Спосіб одержання спряжених пар робочих деталей розділових штампів
Номер патенту: 35351
Опубліковано: 15.03.2001
Автори: Носуленко Віктор Іванович, Гросул Ігор Анатолійович, Чумаченко Ольга Сергіївна
Формула / Реферат
Спосіб одержання спряжених пар робочих деталей розділових штампів, коли пуансон-інструмент і проміжний пуансон-електрод виготовляють методом зворотного копіювання із застосуванням первинного пластинчастого електрода, а матрицю отримують методом прямого копіювання проміжним електродом-інструментом, забезпечуючи необхідний штампувальний зазор між пуансоном і матрицею, який відрізняється тим, що. використовуючи факт зносу пластинчастого електрода, отримують безступеневий пуансон змінного по довжині поперечного перерізу, з якого одержують пуансон-інструмент та пуансон-електрод, виконавчі розміри якого визначаються як сума відповідних розмірів пуансона-інструмента та величини, яка являє собою різницю штампувального та міжелектродного зазорів.
Текст
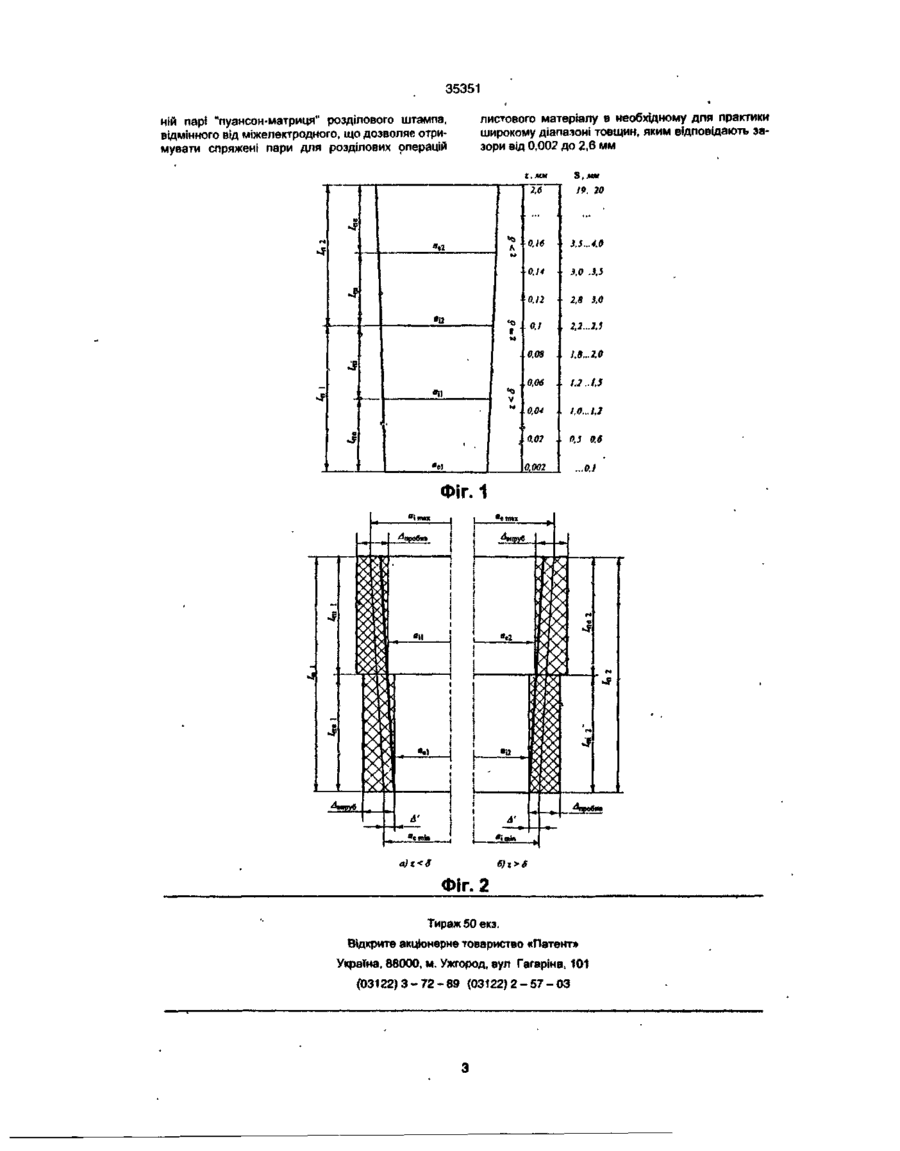
Спосіб одержання спряжених пар робочих деталей розділових штампів коли пуансон-інструмент і проміжний пуансон-електрод виготовляють методом зворотного копіювання із застосуванням первинного пластинчастого електрода, а матрицю отримують методом прямого копіювання проміжним електродом-інструмеитом, забезпечуючи необхідний штампувальний зазор між пуансоном і матрицею який відрізняється тим що використовуючи факт зносу пластинчастого електрода отримують бечступеневий пуансон змінного по довжині поперечного перерізу, з якого одержують пуансончнструмент та пуансон-електрод виконавчі розміри якого визначаються як сума ВІДПОВІДНИХ розмірів пуансона-інструмента та величини, яка являє собою різницю штампувального та міжелектродного зазорів Винахід відноситься до області електрофізичної обробки металів, а більш точно до способів електроерозійної обробки струмопровідних матеріалів t, перш за все металів і сплавів має використовуватись в інструментальному виробництві Відомим є спосіб електроерозійного отримання спряженої пари "пуансон-матриця" для вирубання та пробивання листового металу [Фотеев Н К Технология эпектроэрозионной обработки М Машиностроение 1900, с 137], згідно якого пуансон та проміжний електрод-інструмент обробляють способом зворотного копіювання первинним пластинчастим електродом Потім проміжним електродом-інсгрументом способом прямого копіювання обробляють матрицю В результаті між матрицею і пуансоном утворюється рівномірний