Пристрій для неперервного навивання соленоїдів
Формула / Реферат
Пристрій для неперервного навивання соленоїдів, який виконано у вигляді корпуса, формувальної оправки з приводом і притискного ролика з механізмом радіального його переміщення, а по зовнішньому діаметру формувальної оправки виконані гвинтові канавки з радіусом, рівним половині зовнішнього діаметра навивної труби з заданим кроком, жолоба для відведення соленоїдів з зони формоутворення, пульта керування, який відрізняється тим, що на лівому кінці формувальної оправки виконано шліци, які є у взаємодії з внутрішніми шліцами затискної втулки кінця навивної труби з можливістю осьового переміщення, а затискна втулка центральним отвором жорстко закріплена до торця формувальної оправки через внутрішній отвір гвинтом, крім цього в зоні закріплення кінця навивної труби виконана радіальна радіусна канавка, яка з гвинтовою канавкою формувальної оправки формує незамкнутий отвір, який є у взаємодії з кінцем навивної труби.
Текст
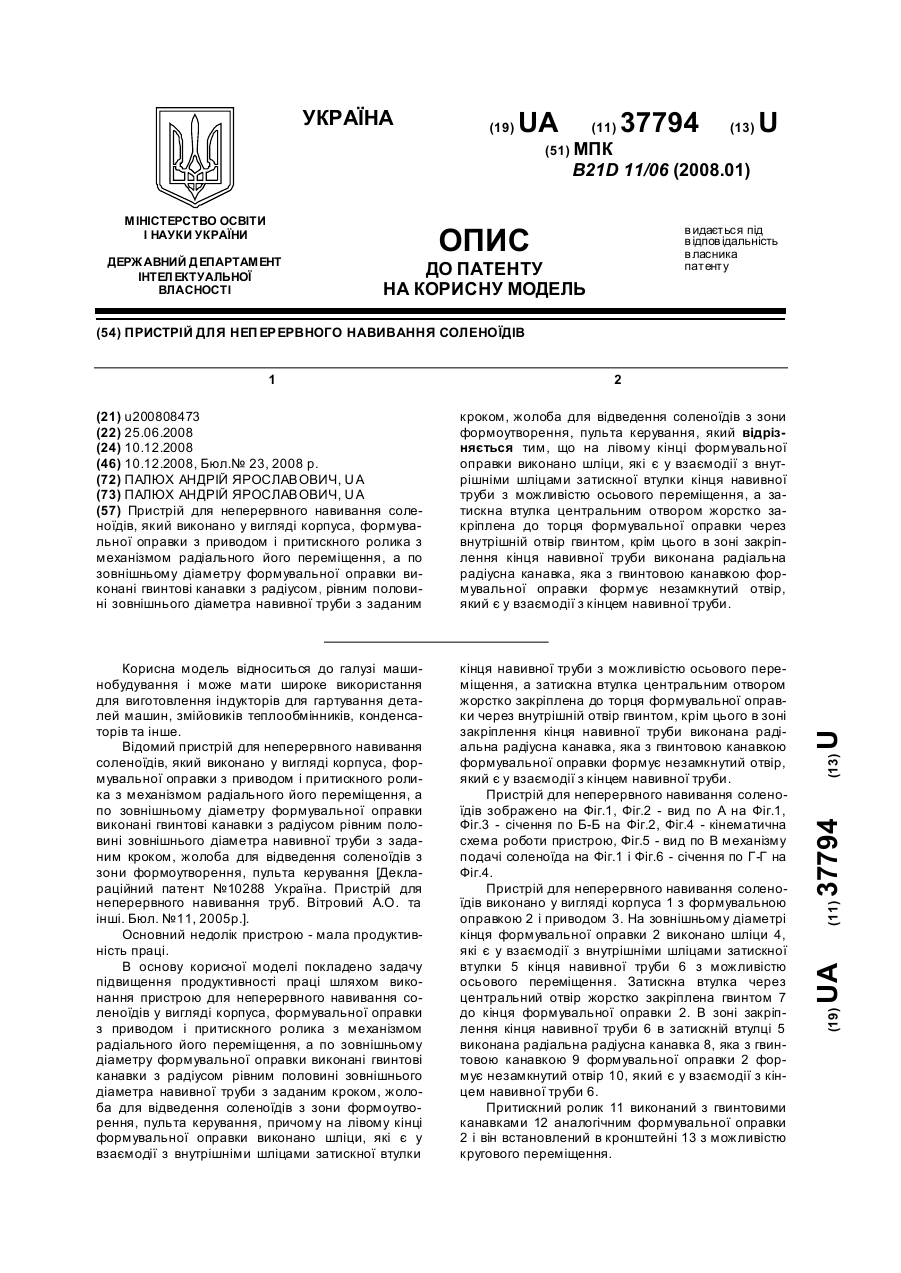
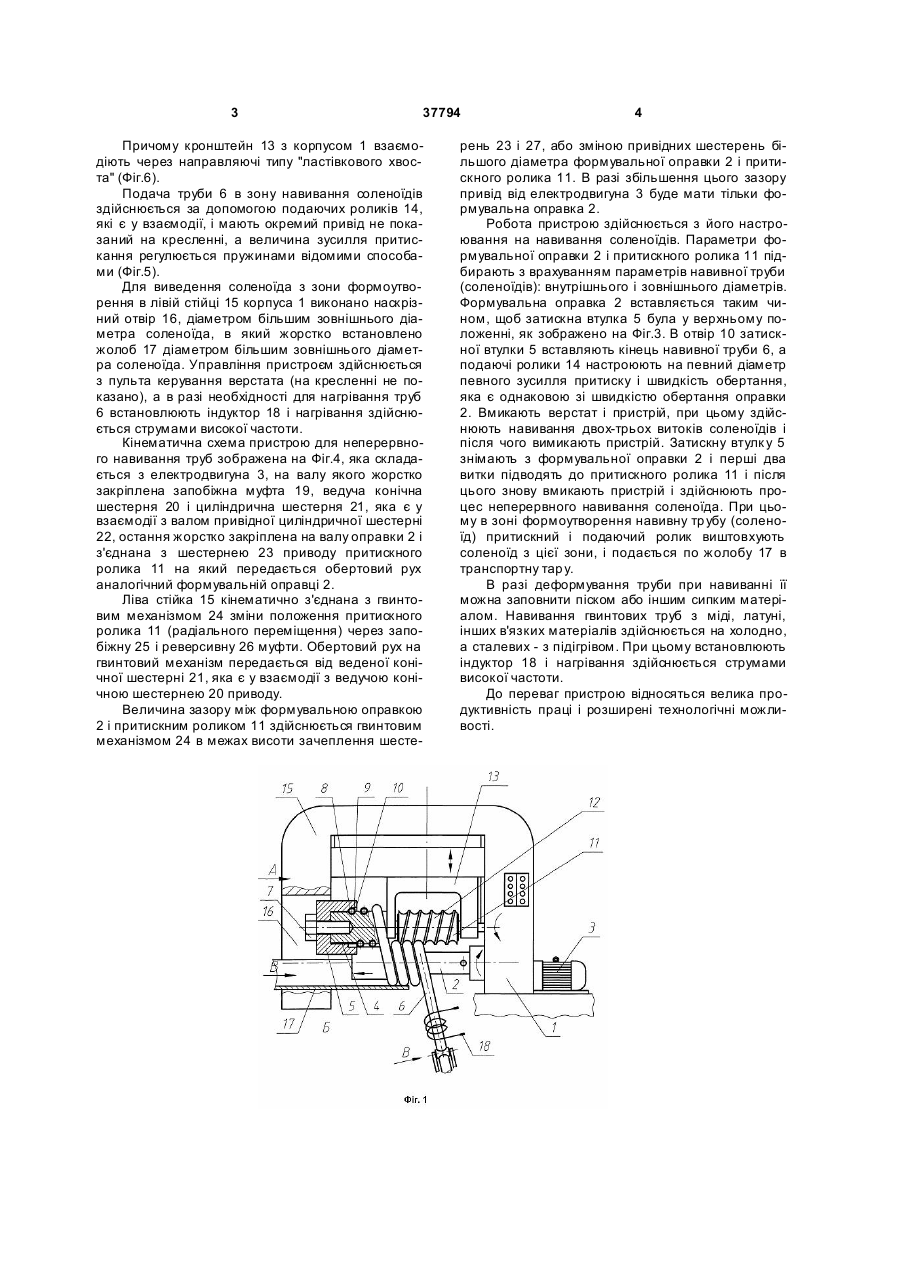
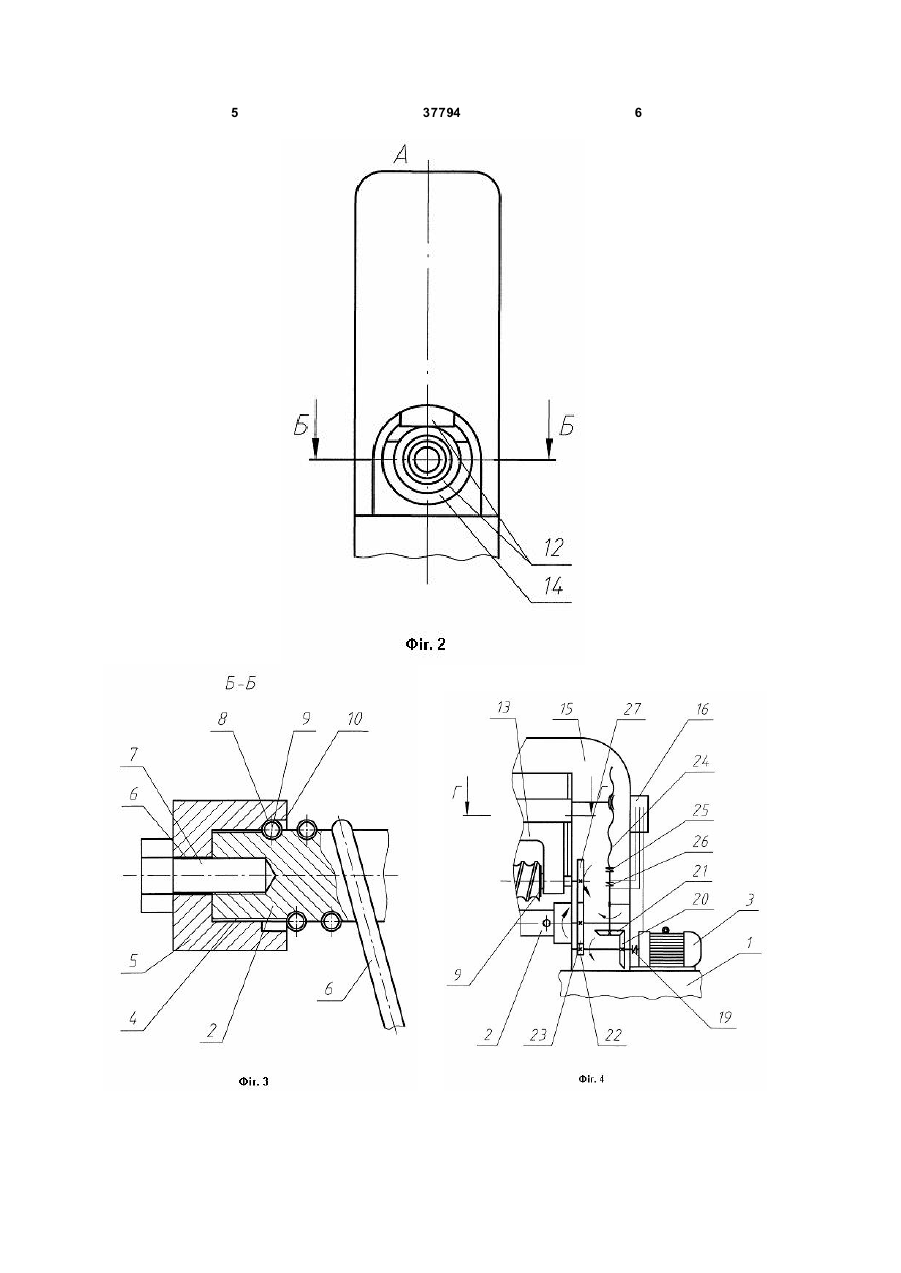
Пристрій для неперервного навивання соленоїдів, який виконано у вигляді корпуса, формувальної оправки з приводом і притискного ролика з механізмом радіального його переміщення, а по зовнішньому діаметру формувальної оправки виконані гвинтові канавки з радіусом, рівним половині зовнішнього діаметра навивної труби з заданим 3 37794 Причому кронштейн 13 з корпусом 1 взаємодіють через направляючі типу "ластівкового хвоста" (Фіг.6). Подача труби 6 в зону навивання соленоїдів здійснюється за допомогою подаючих роликів 14, які є у взаємодії, і мають окремий привід не показаний на кресленні, а величина зусилля притискання регулюється пружинами відомими способами (Фіг.5). Для виведення соленоїда з зони формоутворення в лівій стійці 15 корпуса 1 виконано наскрізний отвір 16, діаметром більшим зовнішнього діаметра соленоїда, в який жорстко встановлено жолоб 17 діаметром більшим зовнішнього діаметра соленоїда. Управління пристроєм здійснюється з пульта керування верстата (на кресленні не показано), а в разі необхідності для нагрівання труб 6 встановлюють індуктор 18 і нагрівання здійснюється струмами високої частоти. Кінематична схема пристрою для неперервного навивання труб зображена на Фіг.4, яка складається з електродвигуна 3, на валу якого жорстко закріплена запобіжна муфта 19, ведуча конічна шестерня 20 і циліндрична шестерня 21, яка є у взаємодії з валом привідної циліндричної шестерні 22, остання жорстко закріплена на валу оправки 2 і з'єднана з шестернею 23 приводу притискного ролика 11 на який передається обертовий рух аналогічний формувальній оправці 2. Ліва стійка 15 кінематично з'єднана з гвинтовим механізмом 24 зміни положення притискного ролика 11 (радіального переміщення) через запобіжну 25 і реверсивну 26 муфти. Обертовий рух на гвинтовий механізм передається від веденої конічної шестерні 21, яка є у взаємодії з ведучою конічною шестернею 20 приводу. Величина зазору між формувальною