Спосіб відновлення зношеної поверхні торцевих кришок барабанного млина наплавленням
Формула / Реферат
Спосіб відновлення зношеної поверхні торцевих кришок барабанного млина наплавленням, який включає операції установки барабанного млина в зборі з кришками і патрубками в опорах стенда з можливістю обертання, зачистки зношеної поверхні торцевих кришок з отворами, підготовки робочого місця і устаткування для проведення наплавних робіт з подальшим проведенням робіт по відновленню наплавленням ділянок зношеної поверхні торцевих кришок, який відрізняється тим, що як робоче місце для проведення робіт по відновленню зношеної поверхні використовують порожнину барабанного млина, при цьому перед проведенням наплавлення в отвори торцевої кришки, з натягом, встановлюють графітні стрижні за допомогою пластинчастого кондуктора, відновлення ділянок зношеної поверхні наплавленням ведуть одночасно, на взаємно протилежних ділянках, в яких поверхню зношених ділянок перед наплавленням піддають нагріву до досягнення заздалегідь заданої температури, наплавлення на зношені ділянки поверхні торцевих кришок здійснюють пошарово, в радіальному напрямі від геометричного центру торцевої кришки до досягнення параметрів наплавлення, параметрів виміру зношених ділянок поверхні, які вимірюють за допомогою встановленого в проектній площині торцевої кришки, рухомого радіусного шаблону з переміщуваною в зворотно-поступальному напрямі і уздовж неї вертикальною знімною штангою з вимірювальною шкалою, причому при проведенні наплавлення на ділянках зношеної поверхні торцевої кришки радіусний шаблон виводять із згаданих ділянок.
Текст
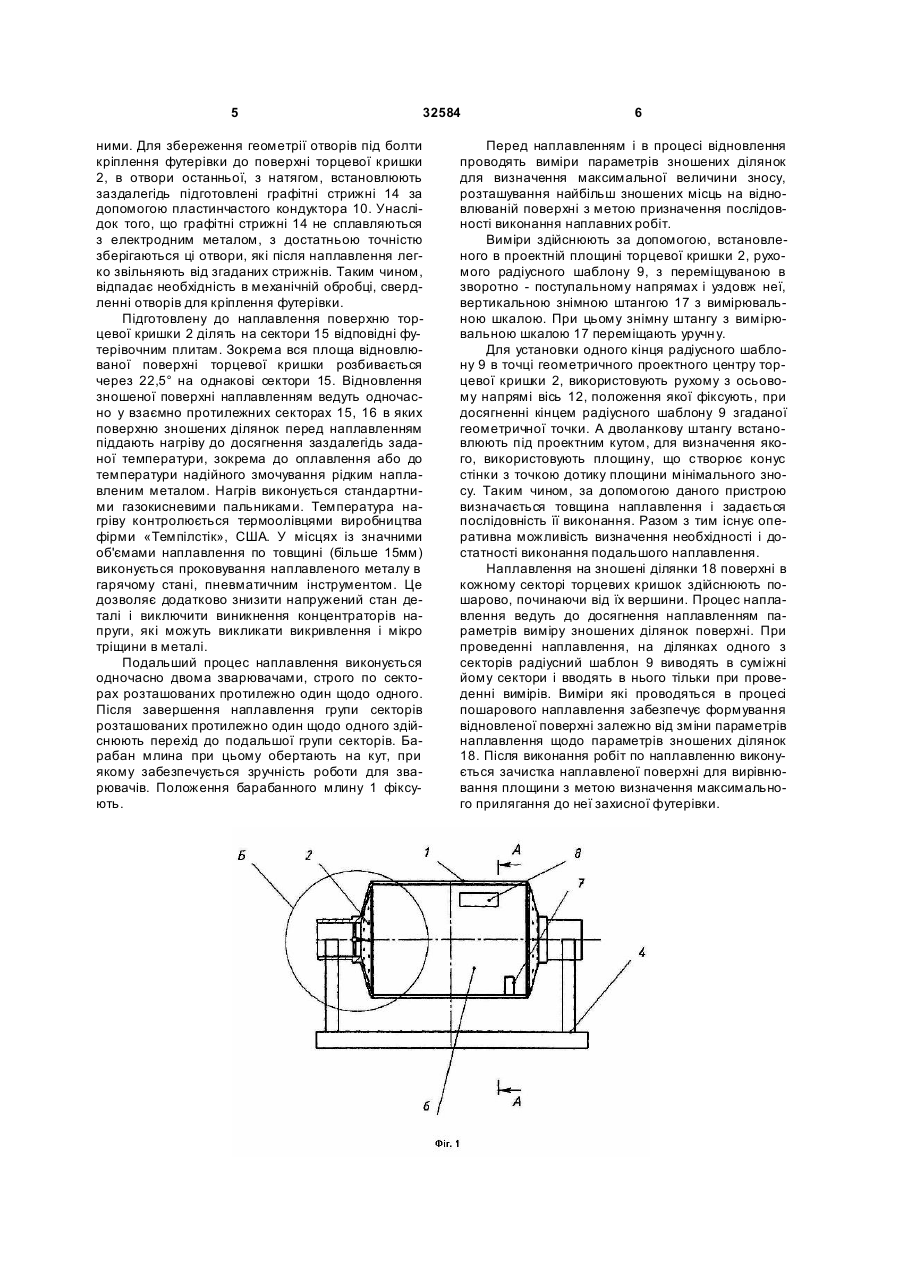
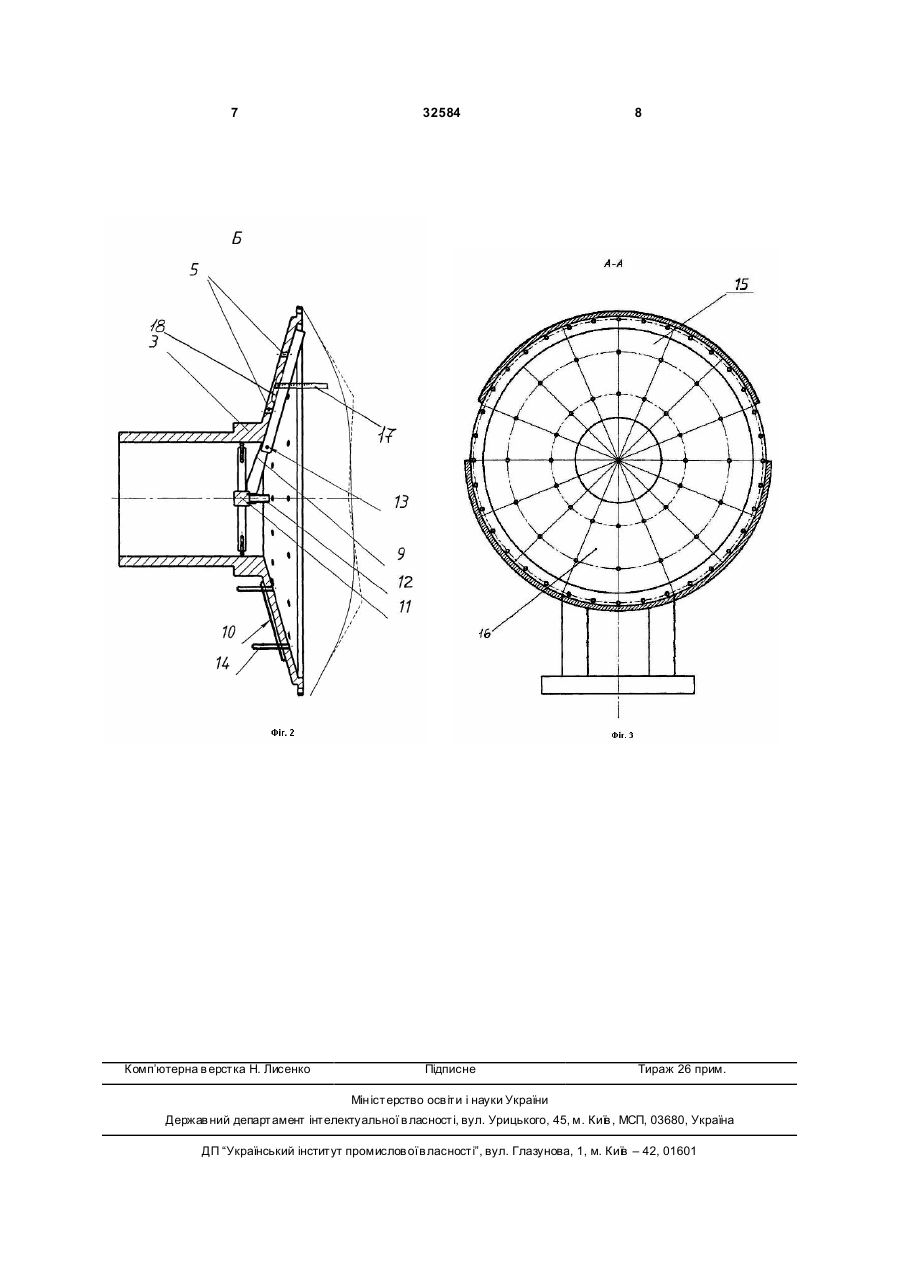
Спосіб відновлення зношеної поверхні торцевих кришок барабанного млина наплавленням, який включає операції установки барабанного млина в зборі з кришками і патрубками в опорах стенда з можливістю обертання, зачистки зношеної поверхні торцевих кришок з отворами, підготовки робочого місця і устаткування для проведення наплавних робіт з подальшим проведенням робіт по відновленню наплавленням ділянок зношеної поверхні торцевих кришок, який відрізняється тим, що як робоче місце для проведення робіт по відновленню зношеної поверхні використовують порожнину барабанного млина, при цьому перед U 1 3 32584 рми в опорах стенду з можливістю обертання, зачистки зношеної поверхні, підготовки робочого місця і устаткування для проведення наплавних робіт з подальшим проведенням робіт по відновленню наплавленням ділянок зношеної поверхні. Загальною причиною, що перешкоджає досягненню технічного результату є те, що дані способи вимагають створення певних умов, при яких можливо