Спосіб гарячої прокатки товстих листів
Номер патенту: 52991
Опубліковано: 15.03.2005
Автори: Лямцев Василь Петрович, Васєкін Андрій Валерійович, Греков Ніл Сергійович, Налча Іван Борисович, Климанчук Владислав Владиславович, Кашков Генадій Алимович, Тарасенко Олег Станіславович, Радушев Олексій Олександрович, Бойко Володимир Семенович, Голі-Оглу Володимир Семенович, Мурашкін Олександр Вікторович, Саркіц Ігор Генадієвич, Карнаушенко Ніл Андрійович, Шебаніц Едуард Миколайович
Формула / Реферат
Спосіб гарячої прокатки товстих листів, переважно на двоклітьових реверсивних станах, який включає поперечну та поздовжню прокатки у чорновій кліті та заключну прокатку в чистовій кліті, який відрізняється тим, що обтискування під час розбивання ширини при поперечному прокатуванні у чорновій кліті виконують з урахуванням мінімізації фактора форми Фh в межах Фh=0,35-0,62.
Текст
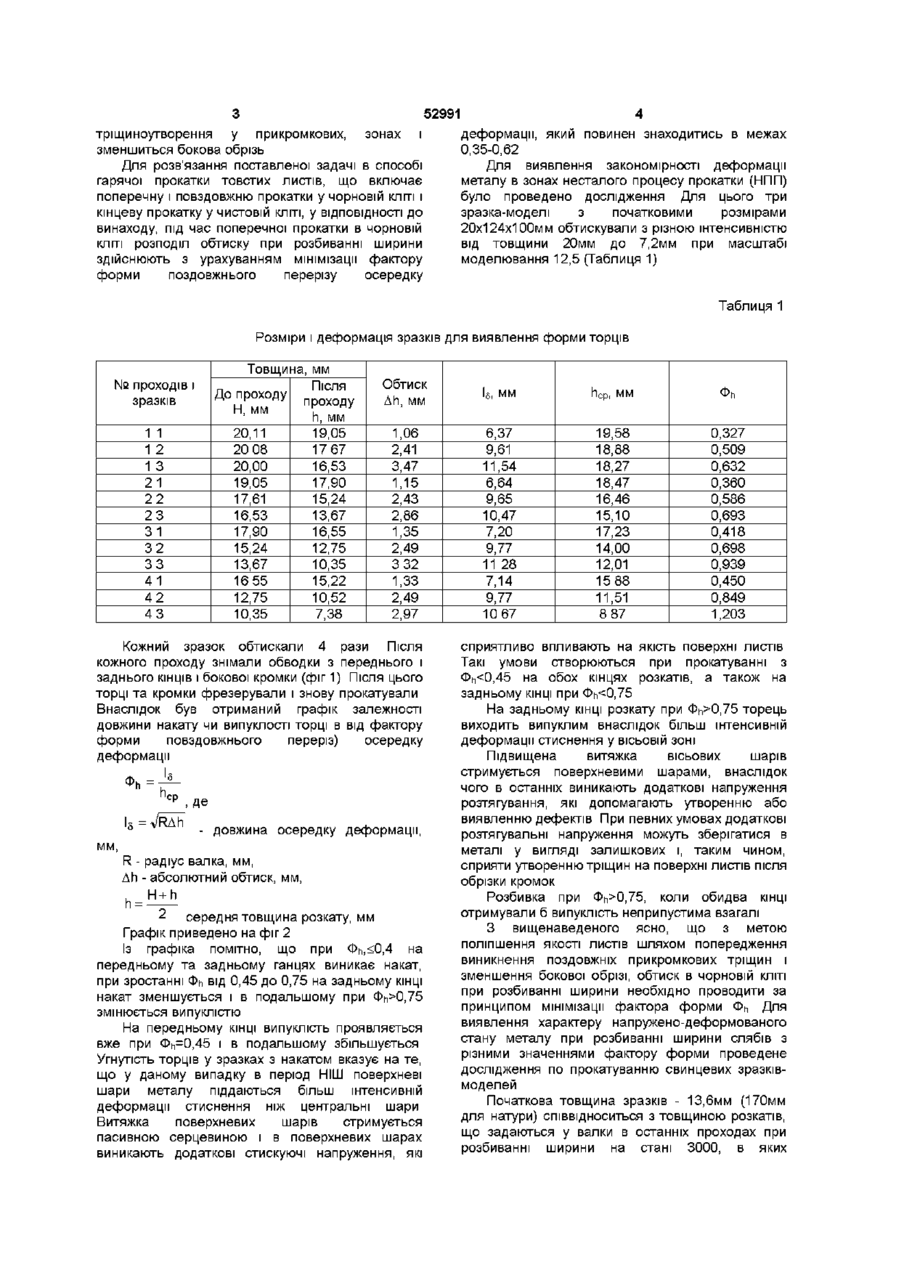
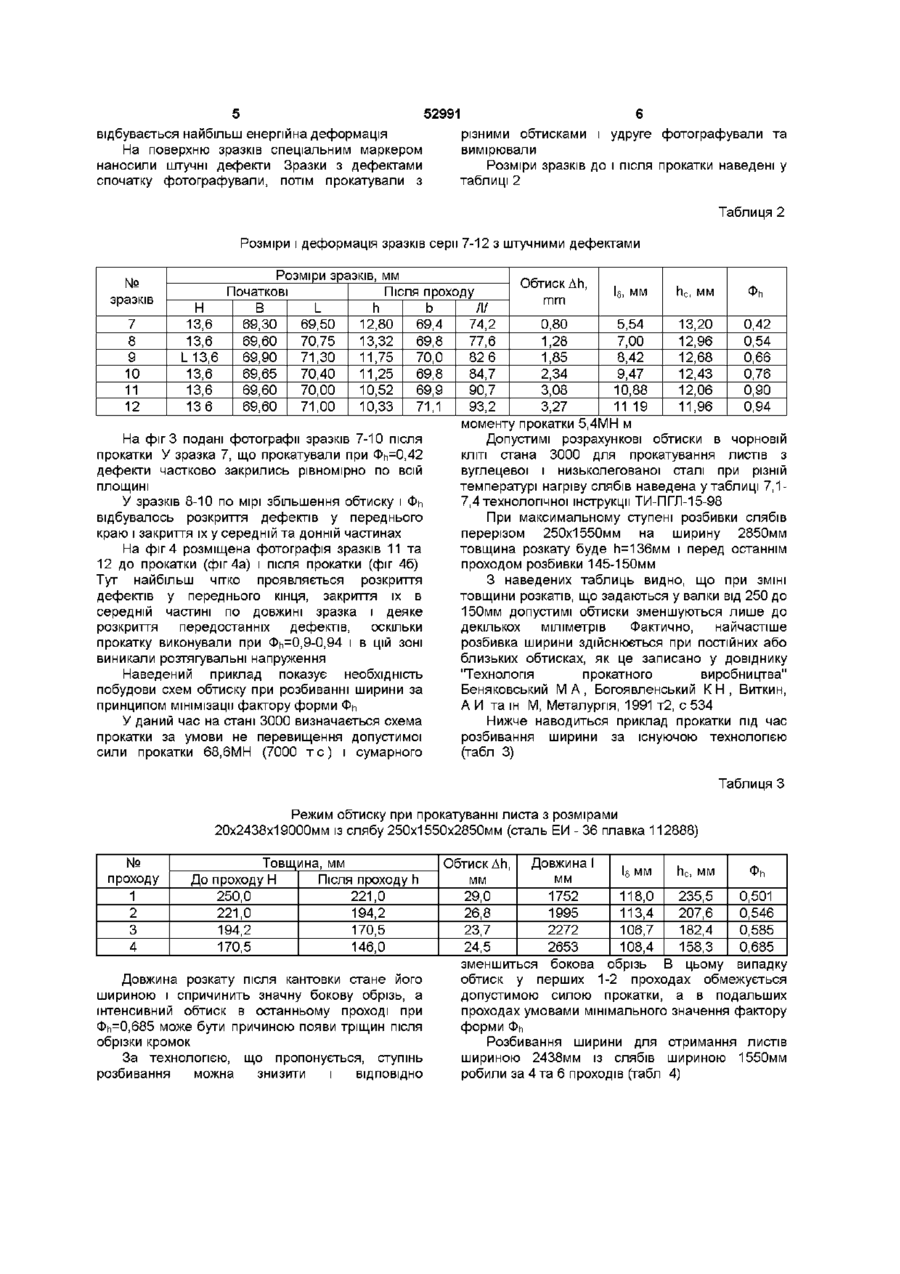
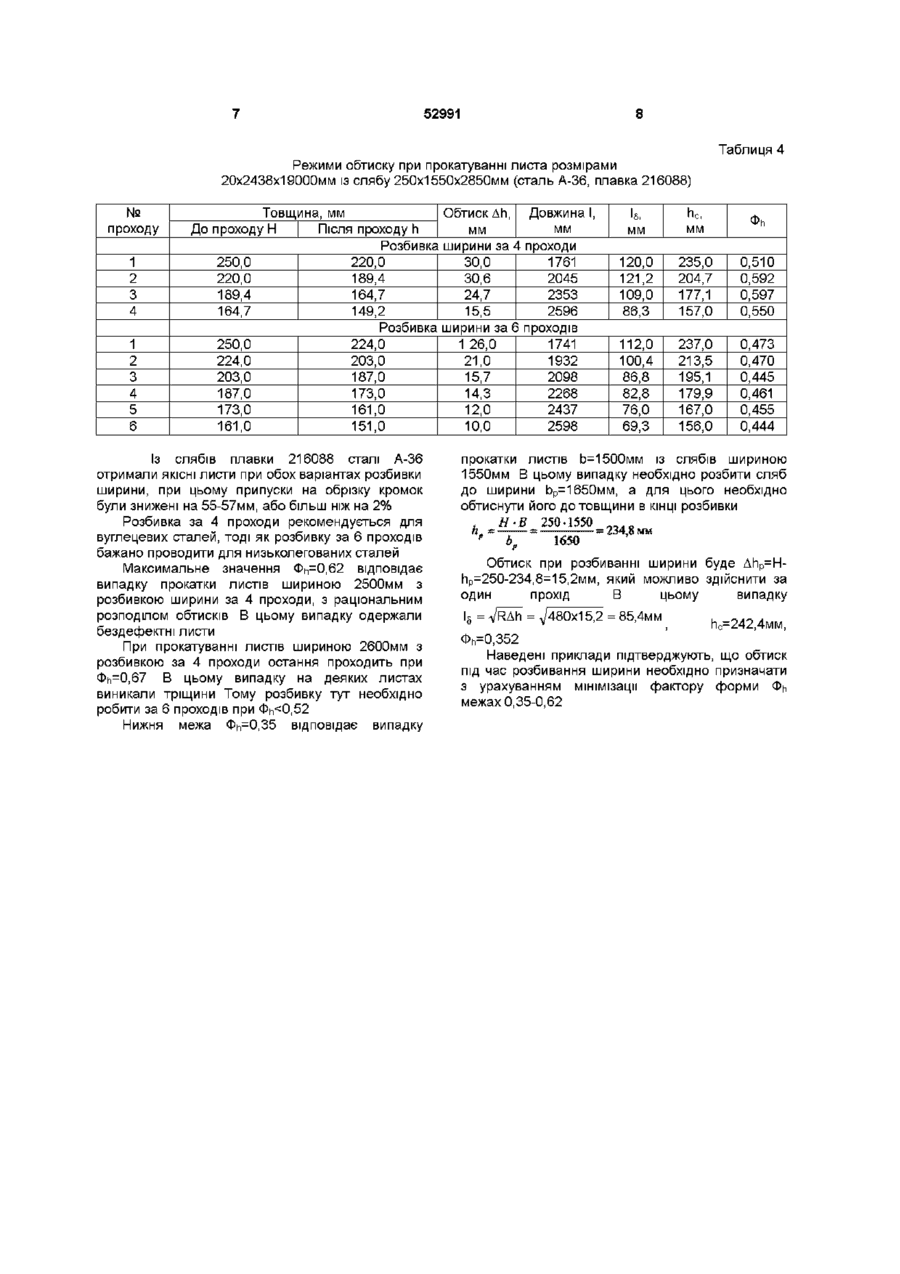
Спосіб гарячої прокатки товстих листів, переважно на двоклітьових реверсивних станах, який включає поперечну та поздовжню прокатки у чорновій КЛІТІ та заключну прокатку в чистовій КЛІТІ, який відрізняється тим, що призначення обтисків під час розбивання ширини при поперечному прокатуванні у чорновій КЛІТІ виконують з урахуванням мінімізації фактора форми в межах h=0,35-0,62 Винахід стосується області обробки металів тиском, зокрема до технології отримання методом прокатки товстих листів У сьогоденні часто виникає потреба здійснювати прокатку широких листів із порівняно вузьких слябів шириною 1550мм У цьому випадку при отримуванні листів товщиною більш ніж 14 мм і шириною понад 2200мм після обрізки поздовжніх кромок на спарених кромкообрізних ножицях утворюються тріщини на поверхні листів у кромок З метою попередження появи тріщин на стані запровадили підвищені пропуски на бокову обрізь (Див Інструкцію ВАТ ММК імені Ілліча "Производство листов в листопрокатном