Спосіб нанесення покриттів на тонкостінні циліндричні деталі

Формула / Реферат
Способ нанесения покрытия на тонкостенные цилиндрические детали, включающий их захват и окунание в технологическую жидкость, отличающийся тем, что детали размещают снизу опорных поверхностей эахватно-транспортиого устройства, подают в зазор между ними сжатый воздух, создают воздушную подушку и отталкивающую силу, действующую в направлении силы тяжести, воздействуют на деталь бегущими навстречу друг другу магнитными полями, направляемыми по касательной к ее наружной поверхности и поджимающими деталь к опорным поверхностям, а также магнитным полем, которое перемещают вдоль опорных поверхностей, при этом создают неравенство между величинами действующих по касательной магнитных полей и вращают деталь вокруг своей оси.
Текст
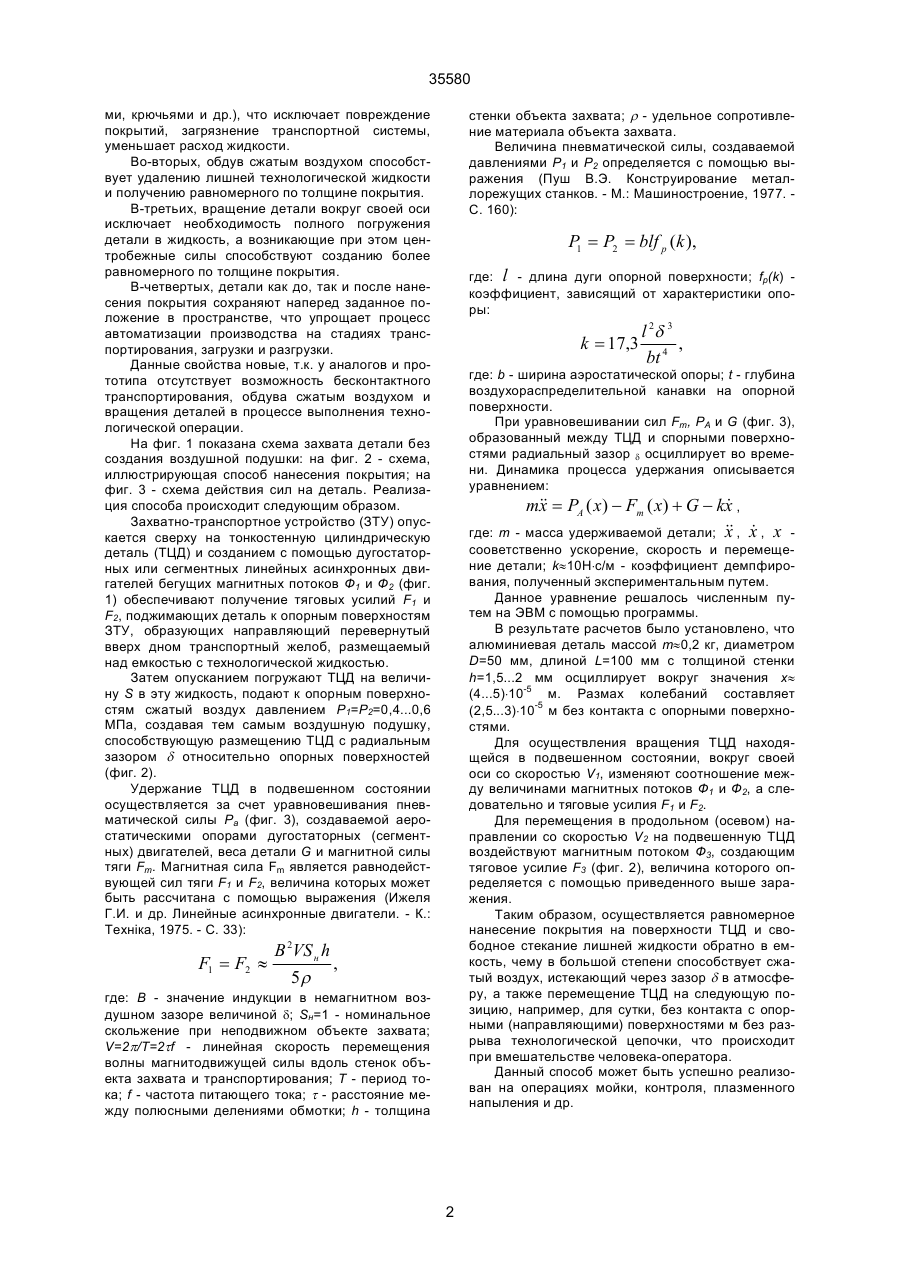
Способ нанесения покрытия на тонкостенные цилиндрические детали, включающий их захват и окунание в технологическую жидкость, отличающийся тем, что детали размещают снизу опорных поверхностей захватно-транспортного устройства, 35580 стенки объекта захвата; r - удельное сопротивление материала объекта захвата. Величина пневматической силы, создаваемой давлениями Р1 и P2 определяется с помощью выражения (Пуш В.Э. Конструирование металлорежущих станков. - М.: Машиностроение, 1977. С. 160): ми, крючьями и др.), что исключает повреждение покрытий, загрязнение транспортной системы, уменьшает расход жидкости. Во-вторых, обдув сжатым воздухом способствует удалению лишней технологической жидкости и получению равномерного по толщине покрытия. В-третьих, вращение детали вокруг своей оси исключает необходимость полного погружения детали в жидкость, а возникающие при этом центробежные силы способствуют созданию более равномерного по толщине покрытия. В-четвертых, детали как до, так и после нанесения покрытия сохраняют наперед заданное положение в пространстве, что упрощает процесс автоматизации производства на стадиях транспортирования, загрузки и разгрузки. Данные свойства новые, т.к. у аналогов и прототипа отсутствует возможность бесконтактного транспортирования, обдува сжатым воздухом и вращения деталей в процессе выполнения технологической операции. На фиг. 1 показана схема захвата детали без создания воздушной подушки: на фиг. 2 - схема, иллюстрирующая способ нанесения покрытия; на фиг. 3 - схема действия cил на деталь. Реализация способа происходит следующим образом. Захватно-транспортное устройство (ЗТУ) опускается сверху на тонкостенную цилиндрическую деталь (ТЦД) и созданием с помощью дугостаторных или сегментных линейных асинхронных двигателей бегущих магнитных потоков Ф1 и Ф2 (фиг. 1) обеспечивают получение тяговых усилий F1 и F2, поджимающих деталь к опорным поверхностям ЗТУ, образующих направляющий перевернутый вверх дном транспортный желоб, размещаемый над емкостью с технологической жидкостью. Затем опусканием погружают ТЦД на величину S в эту жидкость, подают к опорным поверхностям сжатый воздух давлением Р1=Р2=0,4...0,6 МПа, создавая тем самым воздушную подушку, способствующую размещению ТЦД с радиальным зазором d относительно опорных поверхностей (фиг. 2). Удержание ТЦД в подвешенном состоянии осуществляется за счет уравновешивания пневматической силы Ра (фиг. 3), создаваемой аеростатическими опорами дугостаторных (сегментных) двигателей, веса детали G и магнитной силы тяги Fm. Магнитная сила Fm является равнодействующей сил тяги F1 и F2, величина которых может быть рассчитана с помощью выражения (Ижеля Г.