вести відновні роботи. Для створення цих умов виріб демонтують, зношений елемент конструкції круглої або кільцевої форми монтують на стенді або верстаті з можливістю її обертання або переміщення. Враховуючи, те що повна вага середнього млина разом з гірничою масою і кулями складає близько 300 тонн, виконання такого ремонту і створення умов вимагає значних трудови х і матеріальних витрат. У основу корисної моделі поставлена задача удосконалити спосіб відновлення зношеної поверхні торцевих кришок барабанного млина наплавленням, шляхом зміни умов їх відновлення та формування відновленої поверхні залежно від зміни параметрів наплавлення щодо параметрів зношених ділянок і виключення концентраторів напруги, та за рахунок цього зменшити об'єм зварювальних робіт і робіт по механічному доведенню наплавленої поверхні до проектної, спростити спосіб, знизити тр удомісткість, підвищити ефективність і зменшити собівартість ремонтних робіт. Задача вирішена тим, що в способі відновлення зношеної поверхні торцевих кришок барабанного млина наплавленням включаючому, операції установки барабанного млина в зборі з кришками і патрубками в опорах стенду, з можливістю обертання, зачистки зношеної поверхні торцевих кришок з отворами, підготовки робочого місця і устаткування для проведення наплавних робіт з подальшим проведенням робіт по відновленню наплавленням ділянок зношеної поверхні торцевих кришок, згідно корисної моделі, як робоче місце для проведення робіт по відновленню зношеної поверхні використовують порожнину барабанного млина, при цьому перед проведенням наплавлення в отвори торцевої кришки, з натягом, встановлюють графітні стрижні за допомогою пластинчастого кондуктора, відновлення ділянок зношеної поверхні наплавленням ведуть одночасно на взаємно протилежних ділянках, в яких поверхню зношених ділянок перед наплавленням піддають нагріву до досягнення заздалегідь заданої температури, наплавлення на зношені ділянки поверхні торцевих кришок здійснюють пошарово, в радіальному напрямі від геометричного центру торцевої кришки до досягнення параметрів наплавлення, параметрів виміру зношених ділянок поверхні, які вимірюють за допомогою, встановленого в проектній площині торцевої кришки, рухомого радіусного шаблону з переміщуваною в зворотнопоступальному напрямах і уздовж неї, вертикальною знімною штангою з вимірювальною шкалою, причому при проведенні наплавлення, на ділянках зношеної поверхні торцевої кришки радіусний шаблон виводять із згаданих ділянок. Використовування як робоче місце для проведення робіт по відновленню зношеної поверхні 4 порожнини барабанного млина дозволило створити умови для проведення відновних робіт, при яких не потрібен