Спосіб прокатування товстих листів
Номер патенту: 42504
Опубліковано: 15.10.2001
Автори: Самохвал Володимир Михайлович, Максименко Олег Павлович, Несвіт Володимир Васильович, Салацинський Едуард Стефанович, Пихтін Володимир Володимирович
Формула / Реферат
Спосіб прокатування товстих листів, що включає нагрівання слябів, прокатування їх за декілька проходів в чорновій реверсивній кліті та прокатування за один прохід в чистовій кліті дуо з одним привідним валком, який розкручують перед задачею розкату в кліть, який відрізняється тим, що розкручування непривідного валка здійснюють за рахунок попереднього профілювання робочої ділянки його бочки на величину
![]()
де DD - зменшення діаметру робочої ділянки бочки непривідного валка, мм;
hл - товщина готового листа, мм;
К - коефіцієнт, що враховує вплив інтенсивності прокатування на теплову випуклість валків;
F - сила прокатування, кН;
М - модуль жорсткості кліті, кН*мм;
і притискання такого валка по неробочих ділянках до привідного валка з тиском від 30 до 120 Н/мм2, а в процесі прокатування охолоджують лише ділянки контактування валків.
Текст
Спосіб прокатування товстих листів, що включає нагрівання слябів, прокатування їх за декілька проходів в чорновій реверсивній КЛІТІ та прокатування за один прохід в чистовій КЛІТІ дуо з одним привідним валком, який розкручують перед задачею розкату в кліть, який відрізняється тим, що розкручування непривідного валка здійснюють за рахунок попереднього профілювання робочої ділянки його бочки на величину Винахід відноситься до галузі чорної металурги, зокрема до технології виробництва товстих листів Може бути використаним на діючих товстолистових станах Для виробництва гарячекатаних листів товщиною від 4 до 50 мм використовують спеціалізовані прокатні стани, які називають товстолистовими Стани такого типу мають у своєму складі одну або другої - чистової КЛІТІ Така реконструкція буде економічно обгрунтована лише за умови незначних капіталовкладень, тобто ціна чистової КЛІТІ І ІІ монтажу не повинна перевищувати балансову вартість існуючого стану Досягти цього можливо за рахунок максимального спрощення лінії головного при воду чистової КЛІТІ Якщо чистова кліть призначається для здійснення одного проходу, то в лінії головного приводу необов'язково використовувати шестеренну кліть і шпінделі За технологічними параметрами, такими як захоплююча здатність валків, обтиснення та потужність приводу, дві робочі реверсивні КЛІТІ дуо або кварто БІЛЬШІСТЬ товстолистових станів мають дві робочі КЛІТІ, що забезпечує потрібну якість прокату Але існує і значна КІЛЬКІСТЬ ОДНОКЛІТЬОВИХ станів, побудованих до 50-х років (Технология прокатного производства В 2-х кн - Кн 2 Справ / М А Беняковский, К Н Богоявленский, А И Виткин и др - М Металлургия, 1991 - С 485) Основним недоліком прокатування на одноклітьових станах є низька якість поверхні прокату, що обумовлене тим, що всі проходи відбуваються в одних валках Поверхня валків пошкоджується пічною окалиною, яка через швидке охолодження виконує роль абразиву Через невисоку швидкість прокатування для забезпечення захвату металу, особливо в перших проходах, на поверхні валків з'являється сітка розгару Все це і не дозволяє отримати прокат з необхідною якістю поверхні Усунення цього недоліку можливе лише шляхом переобладнання одноклітьових станів у ДВОКЛІТЬОВІ шляхом встановлення Де AD - зменшення діаметру робочої ділянки бочки непривідного валка, мм, п л - товщина готового листа, мм, К - коефіцієнт, що враховує вплив інтенсивності прокатування на теплову випуклість валків, Fnp - сила прокатування, кН, Мкп - модуль жорсткості КЛІТІ, кН*мм, і притискання такого валка по неробочих ділянках до привідного валка з тиском від