Підкладка для одностороннього зварювання
Текст
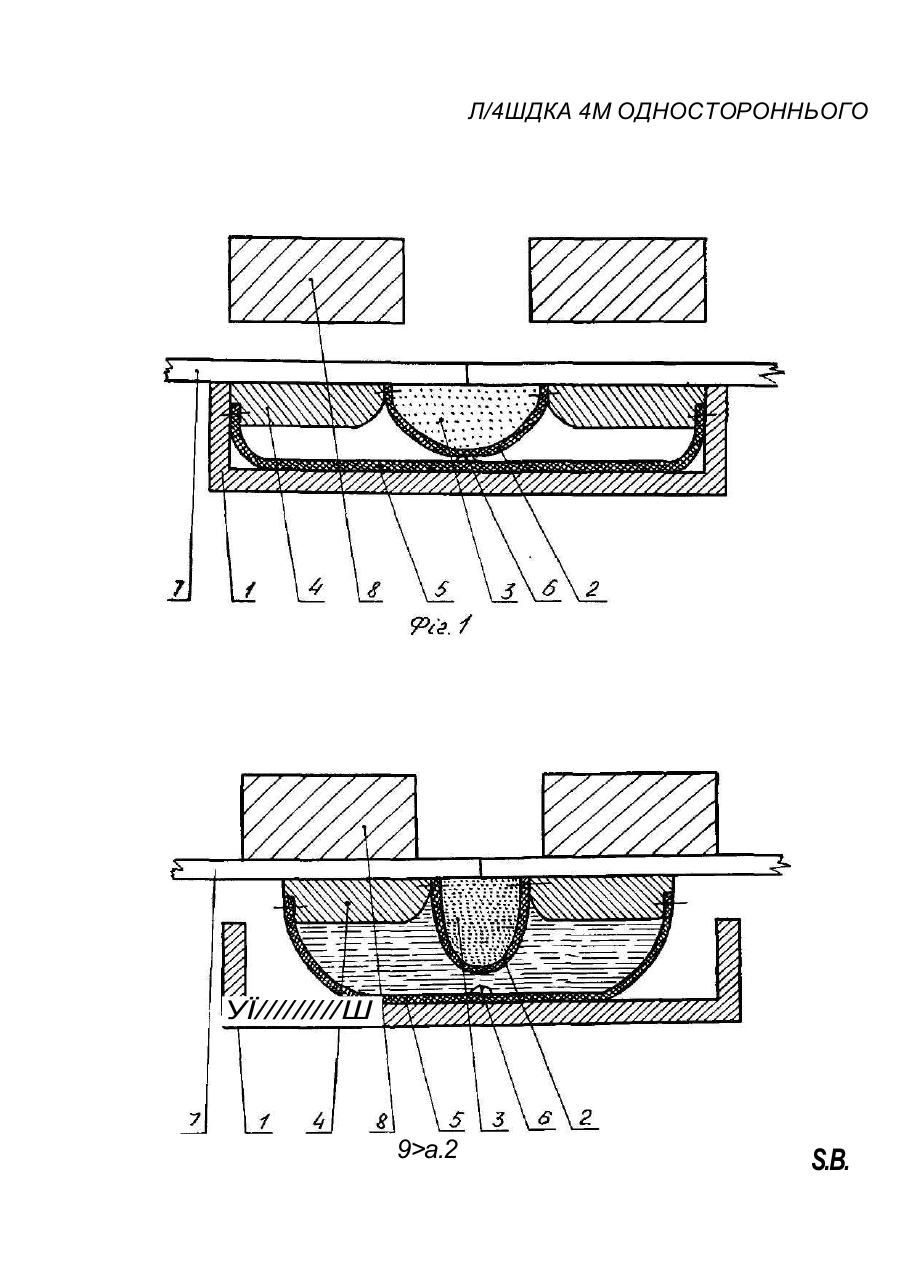
МІЖ 6 В23К37/06 ПІДКЛАДКА ДЛЯ ОДНОСТОРОННЬОГО ЗВАРЮВАННЯ Винахід стосується зварювального виробництва та може бути використован при зварюванні деталей у стик з зворотнім формуванням коріння шва на флюсової підкладці. Відома підкладка для одностороннього зварювання деталей у стик, яка виконана у вигляді коробчатого жолоба для флюса, на дно якого покладен пневморукав. При наповнюванні пневморукава стиснутим повітрям, флюс у жолобі піднімається до верху, притислюється до зворотньої сторони зварюємого етика і забеспечуває формування коріння шва, підтримуя рідкий метал зварювальної ванни (див. книгу: Щебенко П.П. Оборудование и технология автоматической и полуавтоматической сварки: Учебник для технич. училищ - 3-е изд. перераб. и допол. - М.: Высш. Школа, 1981. - 296 с: див. стор. 88, мал. 66а). Недоліком відомої підкладки для одностороннього зварювання з'являється низька ефектівність ущільнення флюса під зварюваємим стиком, яка обумовлена розташованням пневморукава на дні жолоба. Тому що пневморукав знаходиться під шаром флюса, тобто найбільш віддалей від зварюємого етика, тиск повітря у ньому повинен бути більш потрибуючого рівня, тому що частина енергії втрачається при передаванні через сипучий матеріал, яким з'являється ущільненний флюс. Крім того, наявність всього одного пневморукава у підкладці не дозволяє сконцентрувати тиск у зазначеному місці, тобто безпосередньо під зварюваємим стиком. Найбільш близькою за своєю сутністю і досягаемому ефекту, принімаємой за прототип, з'являється підкладка для одностороннього зварювання, яка містить жорсткий корпус, на дні якого у центрі встановлен гібкий жолоб для флюса. По обидві боки від жолоба на дні корпуса покладени пневморукава. Зварюваєми деталі установлюют на корпус підкладки і заповнюют одночасно обидви пневморукава стислим повітрям. При цьому пневморукава, розширюючись, притислюють зварюваємиє деталі до упорів та фіксуют їх у заданому стані. Одночасно з цим пневморукава, розширюючись, впливають на жолоб, стислюючи його з боків і ущілюя флюс (див. Авторське свідоцтво СРСР № 1333520 з класу В23К 37/06, яке опубліковано 30.08.87 у бюл.№ 32). Основним недоліком відомої підкладки з'являється те, що вона не пристосована для відводу надмірного тепла від зварюваємого етика. Цей недолік поясняються слідуючим. При зварюванні з застосуванням відомої підкладки зворотня (нижня) сторона зварюваємого вироба стикається безпосередньо з флюсом і пневморукавами, а ці елементи, як відомо, з'являються поганим провідником тепла. У наслідку перегріву зварюєвамого етика та біля шовної зони виникають значні зварювальні деформації, потребуючі подальшого усунення. Другим недоліком відомої підкладки з'являється її недовговічність. Цей недолік обумовлен тим, що при підтиелювані вироба, пневморукава вступають до фізичного контакту з його