Спосіб термічної обробки виробів із жаростійких нікелевих сплавів
Номер патенту: 20563
Опубліковано: 15.07.1997
Автори: Базелюк Генадій Якович, Вінокуров Боріс Яковлєвіч, Калмиков Ернст Алєксєєвіч
Формула / Реферат
1. Способ термической обработки изделий из жаропрочных никелевых сплавов, включающий старение в вакууме 1,3 • (10-4-10-3) Па с выдержкой при комнатной температуре в течение 4-8 час между термоциклами, отличающийся тем, что предварительно определяют количество термоциклов и проводят термообработку, заключающуюся в нагреве образца-свидетеля до температуры 900-1200°С, проводят старение, выдерживают при этой температуре в течение 0,5- 4 часа, охлаждают до комнатной температуры со скоростью 5 град/мин.
2. Способ термической обработки по п. 1, отличающийся тем, что предварительное определение термоциклов включает термообработку, испытание на ползучесть до разрушения с определением долговечности образцов-свидетелей, а по зависимости долговечности от числа термоциклов определяют оптимальное число термоциклов.
Текст
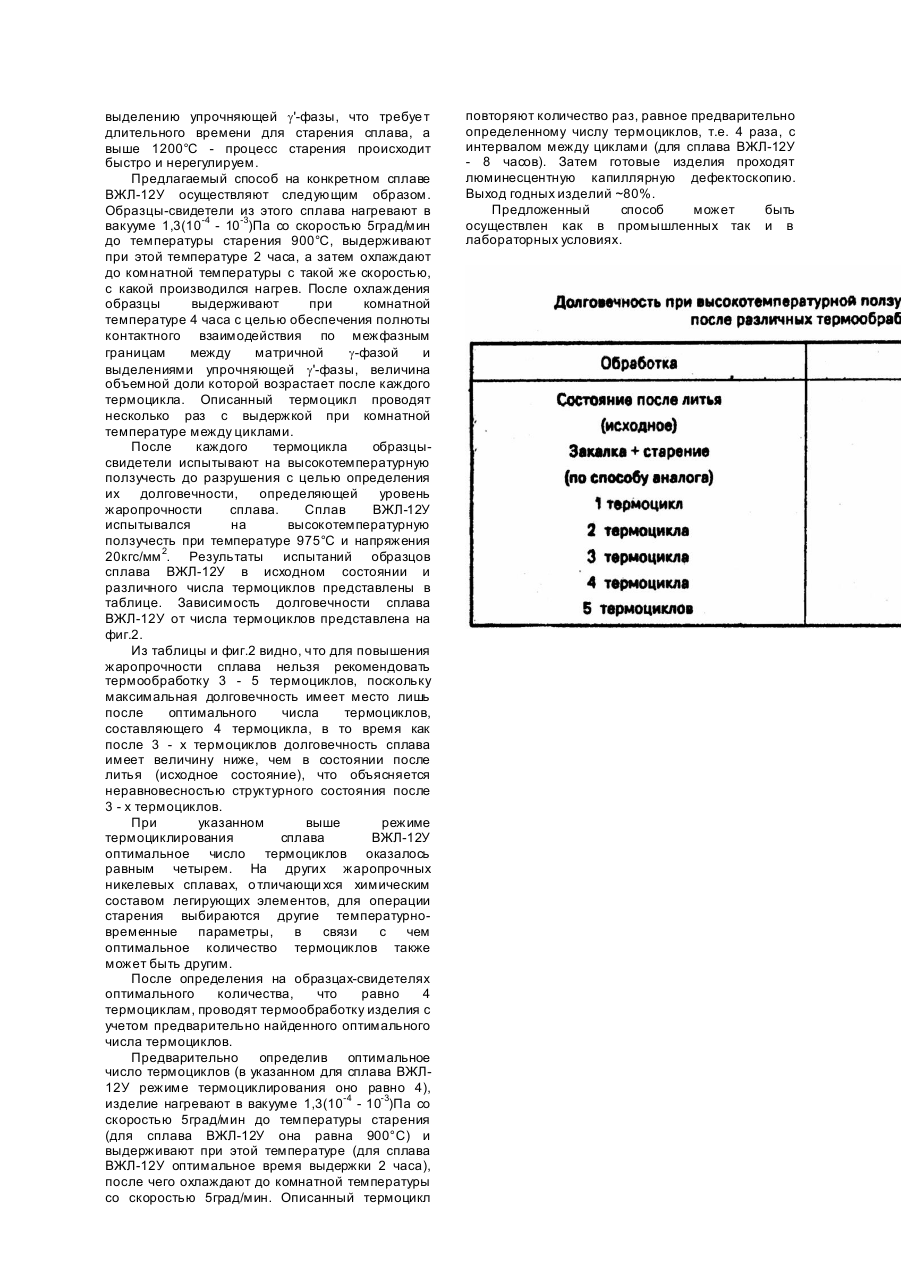
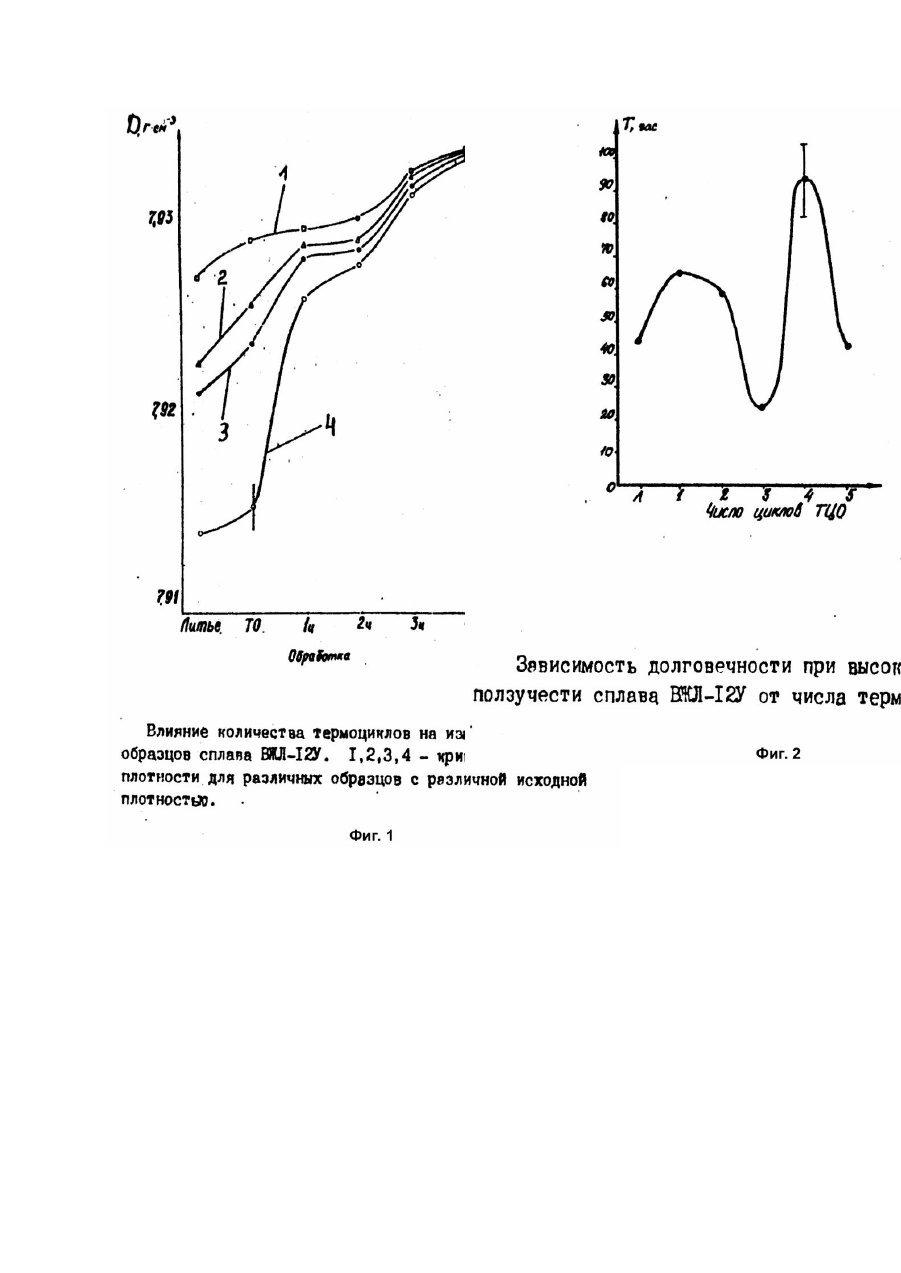
Изобретение относится к области металлургии цветных металлов и их сплавов и может найти применение при термообработке изделий из жаропрочных линейных сплавов на никелевой основе, например, лопаток газотурбинных двигателей (ГТД). Жаропрочные литейные никелевые сплавы являются сложными системами, содержащими частицы интерметаллидной и карбидной упрочняющей фаз, а также содержащими различного рода несплошности, например, литейные микропоры, которые в процессе эксплуатации при высоких температурах коагулируют, ускоряя образование микротрещин и разрушение деталей. Известен способ термической обработки сплава на основе (ЕПВ №0268241), заключающийся в том, что обработку на твердый раствор сплава на основе Ni, содержащего Cr, Mo, Cu, Ti, Al, Fe осуществляют при температуре выше 995°C, а затем производят старение без проведения холодной обработки при 700 - 725°C. Недостатком этого способа является то, что он не устраняет литейные микропоры и другие несплошности, которые снижают уровень жаропрочности сплава. Известен способ термической обработки жаропрочных литейных никелевых сплавов (Химушин Ф.