Спосіб прокатки товстих листів
Номер патенту: 79692
Опубліковано: 10.07.2007
Автори: Коновалов Юрій В'ячеславович, Юр'єв Олег Михайлович, Руденко Євген Олексійович
Формула / Реферат
Спосіб прокатки товстих листів, що включає поперечні проходи, у перших чотирьох з яких по черзі обтискають кутові ділянки сляба шляхом його задання на кут до лінії прокатки і переривання прокатки в кожному поперечному проході при вході у валки 0,45-0,55 довжини передньої по ходу прокатки бокової грані сляба, потім виконують поздовжні проходи й подальшу прокатку до одержання заданих розмірів листа, який відрізняється тим, що виконують дві пари реверсивних поперечних проходів на кожну діагональ, причому прокатку кутових ділянок у кожній парі реверсивних проходів здійснюють зі змінним зменшуваним від заданого в діапазоні 0,1...0,3 до нуля за лінійним законом відносним обтисненням, після першого проходу в кожній парі поперечних проходів транспортують сляб у розведених валках у напрямку прокатки, реверсують і здійснюють другий поперечний прохід на ту ж діагональ зі зменшуваним відносним обтисненням протилежної кутової ділянки, а потім здійснюють два поздовжніх реверсивних прогладжуючих проходи, поперечні проходи для розбивання ширини й подальшу прокатку до заданих розмірів готового листа, причому кут задання сляба визначають за формулою:
 ,
,
де ![]() - кут задання сляба;
- кут задання сляба;
![]() - відношення ширини до довжини вихідного сляба;
- відношення ширини до довжини вихідного сляба;
![]() - початкове відносне обтиснення кутових ділянок сляба;
- початкове відносне обтиснення кутових ділянок сляба;
![]() - витяжка при розбивці ширини.
- витяжка при розбивці ширини.
Текст
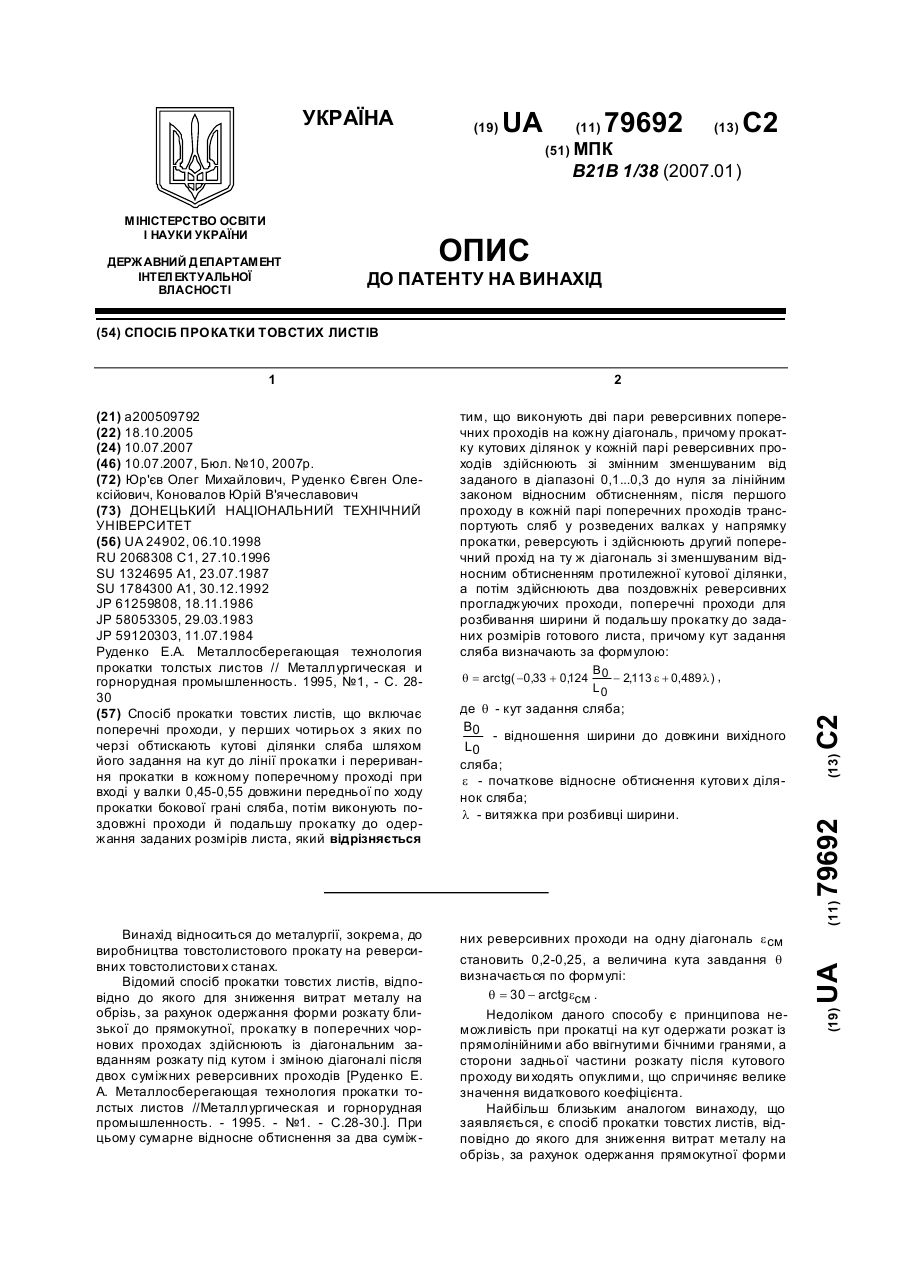
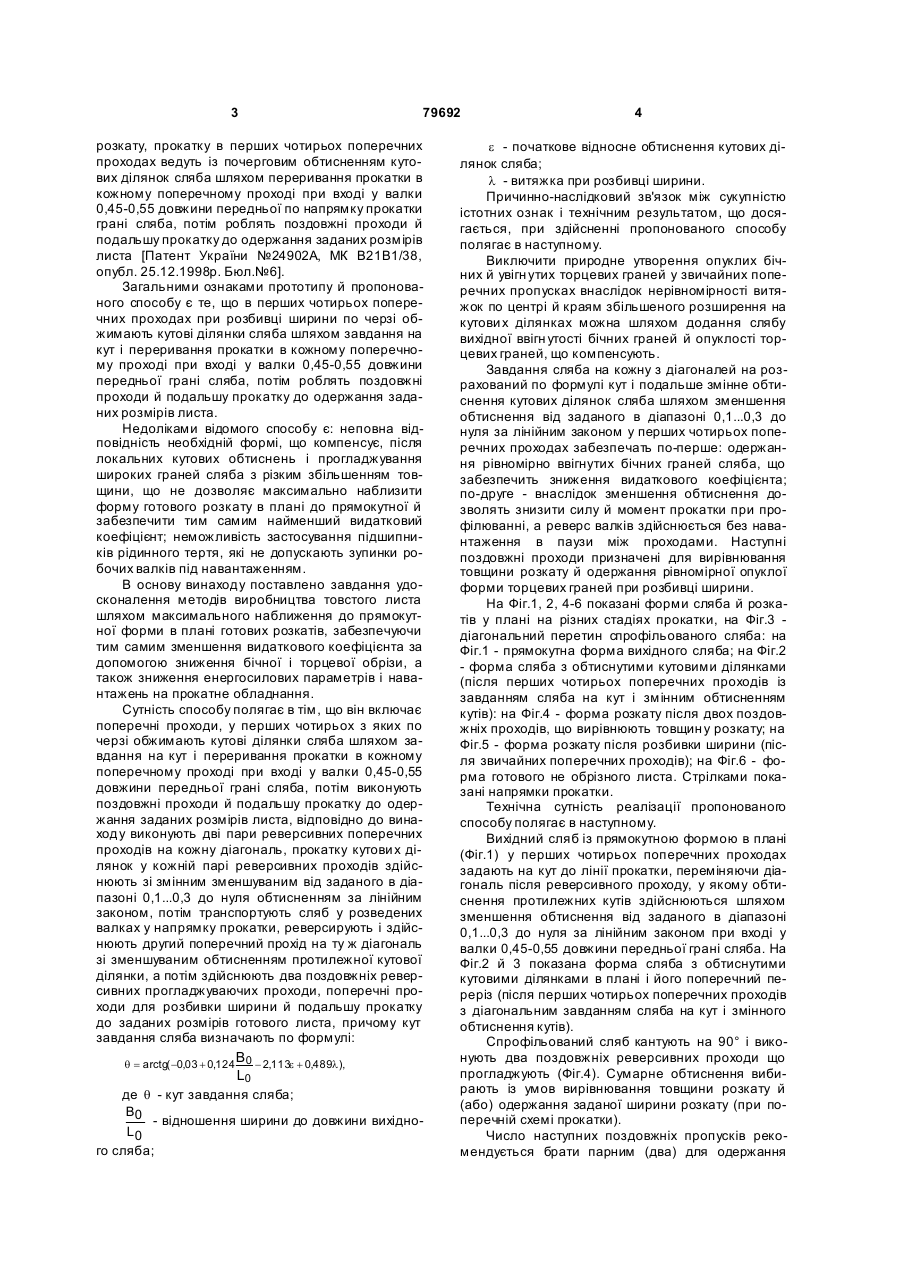
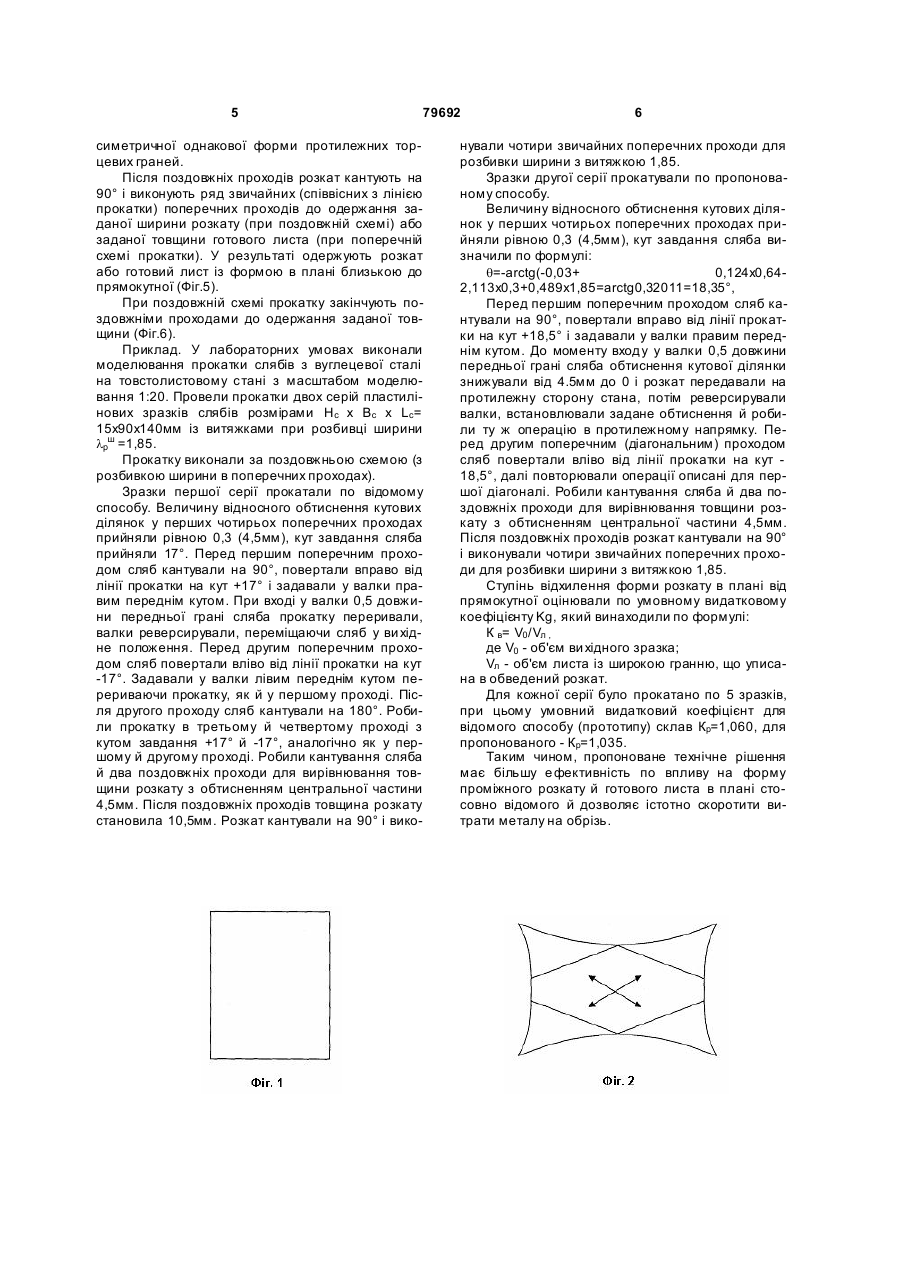
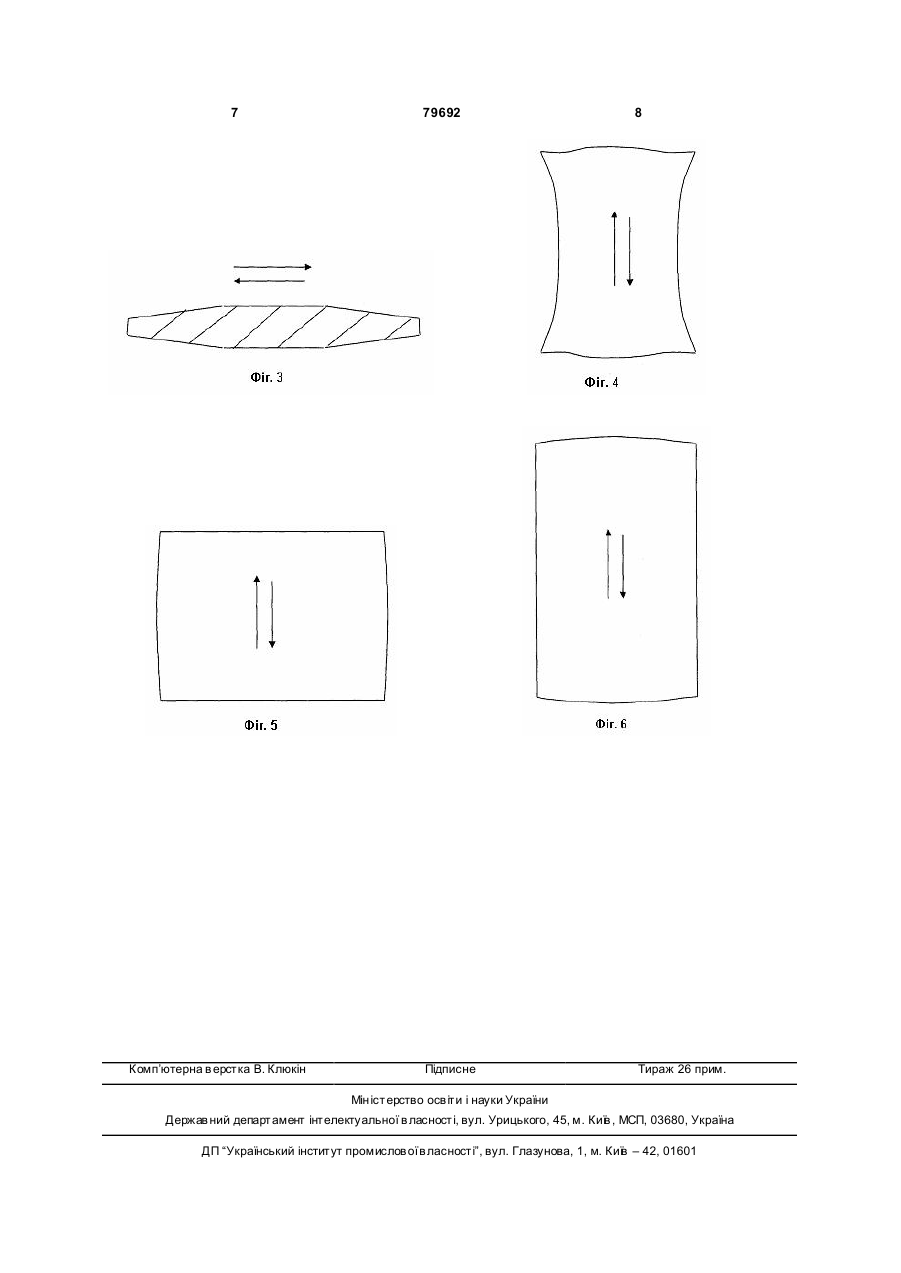