поверхнею. Поверхність зварюваємого вироба, як правило, не проходить спеціальну обробку поперед зварюванням, тому може мати значну шорсткість. Стикаємість шорсткості поверхні вироба з пневморукавами, особливо у мить їх розширювання у процесі наповнення повітрям, приводить до стирання пневморукавів, слід, до передчасного їх зносу. Крім того, тепло нагрітих деталій у процесі зварювання( до високих температур) передається пневморукавам (наявність фізичного контакту) та негативно впливають на них, погіршує їх еластичність, що також скорочує термін експлуатації підкладки у цілому. Третім недоліком в ідомої підкладки з'являється її низька надійність, що обумовлено слідуючим. Пневморукава мають певну жорсткість, тому після скидання тиску повітря з системи (після закінчення зварювального процесу), повернути пневморукава до істотного стану (перевести у плоский стан) можливо тільки примусово. У відомої підкладці стислювання пневморукавів здійсняється за рахунок пружності гібкого жолоба, але для ефектівності стислювання пневморукавов, жолоб повинен володіти значною жорсткістю. Але при увимкненні підкладки (перехід у робочий стан), для стислювання жорсткого жолоба, потрібно збільшити енергію пневморукавов (підвищити в них тиск повітря), що вїдображиться на ущільненні флюса і, відповідно, на якісті шва. Вага вироба, який опускаючись після увімкнення підкладки у низ і сприяє стисленню пневморукавов, може виявитися недостатньою, що характерно для виробів, зроблених з тонколистового металу. Зрозуміло, можна після увімкнення у пневморукавах створювати вакуум, але це суттєво ускладнює пневмосистему формуючей підкладки(точніш: стенда у який вона входить) і економічно недоцільно. Четвертим недоліком відомої підкладки з'являється те, що вона не гарантує притиснення флюса у жолобі до зварюємого стику. Пневморукава лише стислюють флюс з боків і, якщо його опиниться у жолобі недостатньо, тоді він, хоча і буде ущілен, але не буде доставати до етика, тому що жолоб не має можливості підніматися у гору. П'ятим недоліком відомої підкладки з'являється складність її конструкції, обумовлена наявністю пневморукавов і гібкого жолоба. В основу винахіда поставлено задачу розширення функціональних можливостей підкладки шляхом забеспечення примусового відвода тепла від зварюємого етика, підвищення терміну експлуатації підкладки шляхом вилучення контактів еластичних елементов з зварюваємим виробом, підвищення надійності експлуатації шляхом гарантованого підняття флюса у жолобі і привидшеного перехіду елементов підкладки з неробочого стану і спрощення конструкції підкладки за рахунок сумісністі функцій її елементів. Поставлена задача вирішується тим, що, у відомої підкладці для одностороннього зварювання, зміщуючей коритообразний жорсткий корпус, на дно якого у центрі встановлен гібкий жолоб для флюса, консольні кінці останнього прикріплені до мідяних тепловідводних пластин, а також вільні торці