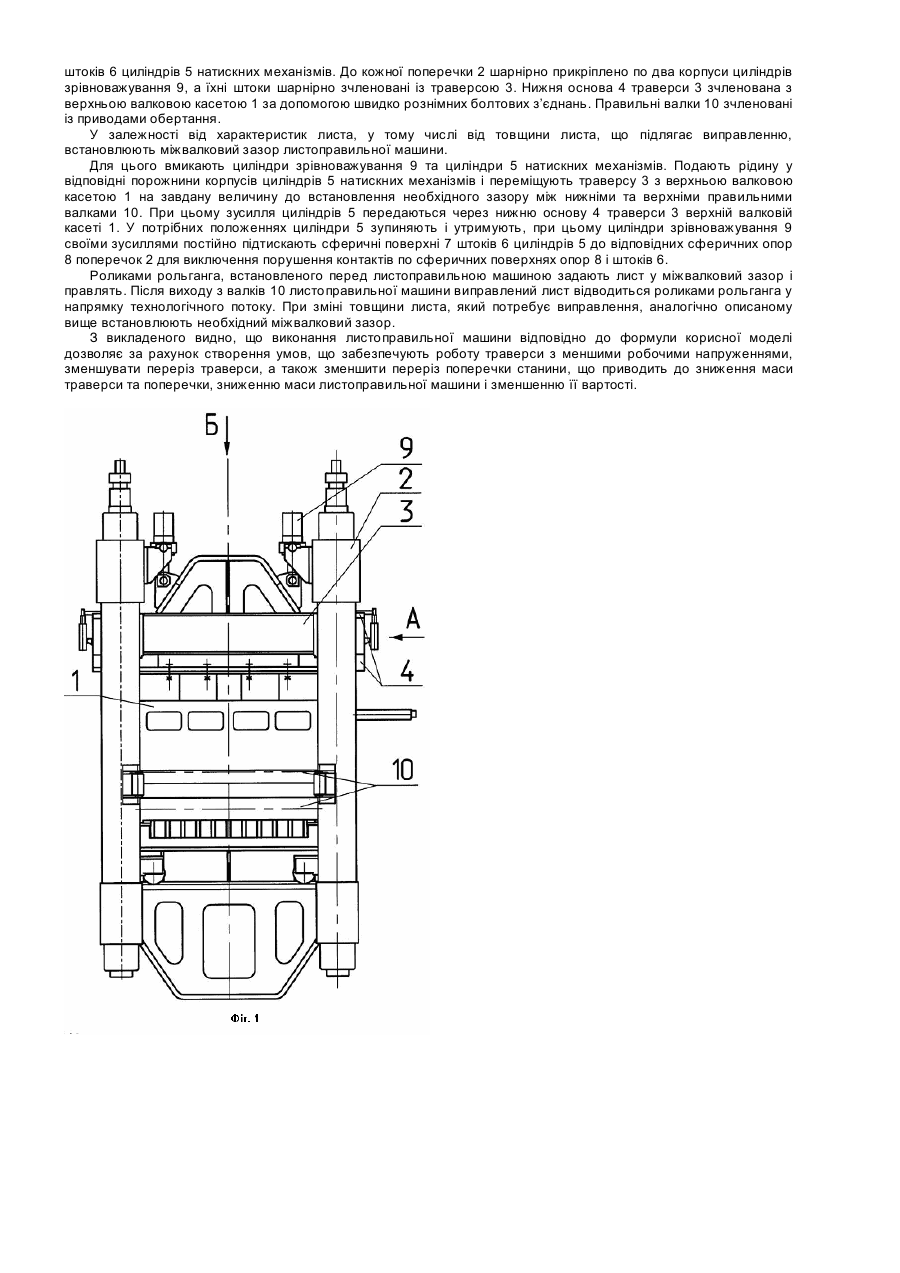
Корисна модель відноситься до металургійного машинобудування, до галузі обробки металів тиском, і призначена для виправлення валками листів і штабів після завершення прокатки в клітях прокатного стана або для обробки листів та штабів у агрегатах обробки. Після виходу гарячекатаного листа, наприклад, із прокатної кліті його направляють у листоправильну машину, де його правлять нижніми та верхніми валками за рахунок знакозмінного вигину для доведення до необхідних значень показників, що характеризують площинність листа. Відома листоправильна машина по авторському посвідченню СРСР №1310065 В21Д 1/02. До її складу входять встановлені навпроти одна одної станини, у вікнах яких розміщені нижня та верхня касети із правильними валками, розташованими на опорних роликах. Верхня касета зчленована з натискними механізмами її вертикального переміщення, виконаними у вигляді вертикально розміщених гвинтових пар, встановлених симетрично відносно осі машини, і з гідроциліндрами зрівноважування, призначеними для підтискання верхньої касети до натискних гвинтів. Гідроциліндри зрівноважування верхньої валкової касети та натискних механізмів встановлені у траверсі (поперечці), яка зв’язує верхні частини станин. Нижня валкова касета розміщена в нижній частині станини на піддоні механізму перевалки. Правильні валки зчленовані із приводами обертання. Правильні валки верхньої та нижньої касет встановлені в шаховому порядку один відносно одного. Робота листоправильної машина відбувається наступним чином. До початку виправлення вмикають привода гвинтів натискних механізмів, які, переміщуючи по вертикалі верхню касету, встановлюють її валки із заданим технологічним зазором, що залежить від товщини листа, який підлягає виправленню, відносно валків нижньої касети. Лист, що вийшов із прокатної кліті, подають роликами рольганга у міжвалковий зазор листоправильної машини. Під впливом знакозмінних навантажень із боку правильних валків і під впливом вигину лист виходить із машини виправлений. У процесі роботи виникають зусилля виправлення, які через опорні ролики передаються на касети і на гвинти натискних механізмів, при цьому циліндри зрівноважування своїми зусиллями підтискають верхню касету до гвинтів натискних механізмів, перешкоджаючи відриву верхньої касети від гвинтів. При зміні товщини листа вмикають привода обертання гвинтів і переміщають верхню касету, встановлюючи її правильні валки з новим зазором відносно правильних валків нижньої касети, і здійснюють виправлення нового листа. По мірі зношування правильних валків касети вивалюють, виконують заміну вузлів, що зносилися, і розміщають касети в станині. Слід зазначити, що в описаній машині на переміщення верхньої касети витрачається значний час через інерційність привода натискного механізму, що збільшує підготовчо-заключну складову часу у загальному часі роботи, скорочує час роботи машини, що приводить до зниження продуктивності листоправильної машини. При цьому після вироблення правильними валками робочого ресурсу виникає необхідність їхньої заміни, для чого опускають верхню касету до зіткнення із нижньою касетою і вивалюють комплект касет за межі станини листоправильної машини. До вивалювання касет зі станини необхідно розібрати вузли зчленування верхньої касети зі штоками циліндрів зрівноважування та з елементами натискних механізмів, а після встановлення касет з новими валками виконати з’єднання верхньої касети з елементами циліндрів зрівноважування та з натискними механізмами, на що потрібні значні витрати часу, що у свою чергу збільшує підготовчо - заключну