оправкою 2 і притискним роликом 11 здійснюється гвинтовим механізмом 24 в межах висоти зачеплення шесте 4 рень 23 і 27, або зміною привідних шестерень більшого діаметра формувальної оправки 2 і притискного ролика 11. В разі збільшення цього зазору привід від електродвигуна 3 буде мати тільки формувальна оправка 2. Робота пристрою здійснюється з його настроювання на навивання соленоїдів. Параметри формувальної оправки 2 і притискного ролика 11 підбирають з врахуванням параметрів навивної труби (соленоїдів): внутрішнього і зовнішнього діаметрів. Формувальна оправка 2 вставляється таким чином, щоб затискна втулка 5 була у верхньому положенні, як зображено на Фіг.3. В отвір 10 затискної втулки 5 вставляють кінець навивної труби 6, а подаючі ролики 14 настроюють на певний діаметр певного зусилля притиску і швидкість обертання, яка є однаковою зі швидкістю обертання оправки 2. Вмикають верстат і пристрій, при цьому здійснюють навивання двох-трьох витоків соленоїдів і після чого вимикають пристрій. Затискну втулк у 5 знімають з формувальної оправки 2 і перші два витки підводять до притискного ролика 11 і після цього знову вмикають пристрій і здійснюють процес неперервного навивання соленоїда. При цьому в зоні формоутворення навивну тр убу (соленоїд) притискний і подаючий ролик виштовхують соленоїд з цієї зони, і подається по жолобу 17 в транспортну тар у. В разі деформування труби при навиванні її можна заповнити піском або іншим сипким матеріалом. Навивання гвинтових труб з міді, латуні, інших в'язких