мідних тепловідводних пластин пов'язані між собой еластичним елементом розташованним під гібким жолобом для флюса, який сумістно з мідяними тепловідводними пластинами та гібким жолобом утворює замкнену порожнину для проходу охолоджуючого середовища, одночасно службуючей засобом ущільнення флюса у гібкому жолобі підкладки. Тепловідводні мідяні елементи відводять надмірне тепло від зварюваємого етика і виключають можливість физичного контакту гібких елементів з шорсткій поверхньою зварюєвамих виробів. Крім того, володія значною вагою, вони сприяють ушвидшеному перехіду гібких елементів підкладки з робочого до неробочого стану. Порожнина, яка утворюється між еластичним елементом, гібким жолобом і тепловідводними мідяними пластинами, дозволяє відмовитися від пневморукавів і одночасно використовувати для двох цілей: охолодження мідяних пластин і ущільнення флюса, причому з усіх боків, за рахунок її заполнения охолоджуючим середовищем, наприклад, водою. Подальша сутність винахіду, пояснюється ілюстративним матеріалом, на якому зображено слідуюче: фіг.1- поперечний переріз запропонованої підкладки у неробочому стані; фіг.2- теж саме, у робочому стані. Запропонована підкладка містить коритообразний жосткий корпус 1, у центрі якого встановлен гібкий жолоб 2, заповнений флюсом 3. Консольні верхні торці гібкого жолоба 2 прикріплені, (наприклад, гвинтами (на кресленнях не зображені) до мідяних тепловідводних пластин 4, розташованим у горизонтальної площіні. Противежні від гібкого жолоба 2 торці мідяних пластин 4 пов'язані між собою еластичним елементом 5 розташованим у корпусі 1 під гібким жолобом 2. Еластичний елемент 5 і мідяні пластини 4 пов'язані між собою за допомогою гвинтів. Еластичний елемент 5 прикріплен до корпусу 1 за допомогою гвинтів 6, які запобігають його зміщення відносно продольної вісі підкладки. Принцип роботи запропонованої підкладки слідуючий. Зварюваємий вироб 7 встановлівають на підкладку, спирая його на жосткий корпус 1, розташовуя зварюваємий стик над гібким жолобом 2. Далі, у порожнину між гібким жолобом 2, мідяними пластинами 4 та еластичним елементом 5 заповняют охолоджуючим середовищем. При цьому вказана порожнина, розширюючись підіймає до гори мідяні пластини 4 та, відповідно, зварюваємий вироб 7, який таким чином фіксується у запропонованому стані і притиелюеться до упорів 8. При цьому мідяні пластини 4 щільно прилягають до нижньої поверхні зварюваємого вироба 7, забеспечуя інтенсивний тепловідвод. Інтенсивності тепловідвода сприяє обмиванню мідяних пластин охолоджуючею водою. Одночасно охолоджуюче середовище впливає на гібкий жолоб 2, стислюе його з увсіх боків (з боків і знизу) і забеспечує ефективне ущільнення флюса З саме під зварюваємим стиком, завдяки усебічному обтисленню гібкого жолоба 2. Після закінчення зварюваємого процесу і охолодження шву, охолоджуюче середовище випускають з порожнини і мідяні пластини 4 епуекаютьсяим до