Ф. Жаропрочные стали и сплавы. М.: Металлургия, 1969), включающий нагрев изделий в среде аргона до 1210°C, выдержку при этой температуре в течение двух часов, охлаждение на воздухе, что в комплексе будет обозначаться как ТО (фиг.1). Известный способ не позволяет устранить литейные микропоры и другие несплошности литейных сплавов, что снижает уровень их жаропрочности. Наиболее близким по технической сущности является способ термической обработки изделий из жаропрочных никелевых сплавов, преимущественно лопаток для газотурбинных двигателей, включающий закалку с 1200 - 1220°C, многократное старение (3 - 5 раз) при 900 - 950°C в течение 2 - 4час в вакууме 1,3(10-4 - 10-3)Па с выдержкой между циклами при комнатной температуре в течение 4 - 8час (А.с. СССР №1450393). Недостатком известного способа является низкий уровень жаропрочности после 3 - х и 5 - ти термоциклов из-за неустойчивости стр уктурного состояния. В основу изобретения поставлена задача создания способа термической обработки изделий из жаропрочных литейных никелевых сплавов, повышающего уровень их жаропрочности. Поставленная задача решается тем, что способ термической обработки изделий из жаропрочных никелевых сплавов включает старение в вакууме 1,3(10-4 - 10-3)Па с выдержкой при комнатной температуре в течение 4 - 8час между термоциклами, причем предварительно определяют оптимальное количество термоциклов и проводят термообработку, заключающуюся в нагреве со скоростью 5град/мин образца-свидетеля до температуры старения 900 - 1200°C, выдерживают при этой температуре в течение 0,5 - 4 часа, охлаждают до комнатной температуры со скоростью 5град/мин. Предварительное определение термоциклов включает термообработку, испытание на ползучесть до разрушения с определением долговечности образцов-свидетелей, а по зависимости долговечности от числа термоциклов определяют оптимальное число термоциклов. Необходимость предварительного определения оптимального числа термоциклов обусловлена следующими обстоятельствами. Основные структурные составляющие все х жаропрочных никелевых сплавов, матричная gфаза и упрочняющая интерметаллидная g'-фаза обладают различными коэффициентами линейного термического расширения (КЛТР), вследствие чего при нагревании эти фазы расширяются с различной скоростью, что приводит к появлению значительных межфазных