Спосіб прокатки товстих листів, що включає поперечні проходи, у перших чотирьох з яких по черзі обтискають кутові ділянки сляба шляхом його задання на кут до лінії прокатки і переривання прокатки в кожному поперечному проході при вході у валки 0,45-0,55 довжини передньої по ходу прокатки бокової грані сляба, потім виконують поздовжні проходи й подальшу прокатку до одержання заданих розмірів листа, який відрізняється тим, що виконують дві пари реверсивних поперечних проходів на кожну діагональ, причому прокатку кутових ділянок у кожній парі реверсивних проходів здійснюють зі змінним зменшуваним від заданого в діапазоні 0,1...0,3 до нуля за лінійним законом відносним обтисненням, після першого проходу в кожній парі поперечних проходів транспортують сляб у розведених валках у напрямку прокатки, реверсують і здійснюють другий поперечний прохід на ту ж діагональ зі зменшуваним відносним обтисненням протилежної кутової ділянки, а потім здійснюють два поздовжніх реверсивних прогладжуючих проходи, поперечні проходи для розбивання ширини й подальшу прокатку до заданих розмірів готового листа, причому кут задання сляба визначають за формулою: Винахід відноситься до металургії, зокрема, до виробництва товстолистового прокату на реверсивних товстолистови х станах. Відомий спосіб прокатки товстих листів, відповідно до якого для зниження витрат металу на обрізь, за рахунок одержання форми розкату близької до прямокутної, прокатку в поперечних чорнових проходах здійснюють із діагональним завданням розкату під кутом і зміною діагоналі після двох суміжних реверсивних проходів [Руденко Е. А. Металлосберегающая технология прокатки толстых листов //Металлургическая и горнорудная промышленность. - 1995. - №1. - С.28-30.]. При цьому сумарне відносне обтиснення за два суміж них реверсивних проходи на одну діагональ e см (13) (19) становить 0,2-0,25, а величина кута завдання q визначається по формулі: q = 30 - arctgeсм . Недоліком даного способу є принципова неможливість при прокатці на кут одержати розкат із прямолінійними або ввігнутими бічними гранями, а сторони задньої частини розкату після кутового проходу ви ходять опуклими, що спричиняє велике значення видаткового коефіцієнта. Найбільш близьким аналогом винаходу, що заявляється, є спосіб прокатки товстих листів, відповідно до якого для зниження витрат металу на обрізь, за рахунок одержання прямокутної форми UA (11) де q - кут задання сляба; B0 - відношення ширини до довжини вихідного L0 