Спосіб плющення товстих листів
Номер патенту: 33805
Опубліковано: 10.07.2008
Автори: Сатонін Олександр Володимирович, Кулік Олександр Миколайович, Данько Андрій Володимирович
Формула / Реферат
Спосіб плющення товстих листів, що включає розгін валків від швидкості захоплення металу, зміну обертів валків в залежності від змінення температури металу по довжині розкату і гальмування валків до швидкості викидання металу, який відрізняється тим, що перед проходом одночасно з температурою вимірюють товщину розкату по його довжині і після досягнення валками номінальної кутової швидкості ![]() , що становить 0,85
, що становить 0,85![]() 0,95 від максимальної
0,95 від максимальної ![]() , їх кутову швидкість регулюють залежно від виміряних температури і товщини по залежності:
, їх кутову швидкість регулюють залежно від виміряних температури і товщини по залежності:
 ,
,
де ![]() - кутова швидкість в і-му перерізі, с-1;
- кутова швидкість в і-му перерізі, с-1;
t°i, t°H - температура в і-му перерізі і в перерізі з номінальною товщиною, °С;
![]() - ступінь деформації в перерізі з номінальною товщиною;
- ступінь деформації в перерізі з номінальною товщиною;
![]() - ступінь деформації в і-му перерізі:
- ступінь деформації в і-му перерізі: ![]() ,
,
де ![]() - відхилення товщини від номінального значення, мм;
- відхилення товщини від номінального значення, мм;
Lн, Lі - довжина осередку деформації в перерізі з номінальною товщиною і в і-муперерізі: ![]()
![]() - залежні від товщини розкату коефіцієнти напруженого стану в перерізі з номінальною товщиною і в і-му перерізі;
- залежні від товщини розкату коефіцієнти напруженого стану в перерізі з номінальною товщиною і в і-му перерізі;
а, b, с - показники ступенів швидкісного і деформаційного зміцнення і температурного роззміцнення відповідно даної марки сталі по Л.Андріюку і Г.Тюленеву.
Текст
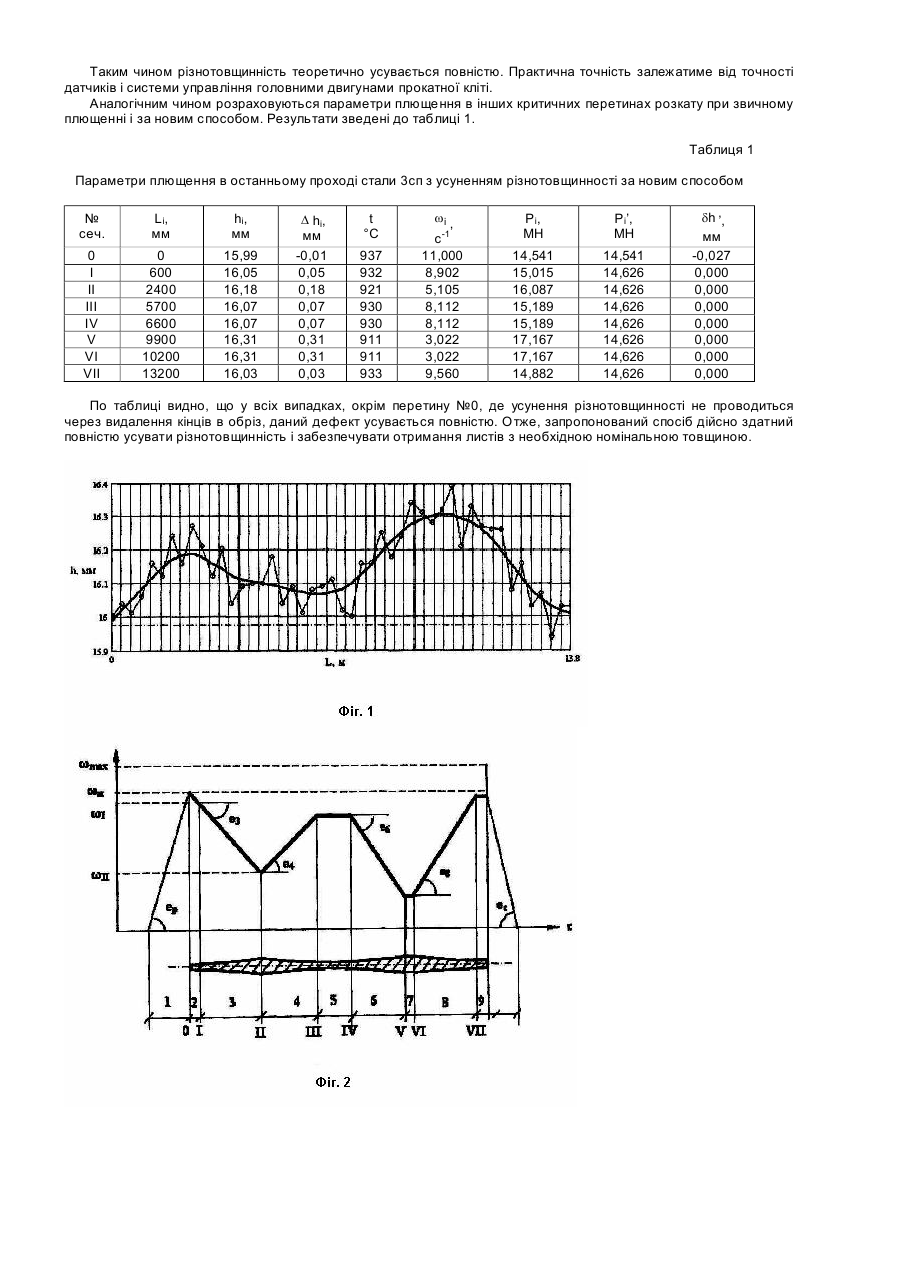
Корисна модель відноситься до прокатного виробництва, а саме - до виробництва товстих листів на реверсивних станах. Відомий спосіб плющення товстих листів, по якому для зменшення подовжньої різнотовщинності на станах, не обладнаних системами регулювання, збільшують прискорення головного приводу з метою зниження довжини стоншених ділянок розкату до величини бічної обрізі [Долженков Ф.Е., Гончаров В.Е., Будаква А.А. Уменьшение скоростной составляющей продольной разнотолщинности толстых листов. / Совершенствование технологии прокатки, термообработки и отделки толстолистового проката: Темат. отр. сб.- М.: Металлургия, 1987. - с.12]. Проте цей спосіб не усуває подовжню різнотовщинність, а тільки зменшує довжину кінців розкату з різнотовщинністю за допомогою зміни швидкісного режиму плющення. Існує також спосіб плющення товстих листів, що включає розгін валків від швидкості захоплення металу до максимальних обертів, зміну обертів залежно від зміни температури металу по довжині розкату і гальмування валків до швидкості викидання металу з валків [Патент України 73831 МПК В21В1/22, В21В37/46, 15.09.2005, Бюл. №9, 2005г.]