ЗО до 120 Н/мм2, а в процесі прокатування охолоджують лише ділянки контактування валків використання КЛІТІ З ОДНИМ привідним валком є ці лком виправданим Недоліком використання КЛІТІ З ОДНИМ привід ним валком є погіршення умов захвату, які пов'язані не з недостатньою захоплюючою здатністю валків, а з інерцією непривідного валка Якщо валок, при наближенні до нього розкату, не обертається, то розкрутити його повинен розкат, передаючи валку енергію достатню для збільшення його швидкості від нуля до певного значення Чим менше товщина розкату (зменшується кінетична енергія розкату) і чим більше діаметр валка (збільшується інерція), тим більше ймовірність буксування розкату при захваті Для усунення цього недоліку використовують різні пристрої, які забезпечують розкручування непривідного вал О ю 42504 ка перед задачею розкату в валки Наприклад, на станах для виробництва катанки в чистових групах використовують так звані калібруючі КЛІТІ З ОДНИМ привідним валком (Королев А А Прокатные станы и оборудование прокатных станов - М Металлургия, 1981 - С VII-74) Спосіб прокатування з використанням таких клітей є найбільш близьким до запропонованого за технічною сутністю В способі основне формозмінення металу здійснюють в чорнових клітях, а для забезпечення стабільності процесу прокатування в чистовій КЛІТІ непривідний валок, перед задачею розкату, розкручують за допомогою окремого двигуна невеликої потужності Після захвату розкату валками цей двигун відключається і не передає енергію для деформування металу Але, використання клітей з додатковими розпнними двигунами ускладнює роботу КЛІТІ, її налагодження і обслуговування, збільшує витрати електроенергії (в порівнянні з клітями без розпнних двигунів), вимагає додаткових засобів автоматизації Найбільш суттєвим недоліком цього способу є його обмежене використання - лише для валків невеликих розмірів, тому що для валків листових станів потрібно використовувати розпнні двигуни, потужність яких наближається до потужності основного двигуна В основу винаходу покладена задана удосконалення способу прокатування товстих листів, в якому шляхом застосування непривідного валка з попереднім профілюванням робочої ділянки на розрахункову величину та його притискання по неробочим ділянкам до привідного валка з тиском, що змінюється в зазначених межах, забезпечується стабільність процесу прокатування, розширення сортаменту товстолистового стану, покращення якості поверхні розкату, зменшення вартості реконструкції товстолистових станів Поставлена задача вирішується тим, що у відомому способі прокатування товстих листів, що включає операції нагрівання слябів, прокатування їх за декілька проходів в чорновій реверсивній КЛІТІ та прокатування за один прохід в чистовій КЛІТІ дуо з одним привідним валком, який перед задачею розкату розкручують, згідно з винаходом, забезпечують розкручування непривідного валка за рахунок попереднього профілювання робочої ділянки його бочки на величину Де AD - зменшення діаметру робочої ділянки бочки непривідного валка, мм, п л - товщина готового листа, мм, К - коефіцієнт, що враховує вплив інтенсивності прокатування на теплову випуклість валків, Fnp - сила прокатування, кН, Мкп- модуль жорсткості КЛІТІ, кНмм, і притискання такого валка по неробочим ділянкам до привідного валка з тиском від ЗО до 120 Н/мм2, а в процесі прокатування охолоджують лише ділянки контактування валків Ознака попереднього профілювання валків для зменшення поперечної різнотовщинності листів відома Наприклад, на товстолистових станах використовують різні види профіліровок валків випуклу або вігнуту параболу, вігнуту параболу з прямою посередині, профіліровка по ломаній лінії та ІНШІ (Технология прокатного