складову часу, скорочує час роботи обладнання і знижує продуктивність листоправильної машини. Таким чином, до недоліків описаної листоправильної машини слід віднести незадовільну продуктивність. Відома також листоправильна машина по українському патенту на корисну модель України №9279 В21Д 1/00. До її складу входять станина, що складається з вертикальних колон, зв’язаних у верхніх частинах стяжками та поперечками, траверса коробчастого перетину, виконана з верхньою і нижньою основами, розміщена у верхній частині станини. У вікнах станини встановлені нижня і верхня касети з комплектами правильних валків. Правильні валки зчленовані із приводами обертання і розташовані у шаховому порядку. Верхня касета прикріплена до нижньої основи траверси за допомогою болтових з’єднань. До складу машини входять також натискні механізми, призначені для встановлення завданого зазору між верхніми і нижніми валками. Натискні механізми виконані у вигляді циліндрів, корпуса яких розміщені у відповідних розточеннях поперечок станини, а штоки впираються в сферичні опори, прикріплені до верхньої основи траверси. На поперечках станини встановлені корпуси циліндрів зрівноважування, штоки яких зчленовані із траверсою. Циліндри натискних механізмів і циліндри зрівноважування встановлені вертикально. Настроювання листоправильної машини та робота відбувається наступним чином. У залежності від товщини листа, що підлягає виправленню, встановлюють зазор між верхніми та нижніми правильними валками. Для чого штоками циліндрів натискних механізмів впливають через траверсу на верхню касету і переміщають її до досягнення заданого зазору між верхніми та нижніми валками, який утримують весь період виправлення. При цьому циліндри зрівноважування своїми робочими зусиллями постійно підтискають траверсу з верхньою валковою касетою до натискних механізмів, перешкоджаючи порушенню контактів у сферичних з’єднаннях штоків циліндрів натискних механізмів і опор траверс. Вмикають привода обертання валків, і ролики рольганга задають лист у міжвалковий зазор. У листоправильній машині відбувається виправлення листа під впливом завданих робочих зусиль, створюваних циліндрами натискних механізмів, переданих через траверсу, верхню касету на верхні правильні валки. Після вироблення валками робочого ресурсу здійснюють заміну зношеного комплекту валків на новий. Для чого циліндрами натискних механізмів опускають верхню касету до зіткнення із нижньою касетою, розкручують болтові з’єднання, що зв’язують нижню основу траверси з верхньою валковою касетою і вивалюють весь комплект зі станини машини. При цьому циліндри механізмів зрівноважування залишаються з’єднаними з гідросистемами підведень робочої рідини. На його місце встановлюють касети з новими валками циліндрами зрівноважування підводять траверсу до верхньої касети і з’єднують її з верхньою касетою за допомогою болтових з’єднань, затрачаючи на цю операцію незначний час. У порівнянні з аналогом описана листоправильна машина дозволяє досягти більшої продуктивності, тому що скорочується подготовчо-заключна складова в загальному часі роботи машини за рахунок меншої інерційності натискних механізмів при встановленні міжвалковго зазору при переналагодженні машини для виправлення листа іншої товщини і за рахунок скорочення часу на від’єднання та приєднання верхньої касети від вузлів, що приводять її у рух (циліндри натискних пристроїв, циліндри зрівноважування). При цьому слід зазначити, що конструкція листоправильної машини передбачає наявність масивних поперечок, що зв’язують колони станини у верхній частині, тому що їхні перетини повинні