зазор фіксованої величини Проте цей спосіб згідно того як він описаний в зазначеній роботі має ряд обмежень і, перш за все, не дозволяє отримати зазор у спряженій парі "пуансон-матриця" розділового штампа, ВІДМІННИЙ ВІД міжелектродного, через що неможливо використати даний спосіб при виготовленні спряжених пар "пуансон-матриця" для вирубання і пробивання листового металу в необхідному для практики широкому діапазоні товщин яким відповідають зазори від 0,002 до 2,6 мм В основу винаходу поставлено задачу розширення меж раціонального застосування та підвищення економічної ефективності способу отримання спряжених пар "пуансон-мэтриця" розділо вих штампів, розширення його технологічних можливостей шляхом одержання спряжених пар "пуансон-матриця" розділових штампів, коли пуансон-інструмент 1 проміжний пуансон-електрод виготовляють методом зворотного копіювання із застосуванням первинного пластинчастого електрода а матрицю отримують методом прямого копіювання проміжним пуансоном-електродом, забезпечуючі* необхідний штампувальний чазор між пуансоном і матрицею При цьому використовуючи факт зносу ппастинчастого електрода отримують безступеневий пуансон змінного по довжин» поперечного перерізу з якого одержують пуансон інструмент та пуансон-електрод, виконавчі розміри якого визначаються як сума ВІДПОВІДНИХ розмірів пуансона-інструмента та величини, яка являє собою різницю штампувального та міжелектродного зазорів Таке технічне рішення дозволяє забезпечити одержання будь-якого необхідного рівномірного зазора у спряженій парі "пуансон-матриця" розділового штампа Застосовуючи один первинний епектрод-пластину при потребі виготовляють комплекти пуансонів-інструментів. пуансонівелектродів і матриць, повністю використовуючи поле допуску на виготовлення деталі, здешевлюючи робочий інструмент і отримуючи бшьшу КІЛЬКІСТЬ деталей до його повного зносу Надалі винахід пояснюється кресленнями, на яких фіг 1 - принципова схема одержання безступеневого пуансона з розташуванням пуансонів (22)28 09 1999 (24) 15 03 2001 (46) 15 03 2001, Бюл № 2, 2001 р (72) Носуленко Віктор Іванович, Гросул Ігор Анатолійович, Чумаченко Ольга Сергіївна (73) КІРОВОГРАДСЬКИЙ ДЕРЖАВНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ ю со ю со а? 35351 інструментів і проміжних пуансонів електродів, ВІДПОВІДНО до отримуваних зазорів у спряженій парі "пуансон-матриця" на яку накладається шкала "Товщина матеріалу S - Зазор z", фіг 2 - схеми розташування полів