цехе 3000"ТИ227-ПГЛ-15-18) При цьому прокатку листів проводять за поперечно-поздовжньою схемою Спочатку у чорновій КЛІТІ поперечною прокаткою одержують завдану ширину листа з припуском на величину обрізних кромок, а потім, після кантовки і прокатки до необхідної товщини, під кат передається до чистової КЛІТІ, де виконується прокатка до кінцевої товщини листа Збільшення припусків приводить до збільшення втрат металу і разом з тим, не забезпечує повної гарантії відсутності тріщин, тому потрібна додаткова абразивна зачистка поверхні листів Дослідженням виявлено, що виникнення прикромкових тріщин пов'язано з характером деформації металу при розбиванні ширини Відомий спосіб прокатки металу (див авт свід №1540876 В 21В1/00), що включає послідовну прокатку в декількох проходах, в якому для поліпшення якості металу у перших проходах ведуть при ВІДНОСНІЙ довжині осередку деформації 0,05-0,5, розраховуючи при цьому необхідну КІЛЬКІСТЬ проходів У відомому способі потрібно багато проходів, що за температурними умовами неможливо здійснити при гарячому прокатуванні і крім того це знижує продуктивність прокатного стану Найбільш близьким технічним рішенням (прототипом) є спосіб гарячої прокатки товстих листів на двоклітьових реверсивних станах, який включає поздовжню і поперечну прокатки в чорновій КЛІТІ та заключну прокатку у чистовій КЛІТІ, в якому після поперечної прокатки повторно ведуть поздовжню прокатку у чорновій КЛІТІ до досягнення необхідної товщини розкату (див авт свід №1540881, В21В1/38) У відомому способі не враховуються дані розподілу обтиснень по проходах при розбиванні ширини, внаслідок чого можливі випадки прокатки з завищенням допустимих значень фактору форми, що приводить до появи тріщин у кромок листа, В основу винаходу поставлена задача розробити спосіб прокатки, в якому з урахуванням нових умов здійснення дій знижується ю 52991 тріщиноутворення у прикромкових, зонах і зменшиться бокова обрізь Для розв'язання поставленої задачі в способі