. Недоліком існуючого способу є неможливість повного усунення подовжньої різнотовщинності розкату, оскільки регулюючий вплив - зміна швидкості плющення - визначається в залежності тільки від температури металу. Цей спосіб не враховує впливу різнотовщинності підкату на силу плющення і не здатний забезпечити необхідну (номінальну) товщину через те, що розташування в розкаті перетину з номінальною температурою, якій відповідає номінальна товщина, не відоме. Фактично цей спосіб тільки запобігає виникненню різнотовщинності від перепаду температур по довжині розкату за умови, що різнотовщинність у підкату відсутня. В основу корисної моделі поставлено завдання розробки такого способу плющення товстих листів, в якому завдяки одночасному вимірюванню товщини і температури по довжині розкату і стабілізації зусилля плющення зміною швидкості деформації за допомогою однакової зміни кутової швидкості обох робочих валків, забезпечується отримання необхідної товщини і повне усунення подовжньої різнотовщинності, що значно підвищує якість листів. Поставлене завдання розв'язується тим, що в способі плющення товстих листів, що включає розгін валків від швидкості захоплення металу, зміну обертів валків в залежності від змінення температури металу по довжині розкату і гальмування валків до швидкості викидання металу, згідно корисної моделі, перед проходом одночасно з температурою вимірюють товщину розкату по його довжині і після досягнення валками номінальних обертів wн , що становлять 0,85 ¸ 0,95 від максимальних wmax оберти регулюють залежно від зміряних температури і товщини по залежності: с 1 1 b æ t0 ö а 1- æ n ö a 1+ ç ÷ æ e ö a æ Li ö a ç sн ÷ (1) ç wi = wn ç i ÷ ç н ÷ çL ÷ ÷ ç ns ÷ 0 ÷ ç ei ÷ ç tн è ø è нø è i ø è ø де wi - кутова швидкість в і-му перетині, с-1; t°i, t°H - температура в і-му перетині і в перетині з номінальною товщиною, °С; eн - ступінь деформації в перетині з номінальною товщиною: Dh , eн = h0 де D h, h0 - обтиск і початкова товщина розкату у даному проході, мм; ei - ступінь деформації в і-му перетині: Dh + dh , ei = h0 де dh - зміряне товщиноміром відхилення товщини від номінального значення, мм; LH - довжина осередку деформації в перетині з номінальною товщиною: Lн = R × Dh , де R - радіус робочих валків, мм; Lі - довжина осередку деформації в і-му перетині: Li = R(Dh + dh); ns , ns - залежні від товщини розкату коефіцієнти напруженого стану в перетині з номінальною товщиною і в ін i му перетині; а, b, с - показники ступенів швидкісного і деформаційного зміцнення і температурного роззміцнення даної марки стали відповідно по Л.Андреюку і Г.Тюленеву. Беруться з довідників по пластометричним даним для металів [ив. Коновалов Ю.В., Остапенко А.Л., Пономарев В.И. Расчет параметров листовой прокатки. М.: Металлургия, 1986. с.19] Одночасне вимірювання температури і товщини перед проходом дозволить повністю усунути подовжню різнотовщинність товстих листів завдяки залежності товщини розкату від швидкості обертання валків робочої кліті і забезпечить задану товщину. Вибір співвідношення між номінальними і поточними обертами валків обумовлений необхідністю зменшення до нуля різниці в товщині всіх перетинів по довжині розкатів. Відомо, що по формулі Сімса-Головіна товщина розкату в його довільному перетині залежить від сили плющення таким чином: R h=S+ . M кл Величина різнотовщинності в довільному і-му перетині дорівнюватиме: æ R ö R ö æ 1 dhi = hi - hн = ç S + i ÷ - ç S + н ÷ = (Rі - Rн ), ç M кл ÷ Mкл M кл÷ ç ø ø è è де