сляба; e - початкове відносне обтиснення кутови х ділянок сляба; l - витяжка при розбивці ширини. C2 B0 - 2,113 e + 0,489 l ) , L0 79692 q = arctg( -0,33 + 0,124 3 79692 розкату, прокатку в перших чотирьох поперечних проходах ведуть із почерговим обтисненням кутових ділянок сляба шляхом переривання прокатки в кожному поперечному проході при вході у валки 0,45-0,55 довжини передньої по напрямку прокатки грані сляба, потім роблять поздовжні проходи й подальшу прокатку до одержання заданих розмірів листа [Патент України №24902А, МК В21В1/38, опубл. 25.12.1998р. Бюл.№6]. Загальними ознаками прототипу й пропонованого способу є те, що в перших чотирьох поперечних проходах при розбивці ширини по черзі обжимають кутові ділянки сляба шляхом завдання на кут і переривання прокатки в кожному поперечному проході при вході у валки 0,45-0,55 довжини передньої грані сляба, потім роблять поздовжні проходи й подальшу прокатку до одержання заданих розмірів листа. Недоліками відомого способу є: неповна відповідність необхідній формі, що компенсує, після локальних кутових обтиснень і прогладжування широких граней сляба з різким збільшенням товщини, що не дозволяє максимально наблизити форму готового розкату в плані до прямокутної й забезпечити тим самим найменший видатковий коефіцієнт; неможливість застосування підшипників рідинного тертя, які не допускають зупинки робочих валків під навантаженням. В основу винаходу поставлено завдання удосконалення методів виробництва товстого листа шляхом максимального наближення до прямокутної форми в плані готових розкатів, забезпечуючи тим самим зменшення видаткового коефіцієнта за допомогою зниження бічної і торцевої обрізи, а також зниження енергосилових параметрів і навантажень на прокатне обладнання. Сутність способу полягає в тім, що він включає поперечні проходи, у перших чотирьох з яких по черзі обжимають кутові ділянки сляба шляхом завдання на кут і переривання прокатки в кожному поперечному проході при вході у валки 0,45-0,55 довжини передньої грані сляба, потім виконують поздовжні проходи й подальшу прокатку до одержання заданих розмірів листа, відповідно до винаходу виконують дві пари реверсивних