низу під власною вагою, переводжуючи підкладку у неробочий стан. Суттєва відмінність заявляемого об'єкту винахіду від раніш відомих полягає у тому» що канал для проходження охолоджуючого середовища утворен, двома пластинчатими еластичними елементами, юнці яких з'єднані тепловідводящими пластинами спрямованими до зворотнього біку зварюваємого етика. Вказана відмінність дозволяє одержану замкнену порожнину використовувати для виконання одночасно декілька функцій, а саме: а) внутрешню порожнину - як канал для проходження охолоджуючого середовища; б) верхню зовнішшню поверхню - як жолоб для флюса; в) торцеві поверхні з мідяних пластин - як тепловідводящі елементи. При цьому охолоджуюче середовище також використовується з двох призначень: 1) з прямого - відводить тепло від мідяних пластин і, 2) як силовой елемент для ущільнення флюса у жолобі. Крім того, в процесі експлуатації підкладки, гібки її елементи не вступають до фізичного контакту з зварюваємим виробом, що обумовлено їх розміщенням у корпусі підкладки. Жодна з відомих підкладок не може володіти визначеними влаетивістями, тому що не зміщують у своїх конструкціях канал для проходження охолоджуючого середовища, утворюваного з елементів самої підкладки. Приклад конкретнього виконання. Ширина внутришньої порожнини корпуса підкладки складає 110 мм, висота - 20 мм, товщина стінок - 10 мм. Корпус виготовлюється з сталі СтЗсп. Гібкий жолоб і еластичний елемент виготовлюються з прогумового брезенту товщиною 1,5 - 2,0 мм. Тепловідводящі пластини виготовлюються з меді МІ, мають товщину 10 мм і ширину 35 мм. До переваг запропонованого технічного рішення, порівнюючи з прототипом, можливо віднести слідуюче: - виключення зносу еластичних елементів за рахунок виключення їх контакту з поверхнею зварюваємого вироба; - можливість відвода надмірного тепла від зварюваємого етика за рахунок наявності тепловідводящих елементів; - підвищення ущільнення флюса під зварюемим стиком за рахунок його усебічного стислювання у жолобі; - спрощення конструкції підкладки за рахунок споручання функцій окремих її елементів; - можливість створення у зварюваємом стику стислюючих напру жень за рахунок того, що при подачі охолоджуючого середовища у по рожнину тепловідводящі елементи пересуваються до центру підкладки. Економічний ефект від впровадження винахіда одержують за рахунок зменьшення деформацій зварюваемого вироба (наслідок примусового вІдвода тепла), відсутності кінцевих тріщин (наслідок дії поперечних стислюючих напружень, протилежних зварюваємим), знижчення вартості підкладки (наслідок спрощення конструкції) і за рахунок підвищення надійності експлуатації та зручністі обслуговування підкладки (флюс не тількі ущілюеться з усіх напрямків, але і по мірі його виробітки жолоб автоматично кожного разу буде підніматися у гору за рахунок дії тиска охолоджуючого середовища. П.І.Голубничий Л/4ШДКА 4M ОДНОСТОРОННЬОГО УЇ/////////Ш 9>a.2 S.B.
