Спосіб одностороннього зварювання

Формула / Реферат
Спосіб одностороннього зварювання, при якому формування кореня шва здійснюють на повзуні, що пересувається вздовж стику із швидкістю зварювання, який відрізняється тим, що за допомогою повзуна додатково провадять коливальні пересування у напрямку, перпендикулярному лінії зварювання.
Текст
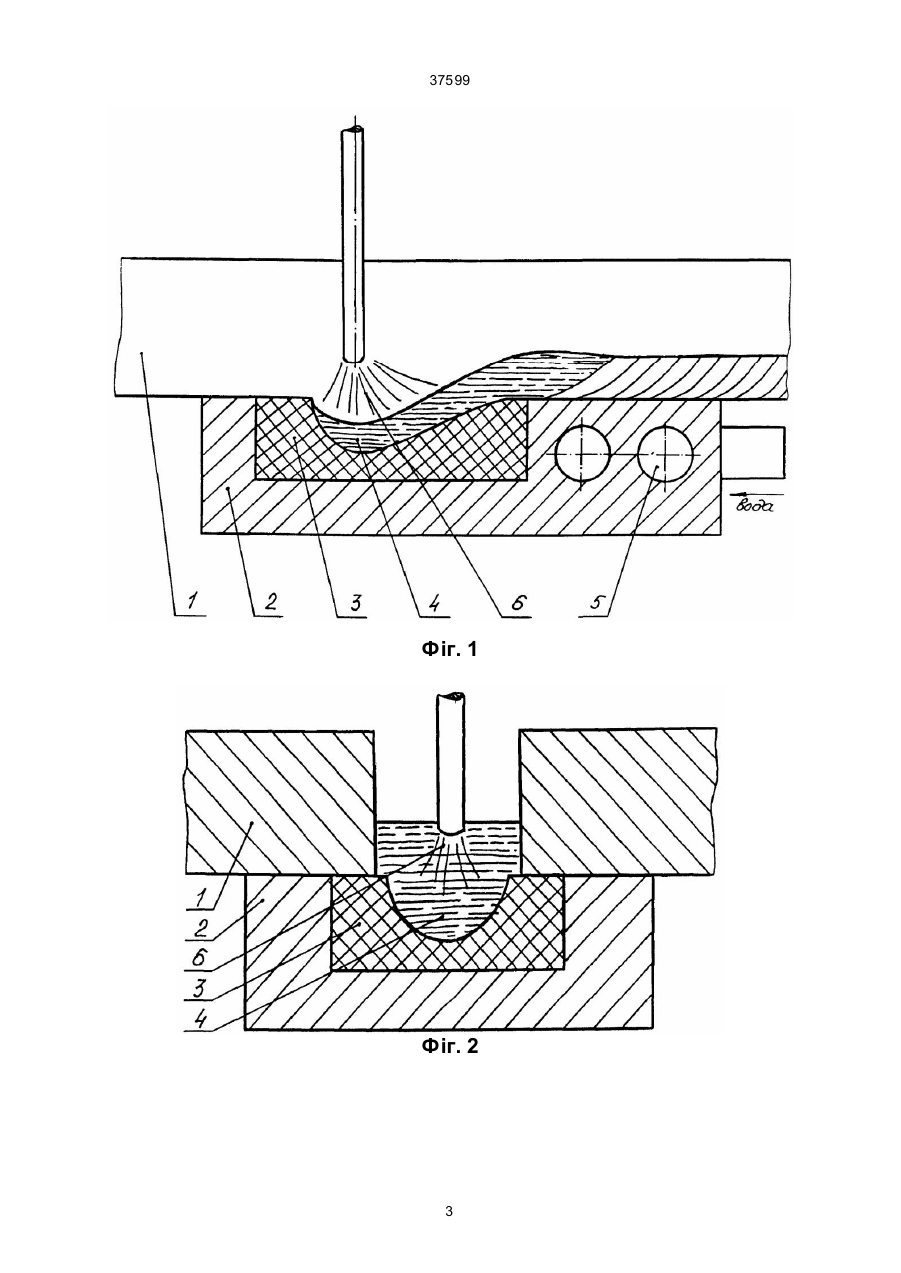
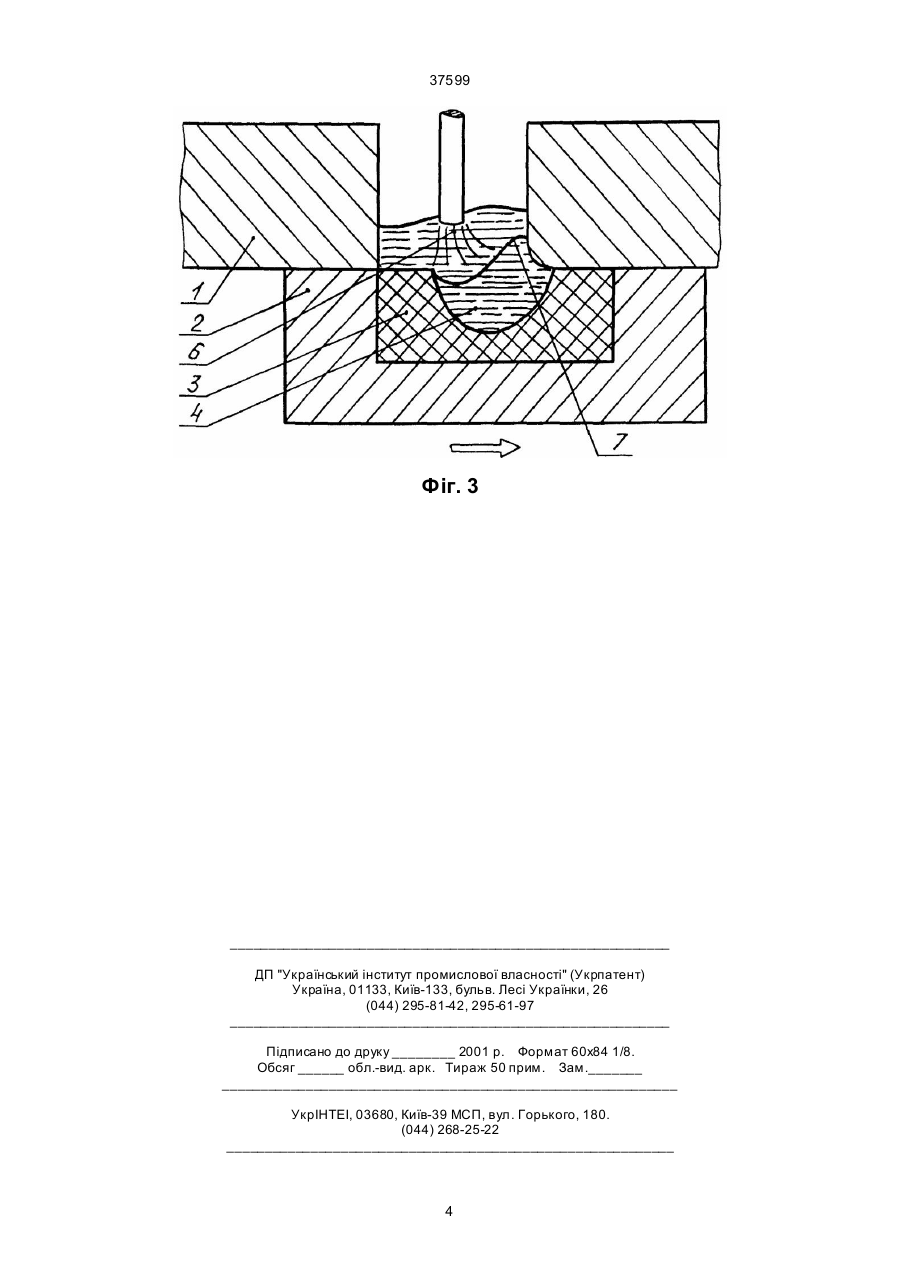
Спосіб одностороннього зварювання, при якому формування кореня шва здійснюють на повзуні, що пересувається вздовж стику із швидкістю зварювання, який відрізняється тим, що за допомогою повзуна додатково провадять коливальні пересування у напрямку, перпендикулярному лінії зварювання. (19) (21) 2000010371 (22) 24.01.2000 (24) 15.05.2001 (33) UA (46) 15.05.2001, Бюл. № 4, 2001 р. (72) Калюжний Валерій Вілінович (73) Східноукраїнський Державний Університет 37599 ня підрізів та гарантованого проплавлення кромок у корені шва шляхом саме тільки його підігріву коливанням металу зварювальної ванни. Рішення поставленої задачі досягається тим, що у способі одностороннього зварювання, при якому формування кореня шва здійснюють на повзуні, що пересувається вздовж стику із швидкістю зварювання, повзун робить коливальні пересування у напрямку, перпендикулярному лінії зварювання. Поперечні пересування повзуна викликають утворення хвилі метала зварювальної ванни, яка рухається навперемінно до кожної кромки деталей. Рідинний метал омиває кромки, підплавляючи їх, і інтенсивно перемішується, що сприяє підвищенню якості шва. Сутність винаходу пояснюється ілюстративним матеріалом, на якому зображено: фіг. 1 – схема одностороннього зварювання на повзуні, поздовжній переріз; фіг. 2 – те ж саме, поперечний переріз з нейтральним та із зсуваним (фіг. 3) станом повзуна. На фіг. 3 стрілкою показано напрямок зсування повзуна відносно стику. Деталі 1 збирають до зварювання із гарантованим зазором. Під зварюваємий стик встановлюють повзун 2, який викопаний у вигляді мідяного бруса з тугоплавким вкладишем 