гарячої прокатки товстих листів, що включає поперечну і повздовжню прокатки у чорновій КЛІТІ і кінцеву прокатку у чистовій КЛІТІ, у ВІДПОВІДНОСТІ до винаходу, під час поперечної прокатки в чорновій КЛІТІ розподіл обтиску при розбиванні ширини здійснюють з урахуванням мінімізації фактору форми поздовжнього перерізу осередку деформації, який повинен знаходитись в межах 0,35-0,62 Для виявлення закономірності деформації металу в зонах несталого процесу прокатки (НПП) було проведено дослідження Для цього три зразка-моделі з початковими розмірами 20x124x100мм обтискували з різною інтенсивністю від товщини 20мм до 7,2мм при масштабі моделювання 12,5 (Таблиця 1) Таблиця 1 Розміри і деформація зразків для виявлення форми торців № проходів і зразків 11 12 13 21 22 23 31 32 33 41 42 43 Товщина, мм Після До проходу проходу Н, мм п, мм 20,11 19,05 20 08 17 67 20,00 16,53 19,05 17,90 17,61 15,24 16,53 13,67 17,90 16,55 15,24 12,75 13,67 10,35 16 55 15,22 12,75 10,52 10,35 7,38 Обтиск Ah, мм l5, M M hcp, мм Фи 1,06 2,41 3,47 1,15 2,43 2,86 1,35 2,49 3 32 1,33 2,49 2,97 6,37 9,61 11,54 6,64 9,65 10,47 7,20 9,77 11 28 7,14 9,77 10 67 19,58 18,88 18,27 18,47 16,46 15,10 17,23 14,00 12,01 15 88 11,51 8 87 0,327 0,509 0,632 0,360 0,586 0,693 0,418 0,698 0,939 0,450 0,849 1,203 Кожний зразок обтискали 4 рази Після кожного проходу знімали обводки з переднього і заднього КІНЦІВ і бокової кромки (фіг 1) Після цього торці та кромки фрезерували і знову прокатували Внаслідок був отриманий графік залежності довжини накату чи випуклості торці в від фактору форми повздовжнього переріз) осередку деформації - довжина осередку деформації, мм, R - радіус валка, мм, Ah - абсолютний обтиск, мм, , H+h h= z середня товщина розкату, мм Графік приведено на фіг 2 Із графіка помітно, що при Фи,0,75 змінюється випуклістю На передньому КІНЦІ випуклість проявляється вже при Фі!