напряжений. В результате этого матричная g-фаза, содержащая литейные микропоры, оказывается в сильно сжатом состоянии, что вызывает процесс выпрессовывания литейных микропор и увеличение плотности сплава. Таким образом, с каждым термоциклом увеличение объемной доли упрочняющей g'-фазы, вызванное процессом старения приводит к увеличению объемной доли выпрессованных литейных микропор и увеличению плотности сплава (фиг.1). Устранение литейных микропор повышает уровень жаропрочности сплава, поскольку наличие микропор способствует формированию микротрещин и ускоряет разрушение деталей в процессе их эксплуатации при высоких температурах. Однако при последующем термоциклировании наступает такой термоцикл, когда литейные микропоры практически уже все выпрессованы и возникающие при нагреве и охлаждении межфазные напряжения вызывают не увеличение плотности сплава, а деформацию матричной g-фазы, что оказывает отрицательное влияние на жаропрочность сплава. Таким образом, для получения максимальной жаропрочности оптимальным является такое число термоклов, которое вызывает увеличение плотности сплава, но не вызывает деформацию матричной g-фазы. Операция старения жаропрочных никелевых сплавов производится путем изотермической выдержки при максимальной температуре цикла. Цель этой операции -выделение из твердого раствора упрочняющей g-фазы. Интенсивность процесса выделения зависит от типа легирования сплавов. Поэтому для разных сплавов температура и время старения, т.е. длительность выдержки при максимальной температуре цикла, будут различными. В предлагаемом способе температурный интервал старения 900 - 1200°C и длительность старения 0,5 - 4 часа. Слишком большое время старения >4 часов приводит к слишком быстрому увеличению объемной доли хр упкой упрочняющей g'-фазы, что ведет к снижению плостичности сплавов, а старение менее 0,5час ведет к слишком медленному увеличению объемной доли упрочняющей g'-фазы и для полного выпрессовывания литейных микропор требуется не рациональное большое число термоциклов. Оптимальная температура старения для различных жаропрочных никелевых сплавов, отличающихся химическим составом легирующи х элементов, составляет 900 - 1200°C. Для жаропрочных литейных никелевых сплавов температура ниже 900°C приводит к медленному