поперечних проходів на кожну діагональ, прокатку кутови х ділянок у кожній парі реверсивних проходів здійснюють зі змінним зменшуваним від заданого в діапазоні 0,1...0,3 до нуля обтисненням за лінійним законом, потім транспортують сляб у розведених валках у напрямку прокатки, реверсирують і здійснюють другий поперечний прохід на ту ж діагональ зі зменшуваним обтисненням протилежної кутової ділянки, а потім здійснюють два поздовжніх реверсивних прогладжуваючих проходи, поперечні проходи для розбивки ширини й подальшу прокатку до заданих розмірів готового листа, причому кут завдання сляба визначають по формулі: B q = arctg( -0,03 + 0,124 0 - 2,113e + 0,489l ), L0 де q - кут завдання сляба; B0 - відношення ширини до довжини вихідноL0 го сляба; 4 e - початкове відносне обтиснення кутових ділянок сляба; l - витяжка при розбивці ширини. Причинно-наслідковий зв'язок між сукупністю істотних ознак і технічним результатом, що досягається, при здійсненні пропонованого способу полягає в наступному. Виключити природне утворення опуклих бічних й увігн утих торцевих граней у звичайних поперечних пропусках внаслідок нерівномірності витяжок по центрі й краям збільшеного розширення на кутови х ділянках можна шляхом додання слябу вихідної ввігн утості бічних граней й опуклості торцевих граней, що компенсують. Завдання сляба на кожну з діагоналей на розрахований по формулі кут і подальше змінне обтиснення кутових ділянок сляба шляхом зменшення обтиснення від заданого в діапазоні 0,1...0,3 до нуля за лінійним законом у перших чотирьох поперечних проходах забезпечать по-перше: одержання рівномірно ввігнутих бічних граней сляба, що забезпечить зниження видаткового коефіцієнта; по-друге - внаслідок зменшення обтиснення дозволять знизити силу й момент прокатки при профілюванні, а реверс валків здійснюється без навантаження в паузи між проходами. Наступні поздовжні проходи призначені для вирівнювання товщини розкату й одержання рівномірної опуклої форми торцевих граней при розбивці ширини. На Фіг.1, 2, 4-6 показані форми сляба й розкатів у плані на різних стадіях прокатки, на Фіг.3 діагональний перетин спрофільованого сляба: на Фіг.1 - прямокутна форма вихідного сляба; на Фіг.2 - форма сляба з обтиснутими кутовими ділянками (після перших чотирьох поперечних проходів із завданням сляба на кут і змінним обтисненням кутів): на Фіг.4 - форма розкату після двох поздовжніх проходів, що вирівнюють товщин у розкату; на Фіг.5 - форма розкату після розбивки ширини (після звичайних поперечних проходів); на Фіг.6 - форма готового не обрізного листа. Стрілками показані напрямки прокатки. Технічна сутність реалізації пропонованого способу полягає в наступному. Вихідний сляб із прямокутною формою в плані (Фіг.1) у перших чотирьох поперечних проходах задають на кут до лінії прокатки, переміняючи діагональ після реверсивного проходу, у якому обтиснення протилежних кутів здійснюються шляхом зменшення обтиснення від заданого в діапазоні 0,1...0,3 до нуля за лінійним законом при вході у валки 0,45-0,55 довжини передньої грані сляба. На Фіг.2 й 3 показана форма сляба з обтиснутими кутовими ділянками в плані і його поперечний переріз (після перших чотирьох поперечних проходів з діагональним завданням сляба на кут і змінного обтиснення кутів). Спрофільований сляб кантують на 90° і виконують два поздовжніх реверсивних проходи що прогладжують (Фіг.4). Сумарне обтиснення вибирають із умов вирівнювання товщини розкату й (або) одержання заданої ширини розкату (при поперечній схемі прокатки). Число наступних поздовжніх пропусків рекомендується брати парним (два) для одержання 5 79692 симетричної однакової форми протилежних торцевих граней. Після поздовжніх проходів розкат кантують на 90° і виконують ряд звичайних (співвісних з лінією прокатки) поперечних проходів до одержання заданої ширини розкату (при поздовжній схемі) або заданої товщини готового листа (при поперечній схемі прокатки). У результаті одержують розкат або готовий лист із формою в плані близькою до прямокутної (Фіг.5). При поздовжній схемі прокатку закінчують поздовжніми проходами до одержання заданої товщини (Фіг.6). Приклад. У лабораторних умовах виконали моделювання прокатки слябів з вуглецевої сталі на товстолистовому стані з масштабом моделювання 1:20. Провели прокатки двох серій пластилінових зразків слябів