И. и др. Линейные асинхронные двигатели. - К.: Техніка, 1975. - С. 33): P1 = P2 = blf p (k ), где: l - длина дуги опорной поверхности; fp(k) коэффициент, зависящий от характеристики опоры: k = 17,3 l 2d 3 , bt 4 где: b - ширина аэростатической опоры; t - глубина воздухораспределительной канавки на опорной поверхности. При уравновешивании сил Fm , PA и G (фиг. 3), образованный мeжду ТЦД и спорными поверхностями радиальный зазор d осциллирует во времени. Динамика процесса удержания описывается уравнением: & m&& = PA ( x) - Fm ( x) + G - kx , x m - масса удерживаемой детали; && , x , x x & где: сооветственно ускорение, скорость и перемещение детали; k»10H×c/м - коэффициент демпфирования, полученный экспериментальным путем. Данное уравнение решалось численным путем на ЭВМ с помощью программы. В результате расчетов было установлено, что алюминиевая деталь массой m»0,2 кг, диаметром D=50 мм, длиной L=100 мм с толщиной стенки h=1,5...2 мм осциллирует вокруг значения x» (4...5)×10-5 м. Размах колебаний составляет (2,5...3)×10-5 м без контакта с опорными поверхностями. Для осуществления вращения ТЦД находящейся в подвешенном состоянии, вокруг своей оси со скоростью V1, изменяют соотношение между величинами магнитных потоков Ф1 и Ф2, а следовательно и тяговые усилия F1 и F2. Для перемещения в продольном (осевом) направлении со скоростью V2 на подвешенную ТЦД воздействуют магнитным потоком Ф3, создающим тяговое усилие F3 (фиг. 2), величина которого определяется с помощью приведенного выше заражения. Таким образом, осуществляется равномерное нанесение покрытия на поверхности ТЦД и свободное стекание лишней жидкости обратно в емкость, чему в большой степени способствует сжатый воздух, истекающий через зазор d в атмосферу, а также перемещение ТЦД на следующую позицию, например, для сутки, без контакта с опорными (направляющими) поверхностями м без разрыва технологической цепочки, что происходит при вмешательстве человека-оператора. Данный способ может быть успешно реализован на операциях мойки, контроля, плазменного напыления и др. B 2VS н h F1 = F2 » , 5r где: B - значение индукции в немагнитном воздушном зазоре величиной d; Sн=1 - номинальное скольжение при неподвижном объекте захвата; V=2p/T=2tf - линейная скорость перемещения волны магнитодвижущей силы вдоль стенок объекта захвата и транспортирования; Т - период тока; f - частота питающего тока; t - расстояние между полюсными делениями обмотки; h - толщина 2 35580 Фиг. 1 Фиг. 2 3 35580 Фиг. 3 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of application of coating on thin-walled cylindrical components
Автори англійськоюPashkov Yevhen Valentynovych
Назва патенту російськоюСпособ нанесения покрытий на тонкостенные цилиндрические детали
Автори російськоюПашков Евгений Валентинович
МПК / Мітки
Мітки: тонкостінні, нанесення, деталі, циліндричні, покриттів, спосіб
Код посилання
<a href="https://ua.patents.su/4-35580-sposib-nanesennya-pokrittiv-na-tonkostinni-cilindrichni-detali.html" target="_blank" rel="follow" title="База патентів України">Спосіб нанесення покриттів на тонкостінні циліндричні деталі</a>
Спосіб нанесення покриттів з металевих порошків на внутрішні поверхні деталей
Номер патенту: 25516
Опубліковано: 30.10.1998
Автори: Сазанський Роман Євстафійович, Лещинський Вольф Михайлович, Харламов Юрій Олександрович, Шевченко Олександр Володимирович, Бояршина Людмила Олександрівна
Мітки: спосіб, металевих, порошків, покриттів, внутрішні, поверхні, деталей, нанесення
Формула / Реферат:
Способ нанесения покрытий из металлических порошков на внутренние поверхности деталей, включающий размещение технологической втулки в полости детали, использование порошков твердых сплавов для упрочнения внутренней полости детали, нагрев до температуры спекания и спекание, отличающийся тем, что покрытие напыляют на наружную поверхность технологической втулки, которая после напыления запрессовывают с натягом в полость детали, нагревают до...
Спосіб локального нанесення покриттів у вакуумі
Номер патенту: 15582
Опубліковано: 30.06.1997
Автор: Каплунов Сергій Геннадійович
МПК: C23C 14/24
Мітки: спосіб, локального, покриттів, нанесення, вакуумі
Формула / Реферат:
(57) Способ локального нанесения покрытий в вакууме, основанный на наложении вакуумной камеры на участок обрабатываемого изделия и распылении материала ионной бомбардировкой, отличающийся тем, что после наложения вакуумной камеры с противоположной стороны изделия устанавливают дополнительную вакуумную камеру осесимметрично первой, после чего проводят одновременное вакуумирование замкнутых объемов, а после распыления материала покрытия...
Спосіб нанесення несуцільних зносостійких покриттів
Номер патенту: 11269
Опубліковано: 25.12.1996
Автор: Андреєв Сергій Антонович
МПК: C23C 14/32
Мітки: несуцільних, зносостійких, нанесення, покриттів, спосіб
Текст:
...технологии. После нанесения твердой сетки основы остатки графитового порошка удаляются. Затем полости сетки заполняются пластическим металлом, например, хромом по известной технологии. 20 Сравнительные испытания показали значительное повышение стойкости рабочих поверхностей, покрытых по данному способу Испытания проводились при нанесении покрытий на быстрорежущий и твер- 25 досплавный инструмент, детали штамповой оснастки и детали...
Пристрій для нанесення покриттів у віброзавислому шарі
Номер патенту: 9929
Опубліковано: 30.09.1996
Автори: П'ятихін Леонід Ілларіонович, Грехньов Віктор Миколайович, Петренко Олександр Васильович
МПК: B05C 19/00
Мітки: нанесення, шарі, покриттів, віброзавислому, пристрій
Формула / Реферат:
(57) Устройство для нанесения покрытий в вибровзвешенном слое содержащее камеру псевдоожижения с упругой подвеской, выполненной в виде гиперболоидного торсиона, и вибратор, отличающееся тем, что внутри камеры псевдоожижения на ее дне установлен фрикционный диск с укрепленным на нем импеллером.
Спосіб нанесення цинкового покриття на дрібні сталеві деталі складного профілю
Номер патенту: 12896
Опубліковано: 28.02.1997
Автори: Проскуркін Євген Васильович, Якимяк Володимир Михайлович, Гладуш Василь Макарович, Хаустов Георгій Йосипович, Вавілін Олександр Сергійович, Мітніков Ілля Юхимович, Канов Генадій Лаврентійович, Зехов Сергій Васильович
МПК: C23C 2/06
Мітки: сталеві, спосіб, деталі, цинкового, складного, покриття, дрібні, профілю, нанесення
Формула / Реферат:
Способ нанесения цинкового покрытия на мелкие стальные детали сложного профиля, включающий погружение в расплав деталей с предварительно подготовленной поверхностью при помощи перфорированного контейнера, последующую выдержку деталей в расплаве, извлечение из него и удаление излишков цинка с деталей при обеспечении непрерывного вращения контейнера в течение всего процесса нанесения покрытия, отличающийся тем, что на контейнер с деталями...
Попередній патент: Робочий орган відцентрової дробарки
Наступний патент: Розсів для сортування продуктів здрібнення зерна
Випадковий патент: Матеріал, що не забруднюється (варіанти), його застосування, спосіб його одержання та скло, що містить такий матеріал