Спосіб термічної обробки теплової труби з алюмінію та його сплавів
Номер патенту: 37886
Опубліковано: 15.05.2001
Автори: Руденко Олександр Ігоревич, Ніщик Олександр Павлович
Текст
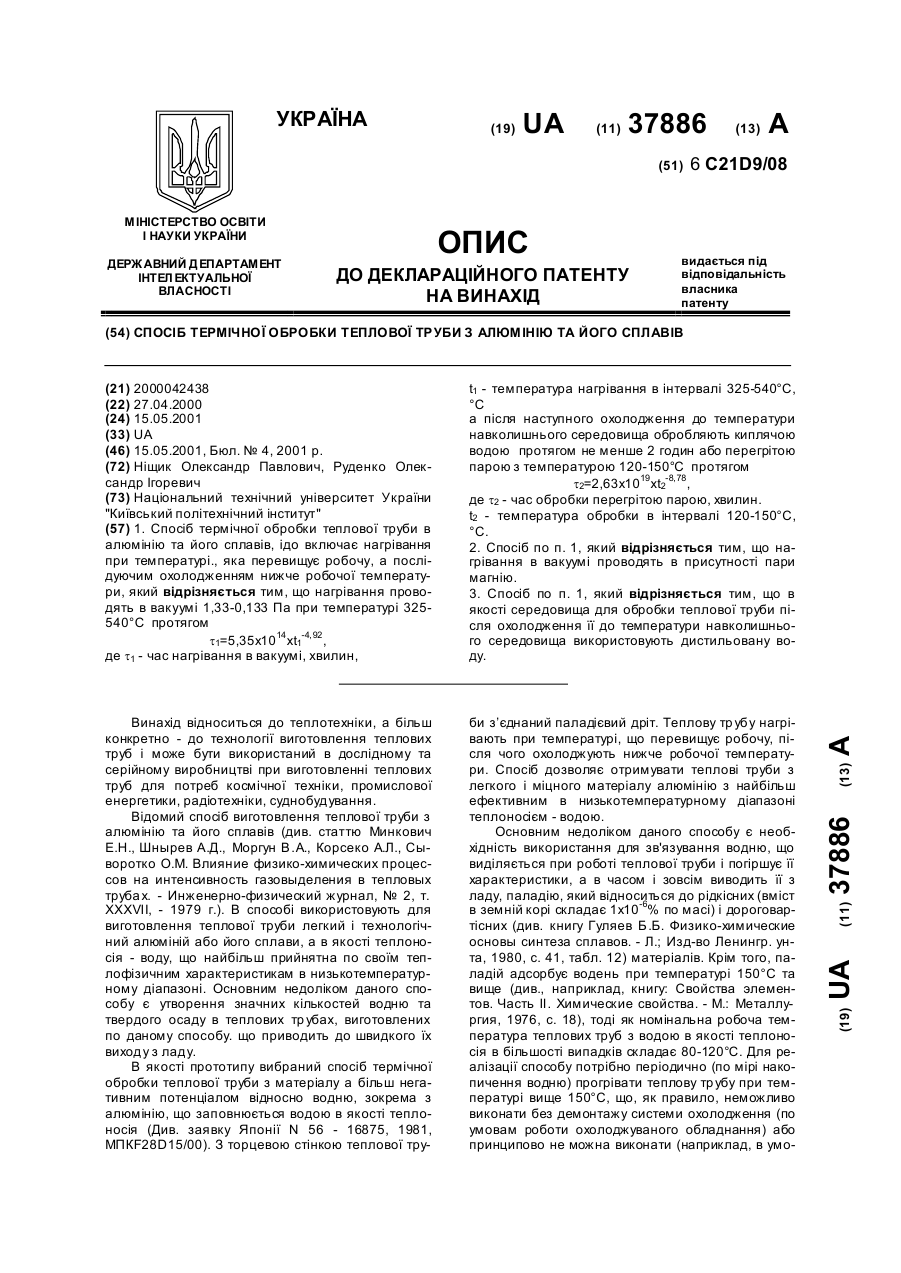
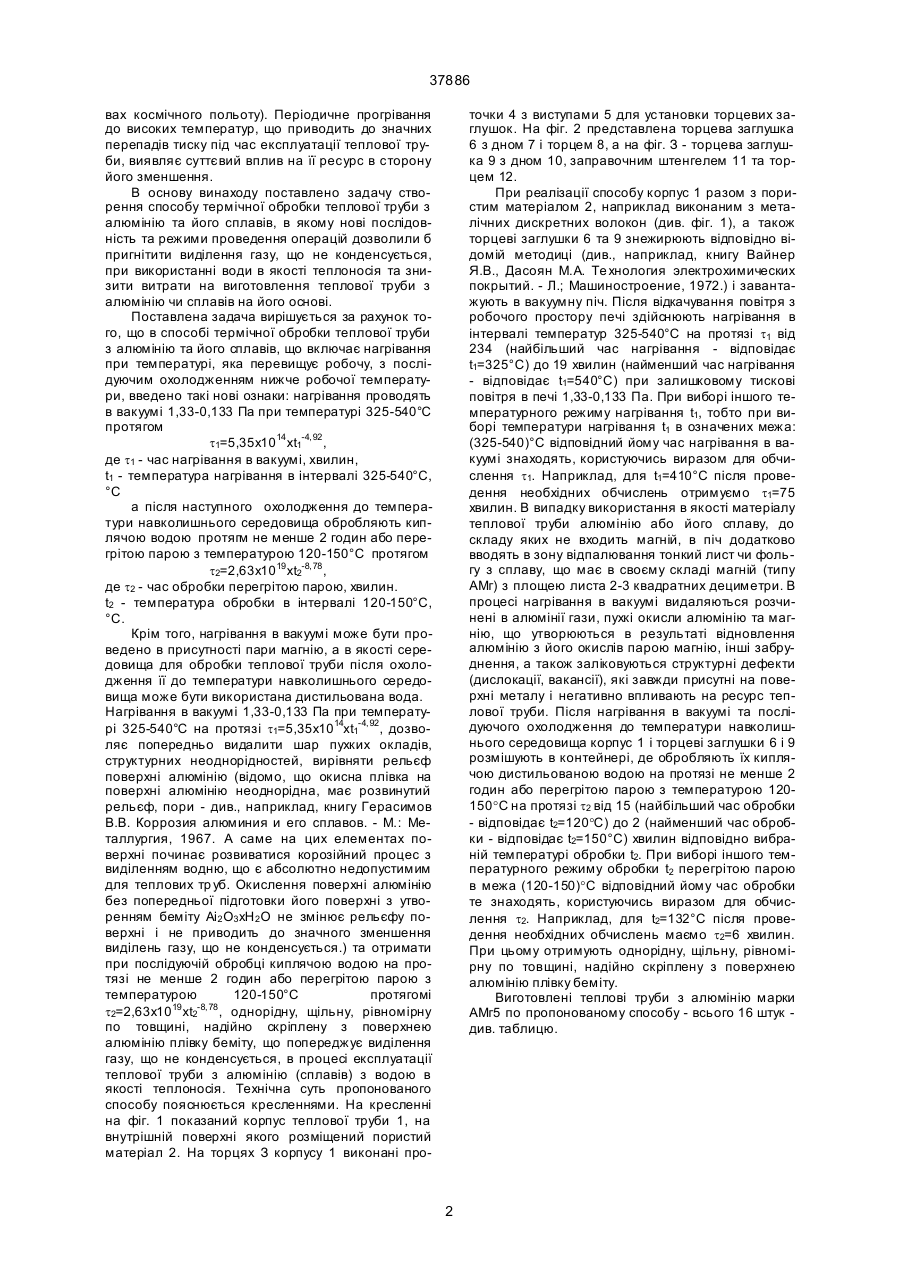
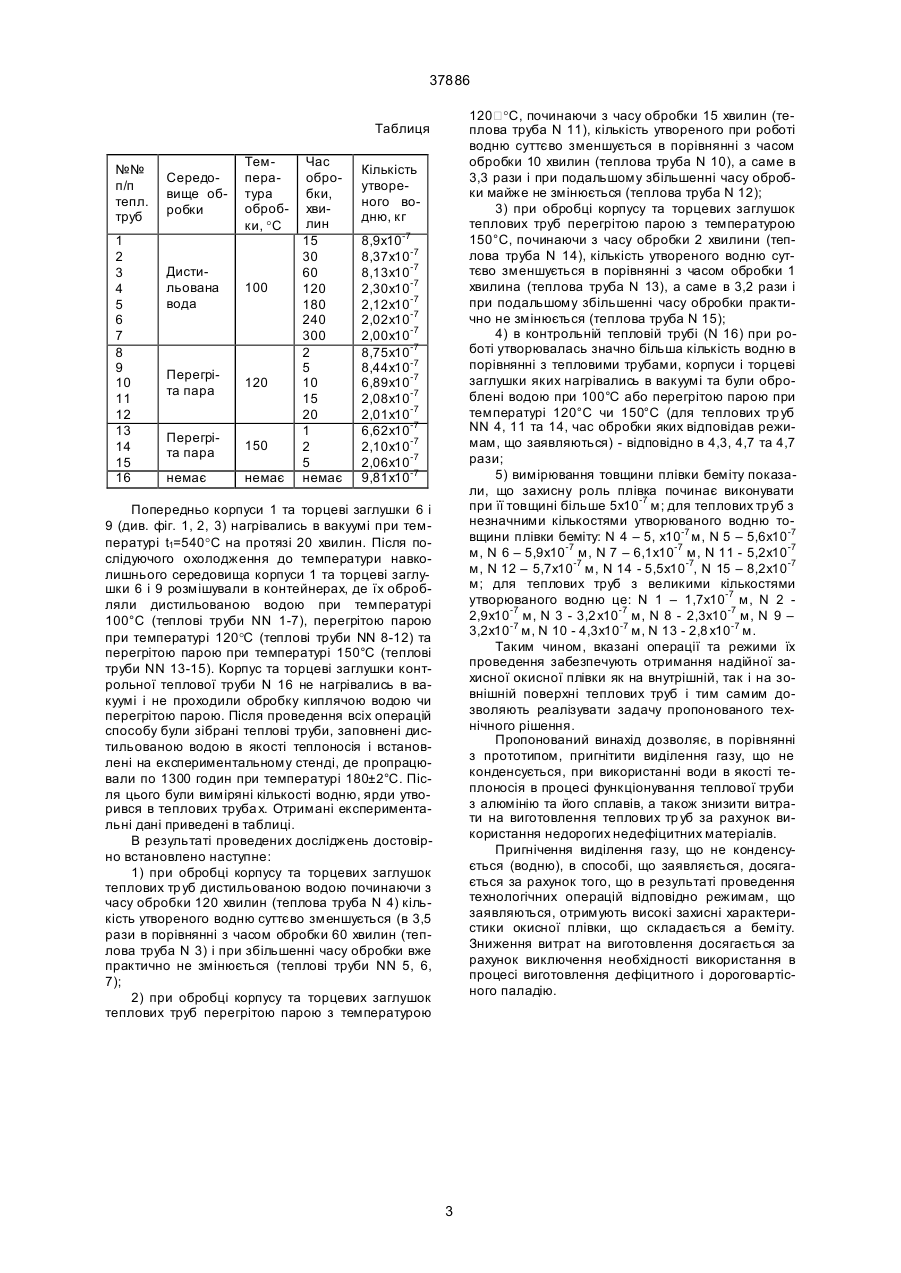
1. Спосіб термічної обробки теплової труби в алюмінію та його сплавів, ідо включає нагрівання при температурі., яка перевищує робочу, а послідуючим охолодженням нижче робочої температури, який відрізняється тим, що нагрівання проводять в вакуумі 1,33-0,133 Па при температурі 325540°С протягом t1=5,35х1014 хt1-4,92 , де t1 - час нагрівання в вакуумі, хвилин, 37886 вах космічного польоту). Періодичне прогрівання до високих температур, що приводить до значних перепадів тиску під час експлуатації теплової труби, виявляє суттєвий вплив на її ресурс в сторону його зменшення. В основу винаходу поставлено задачу створення способу термічної обробки теплової труби з алюмінію та його сплавів, в якому нові послідовність та режими проведення операцій дозволили б пригнітити виділення газу, що не конденсується, при використанні води в якості теплоносія та знизити витрати на виготовлення теплової труби з алюмінію чи сплавів на його основі. Поставлена задача вирішується за рахунок того, що в способі термічної обробки теплової труби з алюмінію та його сплавів, що включає нагрівання при температурі, яка перевищує робочу, з послідуючим охолодженням нижче робочої температури, введено такі нові ознаки: нагрівання проводять в вакуумі 1,33-0,133 Па при температурі 325-540°С протягом t1=5,35х1014 хt1-4,92 , де t1 - час нагрівання в вакуумі, хвилин, t1 - температура нагрівання в інтервалі 325-540°С, °С а після наступного охолодження до температури навколишнього середовища обробляють киплячою водою протягм не менше 2 годин або перегрітою парою з температурою 120-150°С протягом t2=2,63х1019 хt2-8,78 , де t2 - час обробки перегрітою парою, хвилин. t2 - температура обробки в інтервалі 120-150°C, °С. Крім того, нагрівання в вакуумі