выделению упрочняющей g'-фазы, что требуе т длительного времени для старения сплава, а выше 1200°C - процесс старения происходит быстро и нерегулируем. Предлагаемый способ на конкретном сплаве ВЖЛ-12У осуществляют следующим образом. Образцы-свидетели из этого сплава нагревают в вакууме 1,3(10-4 - 10-3)Па со скоростью 5град/мин до температуры старения 900°C, выдерживают при этой температуре 2 часа, а затем охлаждают до комнатной температуры с такой же скоростью, с какой производился нагрев. После охлаждения образцы выдерживают при комнатной температуре 4 часа с целью обеспечения полноты контактного взаимодействия по межфазным границам между матричной g-фазой и выделениями упрочняющей g'-фазы, величина объемной доли которой возрастает после каждого термоцикла. Описанный термоцикл проводят несколько раз с выдержкой при комнатной температуре между циклами. После каждого термоцикла образцысвидетели испытывают на высокотемпературную ползучесть до разрушения с целью определения их долговечности, определяющей уровень жаропрочности сплава. Сплав ВЖЛ-12У испытывался на высокотемпературную ползучесть при температуре 975°C и напряжения 20кгс/мм 2. Результаты испытаний образцов сплава ВЖЛ-12У в исходном состоянии и различного числа термоциклов представлены в таблице. Зависимость долговечности сплава ВЖЛ-12У от числа термоциклов представлена на фиг.2. Из таблицы и фиг.2 видно, что для повышения жаропрочности сплава нельзя рекомендовать термообработку 3 - 5 термоциклов, поскольку максимальная долговечность имеет место лишь после оптимального числа термоциклов, составляющего 4 термоцикла, в то время как после 3 - х термоциклов долговечность сплава имеет величину ниже, чем в состоянии после литья (исходное состояние), что объясняется неравновесностью структурного состояния после 3 - х термоциклов. При указанном выше режиме термоциклирования сплава ВЖЛ-12У оптимальное число термоциклов оказалось равным четырем. На других жаропрочных никелевых сплавах, о тличающи хся химическим составом легирующих элементов, для операции старения выбираются другие температурновременные параметры, в связи с чем оптимальное количество термоциклов также может быть другим. После определения на образцах-свидетелях оптимального количества, что равно 4 термоциклам, проводят