матеріалів здійснюється на холодно, а сталевих - з підігрівом. При цьому встановлюють індуктор 18 і нагрівання здійснюється струмами високої частоти. До переваг пристрою відносяться велика продуктивність праці і розширені технологічні можливості. 5 37794 6 7 Комп’ютерна в ерстка Л.Литв иненко 37794 8 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for continuous winding of solenoids
Автори англійськоюPaliukh Andrii Yaroslavovych
Назва патенту російськоюУстройство для непрерывного навивания соленоидов
Автори російськоюПалюх Андрей Ярославович
МПК / Мітки
МПК: B21D 11/06
Мітки: навивання, соленоїдів, пристрій, неперервного
Код посилання
<a href="https://ua.patents.su/4-37794-pristrijj-dlya-neperervnogo-navivannya-solenodiv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для неперервного навивання соленоїдів</a>
Пристрій для неперервного навивання соленоїдів
Номер патенту: 36852
Опубліковано: 10.11.2008
Автори: Дзюра Володимир Олексійович, Палюх Андрій Ярославович
МПК: B21D 19/00
Мітки: неперервного, соленоїдів, пристрій, навивання
Формула / Реферат:
Пристрій для неперервного навивання соленоїдів, який виконано у вигляді оправки формувального ролика з приводом і притискного ролика, внутрішній діаметр якого встановлений на осі під кутом, рівним куту підйому гвинтової лінії гвинтової канавки соленоїда, з можливістю кругового обертання, а вісь жорстко закріплена до оправки супорта з можливістю радіального і осьового переміщення, механізмів кріплення і подачі заготовки, який відрізняється...