може бути проведено в присутності пари магнію, а в якості середовища для обробки теплової труби після охолодження її до температури навколишнього середовища може бути використана дистильована вода. Нагрівання в вакуумі 1,33-0,133 Па при температурі 325-540°С на протязі t1=5,35х1014хt1-4,92 , дозволяє попередньо видалити шар пухких окладів, структурних неоднорідностей, вирівняти рельєф поверхні алюмінію (відомо, що окисна плівка на поверхні алюмінію неоднорідна, має розвинутий рельєф, пори - див., наприклад, книгу Герасимов В.В. Коррозия алюминия и его сплавов. - М.: Металлургия, 1967. А саме на цих елементах поверхні починає розвиватися корозійний процес з виділенням водню, що є абсолютно недопустимим для теплових тр уб. Окислення поверхні алюмінію без попередньої підготовки його поверхні з утворенням беміту Аі 2 О3 хН2 О не змінює рельєфу поверхні і не приводить до значного зменшення виділень газу, що не конденсується.) та отримати при послідуючій обробці киплячою водою на протязі не менше 2 годин або перегрітою парою з температурою 120-150°C протягомі t2=2,63х1019 хt2-8,78 , однорідну, щільну, рівномірну по товщині, надійно скріплену з поверхнею алюмінію плівку беміту, що попереджує виділення газу, що не конденсується, в процесі експлуатації теплової труби з алюмінію (сплавів) з водою в якості теплоносія. Технічна суть пропонованого способу пояснюється кресленнями. На кресленні на фіг. 1 показаний корпус теплової труби 1, на внутрішній поверхні якого розміщений пористий матеріал 2. На торцях З корпусу 1 виконані про точки 4 з виступами 5 для установки торцевих заглушок. На фіг. 2 представлена торцева заглушка 6 з дном 7 і торцем 8, а на фіг. З - торцева заглушка 9 з дном 10, заправочним штенгелем 11 та торцем 12. При реалізації способу корпус 1 разом з пористим матеріалом 2, наприклад виконаним з металічних дискретних волокон (див. фіг. 1), а також торцеві заглушки 6 та 9 знежирюють відповідно відомій методиці (див., наприклад, книгу Вайнер Я.В., Дасоян М.