допусків на виготовлення Інструменту при вирубанні і пробиванні, коли зазор в спряженій парі менший міжелектродного (а) і більший міжелектродного (б) Відзначимо, що в реальності величина міжег лектродного зазора, зміна роз 'пів поперечного перерізу інструментів та розміри , ю/нв допусків на виконавчі розміри робочою інструменту помітно менші, ніж приведено на фігурах Спосіб одержання спряжених пар робочих деталей розділових штампів згідно винаходу полягає в тому, що використовуючи факт зносу пластинчастого електрода, отримують безступеневий пуансон змінного по довжині поперечного перерізу, з якого одержують пуансон-інструмеит та пуансон-електрод виконавчі розміри якого визначаються як сума ВІДПОВІДНИХ розмірів пузнсона-інструмента та величини, яка являє собою різницю штампувального та міжелектродного зазорів і таким чином виконавчі розміри пуансона-електрода (ав) та пуансона-жструмента (а,) зв'язані між собою формулою a e = at +(z-5), (1) де z - односторонній зазпр поміж пуансоном і матрицею, мм, 5 - односторонній міжелектродний зазор, мм При цьому для отримання зазора в межах 0.002 0,1 мм, що звичайно менше від міжелектродного, безступеневий пуансон має довжину І_пі (див фіг 1), а пуансон-інструмент і пуансон-електрод мають довжини ВІДПОВІДНО Lm і Lnei Для отримання зазора більшого від міжелектродного, тобто в межах 0 1 2,6 мм, безступеневий пуансон має довжину І_п2 (див фіг 1), а пуансон-інструмент і пуансон-електрод мають довжини ВІДПОВІДНО І_П)2 І Безступеневии пуансон має уклон, який характеризується співвідношенням Ч« =(Z-6)/U 2 • (2) Довжина пуансона-інструмента визначається кресленням штампа Довжина пуансона-електрода визначається його зносом при отриманні робочого пояска матриці висотою п м і складає (1 2)п„ Величина Ч* визначається зносом пластинчатого електрода, є керованою і коливається в межах 0 005 0,012 мм/мм, що дозволяє отримати безступеневий пуансон визначених розмірів Наведемо приклад, зпдно винаходу, до реалізацгї способа та розрахунку виконавчих розмірів пуансона інструмента, пуансона-електрода, матриці і графітового пластинчатого електрода Вихідні дані креслення деталі (номінальні розміри елементів І_н, товщина заготовки S), точність виготовлення деталі (величина поля допуска Д, що залежить від розміру штампованого елемента) Розрахунок виконують в такій послідовності Визначають довжини пуансонів та довжину заготовки під безступеневий пуансон U * U. + U» (3) 1 Регулюючи Ч , отримують потрібну кількість