ДивитисяДодаткова інформація
Назва патенту англійськоюBacking for series welding
Автори англійськоюKaliuzhnyi Valerii Vilinovych
Назва патенту російськоюПодкладка для односторонней сварки
Автори російськоюКалюжный Валерий Вилинович
МПК / Мітки
МПК: B23K 37/06
Мітки: зварювання, одностороннього, підкладка
Код посилання
<a href="https://ua.patents.su/6-31927-pidkladka-dlya-odnostoronnogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Підкладка для одностороннього зварювання</a>
Флюсова підкладка для одностороннього зварювання
Номер патенту: 29330
Опубліковано: 16.10.2000
Автор: Калюжний Валерій Вілінович
МПК: B23K 37/06
Мітки: одностороннього, підкладка, флюсова, зварювання
Формула / Реферат:
Флюсова підкладка для одностороннього зварювання, яка містить жолоб для флюсу, розміщеного в еластичному ложементі, яка відрізняється тим, що включає механізм ущільнення флюсу, виконаний у вигляді двуплечих важелів, встановлених на осях на бокових стінках жолобу, при цьому внутрішні плечі важелів розташовані усередині жолобу під ложементом, а зовнішні плечі важелів - із зовнішнього боку жолобу вище торців його бокових стінок та на кінцівках...
Спосіб одностороннього зварювання труб
Номер патенту: 13829
Опубліковано: 25.04.1997
Автори: Щетиніна Віра Іванівна, Бойко Володимир Семенович, Голі-Оглу Володимир Семенович
МПК: B23K 9/18
Мітки: зварювання, труб, спосіб, одностороннього
Формула / Реферат:
Способ односторонней сварки труб с токоподводом к изделию в двух точках и регулированием тока, протекающего в направлении сварки, отличающийся тем, что внутри трубы в непосредственном контакте соосно стыку устанавливают ферромагнитную трубу с вырезанным под углом 90° сегментом, диаметр которого выбирают в зависимости от диаметра свариваемой трубы согласно выражению:D = (0,24-0,35)Dт,где Dт - диаметр свариваемой трубы.
Пристрій для одностороннього автоматичного зварювання під флюсом
Номер патенту: 18421
Опубліковано: 25.12.1997
Автор: Левчук Віктор Кирилович
МПК: B23K 9/18, B23K 37/06
Мітки: автоматичного, пристрій, флюсом, одностороннього, зварювання
Формула / Реферат:
Устройство для односторонней автоматической сварки под флюсом, содержащее ползун с головкой и хвостовой частью, выполненный в виде бруса с прямоугольной канавкой на его опорной поверхности, сменную гибкую прокладку, выполненную в виде ленты из термостойкого материала, например, стеклоткани, уложенной в прямоугольную канавку ползуна заподлицо с его опорной поверхностью, а также механизм фиксации и подачи ленты, выполненной в виде двух...
Формуючий пристрій для одностороннього зварювання з примусовим формуванням кільцевих швів
Номер патенту: 19239
Опубліковано: 25.12.1997
Автори: Смірнова Наталія Олександрівна, Левчук Віктор Кирилович, Хрубілов Володимир Олексійович, Доронін Юрій Вікторович
МПК: B23K 37/06
Мітки: формуванням, швів, формуючий, примусовим, пристрій, кільцевих, зварювання, одностороннього
Формула / Реферат:
1. Формирующее устройство для односторонней сварки с принудительным формированием кольцевых швов, содержащее разжимное кольцо, состоящее из нескольких элементов секторной формы с формирующей канавкой, связанных между собой пружинами, установленное с возможностью перемещения на полом штоке, отличающееся тем, что оно снабжено сменной эластичной формирующей подкладкой с шириной и толщиной, равными соответственно ширине и глубине канавки в...
Рейкова підкладка

Номер патенту: 21030
Опубліковано: 07.10.1997
Автор: Жукровський Петро Михайлович
МПК: E01B 9/40
Формула / Реферат:
Рейкова підкладка, яка має пластину з отворами для монтування скріплювачів і реборди для фіксування підошви рейки, а на нижній її поверхні виконані зуби, які утворюють між собою скоби, між якими пластина виготовлена рівною, що відрізняється тим, що зуби розташовані окремими рядами паралельно ребордам рейкової основи.
Попередній патент: Біологічна розсмоктуюча хірургічна нитка і спосіб її одержання
Наступний патент: Прилад для визначення захворювання корів маститом
Випадковий патент: Спосіб одержання токсоплазмового діагностикуму