3, що знижує відведення тепла від зварювальної ванни 4. Завдяки наявності вкладиша 3 метал зварювальної ванни 4 може тривалий час знаходитися у різному стані. Поза вкладишем 3 у повзуні 2 можуть бути розташовані канали 5 для охолоджуючої рідини. Повзун 2 пересувається поздовж стику одночасно із зварювальною дугою 6, тому вкладиш 3 постійно знаходиться у зоні зварювальної ванни 4. В процесі зварювання повзун 2 робить поперечні пересування. При русі повзуна 2 з нейтрального стану, він тягне рідинний метал зварювальної ванни, у якій виникає хвиля 7, яка пересувається до кромки деталей 1, нагріває її та частково підплавляє, виключаючи утворення дефектів шва у вигляді непроплавлення кромок. Крім того, рідинний метал зварювальної ванни 4 інтенсивно перемішується, що дозволяє забезпечити вихід газів із ванни і поліпшити те хнічні характеристики шва. При зсуванні повзуна 2 метал кратерної частини зварювальної ванни 4 опиняється безпосередньо під кромкою, що виключає можливість утворення підрізів у короні шва. Суттєва відмінність заявленого об'єкту винаходу від раніш відомих полягає у тому, що повзун пересувають у поперечному напрямку відносно лінії зварювання. Вказана відмінність дозволяє викликати хвилю метала у зварювальній ванні, яка накочується на кромку, підігріває і підплавляє її. Крім того, при зсуванні повзуна частина метала потрапляє під кромку, що забезпечує надійність провару та виключає можливість утворення підрізів. Жоден з відомих способів зварювання з використанням повзунів не може володіти зазначеними властивостями, тому що при їх реалізації повзун пересувається тільки поздовж стику із швидкістю, рівною швидкості зварювання, тому не можуть виникнути передумови для збудження хвиль у метати зварювальної ванни. Приклад конкретного виконання. Пересування повзуна поздовж лінії стику здійснюється традиційно: із швидкістю, рівною до швидкості зварювання. Амплітуда поперечних пересувань складає 3-5 мм з частотою 1 сек-1. Заглиблення у вкладиші має овальну форму, глибиною 5-6 мм та шириною, що