производства В 2х кн Кн 2 Справ / М А Беняковский, К Н Богоявленский, А И Виткин и др - М Металлургия, 1991 - С 511) Для всіх відомих профіліровок характерна зміна циліндричної поверхні валка з врахуванням прогинання бочки валка від сили прокатування металу та теплової випуклості від розігріву робочої ділянки бочки При цьому загальна випуклість або вігнутість - різниця діаметрів між серединою бочки і краєм робочої ділянки або бочки для клітей дуо становить від 0,15 до 0,25 мм В пропонованому винаході профіліровка визначається в залежності від сили прокатування, модуля жорсткості КЛІТІ, коефіцієнту впливу інтенсивності прокатування та товщини готового листа Тобто до відомих факторів добавляється абсолютно новий товщина листа та, крім цього, по іншому враховується взаємний вплив цих факторів Коефіцієнт впливу інтенсивності прокатування дозволяє врахувати теплову випуклість валків Чим менше інтервали між розкатами, тим дужче розігріваються валки, та більша їх теплова випуклість Але, на відміну під відомих способів визначення профіліровки, теплова випуклість враховується не через її максимальну абсолютну величину, а через коефіцієнт, тобто як частка від загальної пружини КЛІТІ Пружина КЛІТІ визначається по загальновідомій залежності як частка від ділення сили прокатування на модуль жорсткості КЛІТІ Але у відомих способах прокатування з профілірованими валками загальна пружина КЛІТІ НІКОЛИ не враховувалась - до уваги брали лише прогинання осі валка від сили прокатування Крім цього, у відомих способах профіліровки не враховують товщину готового листа Отже, у пропонованому способі прокатування товстих листів отримуємо абсолютно нову сукупність дій по визначенню профіліровки валків, що дозволяє визнати ознаку винаходу стосовно профіліровки робочої ділянки бочки як нову і суттєво важливу для досягнення технічного результату Ознака притискання валків один до одного перед задачею розкату відома Наприклад, при холодному прокатуванні тонких листів, коли товщина листа менша за пружину КЛІТІ, валки встановлюють "в забой", тобто попередньо вибирають пружину КЛІТІ Але ознака притискання валків товстолистових станів, тим більше по неробочим ділянкам бочки є новою Новизна цієї ознаки також визначається певними значеннями тиску по ділянкам контактування валків Значення тиску обмежено інтервалом від ЗО до 120 Н/мм2 Ці значення отримані дослідним шляхом Коли тиск по ділянкам контактування менше ніж ЗО Н/мм2, можливе ковзання валків непривідний валок не обертається або обертається з меншою швидкістю Це відбувається через те, що, коли тиск менше ЗО Н/мм , сил тертя, які створює привідний валок на ділянках контактування, недостатньо для подолання сил інерції та сил тертя в підшипниках непривідного валка Верхня межа зазначеного інтервалу визначається умовами тертя по ділянкам контактування Якщо тиск перевищує 120 Н/мм2, відбувається інтенсивне зношення поверхні валків, що, в кінцевому підсумку, може привести до порушення попереднього профілювання непривідного валка - потрібна буде пе 42504 ревалка і переточка всього комплекту валків Отже, ця ознака за конкретними значеннями технологічних параметрів також є новою і суттєвою для досягнення технічного результату - розкручування непривідного валка перед задачею розкату Ознака охолодження неробочих ділянок валків, по яким вони контактують, є новою Тому що всі існуючі системи охолодження валків в процесі роботи подають охолоджуючу воду на всю довжину бочки валків ВІДОМІ системи охолодження, які забезпечують диференційовану подачу води - їх конструкція передбачає регулювання КІЛЬКОСТІ ВОДИ по ширині бочки Такі системи дозволяють збільшити (або зменшити) КІЛЬКІСТЬ ВОДИ, яка подається на середину бочки, тим