трудомісткий і капіталозатратний демонтаж елементу конструкції що підлягає відновленню, тобто торцевої кришки. Установка в отвори торцевої кришки, з натягом графітних стрижнів за допомогою пластинчастого кондуктора дозволило з достатньою точністю зберегти ці отвори і, за рахунок цього, виключити після відновлення поверхні наплавленням роботи по свердленню отворів для кріплення футерівки. Відновлення ділянок зношеної поверхні наплавленням одночасно на взаємно протилежних ділянках, в яких поверхню зношених ділянок перед наплавленням піддають нагріву до досягнення заздалегідь заданої температури, наплавлення на зношені ділянки поверхні торцевих кришок здійснюють пошарово, в радіальному напрямі від геометричного центру торцевої кришки до досягнення параметрів наплавлення, параметрів виміру зношених ділянок поверхні, досягнуто зменшення об'єму зварювальних робіт і робіт по механічному доведенню наплавленої поверхні до проектного, спрощення способу, зниження трудомісткості, підвищення ефективності і зменшення собівартості ремонтних робіт. Сутність корисної моделі пояснюється кресленням, де на: Фіг.1 - барабанний млин, змонтований на стенді при проведенні відновних робіт; Фіг.2 - барабанний млин, змонтований на стенді при проведенні відновних робіт, вид Б; Фіг.3 - барабанний млин, змонтований на стенді при проведенні відновних робіт в перетині по А-А. Відомості, що підтверджують можливість промислового здійснення способу. Звільнену від тіл, що мелють, і футерівки барабанний млин 1 в зборі з торцевими кришками 2 і патрубками 3 встановлюють в опорах стенду 4 з можливістю обертання. Потім видаляють залишки гірничої породи і інших предметів, поверхню, що підлягає відновленню, промивають водяним струменем з подальшою сушкою для видалення вологи. Після чого в барабанному млині 1 згадану поверхню торцевих кришок 2 з отворами 5 зачищають абразивним інструментом від іржі до металевого блиску. У порожнині 6 барабанного млина 1 готують робоче місце, в яку пропускають комунікацію з пультом управління зварювальним напівавтоматом 7, установлюють витяжку 8 і відповідний робочий інвентар, зокрема рухомого радіусного шаблону 9 і пластинчастого кондуктора 10. Радіусний шаблон 9 встановлений в хрестовині розпору 11 з обертальною віссю 12, розміщеною в хрестовині 11 з можливістю переміщення і фіксації її положення уздовж осі 12. Згадана вісь жорстко пов'язана з одним кінцем згаданого радіусного шаблону 9. Хрестовину 11 розміщують усередині патрубка 3 з можливістю установки радіусного шаблону 9 в проектній площині торцевої кришки 2 і розпирають її об стінки патрубка 3. Для забезпечення точності розміщення шаблону 9 в проектній площині торцевої кришки