бути достатніми для виконання вибірок, призначених для розміщення в них габаритних корпусів силових циліндрів механізмів зрівноважування, що приводить до збільшення маси поперечок і збільшенню маси всієї машини, що у свою чергу збільшує вартість листоправильної машини. Крім того, робочі зусилля силових циліндрів натискних механізмів у даній конструкції листоправильної машини додаються до верхньої основи траверси і через перетин траверси в місцях додатка сил передаються на верхню валкову касету, що приводить до збільшення розмірів елементів поперечного переріза траверси для забезпечення необхідної міцності і збільшенню маси траверси та машини в цілому, що збільшує вартість листоправильної машини. Таким чином, до недоліків листоправильної машини слід віднести досить високу її вартість. До основи корисної моделі поставлене завдання створення листоправильної машини, що має меншу вартість. Поставлене завдання вирішується за рахунок технічного результату, що полягає в зменшенні робочих напружень, що діють на елементи траверси, розміщені над нижньою основою. Для досягнення вищевказаного технічного результату в листоправильній машині, що включає верхню валкову касету, прикріплену до траверси, виконаної з верхньою і нижньою основами, встановленої в станині, колони якої у верхній частині зв’язані поперечкою, циліндри, вертикально розміщені між траверсою та поперечкою, і сферичні опори для штоків циліндрів, відповідно до корисної моделі, корпуси циліндрів встановлені на нижніх основах траверси, у верхніх основах, якої виконані вибірки для вільного розміщення корпусів циліндрів, а сферичні опори для штоків циліндрів прикріплені до поверхонь поперечок станини, обернених до траверси. У результаті порівняльного аналізу пропонованої конструкції листоправильної машини із найближчим аналогом встановлено, що вони мають наступні загальні ознаки: - верхня валкова касета, прикріплена до траверси; - розміщення траверси в станині та виконання траверси з верхньою і нижньою основами; - виконання станини з колонами, які у верхній частині зв’язані поперечкою; - циліндри, вертикально розміщені між траверсою та поперечкою; - сферичні опори для штоків циліндрів; і відмітні ознаки: - встановлення корпусів циліндрів на нижніх основах траверси; - виконання у верхніх основах траверси вибірок для вільного розміщення корпусів циліндрів; - прикріплення сферичних опор для штоків циліндрів до поверхонь поперечок станини, звернених до траверси. Таким чином, пропонована листоправильна машина має нові форми виконання конструктивних елементів, нові взаємні розміщення вузлів і деталей і нові зчленування елементів. Між відмітними ознаками і технічним результатом, що досягається, існує причинно-наслідковий зв’язок. Завдяки розміщенню корпусів циліндрів на нижніх основах траверси і виконанню у верхніх основах вибірок для вільного розміщення вертикально встановлених корпусів циліндрів, а також прикріпленню сферичних опор для штоків циліндрів до поверхонь поперечок станини, звернених до траверси стало можливим звільнити від впливу робочих зусиль із боку штоків циліндрів елементи траверси, розташовані над її нижньою опорою за рахунок впливу робочими зусиллями циліндрів безпосередньо на нижню основу траверси, що створює для інших елементів траверси умови роботи зі значно меншими робочими напруженнями, що дозволяє зменшити перетини згаданих елементів, а це приводить до зниження маси траверси, зниженню маси листоправильної машини та зниженню її вартості; при цьому завдяки розміщенню корпусів циліндрів у траверсі, а не в поперечках, як це було у найближчому аналозі, і зв’язку поперечок