самим підтримується необхідний тепловий профіль валків В запропонованому способі прокатування вода для охолодження подається лише на неробочі ділянки Цим забезпечується необхідний температурний режим роботи неробочих ділянок в період їх контактування - підтримується температура поверхні не більше 60°С, що дозволяє зменшити їх зношення і підтримувати коефіцієнт тертя для обертання непривідного валка Відсутність охолодження валків по робочим ділянкам призводить до збільшення теплової випуклості валків до значень, що приблизно відповідають прогинанню валків від дії сили прокатки Саме завдяки цій особливості пропонованого способу прокатування забезпечується отримання товстих листів з необхідними показниками планшетності Тому ця ознака способу також є новою і суттєво важливою З аналізу вказаних ознак винаходу можна зробити висновок, що відрізняючі ознаки, у своїй сукупності, явно не випливають з існуючого рівня техніки - неможливо виявити вплив суттєвих ознак винаходу на досягнення нового технічного результату Саме сукупність суттєвих ознак винаходу дозволяє отримати новий технічний результат - забезпечує прокатування товстих листів в чистовій КЛІТІ з одним привідним валком Використання винаходу можливе на одноклітьових товстолистових станах після їх реконструкції в ДВОКЛІТЬОВІ, шляхом встановлення чистової робочої КЛІТІ з одним привідним валком Спосіб прокатування товстих листів включає таку ПОСЛІДОВНІСТЬ операцій нагрів слябів, прокатування слябів за потрібне число проходів в чорновій реверсивній КЛІТІ, прокатування за один прохід в чистовій КЛІТІ дуо з одним привідним валком Прокатування в чистовій КЛІТІ відбувається за умови попереднього розкручування непривідного валка за рахунок профілювання його робочої ділянки та притискання до привідного валка по неробочим ділянкам бочки з певним тиском, а також при подачі охолоджуючої води лише на неробочі ділянки валків, по яким вони контактують Здійснення способу відбувається в такій ПОСЛІДОВНОСТІ Нагріті до потрібної температури сляби видаються по одному з печі і транспортуються до чорнової реверсивної КЛІТІ Прокатування в цій КЛІТІ здійснюється за декілька проходів за звичайною технологією Далі, отриманий розкат транспортується до чистової КЛІТІ з одним привідним валком Задача розкату в кліть, для здійснення чистового проходу, відбувається лише за умови розкручування непривідного валка - обидва валка КЛІТІ ПОВИННІ обертатися з однаковою швидкістю щоб виключити пробуксовки при захваті і забезпечити стабільність процесу прокатування Розкручування не привідного валка забезпечується за рахунок попереднього профілювання робочої ділянки його бочки - зменшення и діаметру на величину, яка визначається залежністю Де AD - зменшення діаметру робочої ділянки бочки непривідного валка, мм, п л - товщина готового листа, мм, К - коефіцієнт, що враховує вплив інтенсивності прокатування на теплову випуклість валків, Fnp - сила прокатування, кН, Мкп - модуль жорсткості КЛІТІ, кН*мм Крім профілювання, розкручування валка забезпечується притисканням валків по неробочим ділянкам з тиском від ЗО до 120 Н/мм2, а також тим, що охолодженню піддають лише неробочі ділянки валків, по яким вони контактують Після того як відбудеться захват металу валками чистової КЛІТІ, дотримання ВІДМІННИХ ознак способу необов'язкове - обертання непривідного валка буде відбуватися від дм сил тертя в осередку деформування, тобто від привідного валка через прокатуваний розкат При цьому валки можуть не контактувати по неробочим ділянкам тому, що за рахунок пружини КЛІТІ (пружної деформації всіх деталей КЛІТІ, які сприймають силу прокатування) між валками може заявитися зазор Зазор з'явиться за умови, що пружина КЛІТІ ВІД ДІЇ СИЛИ прокатування перевищує пружину КЛІТІ від дії сили попереднього притискання валків до задачі в них розкату Після завершення прокатування в чистовій КЛІТІ І виходу розкату з осередку деформування, валки знову починають контактувати по неробочим ділянкам При цьому, за рахунок наявності так званих хвостів (або язиків) на задньому КІНЦІ розкату, при прокатуванні яких сила прокатки поступово зменшується, забезпечується плавність контактування неробочих ділянок валків Приклад конкретного виконання способу в умовах товстолистового стану 1200 при прокатуванні листів товщиною 5 мм Сляби вуглецевих марок сталі з розмірами товщина 120 мм, ширина від 400 до 1000 мм і довжина від 1,6 до 2,6 м, нагрівають в методичних печах до температури 1180-1240°С, передають до чорнової реверсивної КЛІТІ з валками 780 мм і прокатують за 7-9 проходів (в залежності від ширини) до товщини 6 мм Далі розкат транспортують до чистової КЛІТІ дуо з валками діаметром 800 мм, з яких верхній є непривідним, і де здійснюється один прохід з обтисненням до 5 мм Перед задачею розкату в валки чистової КЛІТІ непривідний валок розкручують Для забезпечення розкручування непривідного валка робочу ділянку його бочки попередньо профілюють З практичних даних температура розкату перед задачею в чистову кліть становить 800-860°С, тому сила прокатування в чистовому проході досягає близько 12 МН при допустимій силі для КЛІТІ 15 МН Темп прокатки визначається тривалістю прокатування в чорновій КЛІТІ І ДЛЯ ЛИСТІВ шириною 600 мм (при 7 проходах) змінюється в межах 7080 с Такий темп прокатування є не інтенсивним і 42504 коефіцієнт К, що враховує вплив інтенсивності прокатування на теплову випуклість валків, має мінімальне значення 0,05 Модуль жорсткості КЛІТІ, оснащеної підшипниками ковзання на текстолітових вкладишах, становить 4,5 МН/мм Отже, величина профіліровки валків повинна дорівнювати AD=5-(1-0,05)-12/4,5=2,47 мм Якщо початковий діаметр валків дорівнює 800 мм, то діаметр робочої ділянки, шириною 1000 мм повинен дорівнювати 800-2,47= =797,43 мм По краям бочки валків залишаються неробочі ділянки шириною по 100 мм, при загальній довжині бочки в 1200мм Для забезпечення обертання непривідного валка, при налагодженні чистової КЛІТІ верхній непривідний валок опускають натискними гвинтами до контактування по його неробочим ділянкам з привідним валком Далі валки стискують один з одним, переміщуючи натискні гвинти на 0,5 мм При вказаному модулі жорсткості КЛІТІ, таке переміщення буде відповідати силі стиснення валків у 2250 кН Згідно З ВІДОМИМИ співвідношеннями Герца, стиснення циліндрів з вказаною силою призведе до виникнення на ділянках контактування максимальних напружень, які дорівнюють 79,8 Н/мм2 Саме такі напруження є оптимальними для забезпечення розкручування непривідного валка, за умови, що валки виготовлено з сталі В процесі прокатування від дії сили прокатування у 12 МН "пружина" КЛІТІ становитиме 12/4,5=2,66 мм Отже, з урахуванням профіліровки і "пружини", зазор по робочій ДІЛЯНЦІ бочки буде дорівнювати 2,66+2,47=5,13 мм Фактична товщина розкату буде відповідати заданому значенню - 5,0 мм, тому, що значення 5,13 мм має місце лише по середині ширини розкату, тобто в МІСТІ максимального прогинання бочки валків Різниця у 0,13 мм буде компенсуватися тепловою випуклістю валків, яка також має максимальне значення по середині бочки, а у напрямку країв розкату вона поступово зменшується, приблизно в тій самій мірі, що й зменшення прогинання осей валків Тому розкат буде мати потрібні розміри і показники планшетності При прокатуванні в чистовій КЛІТІ охолоджуючу воду подають лише на неробочі ділянки бочки Це забезпечує потрібну теплову випуклість робочої ділянки і попереджує