комплектів пуансонів-інструментів і пуансонівепектродів Виходячи з креслення деталі, залежно від Г / товщини S визначають величину зазора z і, порівнюючи z із 5 обирають подальшу схему розрахунків, розрізняючи операції вирубування та пробивання оскільки від типу розділової операції залежить схема розташування полів допусків Розглянемо надалі це на прикладі схеми вирубування Визначають поперечні розміри інструментів Визначають розміри матриці а м [Справочник конструктора штампов Листовая штамповка/ Под общей редакцией Рудмана Л И - М Машиностроение, 1988, с 631 Визначають розміри пуансона-електрода a e = а„ - 25 (4) Визначають розмір пуансона-інструмента (див вираз (1)) Визначають розрахунковий уклон (фіг 2), виходячи з умови коли z б , то Ч'р = (автя>< - ав)/2І_пв, (6) де а в max - максимальний поперечний розмір безступеневого пуансона, визначається за формулою a e max = Lne Коливання поперечного розміру безступеневого пуансона обмежене величиною поля допуска на виготовлення деталі Д Тому доцільно ввести поняття допустимого уклона [ Ч/д ] Допустимий уклон визначають за формулою (8) Визначають початковий розмір безступеневого пуансона При Н'рЦЧ'л] коли z 6, то amin = аі (11) При Ч / р
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing mating couples of working parts of shearing dies
Автори англійськоюNosulenko Viktor Ivanovych, Hrosul Ihor Anatoliiovych, Chumachenko Olha Serhiivna
Назва патенту російськоюСпособ получения сопряженных пар рабочих деталей разделительных штампов
Автори російськоюНосуленко Виктор Иванович, Гросул Игорь Анатольевич, Чумаченко Ольга Сергеевна
МПК / Мітки
Мітки: розділових, деталей, пар, робочих, спряжених, одержання, штампів, спосіб
Код посилання
<a href="https://ua.patents.su/4-35351-sposib-oderzhannya-spryazhenikh-par-robochikh-detalejj-rozdilovikh-shtampiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання спряжених пар робочих деталей розділових штампів</a>
Пристрій для одержання деталей машин заданої якості робочих поверхонь
Номер патенту: 27562
Опубліковано: 15.09.2000
Автори: Трифонова Ольга Пилипівна, Костогриз Олександр Петрович, Орлов Володимир Іванович
МПК: B22D 15/00, B22D 27/08
Мітки: одержання, машин, пристрій, якості, деталей, робочих, заданої, поверхонь
Текст:
...Бюл № 4 , 2000 р (72) Костогриз Олександр Петрович, Орлов Воло димир Іванович, Трифонова Ольга Пилипівна (73) Відкрите акціонерне товариство "Південний електромашинобудівний завод" (56) Авторское свиде тельство СССР № 973233, 1982. смО 27562 на проникновение акустических потоков в пограничный слой расплавленного металла, но уже на участке с ограниченными размерами, определенными конструктивными исполнением предлагаемого устройства , т е...
Спосіб одержання зносостійкого шару на робочих поверхнях торцевих ущільнень валів, що обертаються
Номер патенту: 11126
Опубліковано: 25.12.1996
Автори: Грискіна Наталія Юхимівна, Гребень Андрій Маркович, Аспідов Віктор Іванович, Плужник Юрій Федорович, Грискін Юхим Наумович
Мітки: торцевих, валів, одержання, шару, зносостійкого, обертаються, поверхнях, ущільнень, спосіб, робочих
Формула / Реферат:
(57) 1. Способ получения износостойкого слоя на рабочих поверхностях торцевых уплотнений вращающихся валов, включающий выполнение на их торце кольцевых каналов, заполнение их порошком релита, его прессование и пропитку медесодержащим материалом при нагреве в нейтральной атмосфере, отличающийся тем, что в качестве медесодержащего материала используют медиофосфористый припой с температурой плавления, не превышающей температуру плавления...
Спосіб одержання пористих деталей з металевих волокон
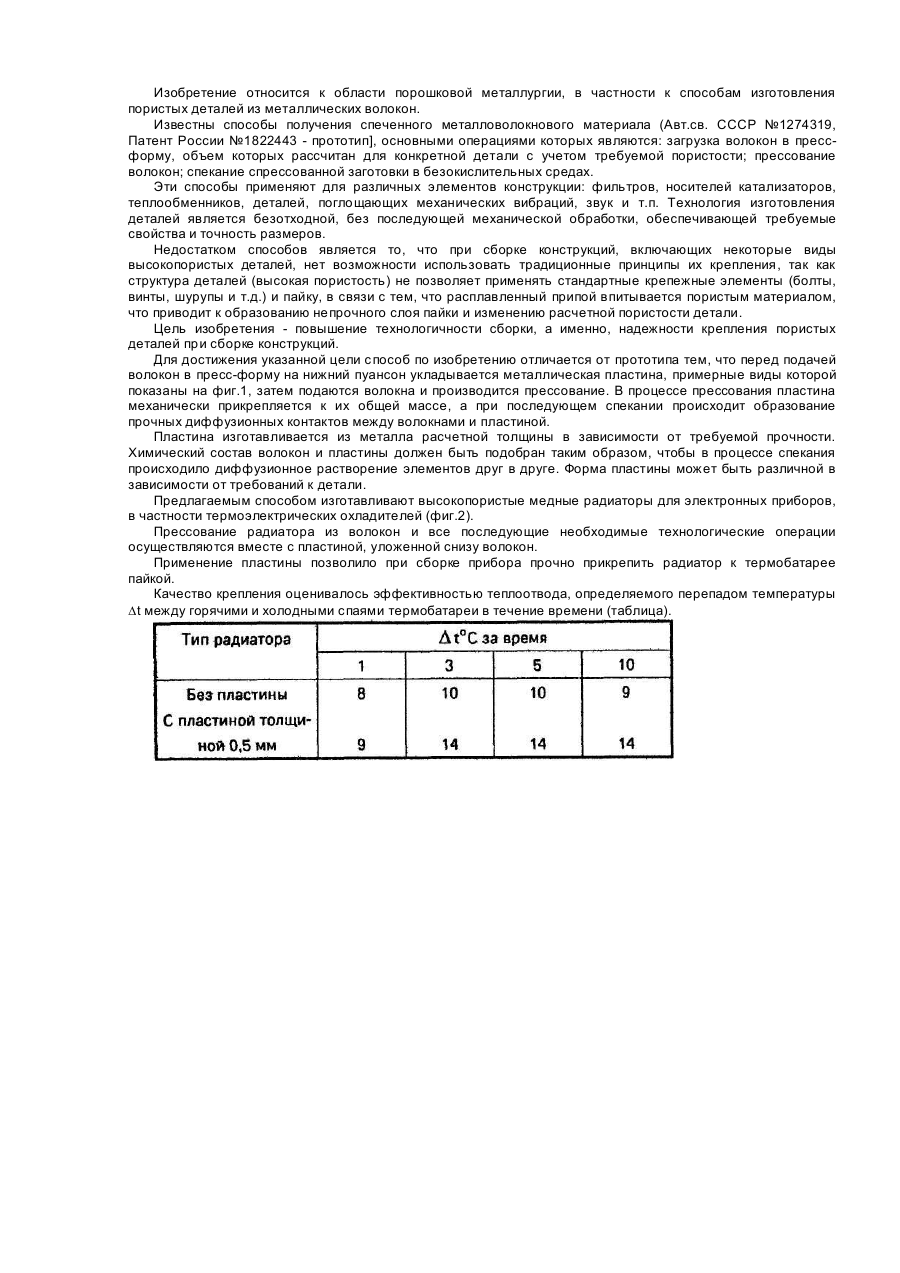
Номер патенту: 19517
Опубліковано: 25.12.1997
Автори: Сало Володимир Іванович, Кожем'якін Генадій Миколаєвич, Карташова Людмила Іванівна, Ларін Віктор Валєрієвіч , RU
Мітки: пористих, спосіб, одержання, деталей, волокон, металевих
Формула / Реферат:
Способ получения пористых деталей из металлических волокон, включающий подачу волокон в пресс-форму, их прессование й спекание, отличающийся тем, что прессование и спекание волокон осуществляют совместно с одной или более пластинами, каждая из которых находится в контакте с волокнами.
Спосіб наплавки штампів
Номер патенту: 16
Опубліковано: 30.04.1993
Автори: Кузьменко Олег Генадійович, Овчинникова Тамара Хабібуловна, Шевченко Микола Павлович, Підберезський Володимир Семенович, Носатов Валерій Олександрович, Гладкий Петро Васильович
МПК: B22D 19/06
Мітки: штампів, спосіб, наплавки
Формула / Реферат:
Способ наплавки штампов, включающий подплавление поверхности заготовки с использованием нерасходуемых электродов, подачу присадочного металла в виде мелких частиц их расплавление и последующую кристаллизацию наплавленного слоя с электрошлаковым обогревом, отличающийся тем, что, с целью улучшения качества наплавленного металла в зоне соединения, уменьшения его перемешивания с основным металлом заготовки, а также повышения...