А. Те хнология электрохимических покрытий. - Л.; Машиностроение, 1972.) і завантажують в вакуумну піч. Після відкачування повітря з робочого простору печі здійснюють нагрівання в інтервалі температур 325-540°С на протязі t1 від 234 (найбільший час нагрівання - відповідає t1=325°C) до 19 хвилин (найменший час нагрівання - відповідає t1=540°C) при залишковому тискові повітря в печі 1,33-0,133 Па. При виборі іншого температурного режиму нагрівання t1, тобто при виборі температури нагрівання t1 в означених межа: (325-540)°С відповідний йому час нагрівання в вакуумі знаходять, користуючись виразом для обчислення t1. Наприклад, для t1=410°C після проведення необхідних обчислень отримуємо t1=75 хвилин. В випадку використання в якості матеріалу теплової труби алюмінію або його сплаву, до складу яких не входить магній, в піч додатково вводять в зону відпалювання тонкий лист чи фольгу з сплаву, що має в своєму складі магній (типу АМг) з площею листа 2-3 квадратних дециметри. В процесі нагрівання в вакуумі видаляються розчинені в алюмінії гази, пухкі окисли алюмінію та магнію, що утворюються в результаті відновлення алюмінію з його окислів парою магнію, інші забруднення, а також заліковуються структурні дефекти (дислокації, вакансії), які завжди присутні на поверхні металу і негативно впливають на ресурс теплової труби. Після нагрівання в вакуумі та послідуючого охолодження до температури навколишнього середовища корпус 1 і торцеві заглушки 6 і 9 розмішують в контейнері, де обробляють їх киплячою дистильованою водою на протязі не менше 2 годин або перегрітою парою з температурою 120150°С на протязі t2 від 15 (найбільший час обробки - відповідає t2=120°С) до 2 (найменший час обробки - відповідає t2=150°С) хвилин відповідно вибраній температурі обробки t2. При виборі іншого температурного режиму обробки t2 перегрітою парою в межа (120-150)°С відповідний йому час обробки те знаходять, користуючись виразом для обчислення t2. Наприклад, для t2=132°C після проведення необхідних обчислень маємо t2=6 хвилин. При цьому отримують однорідну, щільну, рівномірну по товщині, надійно скріплену з поверхнею алюмінію плівку беміту. Виготовлені теплові труби з алюмінію марки АМг5 по пропонованому способу - всього 16 штук див. таблицю. 