дорівнює ширині розширення кромок. До технічних переваг запропонованого способу зварювання, у порівнянні з прототипом, можна віднести наступне: - підвищення ефективності підігріву кромок за рахунок утворення хвилі металу зварювальної ванни; - інтенсивне перемішування метала зварювальної ванни з цієї ж причини; - виключення можливості виникнення підрізів та гарантія проплавлення кромок у корені стику за рахунок зсування метала кратерної частини зварювальної ванни під кромки; - простість реалізації способу: достатньо у відомому способі додати повзуну поперечні коливання будь-яким відомим засобом, наприклад, механічним; - відсутність факторів, які порушують захист зони горіння дуги від впливу атмосферного повітря на метал зварювальної ванни. Ефект від впровадження винаходу отримують за рахунок підвищення якості шва; відсутність дефектів у вигляді непроварів та підрізів у корені шва, і поліпшення механічних властивостей шва. 2 37599 Фіг. 1 Фіг. 2 3 37599 Фіг. 3 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Автори англійськоюKaliuzhnyi Valerii Vilinovych
Автори російськоюКалюжный Валерий Вилинович
МПК / Мітки
МПК: B23K 37/06, B23K 9/18
Мітки: одностороннього, зварювання, спосіб
Код посилання
<a href="https://ua.patents.su/4-37599-sposib-odnostoronnogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб одностороннього зварювання</a>
Флюсова підкладка для одностороннього зварювання
Номер патенту: 29330
Опубліковано: 16.10.2000
Автор: Калюжний Валерій Вілінович
МПК: B23K 37/06
Мітки: підкладка, флюсова, одностороннього, зварювання
Формула / Реферат:
Флюсова підкладка для одностороннього зварювання, яка містить жолоб для флюсу, розміщеного в еластичному ложементі, яка відрізняється тим, що включає механізм ущільнення флюсу, виконаний у вигляді двуплечих важелів, встановлених на осях на бокових стінках жолобу, при цьому внутрішні плечі важелів розташовані усередині жолобу під ложементом, а зовнішні плечі важелів - із зовнішнього боку жолобу вище торців його бокових стінок та на кінцівках...