розмірами Hс х Вс х Lc= 15х90х140мм із витяжками при розбивці ширини lpш =1,85. Прокатку виконали за поздовжньою схемою (з розбивкою ширини в поперечних проходах). Зразки першої серії прокатали по відомому способу. Величину відносного обтиснення кутових ділянок у перших чотирьох поперечних проходах прийняли рівною 0,3 (4,5мм), кут завдання сляба прийняли 17°. Перед першим поперечним проходом сляб кантували на 90°, повертали вправо від лінії прокатки на кут +17° і задавали у валки правим переднім кутом. При вході у валки 0,5 довжини передньої грані сляба прокатку переривали, валки реверсирували, переміщаючи сляб у ви хідне положення. Перед другим поперечним проходом сляб повертали вліво від лінії прокатки на кут -17°. Задавали у валки лівим переднім кутом перериваючи прокатку, як й у першому проході. Після другого проходу сляб кантували на 180°. Робили прокатку в третьому й четвертому проході з кутом завдання +17° й -17°, аналогічно як у першому й другому проході. Робили кантування сляба й два поздовжніх проходи для вирівнювання товщини розкату з обтисненням центральної частини 4,5мм. Після поздовжніх проходів товщина розкату становила 10,5мм. Розкат кантували на 90° і вико 6 нували чотири звичайних поперечних проходи для розбивки ширини з витяжкою 1,85. Зразки другої серії прокатували по пропонованому способу. Величину відносного обтиснення кутових ділянок у перших чотирьох поперечних проходах прийняли рівною 0,3 (4,5мм), кут завдання сляба визначили по формулі: q=-arctg(-0,03+ 0,124х0,642,113х0,3+0,489х1,85=arctg0,32011=18,35°, Перед першим поперечним проходом сляб кантували на 90°, повертали вправо від лінії прокатки на кут +18,5° і задавали у валки правим переднім кутом. До моменту входу у валки 0,5 довжини передньої грані сляба обтиснення кутової ділянки знижували від 4.5мм до 0 і розкат передавали на протилежну сторону стана, потім реверсирували валки, встановлювали задане обтиснення й робили ту ж операцію в протилежному напрямку. Перед другим поперечним (діагональним) проходом сляб повертали вліво від лінії прокатки на кут 18,5°, далі повторювали операції описані для першої діагоналі. Робили кантування сляба й два