2 37886 120 °C, починаючи з часу обробки 15 хвилин (теплова труба N 11), кількість утвореного при роботі водню суттєво зменшується в порівнянні з часом обробки 10 хвилин (теплова труба N 10), а саме в 3,3 рази і при подальшому збільшенні часу обробки майже не змінюється (теплова труба N 12); 3) при обробці корпусу та торцевих заглушок теплових труб перегрітою парою з температурою 150°С, починаючи з часу обробки 2 хвилини (теплова труба N 14), кількість утвореного водню суттєво зменшується в порівнянні з часом обробки 1 хвилина (теплова труба N 13), а саме в 3,2 рази і при подальшому збільшенні часу обробки практично не змінюється (теплова труба N 15); 4) в контрольній тепловій трубі (N 16) при роботі утворювалась значно більша кількість водню в порівнянні з тепловими трубами, корпуси і торцеві заглушки яких нагрівались в вакуумі та були оброблені водою при 100°C або перегрітою парою при температурі 120°С чи 150°С (для теплових тр уб NN 4, 11 та 14, час обробки яких відповідав режимам, що заявляються) - відповідно в 4,3, 4,7 та 4,7 рази; 5) вимірювання товщини плівки беміту показали, що захисну роль плівка починає виконувати при її товщині більше 5х10-7 м; для теплових труб з незначними кількостями утворюваного водню товщини плівки беміту: N 4 – 5, х10-7 м, N 5 – 5,6х10-7 м, N 6 – 5,9х10-7 м, N 7 – 6,1х10-7 м, N 11 - 5,2х10-7 м, N 12 – 5,7х10-7 м, N 14 - 5,5х10-7, N 15 – 8,2х10-7 м; для теплових труб з великими кількостями утворюваного водню це: N 1 – 1,7х10-7 м, N 2 2,9х10-7 м, N 3 - 3,2 х10-7 м, N 8 - 2,3х10-7 м, N 9 – 3,2х10-7 м, N 10 - 4,3х10-7 м, N 13 - 2,8 х10-7 м. Таким чином, вказані операції та режими їх проведення забезпечують отримання надійної захисної окисної плівки як на внутрішній, так і на зовнішній поверхні теплових труб і тим самим дозволяють реалізувати задачу пропонованого технічного рішення. Пропонований винахід