Підкладка для одностороннього зварювання
Номер патенту: 31927
Опубліковано: 15.12.2000
Автор: Калюжний Валерій Вілінович
МПК: B23K 37/06
Мітки: підкладка, зварювання, одностороннього
Текст:
...жорсткий корпус, на дно якого у центрі встановлен гібкий жолоб для флюса, консольні кінці останнього прикріплені до мідяних тепловідводних пластин, а також вільні торці мідних тепловідводних пластин пов'язані між собой еластичним елементом розташованним під гібким жолобом для флюса, який сумістно з мідяними тепловідводними пластинами та гібким жолобом утворює замкнену порожнину для проходу охолоджуючого середовища, одночасно службуючей...
Спосіб одностороннього зварювання труб
Номер патенту: 13829
Опубліковано: 25.04.1997
Автори: Голі-Оглу Володимир Семенович, Щетиніна Віра Іванівна, Бойко Володимир Семенович
МПК: B23K 9/18
Мітки: одностороннього, зварювання, труб, спосіб
Формула / Реферат:
Способ односторонней сварки труб с токоподводом к изделию в двух точках и регулированием тока, протекающего в направлении сварки, отличающийся тем, что внутри трубы в непосредственном контакте соосно стыку устанавливают ферромагнитную трубу с вырезанным под углом 90° сегментом, диаметр которого выбирают в зависимости от диаметра свариваемой трубы согласно выражению:D = (0,24-0,35)Dт,где Dт - диаметр свариваемой трубы.
Пристрій для одностороннього автоматичного зварювання під флюсом
Номер патенту: 18421
Опубліковано: 25.12.1997
Автор: Левчук Віктор Кирилович
МПК: B23K 37/06, B23K 9/18
Мітки: автоматичного, флюсом, пристрій, одностороннього, зварювання
Формула / Реферат:
Устройство для односторонней автоматической сварки под флюсом, содержащее ползун с головкой и хвостовой частью, выполненный в виде бруса с прямоугольной канавкой на его опорной поверхности, сменную гибкую прокладку, выполненную в виде ленты из термостойкого материала, например, стеклоткани, уложенной в прямоугольную канавку ползуна заподлицо с его опорной поверхностью, а также механизм фиксации и подачи ленты, выполненной в виде двух...
Формуючий пристрій для одностороннього зварювання з примусовим формуванням кільцевих швів
Номер патенту: 19239
Опубліковано: 25.12.1997
Автори: Хрубілов Володимир Олексійович, Смірнова Наталія Олександрівна, Доронін Юрій Вікторович, Левчук Віктор Кирилович
МПК: B23K 37/06
Мітки: швів, формуванням, одностороннього, формуючий, пристрій, зварювання, примусовим, кільцевих
Формула / Реферат:
1. Формирующее устройство для односторонней сварки с принудительным формированием кольцевых швов, содержащее разжимное кольцо, состоящее из нескольких элементов секторной формы с формирующей канавкой, связанных между собой пружинами, установленное с возможностью перемещения на полом штоке, отличающееся тем, что оно снабжено сменной эластичной формирующей подкладкой с шириной и толщиной, равными соответственно ширине и глубине канавки в...
Попередній патент: Хімічно стійке мастило
Наступний патент: Спосіб діагностики післятравматичного міофасціального больового синдрому верхніх кінцівок
Випадковий патент: Спосіб одержання заліза з шихти