=0,45 і в подальшому збільшується Угнутість торців у зразках з накатом вказує на те, що у даному випадку в період НІШ поверхневі шари металу піддаються більш інтенсивній деформації стиснення ніж центральні шари Витяжка поверхневих шарів стримується пасивною серцевиною і в поверхневих шарах виникають додаткові стискуючі напруження, які сприятливо впливають на якість поверхні листів Такі умови створюються при прокатуванні з Фі!0,75, коли обидва КІНЦІ отримували б випуклість неприпустима взагалі З вищенаведеного ясно, що з метою поліпшення якості листів шляхом попередження виникнення поздовжніх прикромкових тріщин і зменшення бокової обрізі, обтиск в чорновій КЛІТІ при розбиванні ширини необхідно проводити за принципом мінімізації фактора форми Фи Для виявлення характеру напружено-деформованого стану металу при розбиванні ширини слябів з різними значеннями фактору форми проведене дослідження по прокатуванню свинцевих зразківмоделей Початкова товщина зразків - 13,6мм (170мм для натури) СПІВВІДНОСИТЬСЯ з товщиною розкатів, що задаються у валки в останніх проходах при розбиванні ширини на стані 3000, в яких 52991 відбувається найбільш енергійна деформація На поверхню зразків спеціальним маркером наносили штучні дефекти Зразки з дефектами спочатку фотографували, потім прокатували з різними обтисками і удруге фотографували та вимірювали Розміри зразків до і після прокатки наведені у таблиці 2 Таблиця 2 Розміри і деформація зразків серії 7-12 з штучними дефектами Розміри зразків, мм Обтиск Ah, І5, мм Початкові Після проходу hc, мм Фи mm Н /І/ h b в L 7 13,6 74,2 0,80 5,54 13,20 0,42 69,30 69,50 12,80 69,4 8 13,6 13,32 69,8 77,6 1,28 7,00 12,96 0,54 69,60 70,75 9 1,85 8,42 12,68 0,66 L 13,6 69,90 71,30 11,75 70,0 82 6 10 13,6 11,25 69,8 84,7 2,34 9,47 12,43 0,76 69,65 70,40 11 13,6 10,52 69,9 90,7 3,08 10,88 12,06 0,90 69,60 70,00 12 136 3,27 11 19 11,96 0,94 69,60 71,00 10,33 71,1 93,2 моменту прокатки 5.4МН м На фіг З подані фотографії зразків 7-10 після Допустимі розрахункові обтиски в чорновій прокатки У зразка 7, що прокатували при Фи=0,42 КЛІТІ стана 