дозволяє, в порівнянні з прототипом, пригнітити виділення газу, що не конденсується, при використанні води в якості теплоносія в процесі функціонування теплової труби з алюмінію та його сплавів, а також знизити витрати на виготовлення теплових тр уб за рахунок використання недорогих недефіцитних матеріалів. Пригнічення виділення газу, що не конденсується (водню), в способі, що заявляється, досягається за рахунок того, що в результаті проведення технологічних операцій відповідно режимам, що заявляються, отримують високі захисні характеристики окисної плівки, що складається а беміту. Зниження витрат на виготовлення досягається за рахунок виключення необхідності використання в процесі виготовлення дефіцитного і дороговартісного паладію. Таблиця №№ п/п тепл. труб 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 Середовище обробки Температура обробки, °С Дистильована вода 100 Перегріта пара 120 Перегріта пара 150 немає немає Час обробки, хвилин 15 30 60 120 180 240 300 2 5 10 15 20 1 2 5 немає Кількість утвореного водню, кг 8,9х10-7 8,37х10-7 8,13х10-7 2,30х10-7 2,12х10-7 2,02х10-7 2,00х10-7 8,75х10-7 8,44х10-7 6,89х10-7 2,08х10-7 2,01х10-7 6,62х10-7 2,10х10-7 2,06х10-7 9,81х10-7 Попередньо корпуси 1 та торцеві заглушки 6 і 9 (див. фіг. 1, 2, 3) нагрівались в вакуумі при температурі t1=540°C на протязі 20 хвилин. Після послідуючого охолодження до температури навколишнього середовища корпуси 1 та торцеві заглушки 6 і 9 розмішували в контейнерах, де їх обробляли дистильованою водою при температурі 100°С (теплові труби NN 1-7), перегрітою парою при температурі 120°С (теплові труби NN 8-12) та перегрітою парою при температурі 150°С (теплові труби NN 13-15). Корпус та торцеві заглушки контрольної теплової труби N 16 не нагрівались в вакуумі і не проходили обробку киплячою водою чи перегрітою парою. Після проведення всіх операцій способу були зібрані теплові труби, заповнені дистильованою водою в якості теплоносія і встановлені на експериментальному стенді, де пропрацювали по 1300 годин при температурі 