індекс «н» відноситься до перетину з номінальною товщиною. Сила плющення в загальному випадку: R = b × ns × sи × L д × bср (2) де: b - коефіцієнт Лоде; n s - коефіцієнт напруженого стану; Lд - довжина осередку деформації; bcp - середня товщина смуги, яку плющать. Враховуючи зміну ступеня деформації, довжини осередку деформації і коефіцієнта напруженого стану від різнотовщинності, одержуємо: Рі-Рн =0 ns sи L ді = n s sи L д (3) і і н н н де: sи , sи - опір деформації в перетинах з номінальною і поточною товщиною. н і Опір деформації з достатньою для практики точністю визначається по емпіричній формулі Л.Андріюка і Г.Тюленева [ив. Коновалов Ю.В., Остапенко А.Л., Пономарев В.И. Расчет параметров листовой прокатки. М.: Металлургия, 1986. - с.18]. -c æ t° ° ö ÷ . (4) s и = S × s o × u × (10e ) × ç ç 1000 ÷ ø è Коефіцієнт напруженого стану можна визначати по будь-якій відомій залежності. Використовуючи (3) і (4), маємо: a b a uia e b t i- c n si L i = uн e b t н c nsн L н , н i де: ui - швидкість деформації в і-му перетині з температурою tj, яка забезпечує рівність товщини розкату номінальній. Тому: c b 1 1 æ t ö a æ e ö a æ L ö a æ ns ö a ui = un × ç i ÷ ç н ÷ ç н ÷ ç н ÷ . çt ÷ ç e ÷ çL ÷ çn ÷ è н ø è і ø è i ø è si ø Оскільки кутова швидкість плющення w дорівнює: wRe u= , Lд то остаточно одержуємо співвідношення (1). Інтервал wн =(0,8 ¸ 0,95) wmax обумовлений необхідністю усунення негативної різнотовщинності при мінімальному зниженні продуктивності кліті. Для усунення негативної різнотовщинності, коли товщина розкату в перетині менше номінальної, швидкість плющення потрібно збільшувати. Отже, плющення при номінальній товщині необхідно вести із швидкістю wн дещо меншій, ніж максимально можлива для даної кліті. Але wн не повинна бути значно менше wmax щоб уникнути істотного зниження продуктивності кліті. Вищенаведений інтервал відповідає цим вимогам. На Фіг.1 наведена характерна зміна товщини по довжині розкату, прокатаного на реверсивному ТЛС. Суцільною кривою позначена зміна температури по довжині. Видно, що товщина збільшується в тих перетинах, де в результаті контакту з глісажними трубами нагрівальної печі (так званих глісажних позначок) температура менша, а зусилля плющення - більше, ніж в інших перетинах розкату. На Фіг.2 показано змінення кількості обертів валків за запропонованим способом плющення залежно від розподілу товщини по довжині розкату. Спосіб здійснюється таким чином. Оператор вводить у мікропроцесор, пов'язаний з системою автоматичного управління (САУ) головним двигуном, значення номінальної товщини розкату hH в даному проході відповідно до технологічної інструкції і реологічні параметри а,b,с сталі, що прокатується. Оператор також вводить в мікропроцесор номінальну кількість обертів валків wн , яка вибирається заздалегідь залежно від максимальної кутової швидкості даної кліті wmax по співвідношенню wн =(0,85 ¸ 0,95) wmax . Після захоплення металу валками кількість їх обертів збільшують до величини wн . З цією швидкістю прокатується передній кінець розкату, який надалі вилучається в обріз. Далі починається процес регулювання кутової швидкості для усунення різнотовщинності за допомогою існуючої САУ головними двигунами кліті, яка повинна тепер бути вдосконалена введенням контуру