Пристрій для навивання соленоїдів

Номер патенту: 24594
Опубліковано: 10.07.2007
Автори: Гевко Іван Богданович, Дзюра Володимир Олексійович, Казюка Ігор Євгенович
МПК: B21D 11/00
Мітки: навивання, соленоїдів, пристрій
Формула / Реферат:
Пристрій для навивання соленоїдів, який виконаний у вигляді оправки з приводом і притискного ролика, механізмів подачі заготовки, який відрізняється тим, що оправка по зовнішньому діаметру виконана у вигляді гвинтової канавки радіусом, рівним зовнішньому радіусу трубки соленоїда, глибиною, меншою від величини відпружинення соленоїда, а затискний елемент кінця соленоїда виконано у вигляді циліндричного пальця зовнішнім діаметром, рівним...
Пристрій для неперервного навивання труб
Номер патенту: 10288
Опубліковано: 15.11.2005
Автори: Гевко Іван Богданович, Гевко Ігор Богданович, Дзюра Володимир Олексійович, Вітровий Андрій Орестович
МПК: B21D 11/06
Мітки: пристрій, неперервного, труб, навивання
Формула / Реферат:
Пристрій для неперервного навивання труб, який виконано у вигляді корпуса, оправки з приводом і притискного ролика, механізмів подачі заготовки і знімання виробу, пульта керування, який відрізняється тим, що по зовнішньому діаметру навивної оправки виконані гвинтові канавки з радіусом, що дорівнює половині зовнішнього діаметра навивної труби з заданим кроком, причому довжина навивної оправки, що дорівнює 2,5..3,5 їх крокам, і притискний ролик...
Пристрій для неперервного навивання гвинтових заготовок

Номер патенту: 36854
Опубліковано: 10.11.2008
Автори: Івасечко Роман Романович, Ляшук Олег Леонтійович, Гевко Ігор Богданович, Палюх Андрій Ярославович
МПК: B21D 11/06
Мітки: навивання, гвинтових, неперервного, пристрій, заготовок
Формула / Реферат:
Пристрій для неперервного навивання гвинтових заготовок, який виконано у вигляді циліндричної оправки, яка лівим кінцем жорстко закріплена в патроні верстата з можливістю кругового обертання, приводу, механізму натягу дроту, притискної оправки з роликами, установчих і кріпильних елементів, який відрізняється тим, що на правому кінці циліндричної оправки з торця виконано відкритий радіальний паз діаметром, більшим від діаметра дроту гвинтової...
Пристрій для неперервного навивання профільних гвинтових спіралей
Номер патенту: 39649
Опубліковано: 15.06.2001
Автор: Гевко Іван Богданович
МПК: B21D 11/06
Мітки: спіралей, навивання, профільних, неперервного, гвинтових, пристрій
Формула / Реферат:
Пристрій для неперервного навивання профільних гвинтових спіралей, який містить оправку з торцевою гвинтовою-виточкою, пазом для фіксації полоси, направляючий вузол і обтискний ролик, який відрізняється тим, що більшу частину оправки з робочим виступом розміщено в середині формувальної інструментальної головки, виконаної у вигляді П-подібного перерізу з відкритими краями до середини кола, по периферії яких на пальцях рівномірно по...
Попередній патент: Спосіб вирощування баштанних культур з використанням тимчасового плівкового укриття
Наступний патент: Камера стиску двигуна внутрішнього згоряння
Випадковий патент: Зерносховище досушувальне енергоекономне