перегрівання неробочих ділянок в період розкручування непривідного валка Використання способу дозволяє здійснювати стабільне (без пробуксовок і повторних задач розкату) прокатування листів в чистовій КЛІТІ З ОДНИМ привідним валком, що дозволяє значно розширити сортамент товстолистових станів, покращити якість поверхні прокату і продовжити терміни експлуатації одноклітьових товстолистових станів шляхом недорогої реконструкції ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Киів-133, бульв Лесі Українки, 26 (044)295-81-42, 295-61-97 Підписано до друку _ 2002 р Формат 60x84 1/8 Обсяг обл -вид арк Тираж 50 прим Зам УкрІНТЕІ, 03680, Киів-39 МСП, вул Горького, 180 (044) 268-25-22
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling of thick sheets
Автори англійськоюPykhtin Volodymyr Volodymyrovych, Maksymenko Oleh Pavlovych, Nesvit Volodymyr Vasyliovych, Samokhval Volodymyr Mykhailovych, Salatsynskyi Eduard Stefanovych
Назва патенту російськоюСпособ прокатки толстых листов
Автори російськоюПыхтин Владимир Владимирович, Максименко Олег Павлович, Нэсвит Владимир Васильевич, Самохвал Владимир Михайлович, Салацинский Эдуард Стефанович
МПК / Мітки
МПК: B21B 1/22
Мітки: прокатування, спосіб, листів, товстих
Код посилання
<a href="https://ua.patents.su/4-42504-sposib-prokatuvannya-tovstikh-listiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатування товстих листів</a>
Спосіб безперервного прокатування штаб

Номер патенту: 36976
Опубліковано: 16.04.2001
Автори: Телюк Віктор Григорович, Тилик Василь Трохимович, Мовшович Вілорд Соломонович, Ніколаєв Віктор Олександрович, Штехно Олег Миколайович, Васильєв Олександр Геннадійович, Кудрин Володимир Іванович
МПК: B21B 1/22
Мітки: безперервного, спосіб, штаб, прокатування
Текст:
...що переміщення натискних гвинтів по продуктиметрах у кожній кліті для додаткового обтиснення потовщених ділянок установлюють відповідно до формули: h V Si = K i Δh i ( n0 + n1 + n2 ш + H0 V B dh + 0,8 n 4 + n5 ), (1) L h де Si - додаткове переміщення натискних гвинтів у кліті; Кі – коефіцієнт, який ураховує розташування потовщеної ділянки штаби (передній кінець - Кп; шов - К ш; задній кінець - Кз); Dhi - абсолютне обтиснення; Н0 та h -...
Спосіб виробництва товстих листів
Номер патенту: 597
Опубліковано: 15.12.1993
Автори: Хорошілов Микола Макарович, Міллєр Віктор Вікторович, Соловьйов Дмитро Володимирович, Шульженко Віктор Васильович, Міронов Євген Костянтинович, Проценко Юрій Юрійович
МПК: B21B 1/38
Мітки: виробництва, товстих, листів, спосіб
Формула / Реферат:
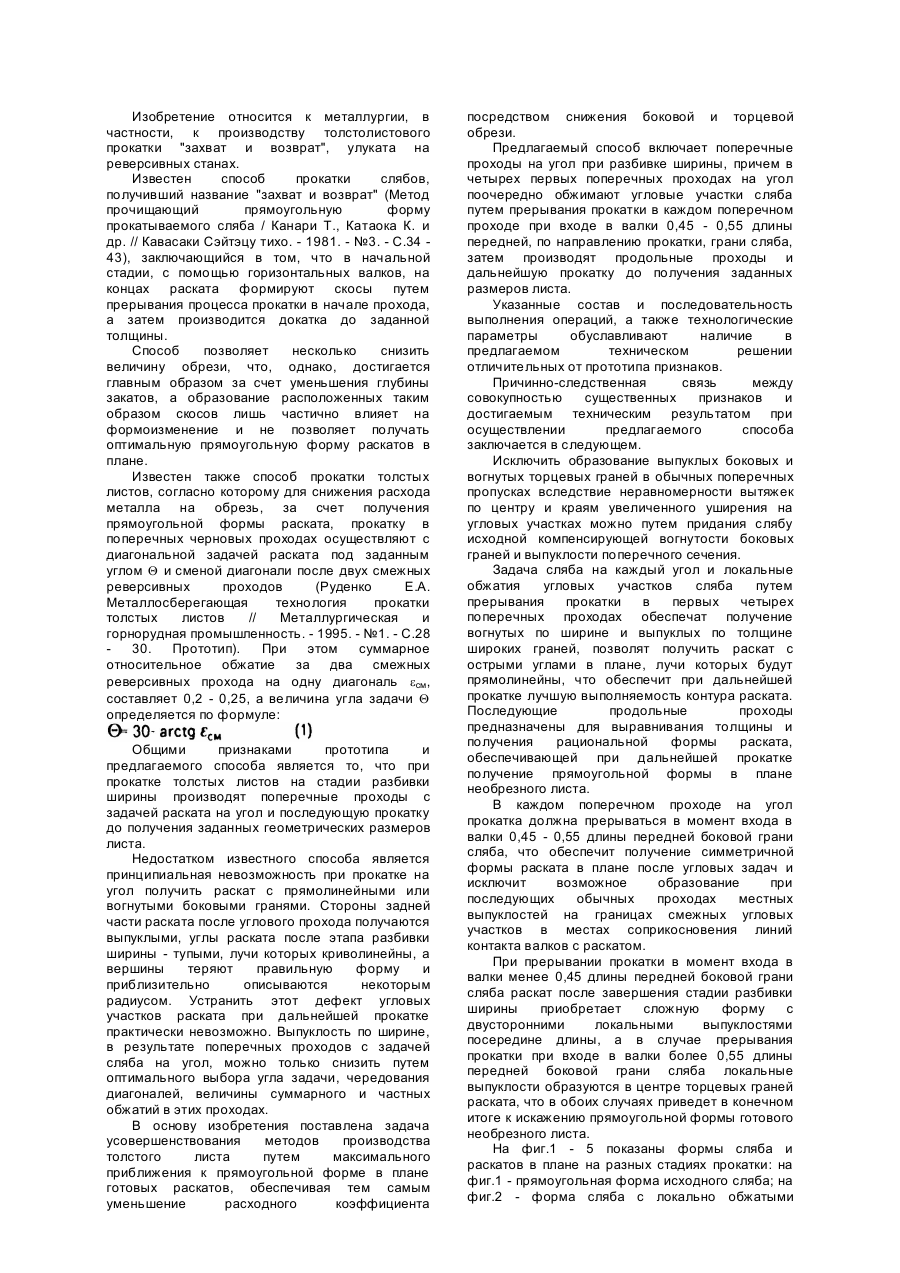
Способ производства толстых листов, включающий нагрев слитка, прокатку на обжимном стане, удаление дефектных концов заготовки, порезку на слябы, последующую горячую прокатку на листовом стане, вырезку проб для механических испытаний и порезку на мерные длины, отличающийся тем, что удаление дефектных концов концевых слябов осуществляют до появления бездефектного металла на ширине 0,5-0,7 его ширины, а вырезку проб для механических испытаний и...
Спосіб прокатки товстих листів
Номер патенту: 24902
Опубліковано: 06.10.1998
Автори: Повар Володимир Борисович, Руденко Євген Олексійович, Коновалов Юрій В'ячеславович
МПК: B21B 1/38
Мітки: товстих, спосіб, листів, прокатки
Формула / Реферат:
Способ прокатки толстых листов, включающий поперечные проходы на угол при разбивке ширины и дальнейшую прокатку, отличающийся тем, что в четырех первых поперечных проходах на угол поочередно обжимают угловые участки сляба путем прерывания прокатки в каждом поперечном проходе при входе в валки 0,45 - 0,55 длины передней грани сляба, затем производят продольные проходы и дальнейшую прокатку до получения заданных размеров листа.