регулювання по товщині і температурі розкату, що вимірюються перед проходом. Для спрощення процесу регулювання зміна швидкості відбувається лінійно між критичними перетинами (Фіг.2), де мають місце екстремальні значення товщини. Потрібні швидкості в критичних іх перетинах обчислюються мікропроцесором по (1) і відпрацьовуються САУ головними двигунами. На кінцях розкату, які через інтенсивніше охолоджування мають знижену температуру і збільшену товщину внаслідок підвищеної сили плющення, різнотовщинність не усувається, оскільки кінці все рівно відрізуються ножицями. їх довжина визначається майстром стану залежно від форми розкату в плані. Приклад здійснення способу. На ТЛС 2800 здійснюється плющення розкату 16х1700х 13800мм із сталі 3сп. Подовжня різнотовщинність усувається в останньому проході, де обтиск дорівнює 3мм. Модуль жорсткості чистової кліті Мk=3,136Мн/мм, діаметр робочих валків 800мм, максимальна кутова швидкість - 12,48с-1. Перед проходом товщиноміром зміряна товщина в перетинах по довжині з кроком 300мм і температура в них (Фіг.1). Номінальна товщина hн=16мм. Перший максимум товщини (в середині першої глісажної позначки) знаходиться на відстані 2400мм від переднього кінця (перетин І, Фіг.2). Мінімум - на відстані 5700 ¸ 6600мм (перетини II ¸ III). Другий максимум - на відстані 9900 ¸ 10200мм (перетини IV ¸ V). Плющення переднього кінця завдовжки 600мм,який вилучається в обріз, починається на швидкості wн =0,8812,48=11с-1 . У перетині І для усунення початкової різнотовщинності dhL , що дорівнює 0,05мм (Фіг.1 і табл.1), кутова швидкість повинна бути: 2,54 æ 932 ö 0,124 æ 0,1579 ö w1 = 11× ç ç ÷ ÷ ç 0,1605 ÷ è 936 ø ø è 1+ 1 1 0,167 10,124 æ 34,928 ö 0,124 æ 1 242 ö 0,124 , ç ÷ ç 34,641 ÷ ø è ç ÷ ç 1 247 ÷ ø è , = 8,90242c -1 де для сталі 3сп а=0,124, b=0,167, с=2,54 [Коновалов Ю.В., Остапенко А.Л., Пономарев В.И. Расчет параметров листовой прокатки. М.: Металлургия, 1986. - с.19]; tH° = 936°C, ti° = 932°С - зміряні датчиком температури в перетині з номінальною товщиною 16мм і в перетині І; Ступінь деформації e н =3/19=0,15789; Ступінь деформації e1 =(3+0,05)/19=0,1601; Довжина осередку деформації LH= 400 × 3 =34,64102мм; Довжина осередку деформації L1= 400 × (3 + 0,05) =34,9285мм; Коефіцієнти напруженого стану по М.Бровману [Рокотян Е.С., Рокотян СЕ.Энергосиловые параметры обжимных и листовых станов. - М.: „Металлургия", 1968. - с.11]: æL h cp ö ÷ = 0,5æ 34,64102 + 17,5 ö = 124233, n sн = 0,5ç н + ÷ , ç ç h cp L н ÷ 34,64102 ø è 17,5 ø è де hcp=h+0,5 D h - середня товщина осередку деформації в перетині з номінальною товщиною, мм; æ L h cp1 ö ÷ = 0,5æ 34,9285 + 17,525 ö = 1,2474, n s1 = 0,5ç 1 + ç ÷ ç 17,525 34,9285 ÷ ç hcp1 L1 ÷ ø è ø è де hcp1=h+0,5( D h+ dh L ) - середня товщина осередку деформації в перетині І, мм. Перевірка правильності визначення швидкості робиться таким чином. Номінальна сила плющення, при якому товщина розкату має номінальне значення 16мм, знаходиться розрахунком по залежності (2): Рн = 1,15 • 1,24233 • 161,22148 • 34,64102 • 1833 = 14,62619 МН, де b =1,15 для плоскої деформації; s ин - істинний опір деформації сталі 3сп в перетині з номінальною температурою по (4): s ин = 87,072 • 20,055330б124•1,57890,167 • 0,9362,54 = 161,22148 МПа, де швидкість деформації: w e