180±2°С. Після цього були виміряні кількості водню, ярди утворився в теплових труба х. Отримані експериментальні дані приведені в таблиці. В результаті проведених досліджень достовірно встановлено наступне: 1) при обробці корпусу та торцевих заглушок теплових тр уб дистильованою водою починаючи з часу обробки 120 хвилин (теплова труба N 4) кількість утвореного водню суттєво зменшується (в 3,5 рази в порівнянні з часом обробки 60 хвилин (теплова труба N 3) і при збільшенні часу обробки вже практично не змінюється (теплові труби NN 5, 6, 7); 2) при обробці корпусу та торцевих заглушок теплових труб перегрітою парою з температурою 3 37886 Фіг. 1 Фіг. 2 Фіг. 3 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for heat treatment of heat pipe with aluminium and its alloys
Автори англійськоюNischyk Oleksandr Pavlovych, Rudenko Oleksandr Ihorovych
Назва патенту російськоюСпособ термической обработки тепловой трубки с алюминия и его сплавов
Автори російськоюНищык Александр Павлович, Руденко Александр Игорьевич
МПК / Мітки
МПК: C21D 9/08
Мітки: сплавів, спосіб, термічної, алюмінію, трубі, теплової, обробки
Код посилання
<a href="https://ua.patents.su/4-37886-sposib-termichno-obrobki-teplovo-trubi-z-alyuminiyu-ta-jjogo-splaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічної обробки теплової труби з алюмінію та його сплавів</a>
Спосіб обробки поверхні алюмінію та його сплавів
Номер патенту: 2906
Опубліковано: 26.12.1994
Автори: Сандулов Дмитро Борисович, Устименко Валерій Миколайович
МПК: C25F 3/00
Мітки: спосіб, поверхні, алюмінію, сплавів, обробки
Формула / Реферат:
1. Способ обработки поверхности алюминия и его сплавов, включающий подготовку поверхности, электрополирование в растворе, содержащем ортофосфорную и серную кислоты, и пассивирование в кислом растворе, отличающийся тем, что подготовку поверхности ведут при температуре 15-30°С в течение 1-5 минут в растворе. содержащем, мас.%: гидроксид натрия 3-4, трилон Б 2-3, воду 93-95, электрополирование ведут при температуре 40-60°С, напряжении 8-15 В и...