термообработку изделия с учетом предварительно найденного оптимального числа термоциклов. Предварительно определив оптимальное число термоциклов (в указанном для сплава ВЖЛ12У режиме термоциклирования оно равно 4), изделие нагревают в вакууме 1,3(10-4 - 10-3)Па со скоростью 5град/мин до температуры старения (для сплава ВЖЛ-12У она равна 900°C) и выдерживают при этой температуре (для сплава ВЖЛ-12У оптимальное время выдержки 2 часа), после чего охлаждают до комнатной температуры со скоростью 5град/мин. Описанный термоцикл повторяют количество раз, равное предварительно определенному числу термоциклов, т.е. 4 раза, с интервалом между циклами (для сплава ВЖЛ-12У - 8 часов). Затем готовые изделия проходят люминесцентную капиллярную дефектоскопию. Выход годных изделий ~80%. Предложенный способ может быть осуществлен как в промышленных так и в лабораторных условиях.
ДивитисяДодаткова інформація
Автори англійськоюBazeliuk Henadii Yakovych
Автори російськоюБазелюк Геннадий Яковлевич
МПК / Мітки
МПК: C22F 1/10
Мітки: жаростійких, нікелевих, сплавів, виробів, спосіб, термічної, обробки
Код посилання
<a href="https://ua.patents.su/3-20563-sposib-termichno-obrobki-virobiv-iz-zharostijjkikh-nikelevikh-splaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічної обробки виробів із жаростійких нікелевих сплавів</a>
Спосіб відновлювальної термічної обробки лопаток деформівних дисперсійно твердіючих жаростійких нікелевих сплавів, перегрітих у процесі експлуатації
Номер патенту: 15917
Опубліковано: 30.06.1997
Автори: Чударєва Ларіса Павловна, Антоненко Тетяна Федорівна, Туманова Гєртруда Івановна, Биков Ігор Дмитрович
МПК: C22F 1/10
Мітки: процесі, перегрітих, спосіб, сплавів, термічної, нікелевих, відновлювальної, деформівних, дисперсійно, жаростійких, твердіючих, лопаток, обробки, експлуатації
Формула / Реферат:
1. Способ восстановительной термической обработки лопаток из деформируемых дисперсионно твердеющих жаропрочных никелевых сплавов, перегретых в процессе эксплуатации, включающий нагрев, изотермимескую выдержку для выделения и коагуляции у фазы и охлаждение, отличающийся тем, что нагрев проводят до оптимальной температуры дисперсионного твердения, выдержку осуществляют в течение времени, необходимого для достижения размера частиц у фазы...