R 11 × 0,15789 × 400 uн = н н = = 20,05533c -1, Iн 34,64102 bср =1700+133=1833мм - ширина розкату з урахуванням припуску на бічну обріз. Сила плющення в перетині І при звичайному плющенні: Р1 = 1,15 • 1,2474 • 163,48494 • 34,9285 • 1833 = 15,01498 МН, де s и1 - істинний опір деформації сталі 3сп в перетині І по (4): s и1 = 87,072 • 20,16869 0,124•1,6010,167 • 0,932-2,54=163,48494МПа, де швидкість деформації в перетині І: w e R 11 × 0,1601× 400 u1 = н 1 = = 20,16869c -1, I1 34,9285 Величина різнотовщинності в цьому перетині: R - Rн 15,01498 - 14,62619 = = 0,12398мм. dh = 1 M кл 3,136 При зменшенні кутової швидкості до 8,90242 с-1: w e R 8,90242 × 0,1601× 400 u'1 = 1 1 = = 16,32273c -1 Iн 34,9285 s и1 '=87,072 • 16,322730,124•1,6010,167 • 0,932-2,54=159,25168МПа, Р’1=1,15 • 1,2474 • 159,251683 • 34,9285 • 1833=14,62195МН, R' -R 14,6219 - 14,6219 = 0мм. dh' = 1 н = M кл 3,136 Таким чином різнотовщинність теоретично усувається повністю. Практична точність залежатиме від точності датчиків і системи управління головними двигунами прокатної кліті. Аналогічним чином розраховуються параметри плющення в інших критичних перетинах розкату при звичному плющенні і за новим способом. Результати зведені до таблиці 1. Таблиця 1 Параметри плющення в останньому проході стали 3сп з усуненням різнотовщинності за новим способом № сеч. L i, мм hi, мм 0 І II III IV V VI VII 0 600 2400 5700 6600 9900 10200 13200 15,99 16,05 16,18 16,07 16,07 16,31 16,31 16,03 D hi, мм -0,01 0,05 0,18 0,07 0,07 0,31 0,31 0,03 t °С 937 932 921 930 930 911 911 933 wi , -1 с 11,000 8,902 5,105 8,112 8,112 3,022 3,022 9,560 P i, МН Pi’, МН 14,541 15,015 16,087 15,189 15,189 17,167 17,167 14,882 14,541 14,626 14,626 14,626 14,626 14,626 14,626 14,626 dh ’, мм -0,027 0,000 0,000 0,000 0,000 0,000 0,000 0,000 По таблиці видно, що у всіх випадках, окрім перетину №0, де усунення різнотовщинності не проводиться через видалення кінців в обріз, даний дефект усувається повністю. Отже, запропонований спосіб дійсно здатний повністю усувати різнотовщинність і забезпечувати отримання листів з необхідною номінальною товщиною.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of flatting thick sheets
Автори англійськоюSatonin Oleksandr Volodymyrovych, Kulyk Oleksandr Mykolaiovych, Danko Andrii Volodymyrovych
Назва патенту російськоюСпособ плющения толстых листов
Автори російськоюСатонин Александр Владимирович, Кулик Александр Николаевич, Данько Андрей Владимирович
МПК / Мітки
МПК: B21B 1/26
Мітки: плющення, товстих, листів, спосіб
Код посилання
<a href="https://ua.patents.su/4-33805-sposib-plyushhennya-tovstikh-listiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб плющення товстих листів</a>
Спосіб прокатування товстих листів
Номер патенту: 73831
Опубліковано: 15.09.2005
Автори: Козін Микола Павлович, Данько Андрій Володимирович
МПК: B21B 1/22, B21B 37/46
Мітки: листів, прокатування, спосіб, товстих
Формула / Реферат:
Спосіб прокатування товстих листів, що включає розгін валків від швидкості захвату металу до максимальних обертів та їх гальмування до швидкості викидання металу з валків, який відрізняється тим, що після досягнення максимальних обертів їх змінюють в залежності від зміни температури металу по довжині розкату за співвідношенням:,де