її виконують, зокрема дволанковою з шарнірним зв'язком 13 між 5 32584 ними. Для збереження геометрії отворів під болти кріплення футерівки до поверхні торцевої кришки 2, в отвори останньої, з натягом, встановлюють заздалегідь підготовлені графітні стрижні 14 за допомогою пластинчастого кондуктора 10. Унаслідок того, що графітні стрижні 14 не сплавляються з електродним металом, з достатньою точністю зберігаються ці отвори, які після наплавлення легко звільняють від згаданих стрижнів. Таким чином, відпадає необхідність в механічній обробці, свердленні отворів для кріплення футерівки. Підготовлену до наплавлення поверхню торцевої кришки 2 ділять на сектори 15 відповідні футерівочним плитам. Зокрема вся площа відновлюваної поверхні торцевої кришки розбивається через 22,5° на однакові сектори 15. Відновлення зношеної поверхні наплавленням ведуть одночасно у взаємно протилежних секторах 15, 16 в яких поверхню зношених ділянок перед наплавленням піддають нагріву до досягнення заздалегідь заданої температури, зокрема до оплавлення або до температури надійного змочування рідким наплавленим металом. Нагрів виконується стандартними газокисневими пальниками. Температура нагріву контролюється термоолівцями виробництва фірми «Темпілстік», США. У місцях із значними об'ємами наплавлення по товщині (більше 15мм) виконується проковування наплавленого металу в гарячому стані, пневматичним інструментом. Це дозволяє додатково знизити напружений стан деталі і виключити виникнення концентраторів напруги, які можуть викликати викривлення і мікро тріщини в металі. Подальший процес наплавлення виконується одночасно двома зварювачами, строго по секторах розташованих протилежно один щодо одного. Після завершення наплавлення групи секторів розташованих протилежно один щодо одного здійснюють перехід до подальшої групи секторів. Барабан млина при цьому обертають на кут, при якому забезпечується зручність роботи для зварювачів. Положення барабанного млину 1 фіксують. 6 Перед наплавленням і в процесі відновлення проводять виміри параметрів зношених ділянок для визначення максимальної величини зносу, розташування найбільш зношених місць на відновлюваній поверхні з метою призначення послідовності виконання наплавних робіт. Виміри здійснюють за допомогою, встановленого в проектній площині торцевої кришки 2, рухомого радіусного шаблону 9, з переміщуваною в зворотно - поступальному напрямах і уздовж неї, вертикальною знімною штангою 17 з вимірювальною шкалою. При цьому знімну штангу з вимірювальною шкалою 17 переміщають уручну. Для установки одного кінця радіусного шаблону 9 в точці геометричного проектного центру торцевої кришки 2, використовують рухому з осьовому напрямі вісь 12, положення якої фіксують, при досягненні кінцем радіусного шаблону 9 згаданої геометричної точки. А дволанкову штангу встановлюють під проектним кутом, для визначення якого, використовують площину, що створює конус стінки з точкою дотику площини мінімального зносу. Таким чином, за допомогою даного пристрою визначається товщина наплавлення і задається послідовність її виконання. Разом з тим існує оперативна можливість визначення необхідності і достатності виконання подальшого наплавлення. Наплавлення на зношені ділянки 18 поверхні в кожному секторі торцевих кришок здійснюють пошарово, починаючи від їх вершини. Процес наплавлення ведуть до досягнення наплавленням параметрів виміру зношених ділянок поверхні. При проведенні наплавлення, на ділянках одного з секторів радіусний шаблон 9 виводять в суміжні йому сектори і вводять в нього тільки при проведенні вимірів. Виміри які проводяться в процесі пошарового наплавлення забезпечує формування відновленої поверхні залежно від зміни параметрів наплавлення щодо параметрів зношених ділянок 18. Після виконання робіт по наплавленню виконується зачистка наплавленої поверхні для вирівнювання площини з метою визначення максимального прилягання до неї захисної футерівки. 7 Комп’ютерна в ерстка Н. Лисенко 32584 8 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of restoring worn surface of end covers of rattler by surfacing
Автори англійськоюPanfilov Andrii Ivanovych
Назва патенту російськоюСпособ восстановления изношенной поверхности торцевых крышек барабанной мельницы наплавкой
Автори російськоюПанфилов Андрей Иванович
МПК / Мітки
МПК: B23K 9/04
Мітки: поверхні, кришок, торцевих, відновлення, барабанного, млина, наплавленням, спосіб, зношеної
Код посилання
<a href="https://ua.patents.su/4-32584-sposib-vidnovlennya-znosheno-poverkhni-torcevikh-krishok-barabannogo-mlina-naplavlennyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення зношеної поверхні торцевих кришок барабанного млина наплавленням</a>
Спосіб футерування барабанного млина
Номер патенту: 30917
Опубліковано: 11.03.2008
Автори: Маняхін Олександр Вадимович, Маняхін Костянтин Вадимович
МПК: B02C 17/00
Мітки: млина, спосіб, барабанного, футерування
Формула / Реферат:
1. Спосіб футерування барабанного млина, що містить циліндричний барабан, торцеві кришки, цапфу, завантажувальний і розвантажувальний патрубки та бутару, який включає обробку внутрішньої поверхні барабана та його торцевих кришок, утворення місць кріплення футеруючих елементів до внутрішньої поверхні барабана і торцевих кришок, механічне кріплення футеруючих елементів, який відрізняється тим, що на підготовленій внутрішній поверхні барабана...