Спосіб термічної обробки алюмінієвих сплавів
Номер патенту: 3716
Опубліковано: 27.12.1994
Автори: Половнєва Світлана Прохорівна, Дробязін Володимир Миколайович
МПК: C22F 1/04
Мітки: термічної, спосіб, обробки, алюмінієвих, сплавів
Формула / Реферат:
Способ термической обработки алюминиевых сплавов, включающий закалку, гамма-облучение и старение, отличающийся тем, что, с целью повышения коррозионной стойкости и прочности, после закалки проводят выдержку при температуре жидкого азота, гамма-облучение осуществляют дозой 5-10-5-10 рад при 48-50°С, старение проводят при 48-50 С.
Спосіб термічної обробки двофазних титанових сплавів мартенситного класу
Номер патенту: 1305
Опубліковано: 25.03.1994
Автори: Брун Морис Якович, Ошкадьоров Станіслав Петрович, Свечников Василь Львович, Марковський Павло Євгенович, Єлагина Людмила Олександрівна, Варфоломієва Людмила Василівна, Годін Наум Львович, Івасишин Орест Михайлович, Смирнов Олексій Михайлович, Гріднев Віталій Никифорович
МПК: C22F 1/18
Мітки: термічної, мартенситного, сплавів, двофазних, обробки, класу, спосіб, титанових
Формула / Реферат:
Способ термической обработки двухфазных титановых сплавов мартснситного класса, включающий нагрев под закалку до температуры на 10— 30 °C выше температуры полиморфного превращения, охлаждение до комнатной температуры и отжиг, отличающийся тем, что, с целью повышения уровня механических свойств путем преобразования пластинчатой структуры в глобулярную, нагрев под закалку проводят со скоростью ...
Спосіб термічної обробки цирконієвих сплавів
Номер патенту: 8707
Опубліковано: 30.09.1996
Автори: Родак Анатолій Глібович, Шевнін Юрій Павлович, Шамардін Валентин Кузьмич, Рагуліна Нелля Іванівна, Неклюдов Іван Матвійович, Сорокін Валерій Матвійович, Стукалов Анатолій Іванович, Шаров Борис Володимирович, Покровський Олександр Сергійович, Роенко Микола Михайлович, Савченко Володимир Іванович, Петельгузов Іван Антонович, Зеленський Віктор Федотович, Кобилянський Геннадій Петрович, Ожигов Леонід Семенович, Гайдамаченко Георгій Семенович, Зусманович Ілля Зельманович
МПК: C22F 1/18
Мітки: сплавів, спосіб, обробки, цирконієвих, термічної
Формула / Реферат:
Способ термической обработки циркониевых сплавов, включающий нагрев до температур существования бета-фазы, выдержку и закалку, отличающийся тем, что, с целью ограничения радиационного роста за счет создания квазиизотропной мелкозернистой структуры, нагрев ведут до 880-900°С со скоростью нагрева в интервале 800-900°С не менее 100 град/с, а выдержку осуществляют в течение 10-15 с.
Спосіб термічної обробки двофазних титанових сплавів мартенситного класу
Номер патенту: 1308
Опубліковано: 25.03.1994
Автори: Ошкадьоров Станіслав Петрович, Івасишин Орест Михайлович, Баулін Анатолій Вікторович, Смирнов Олексій Михайлович, Світов Борис Васильович, Гріднев Віталій Никифорович, Фрідман Веніамін Гиршович, Голубев Володимир Вікторович
МПК: C22F 1/18
Мітки: термічної, титанових, мартенситного, двофазних, класу, обробки, спосіб, сплавів
Формула / Реферат:
Способ термической обработки двухфазных титановых сплавов мартенситного класса, включающий отжиг в (a+b) -области, нагрев под закалку со скоростью 25—200 °C/c до температур в интервале на 50 °C ниже и на 150 °C выше температуры полиморфного превращения, закалку и старение, отличающийся тем, что, с целью повышения прочностных свойств и сокращения длительности обработки, старение производят при 650—700 °C с нагревом до этой температуры со...
Попередній патент: Спосіб миття вовни
Наступний патент: Вила автонавантажувача
Випадковий патент: Спосіб ліквідації однодульної кінцевої колостоми у дітей