Спосіб прокатування товстих листів
Номер патенту: 42504
Опубліковано: 15.10.2001
Автори: Салацинський Едуард Стефанович, Пихтін Володимир Володимирович, Самохвал Володимир Михайлович, Несвіт Володимир Васильович, Максименко Олег Павлович
МПК: B21B 1/22
Мітки: прокатування, товстих, спосіб, листів
Формула / Реферат:
Спосіб прокатування товстих листів, що включає нагрівання слябів, прокатування їх за декілька проходів в чорновій реверсивній кліті та прокатування за один прохід в чистовій кліті дуо з одним привідним валком, який розкручують перед задачею розкату в кліть, який відрізняється тим, що розкручування непривідного валка здійснюють за рахунок попереднього профілювання робочої ділянки його бочки на величину
Спосіб прокатки товстих листів
Номер патенту: 79692
Опубліковано: 10.07.2007
Автори: Руденко Євген Олексійович, Коновалов Юрій В'ячеславович, Юр'єв Олег Михайлович
МПК: B21B 1/38
Мітки: спосіб, товстих, листів, прокатки
Формула / Реферат:
Спосіб прокатки товстих листів, що включає поперечні проходи, у перших чотирьох з яких по черзі обтискають кутові ділянки сляба шляхом його задання на кут до лінії прокатки і переривання прокатки в кожному поперечному проході при вході у валки 0,45-0,55 довжини передньої по ходу прокатки бокової грані сляба, потім виконують поздовжні проходи й подальшу прокатку до одержання заданих розмірів листа, який відрізняється тим, що виконують дві...
Спосіб гарячої прокатки товстих листів
Номер патенту: 52991
Опубліковано: 15.03.2005
Автори: Тарасенко Олег Станіславович, Налча Іван Борисович, Бойко Володимир Семенович, Шебаніц Едуард Миколайович, Голі-Оглу Володимир Семенович, Кашков Генадій Алимович, Лямцев Василь Петрович, Радушев Олексій Олександрович, Саркіц Ігор Генадієвич, Карнаушенко Ніл Андрійович, Мурашкін Олександр Вікторович, Климанчук Владислав Владиславович, Васєкін Андрій Валерійович, Греков Ніл Сергійович
МПК: B21B 1/38
Мітки: прокатки, гарячої, спосіб, листів, товстих
Формула / Реферат:
Спосіб гарячої прокатки товстих листів, переважно на двоклітьових реверсивних станах, який включає поперечну та поздовжню прокатки у чорновій кліті та заключну прокатку в чистовій кліті, який відрізняється тим, що обтискування під час розбивання ширини при поперечному прокатуванні у чорновій кліті виконують з урахуванням мінімізації фактора форми Фh в межах Фh=0,35-0,62.
Спосіб прокатки товстих листів
Номер патенту: 15118
Опубліковано: 15.06.2006
Автори: Коновалов Юрій В'ячеславович, Юр'єв Олег Михайлович, Руденко Євген Олексійович, Туляков Віктор Олександрович
МПК: B21B 1/38
Мітки: листів, товстих, прокатки, спосіб
Формула / Реферат:
Спосіб прокатки товстих листів, що включає поперечні проходи, у перших чотирьох з яких по черзі обтискають кутові ділянки сляба шляхом завдання на кут і переривання прокатки в кожному поперечному проході при вході у валки 0,45-0,55 довжини передньої грані сляба, потім роблять поздовжні проходи й наступну прокатку до одержання заданих розмірів листа, який відрізняється тим, що виконують дві пари реверсивних поперечних проходів на кожну...
Попередній патент: Пристрій для вимірювання параметрів високоомних об`єктів
Наступний патент: Блок насадки градирні
Випадковий патент: Спосіб оцінки структури мережі міозинових фібрил м'язової тканини