поздовжніх проходи для вирівнювання товщини розкату з обтисненням центральної частини 4,5мм. Після поздовжніх проходів розкат кантували на 90° і виконували чотири звичайних поперечних проходи для розбивки ширини з витяжкою 1,85. Ступінь відхилення форми розкату в плані від прямокутної оцінювали по умовному видатковому коефіцієнту Kg, який винаходили по формулі: К в= V0 /Vл , де V0 - об'єм ви хідного зразка; Vл - об'єм листа із широкою гранню, що уписана в обведений розкат. Для кожної серії було прокатано по 5 зразків, при цьому умовний видатковий коефіцієнт для відомого способу (прототипу) склав Кр=1,060, для пропонованого - Кр=1,035. Таким чином, пропоноване технічне рішення має більшу е фективність по впливу на форму проміжного розкату й готового листа в плані стосовно відомого й дозволяє істотно скоротити витрати металу на обрізь. 7 Комп’ютерна в ерстка В. Клюкін 79692 8 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for thick sheet rolling
Автори англійськоюYuriev Oleh Mykhailovych, Rudenko Yevhen Oleksiiovych, Konovalov Yurii Viacheslavovych
Назва патенту російськоюСпособ прокатки толстых листов
Автори російськоюЮрьев Олег Михайлович, Руденко Евгений Алексеевич, Коновалов Юрий Вячеславович
МПК / Мітки
МПК: B21B 1/38
Мітки: прокатки, листів, товстих, спосіб
Код посилання
<a href="https://ua.patents.su/4-79692-sposib-prokatki-tovstikh-listiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки товстих листів</a>
Спосіб прокатки товстих листів
Номер патенту: 15118
Опубліковано: 15.06.2006
Автори: Туляков Віктор Олександрович, Коновалов Юрій В'ячеславович, Руденко Євген Олексійович, Юр'єв Олег Михайлович
МПК: B21B 1/38
Мітки: товстих, спосіб, листів, прокатки
Формула / Реферат:
Спосіб прокатки товстих листів, що включає поперечні проходи, у перших чотирьох з яких по черзі обтискають кутові ділянки сляба шляхом завдання на кут і переривання прокатки в кожному поперечному проході при вході у валки 0,45-0,55 довжини передньої грані сляба, потім роблять поздовжні проходи й наступну прокатку до одержання заданих розмірів листа, який відрізняється тим, що виконують дві пари реверсивних поперечних проходів на кожну...