Спосіб відновлення зношеної поверхні ротора турбокомпресора
Номер патенту: 79656
Опубліковано: 10.07.2007
Автори: Туголуков Олександр Володимирович, Тулба Пєтр Пєтровіч, Налєгач Сергій Олександрович, Кононов Сєргєй Міхайловіч, Кіло Валєрій Анатольєвіч, Кондратьєв Алєксандр Стєпановіч, Онищенко Гедалій Давидович, Кустановіч Гєннадій Мотальовіч
МПК: B23P 6/00
Мітки: турбокомпресора, зношеної, відновлення, спосіб, ротора, поверхні
Формула / Реферат:
1. Спосіб відновлення зношеної поверхні ротора турбокомпресора з елементами замкового з'єднання для установки лопаток, що включає операції видалення зношеної поверхні ротора механічною обробкою, виготовлення ремонтної деталі з наступним її напресовуванням на оброблену поверхню ротора, який відрізняється тим, що ремонтну деталь виконують у вигляді втулки з матеріалу з межею тривалої міцності 1,5-2,2 межі тривалої міцності матеріалу ротора, а...
Спосіб відновлення працездатності зношеної зубчастої передачі приводу
Номер патенту: 57580
Опубліковано: 15.03.2005
Автори: Пащенко Володимир Олександрович, Маховський Юрій Олексійович, Ратманов Едуард Владіміровіч, Розенберг Олег Олександрович, Бавикин Олександр Єгорович, Рибак Валерій Якович, Сіліч Алєксандр Анатольєвіч, Півень Володимир Олександрович, Сизранцев Владімір Ніколаєвіч
МПК: B23F 9/00, B23P 6/00, B23F 5/00
Мітки: зубчастої, спосіб, приводу, передачі, зношеної, працездатності, відновлення
Формула / Реферат:
Екстрактор для одержання екстрактів з дикорослих трав складається з завантажувального бункера, штагеля та подрібнювача для подачі в робочу зону підготовленої сировини, шнекового пристрою для його переміщення, пристрою для подачі екстрагента, змішувача, бункер для відводу шроту та пристрою для відводу концентрату. При цьому на валу шнека, який має змінний крок, розташовані лопатки під фіксованим кутом до поверхні.
Спосіб відновлення профілю поверхні кочення колеса рейкового транспорту
Номер патенту: 46678
Опубліковано: 15.05.2002
Автор: Матвєєв Володимир Валентинович
Мітки: кочення, спосіб, поверхні, транспорту, профілю, відновлення, колеса, рейкового
Формула / Реферат:
Спосіб відновлення профілю поверхні кочення колеса рейкового транспорту, що включає нарощування нагрітої до заданої температури зношеної поверхні кочення колеса шляхом наплавлення на неї металу і видалення металу з відновлюваної поверхні кочення колеса до одержання заданого профілю, який відрізняється тим, що необхідну температуру зношеної поверхні кочення колеса забезпечують шляхом додаткового технологічного наплавлення металу на частину...
Спосіб відновлення чавунних деталей наплавленням сталевого шару
Номер патенту: 31445
Опубліковано: 15.12.2000
Автори: Роговський Іван Леонідович, Тивончук Петро Опанасович
МПК: B23K 9/16
Мітки: сталевого, наплавленням, деталей, чавунних, відновлення, спосіб, шару
Формула / Реферат:
1. Спосіб відновлення чавунних деталей наплавленням сталевого шару, що вміщує попередній підігрів деталі, наплавлення спрацьованої поверхні з газополуменевим захистом, який відрізняється тим, що наплавлення проводять розщепленим електродом з дискретною (перервною) почерговою подачею двох дротів в зварювальну ванну за допомогою подаючого зубчастого ролика.2. Спосіб відновлення чавунних деталей наплавленням по п.1, який відрізняється...
Попередній патент: Спосіб розробки крутоспадних малопотужних рудних покладів у приконтурній зоні кар’єрів
Наступний патент: Спосіб виготовлення декорованих формованих виробів
Випадковий патент: Спосіб монтажу кондиціонерів