зі штоками циліндрів, стало можливим зменшити розміри поперечного переріза кожної поперечки та зменшити габарити поперечок у плані зі збереженням умов міцності, що привело до зниження мас поперечок, зниженню маси машини і зменшенню вартості листоправильної машини. Виключення з вищевказаної сукупності відмітних ознак хоча б одної не забезпечує рішення поставленого завдання зниження вартості листоправильної машини. Технічне рішення, що заявляється, промислово застосовано, тому що його реалізація не викликає складностей, наприклад, в умовах ЗAT «HKM3». З використанням рішення, що заявляється, виконаний робочий проект для агрегату поперечного різання стана 2500 гарячої прокатки Магнітогорського металургійного комбінату. Рішення, що заявляється, пояснюється кресленнями, на яких зображене наступне: Фіг.1- листоправильна машина, вид збоку; Фіг.2 - вид А на Фіг.1; Фіг.3 - вид Б на Фіг.1. До складу листоправильної машини входять верхня валкова касета 1 і нижня валкова касета, встановлені у вікнах станини. Станина містить у собі вертикально чотири встановлені колони, попарно зчленовані у верхніх частинах поперечками 2 та стяжками. Між поперечками 2 і верхньою касетою 1 встановлена траверса 3 коробчастого перетину з верхньою та нижньою основами 4. На нижній основі 4 траверси 3 встановлені корпуси чотирьох вертикально розміщених циліндрів 5 натискних механізмів, а у верхніх основах 4 траверси 3 виконані вибірки для вільного розміщення корпусів циліндрів 5. Кінці штоків 6 циліндрів 5 натискних механізмів виконані зі сферичними поверхнями 7. До поверхонь поперечок 2, звернених до станини прикріплені сферичні опори 8 для штоків 6 циліндрів 5 натискних механізмів. До кожної поперечки 2 шарнірно прикріплено по два корпуси циліндрів зрівноважування 9, а їхні штоки шарнірно зчленовані із траверсою 3. Нижня основа 4 траверси 3 зчленована з верхньою валковою касетою 1 за допомогою швидко рознімних болтових з’єднань. Правильні валки 10 зчленовані із приводами обертання. У залежності від характеристик листа, у тому числі від товщини листа, що підлягає виправленню, встановлюють міжвалковий зазор листоправильної машини. Для цього вмикають циліндри зрівноважування 9 та циліндри 5 натискних механізмів. Подають рідину у відповідні порожнини корпусів циліндрів 5 натискних механізмів і переміщують траверсу 3 з верхньою валковою касетою 1 на завдану величину до встановлення необхідного зазору між нижніми та верхніми правильними валками 10. При цьому зусилля циліндрів 5 передаються через нижню основу 4 траверси 3 верхній валковій касеті 1. У потрібних положеннях циліндри 5 зупиняють і утримують, при цьому циліндри зрівноважування 9 своїми зусиллями постійно підтискають сферичні поверхні 7 штоків 6 циліндрів 5 до відповідних сферичних опор 8 поперечок 2 для виключення порушення контактів по сферичних поверхнях опор 8 і штоків 6. Роликами рольганга, встановленого перед листоправильною машиною задають лист у міжвалковий зазор і правлять. Після виходу з валків 10 листоправильної машини виправлений лист відводиться роликами рольганга у напрямку технологічного потоку. При зміні товщини листа, який потребує виправлення, аналогічно описаному вище встановлюють необхідний міжвалковий зазор. З викладеного видно, що виконання листоправильної машини відповідно до формули корисної моделі дозволяє за рахунок створення умов, що забезпечують роботу траверси з меншими робочими напруженнями, зменшувати переріз траверси, а також зменшити переріз поперечки станини, що приводить до зниження маси траверси та поперечки, зниженню маси листоправильної машини і зменшенню її вартості.