Спосіб гарячої прокатки товстих листів
Номер патенту: 52991
Опубліковано: 15.03.2005
Автори: Голі-Оглу Володимир Семенович, Саркіц Ігор Генадієвич, Васєкін Андрій Валерійович, Бойко Володимир Семенович, Лямцев Василь Петрович, Климанчук Владислав Владиславович, Кашков Генадій Алимович, Шебаніц Едуард Миколайович, Радушев Олексій Олександрович, Карнаушенко Ніл Андрійович, Тарасенко Олег Станіславович, Мурашкін Олександр Вікторович, Налча Іван Борисович, Греков Ніл Сергійович
МПК: B21B 1/38
Мітки: листів, товстих, спосіб, гарячої, прокатки
Формула / Реферат:
Спосіб гарячої прокатки товстих листів, переважно на двоклітьових реверсивних станах, який включає поперечну та поздовжню прокатки у чорновій кліті та заключну прокатку в чистовій кліті, який відрізняється тим, що обтискування під час розбивання ширини при поперечному прокатуванні у чорновій кліті виконують з урахуванням мінімізації фактора форми Фh в межах Фh=0,35-0,62.
Спосіб прокатки товстих листів
Номер патенту: 24902
Опубліковано: 06.10.1998
Автори: Повар Володимир Борисович, Руденко Євген Олексійович, Коновалов Юрій В'ячеславович
МПК: B21B 1/38
Мітки: листів, товстих, прокатки, спосіб
Формула / Реферат:
Способ прокатки толстых листов, включающий поперечные проходы на угол при разбивке ширины и дальнейшую прокатку, отличающийся тем, что в четырех первых поперечных проходах на угол поочередно обжимают угловые участки сляба путем прерывания прокатки в каждом поперечном проходе при входе в валки 0,45 - 0,55 длины передней грани сляба, затем производят продольные проходы и дальнейшую прокатку до получения заданных размеров листа.
Спосіб виробництва товстих листів
Номер патенту: 597
Опубліковано: 15.12.1993
Автори: Міллєр Віктор Вікторович, Хорошілов Микола Макарович, Проценко Юрій Юрійович, Шульженко Віктор Васильович, Міронов Євген Костянтинович, Соловьйов Дмитро Володимирович
МПК: B21B 1/38
Мітки: виробництва, листів, спосіб, товстих
Формула / Реферат:
Способ производства толстых листов, включающий нагрев слитка, прокатку на обжимном стане, удаление дефектных концов заготовки, порезку на слябы, последующую горячую прокатку на листовом стане, вырезку проб для механических испытаний и порезку на мерные длины, отличающийся тем, что удаление дефектных концов концевых слябов осуществляют до появления бездефектного металла на ширине 0,5-0,7 его ширины, а вырезку проб для механических испытаний и...
Спосіб прокатування товстих листів
Номер патенту: 42504
Опубліковано: 15.10.2001
Автори: Пихтін Володимир Володимирович, Самохвал Володимир Михайлович, Несвіт Володимир Васильович, Максименко Олег Павлович, Салацинський Едуард Стефанович
МПК: B21B 1/22
Мітки: товстих, листів, прокатування, спосіб
Формула / Реферат:
Спосіб прокатування товстих листів, що включає нагрівання слябів, прокатування їх за декілька проходів в чорновій реверсивній кліті та прокатування за один прохід в чистовій кліті дуо з одним привідним валком, який розкручують перед задачею розкату в кліть, який відрізняється тим, що розкручування непривідного валка здійснюють за рахунок попереднього профілювання робочої ділянки його бочки на величину
Попередній патент: Пристрій для рефлексотерапії
Наступний патент: 2,5-біс(форміламіно)-1,4-біс(бензолсульфоніламідо)бензол як антивуалент проявного розчину галогенсрібних фотографічних матеріалів
Випадковий патент: Фіточай "нормалізуючий сон"