3000 для прокатування листів з дефекти частково закрились рівномірно по всій вуглецевої і низьколегованої сталі при різній площині температурі нагріву слябів наведена у таблиці 7,17,4технологічної інструкції ТИ-ПГЛ-15-98 У зразків 8-10 по мірі збільшення обтиску і Фи відбувалось розкриття дефектів у переднього При максимальному ступені розбивки слябів краю і закриття їх у середній та донній частинах перерізом 250x1550мм на ширину 2850мм товщина розкату буде h=136MM і перед останнім На фіг 4 розміщена фотографія зразків 11 та проходом розбивки 145-150мм 12 до прокатки (фіг 4а) і після прокатки (фіг 46) Тут найбільш чітко проявляється розкриття З наведених таблиць видно, що при ЗМІНІ дефектів у переднього кінця, закриття їх в товщини розкатів, що задаються у валки від 250 до середній частині по довжині зразка і деяке 150мм допустимі обтиски зменшуються лише до розкриття передостанніх дефектів, оскільки декількох міліметрів Фактично, найчастіше прокатку виконували при Ф|1=0,9-0,94 і в цій зоні розбивка ширини здійснюється при постійних або виникали розтягувальні напруження близьких обтисках, як це записано у довіднику "Технологія прокатного виробництва" Наведений приклад показує необхідність побудови схем обтиску при розбиванні ширини за Беняковський М А , Богоявленський К Н , Виткин, принципом мінімізації фактору форми Фи А И та ін М, Металургія, 1991 т2, с 534 У даний час на стані 3000 визначається схема Нижче наводиться приклад прокатки під час прокатки за умови не перевищення допустимої розбивання ширини за існуючою технологією сили прокатки 68.6МН (7000 т с ) і сумарного (табл 3) № зразків Таблиця З Режим обтиску при прокатуванні листа з розмірами 20x2438x19000мм із слябу 250x1550х2850мм (сталь ЕИ - 36 плавка 112888) № проходу 1 2 3 4 Товщина, мм До проходу Н Після проходу h 250,0 221,0 221,0 194,2 194,2 170,5 170,5 146,0 Довжина розкату після кантовки стане його шириною і спричинить значну бокову обрізь, а інтенсивний обтиск в останньому проході при Фі!