Спосіб гарячого прокатування штаб
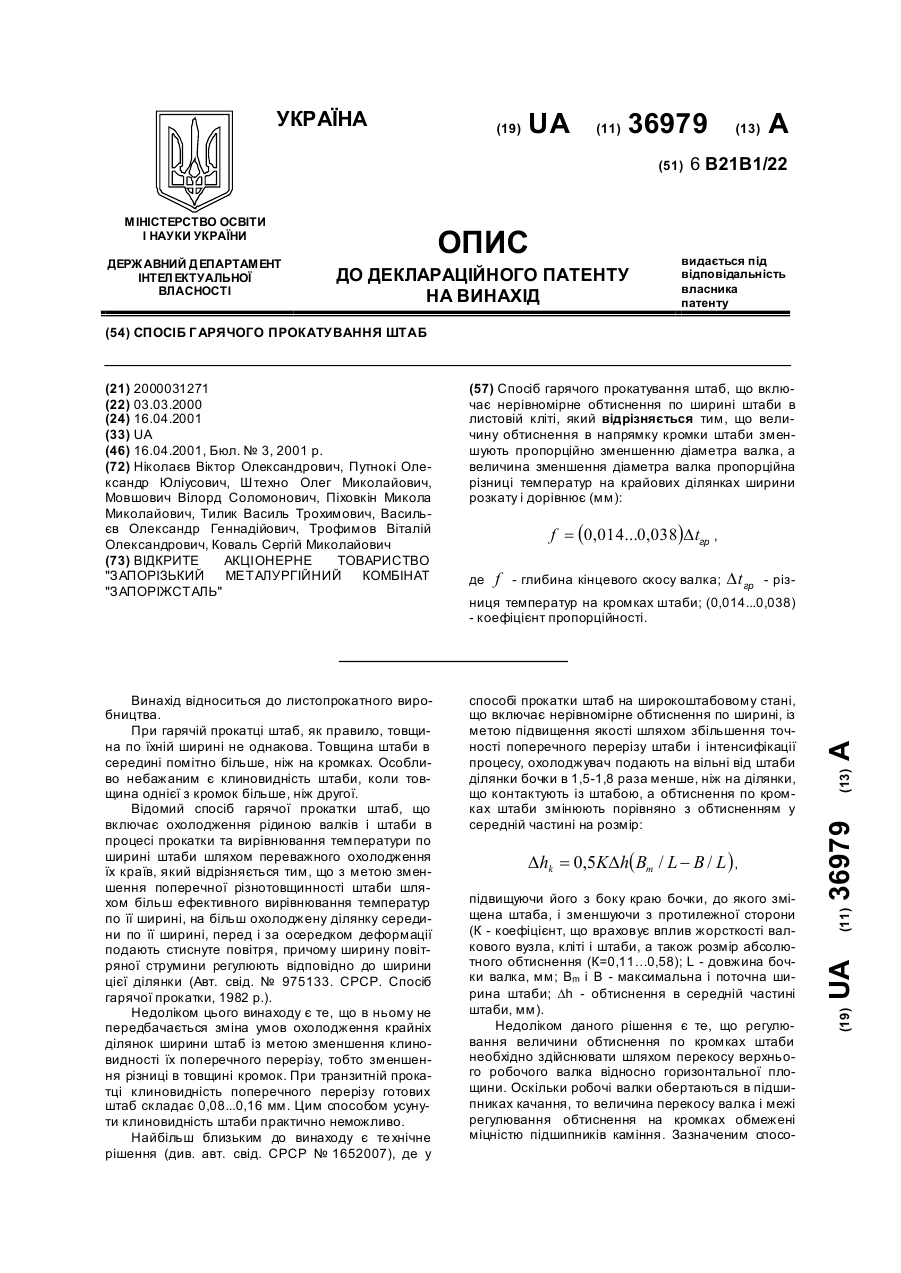
Номер патенту: 36979
Опубліковано: 16.04.2001
Автори: Ніколаєв Віктор Олександрович, Тилик Василь Трохимович, Штехно Олег Миколайович, Васильєв Олександр Геннадійович, Піховкін Микола Миколайович, Коваль Сергій Миколайович, Путнокі Олександр Юліусович, Трофімов Віталій Олександрович, Мовшович Вілорд Соломонович
МПК: B21B 1/22
Мітки: спосіб, прокатування, гарячого, штаб
Текст:
...чистової кліті 10 виходить готова штаба товщиною h=3 мм. У процесі експериментів у клітях 5-10 установлювали робочі валки з односторонніми скосами з боку приводної шийки. Довжину скосу встановлювали рівною С=500 мм, що дозволяло впливати на товщину кромки штаби мінімальної ширини В=1000 мм. У цьому випадку циліндрична частина бочки валка дорівнює Lц =L-2С=1680-1000-=680 мм, що менше ширини штаби з В=1000 мм. З одностороннім скосом виготовляли...