Спосіб термічної обробки алюмінієвих сплавів
Номер патенту: 3716
Опубліковано: 27.12.1994
Автори: Половнєва Світлана Прохорівна, Дробязін Володимир Миколайович
МПК: C22F 1/04
Мітки: сплавів, алюмінієвих, термічної, обробки, спосіб
Формула / Реферат:
Способ термической обработки алюминиевых сплавов, включающий закалку, гамма-облучение и старение, отличающийся тем, что, с целью повышения коррозионной стойкости и прочности, после закалки проводят выдержку при температуре жидкого азота, гамма-облучение осуществляют дозой 5-10-5-10 рад при 48-50°С, старение проводят при 48-50 С.
Спосіб термічної обробки цирконієвих сплавів
Номер патенту: 8707
Опубліковано: 30.09.1996
Автори: Неклюдов Іван Матвійович, Стукалов Анатолій Іванович, Шаров Борис Володимирович, Покровський Олександр Сергійович, Петельгузов Іван Антонович, Зусманович Ілля Зельманович, Роенко Микола Михайлович, Кобилянський Геннадій Петрович, Рагуліна Нелля Іванівна, Шевнін Юрій Павлович, Ожигов Леонід Семенович, Савченко Володимир Іванович, Гайдамаченко Георгій Семенович, Шамардін Валентин Кузьмич, Родак Анатолій Глібович, Зеленський Віктор Федотович, Сорокін Валерій Матвійович
МПК: C22F 1/18
Мітки: цирконієвих, обробки, термічної, сплавів, спосіб
Формула / Реферат:
Способ термической обработки циркониевых сплавов, включающий нагрев до температур существования бета-фазы, выдержку и закалку, отличающийся тем, что, с целью ограничения радиационного роста за счет создания квазиизотропной мелкозернистой структуры, нагрев ведут до 880-900°С со скоростью нагрева в интервале 800-900°С не менее 100 град/с, а выдержку осуществляют в течение 10-15 с.
Спосіб термічної обробки цирконієвих сплавів
Номер патенту: 18386
Опубліковано: 25.12.1997
Автори: Платонов Павло Володимирович, Роенко Микола Михайлович, Ожигов Леонід Семенович, Зеленський Віктор Федотович, Стукалов Анатолій Іванович, Воеводін Віктор Миколайович, Савченко Володимир Іванович, Неклюдов Іван Матвійович, Грицина Віктор Михайлович, Гайдамаченко Георгій Семенович
МПК: C22F 1/18
Мітки: обробки, цирконієвих, сплавів, термічної, спосіб
Формула / Реферат:
Способ термической обработки циркониевых сплавов, преимущественно цирконий-ниобиевых, включающий нагрев до температуры существования b-фазы циркония со скоростью не менее 100°C/с, выдержку при этих температурах, охлаждение до комнатной температуры в воде или других средах и отжиг при 540 - 580°C, отличающийся тем, что нагрев сплавов проводят до температуры (920 - 950)°C, выдержку осуществляют в течение времени не более 15с, с последующим...