ДивитисяДодаткова інформація
Назва патенту англійськоюSheet-straightening unit
Автори англійськоюYevhynenko Ihor Oleksandrovych, Kochyn Leonid Pavlovych, Poslushniak Oleksii Volodymyrovych, Shestopalov Andrii Volodymyrovych
Назва патенту російськоюЛистоправильная машина
Автори російськоюЕвгиненко Игорь Александрович, Кочин Леонид Павлович, Послушняк Алексей Владимирович, Шестопалов Андрей Владимирович
МПК / Мітки
МПК: B21D 1/00
Мітки: машина, листоправильна
Код посилання
<a href="https://ua.patents.su/4-32343-listopravilna-mashina.html" target="_blank" rel="follow" title="База патентів України">Листоправильна машина</a>
Листоправильна машина
Номер патенту: 7596
Опубліковано: 15.06.2005
Автори: Смирнов Віктор Григорович, Гриценко Сергій Анатолійович, Титаренко Олександр Іванович
МПК: B21D 1/00
Мітки: листоправильна, машина
Формула / Реферат:
Листоправильна машина, що містить встановлені в станині нижню касету з правильними роликами і зчленовану з механізмом переміщення по вертикалі верхню касету з правильними роликами, яка відрізняється тим, що механізм переміщення по вертикалі верхньої касети виконаний у вигляді клинової пари, причому верхня касета прикріплена до нижнього клина клинової пари, а верхній клин клинової пари зчленований із приводом переміщення.
Листоправильна машина

Номер патенту: 32276
Опубліковано: 12.05.2008
Автори: Бердніков Олег Костянтинович, Смирнов Віктор Григорович, Євгиненко Ігор Олександрович
МПК: B21D 1/00
Мітки: листоправильна, машина
Формула / Реферат:
Листоправильна машина, до складу якої входить встановлена в станині приводна рама нижньої касети, виконана з наскрізними вирізами, у кожному з яких розміщений жолоб і розташовані над ним опорні ролики, з розміщеними на них правильними валками, яка відрізняється тим, що вона обладнана накопичувальною ємністю з верхньою приймальною частиною, встановленою на котках, розміщених на напрямних, виконаних у рамі нижньої касети з боку одного з її...
Листоправильна машина
Номер патенту: 53416
Опубліковано: 15.01.2003
Автори: Білобров Юрій Миколайович, Смирнов Віктор Григорович, Титаренко Олександр Іванович
МПК: B21D 1/00
Мітки: машина, листоправильна
Формула / Реферат:
1. Листоправильна машина, яка містить встановлені в станині верхню і нижню касети, що несуть привідні правильні ролики, розміщені з можливістю переміщення по вертикалі, яка відрізняється тим, що вона обладнана механізмом горизонтального зрушування нижньої касети у напрямку проходження оброблюваного матеріалу, приводи якого закріплені на станині, а робочі органи приводів виконані з можливістю контактування з нижньою касетою.2....
Листоправильна машина
Номер патенту: 9279
Опубліковано: 15.09.2005
Автори: Титаренко Олександр Іванович, Кочин Леонід Павлович, Смирнов Віктор Григорович, Шестопалов Андрій Володимирович, Котелевець Сергій Сергійович
МПК: B21D 1/00
Мітки: машина, листоправильна
Формула / Реферат:
1. Листоправильна машина, що включає станину з розміщеними в ній верхньою і нижньою касетами з правильними роликами, з'єднаними за допомогою півмуфт, що мають пази, із шарнірними шпинделями, які оснащені пристроєм для їхнього підтримання і напрямляння, що містить верхню і нижню траверзи, зв'язані зі станиною, і фіксатор взаємного положення траверз, яка відрізняється тим, що станина оснащена напрямними, а верхня і нижня траверзи виконані з...
Листоправильна машина
Номер патенту: 11066
Опубліковано: 15.12.2005
Автори: Шестопалов Андрій Володимирович, Смирнов Віктор Григорович, Кочин Леонід Павлович, Котелевець Сергій Сергійович, Титаренко Олександр Іванович
МПК: B21D 1/00
Мітки: машина, листоправильна
Формула / Реферат:
Листоправильна машина, яка містить станину з розміщеними в ній верхньою і нижньою касетами правильних роликів, з'єднаними із шарнірними шпинделями за допомогою півмуфт, які мають фіксуючі пристосування від осьового переміщення, що містять циліндричні стержні, розміщені в кільцевих пазах хвостовиків правильних роликів і отворах півмуфт, що виконані перпендикулярно поздовжнім осям цих півмуфт, яка відрізняється тим, що кожне фіксуюче...
Попередній патент: Спосіб енергоінформаційної обробки рідини
Наступний патент: Змішувач апарата для обробки сирної маси
Випадковий патент: Спосіб системної обробки масових, як одноразових, так і регулярних, банківських платежів на базі існуючого програмного забезпечення