Спосіб прокатування заготовок на обтискних і заготовочних станах
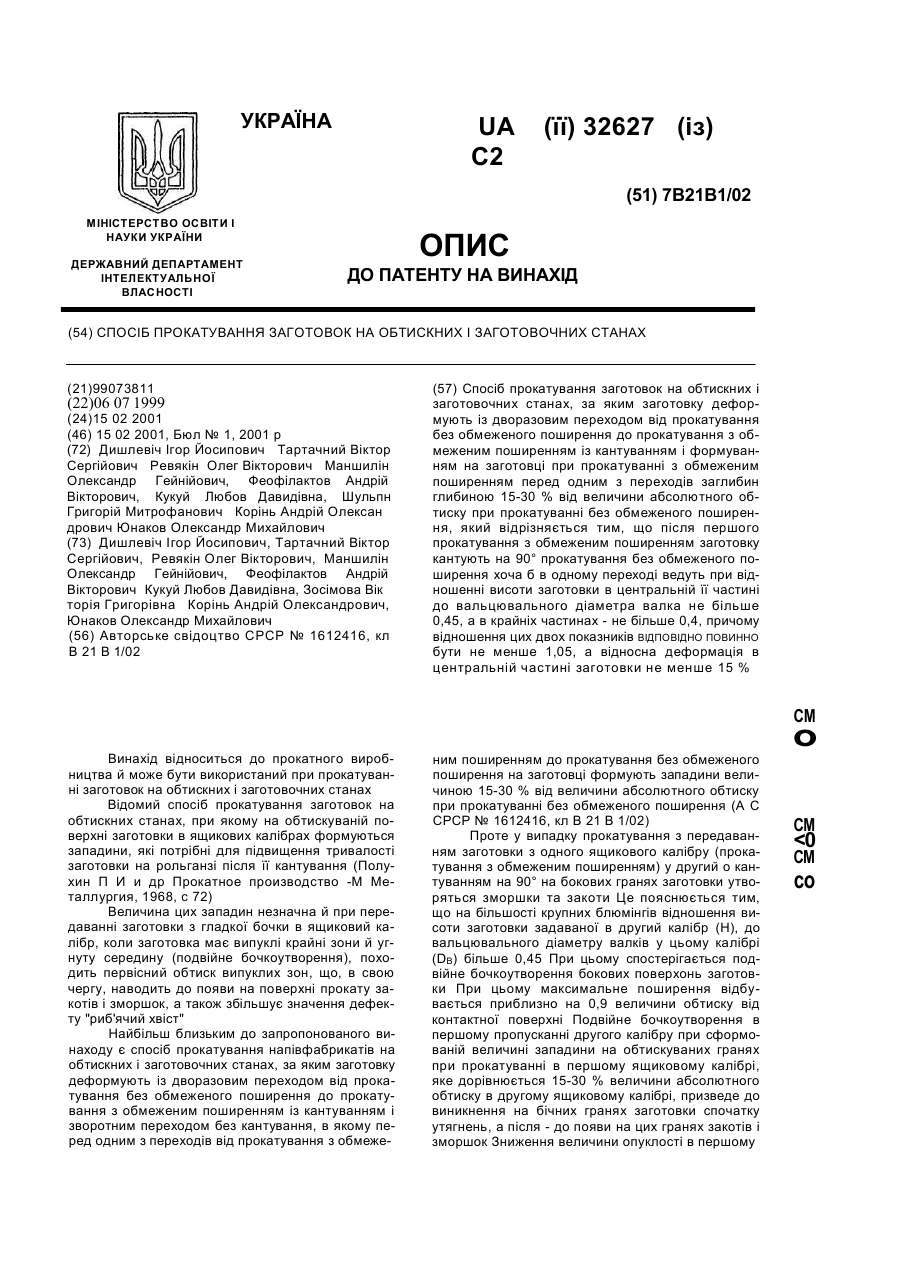
Номер патенту: 32627
Опубліковано: 15.02.2001
Автори: Феофілактов Андрій Вікторович, Ревякін Олег Вікторович, Юнаков Олександр Михайлович, Прядко Любов Давидівна, Корінь Андрій Олександрович, Шульгін Григорій Митрофанович, Тартачний Віктор Сергійович, Дишлевич Ігор Йосипович, Маншилін Олександр Гейнійович
МПК: B21B 1/02
Мітки: заготовок, спосіб, прокатування, заготовочних, станах, обтискних
Текст:
...калібр, коли заготовка має випуклі крайні зони й угнуту середину (подвійне бочкоутворення), походить первісний обтиск випуклих зон, що, в свою чергу, наводить до появи на поверхні прокату закотів і зморшок, а також збільшує значення дефекту "риб'ячий хвіст" Найбільш близьким до запропонованого винаходу є спосіб прокатування напівфабрикатів на обтискних і заготовочних станах, за яким заготовку деформують із дворазовим переходом від...
Попередній патент: Спосіб поверхневої обробки сталевих виробів
Наступний патент: Свердло ударно-імпульсного обeртання
Випадковий патент: Пристрій компенсації радіальних навантажень на вал радіальної аеростатичної опори