=0,685 може бути причиною появи тріщин після обрізки кромок За технологією, що пропонується, ступінь розбивання можна знизити і ВІДПОВІДНО Обтиск Ah, Довжина І І5 мм hc, мм Фіі мм MM 29,0 1752 118,0 235,5 0,501 26,8 1995 113,4 207,6 0,546 23,7 2272 106,7 182,4 0,585 24,5 2653 108,4 158,3 0,685 зменшиться бокова обрізь В цьому випадку обтиск у перших 1 -2 проходах обмежується допустимою силою прокатки, а в подальших проходах умовами мінімального значення фактору форми Фи Розбивання ширини для отримання листів шириною 2438мм із слябів шириною 1550мм робили за 4 та 6 проходів (табл 4) 52991 Таблиця 4 Режими обтиску при прокатуванні листа розмірами 20x2438x19000мм із слябу 250x1550х2850мм (сталь А-36, плавка 216088) № проходу 1 2 3 4 1 2 3 4 5 6 Товщина, мм Обтиск Ah, Довжина І, мм До проходу Н Після проходу h мм Розбивка ширини за 4 проходи 250,0 220,0 30,0 1761 220,0 189,4 30,6 2045 189,4 164,7 24,7 2353 164,7 149,2 15,5 2596 Розбивка ширини за 6 проходів 250,0 224,0 1 26,0 1741 224,0 203,0 21,0 1932 203,0 187,0 15,7 2098 187,0 173,0 14,3 2268 173,0 161,0 12,0 2437 161,0 151,0 10,0 2598 Із слябів плавки 216088 сталі А-36 отримали ЯКІСНІ листи при обох варіантах розбивки ширини, при цьому припуски на обрізку кромок були знижені на 55-57мм, або більш ніж на 2% Розбивка за 4 проходи рекомендується для вуглецевих сталей, тоді як розбивку за 6 проходів бажано проводити для низьколегованих сталей Максимальне значення Фи=0,62 відповідає випадку прокатки листів шириною 2500мм з розбивкою ширини за 4 проходи, з раціональним розподілом обтисків В цьому випадку одержали бездефектні листи При прокатуванні листів шириною 2600мм з розбивкою за 4 проходи остання проходить при Фі!=0,67 В цьому випадку на деяких листах виникали тріщини Тому розбивку тут необхідно робити за 6 проходів при Фи' h " bp *-'- J » _ ry-чл о , n j 1650 Обтиск при розбиванні ширини буде Дпр=Нпр=250-234,8=15,2мм, який можливо здійснити за один прохід В цьому випадку = ^480x15,2 = 85,4мм гіс=242,4мм, Фи=0,352 Наведені приклади підтверджують, що обтиск під час розбивання ширини необхідно призначати з урахуванням мінімізації фактору форми Фи межах 0,35-0,62 52991 п.