Шторковий озонатор
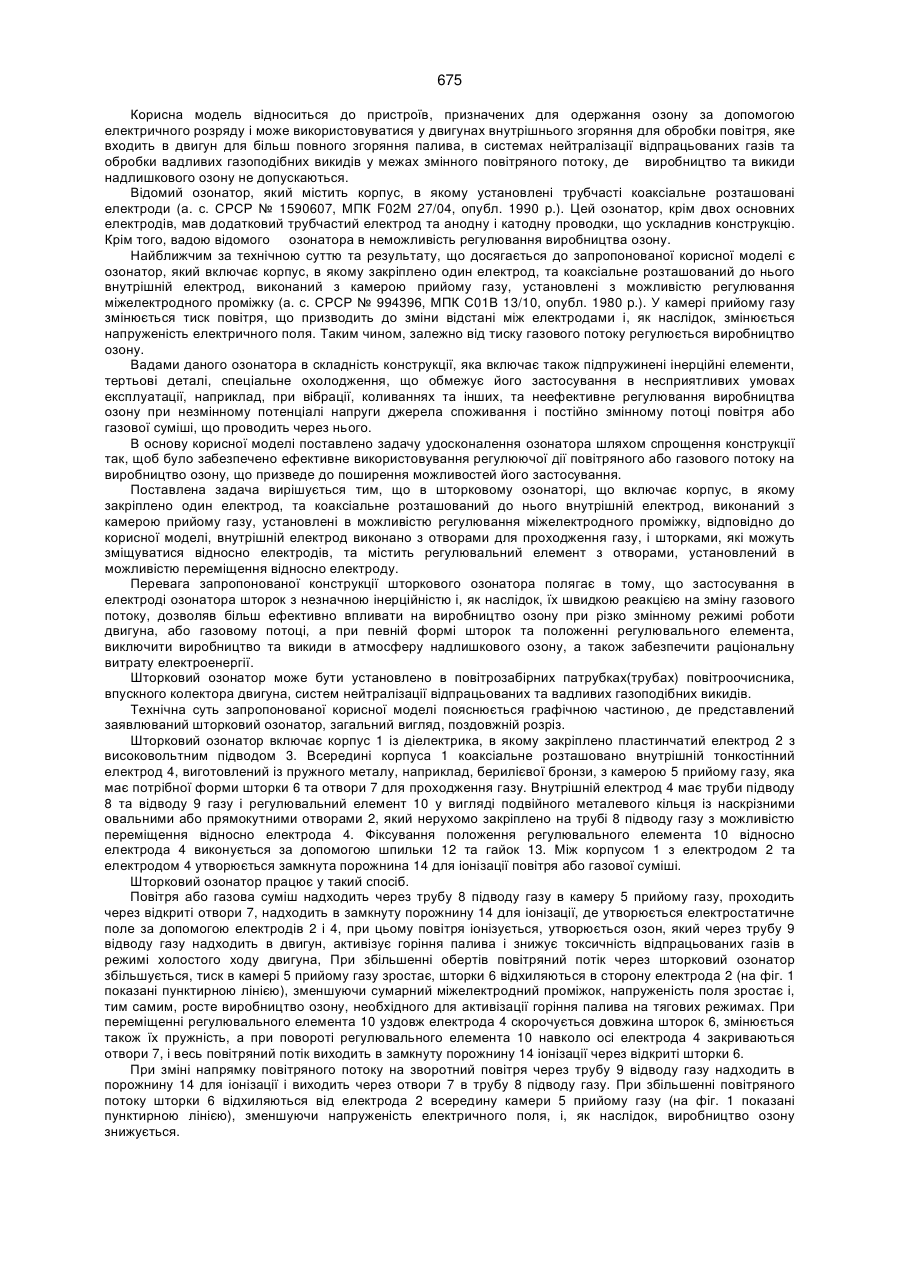
Номер патенту: 675
Опубліковано: 16.10.2000
Автор: Руденко Анатолій Юрійович
МПК: F02M 27/00, C01B 13/11, C01B 13/10
Формула / Реферат:
Шторковий озонатор, що включає корпус, в якому закріплено один електрод, та коаксіально розташований до нього внутрішній електрод, виконаний з камерою прийому газу, установлені з можливістю регулювання міжелектродного проміжку, який відрізняється тим, що внутрішній електрод виконано з отворами для проходження газу і шторками, які можуть зміщуватися відносно електродів, та містить регулювальний елемент з отворами, установлений з можливістю...
Попередній патент: Спосіб одержання живильного середовища для вирощування посівного міцелію істівних грибів
Наступний патент: Привод подачі
Випадковий патент: Пристрій для моделювання у vissim comm перетворювачів гильберта