Спосіб термічної обробки виробів із жаростійких нікелевих сплавів
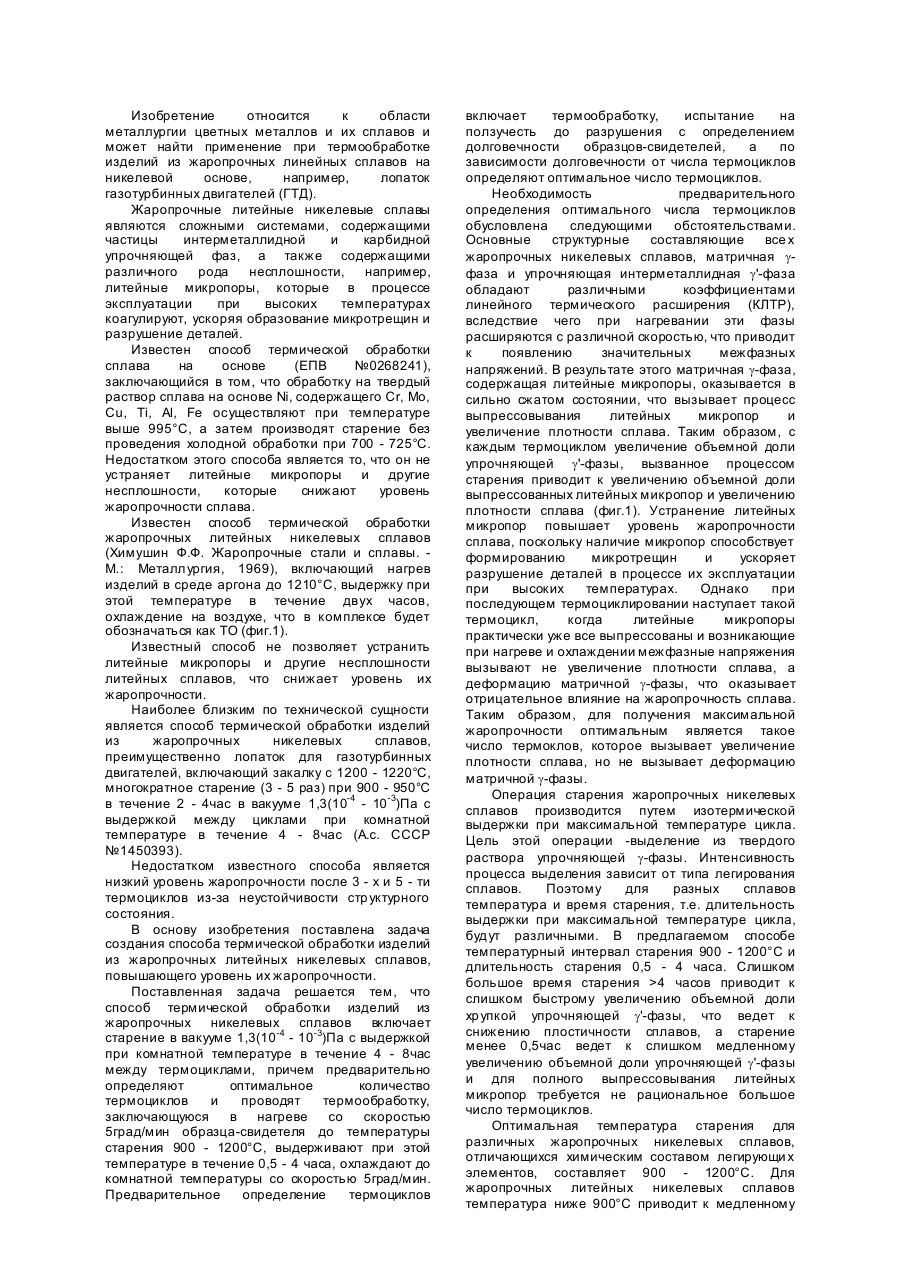
Номер патенту: 20563
Опубліковано: 15.07.1997
Автори: Базелюк Генадій Якович, Калмиков Ернст Алєксєєвіч, Вінокуров Боріс Яковлєвіч
МПК: C22F 1/10
Мітки: сплавів, виробів, жаростійких, нікелевих, обробки, спосіб, термічної
Формула / Реферат:
1. Способ термической обработки изделий из жаропрочных никелевых сплавов, включающий старение в вакууме 1,3 • (10-4-10-3) Па с выдержкой при комнатной температуре в течение 4-8 час между термоциклами, отличающийся тем, что предварительно определяют количество термоциклов и проводят термообработку, заключающуюся в нагреве образца-свидетеля до температуры 900-1200°С, проводят старение, выдерживают при этой температуре в течение 0,5- 4...
Попередній патент: Дисковий екструдер для переробки полімерних матеріалів
Наступний патент: Пристрій для вимірювання різниці фаз нвч-сигналів
Випадковий патент: Спосіб одержання ефірної олії із біомаси зелених водоростей