к. зле. 10 б.к. I.I 1.2 1 . 3 2Л t IIOLIO гарячії! і ф і к с и н . и ТОРСІm jili *_»„ 2.3 -1,0 0,3 зд 0,5 0,6 ф г 2 3.2 з.з '.I С с 0,-t а.г D Фіг1 С с С ' 0,6 О,* сектор Форш j % I,С 1,1 I,? 11 52991 ТОВ "Міжнародний науковий комітет" вул. Артема, 77, м. Київ, 04050, Україна (044)236-47-24 12
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for hot rolling of thick sheets
Автори англійськоюBoiko Volodymyr Semenovych, Holi-Ohlu Volodymyr Semenovych, Klymanchuk Vladislav Vladislavovych, Shebanits Eduard Mykolaiovych, Murashkin Oleksandr Viktorovych, Radushev Oleksii Oleksandrovych
Назва патенту російськоюСпособ горячей прокатки толстых листов
Автори російськоюБойко Владимир Семенович, Голи-Оглу Владимир Семенович, Климанчук Владислав Владиславович, Шебаниц Эдуард Николаевич, Мурашкин Александр Викторович, Радушев Алексей Александрович
МПК / Мітки
МПК: B21B 1/38
Мітки: прокатки, товстих, листів, спосіб, гарячої
Код посилання
<a href="https://ua.patents.su/6-52991-sposib-garyacho-prokatki-tovstikh-listiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб гарячої прокатки товстих листів</a>
Спосіб прокатки товстих листів
Номер патенту: 24902
Опубліковано: 06.10.1998
Автори: Повар Володимир Борисович, Руденко Євген Олексійович, Коновалов Юрій В'ячеславович
МПК: B21B 1/38
Мітки: спосіб, листів, товстих, прокатки
Формула / Реферат:
Способ прокатки толстых листов, включающий поперечные проходы на угол при разбивке ширины и дальнейшую прокатку, отличающийся тем, что в четырех первых поперечных проходах на угол поочередно обжимают угловые участки сляба путем прерывания прокатки в каждом поперечном проходе при входе в валки 0,45 - 0,55 длины передней грани сляба, затем производят продольные проходы и дальнейшую прокатку до получения заданных размеров листа.
Спосіб одержання товстих листів
Номер патенту: 59099
Опубліковано: 15.08.2003
Автори: Голі-Оглу Володимир Семенович, Шебаніц Едуард Миколайович, Дубінський Борис Євгенійович, Карнаушенко Ніл Андрійович, Бойко Володимир Семенович, Зеленський Віктор Євгенійович, Климанчук Владислав Владиславович
МПК: B21B 1/22
Мітки: спосіб, товстих, листів, одержання
Формула / Реферат:
Спосіб одержання товстих листів, який включає поперечну розрізку безперервно литих заготовок, нагрів заготовок у нагрівальних печах, поперечну і поздовжню прокатку, який відрізняється тим, що заготовки перед нагріванням піддають поздовжньому розрізуванню.
Спосіб прокатування товстих листів
Номер патенту: 42504
Опубліковано: 15.10.2001
Автори: Самохвал Володимир Михайлович, Максименко Олег Павлович, Салацинський Едуард Стефанович, Пихтін Володимир Володимирович, Несвіт Володимир Васильович
МПК: B21B 1/22
Мітки: товстих, листів, прокатування, спосіб
Формула / Реферат:
Спосіб прокатування товстих листів, що включає нагрівання слябів, прокатування їх за декілька проходів в чорновій реверсивній кліті та прокатування за один прохід в чистовій кліті дуо з одним привідним валком, який розкручують перед задачею розкату в кліть, який відрізняється тим, що розкручування непривідного валка здійснюють за рахунок попереднього профілювання робочої ділянки його бочки на величину
Спосіб виробництва товстих листів
Номер патенту: 597
Опубліковано: 15.12.1993
Автори: Шульженко Віктор Васильович, Проценко Юрій Юрійович, Міронов Євген Костянтинович, Хорошілов Микола Макарович, Соловьйов Дмитро Володимирович, Міллєр Віктор Вікторович
МПК: B21B 1/38
Мітки: листів, спосіб, товстих, виробництва
Формула / Реферат:
Способ производства толстых листов, включающий нагрев слитка, прокатку на обжимном стане, удаление дефектных концов заготовки, порезку на слябы, последующую горячую прокатку на листовом стане, вырезку проб для механических испытаний и порезку на мерные длины, отличающийся тем, что удаление дефектных концов концевых слябов осуществляют до появления бездефектного металла на ширине 0,5-0,7 его ширины, а вырезку проб для механических испытаний и...
Спосіб гарячої прокатки плоскої заготівки
Номер патенту: 70729
Опубліковано: 15.10.2004
Автори: Путнокі Олександр Юліусович, Яценко Вячеслав Олександрович, Мацко Сергій Володимирович, Вереньов Валентин Володимирович, Калабухов Віктор Іванович
МПК: B21B 1/26
Мітки: гарячої, прокатки, заготівки, спосіб, плоскої
Формула / Реферат:
Спосіб гарячої прокатки плоскої заготівки, що включає формування фігурного виступу на кінцях заготівки при прокатці в першій чорновій кліті, наступну прокатку в інших клітях чорнової групи, обрізку кінців розкатки і прокатку в безперервній групі клітей, який відрізняється тим, що на передній торцевій частині заготівки по всій її ширині формують фігурний виступ, переважно трикутної форми, довжиною, що дорівнює 0,05...0,15 товщини заготівки, на...
Попередній патент: Глиноочисник-розтирка
Наступний патент: Спосіб отримання литої бетонної суміші
Випадковий патент: Тяговий орган вертикального стрічкового конвеєра