Спосіб виготовлення цирконієвих труб
Номер патенту: 38160
Опубліковано: 15.05.2001
Автори: Коваль Анатолій Тимофійович, Медвєдєв Михайло Іванович, Сергєєв Віктор Володимирович, Семенов Георгій Романович, Вахрушева Віра Сергіївна, Дергач Тетяна Олександрівна, Чернов Анатолій Петрович, Сухомлин Георгій Дмитрович

Текст
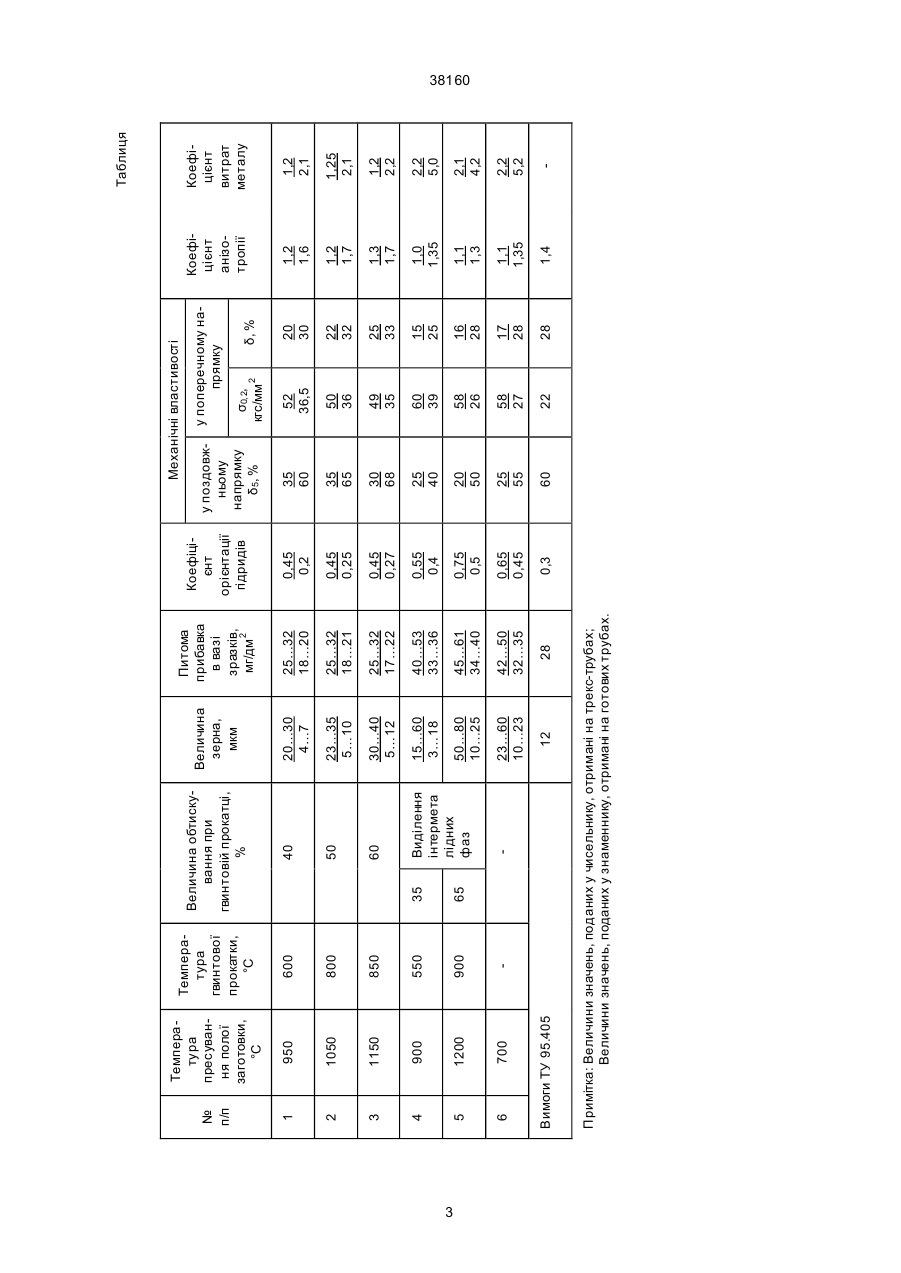
Спосіб виготовлення цирконієвих труб, що включає пресування нагрітої полої заготовки з попередньо нанесеним на неї захисним покриттям і послідуючу багатопрохідну холодну прокатку труби до готового розміру зі здійсненням термічної обробки після кожного проходу, який відрізняється тим, що пресуванню піддають заготовку нагріту до температури 950...1150°С, а після пресування її загартовують у воді, потім нагрівають до 600...850°С і деформують на стані гвинтової прокатки з обтискуванням по товщині стінки 40-60%, а отриману трубу використовують як заготовку для багатопрохідної холодної прокатки. (19) (21) 2000063191 (22) 02.06.2000 (24) 15.05.2001 (33) UA (46) 15.05.2001, Бюл. № 4, 2001 р. (72) Сергєєв Віктор Володимирович, Вахрушева Віра Сергіївна, Чернов Анатолій Петрович, Семенов Георгій Романович, Дергач Тетяна Олександрівна, Сухомлин Георгій Дмитрович, Медвєдєв Ми хайло Іванович, Коваль Анатолій Тимофійович (73) Державний науково-дослідний та конструкторсько-технологічний інститут тр убної промисловості 38160 переробної заготовки для послідуючої багатопрохідної холодної прокатки, що сприяє одержанню готових тр уб підвищеної якості. Це обумовлено тим, що при нагріві до більш високих, ніж у прототипу температур, метал переходить у однофазний b -стан з ОЦК кристалічною решіткою, який характеризується більш високою пластичністю і рівномірним розподілом легуючих елементів і домішок у однофазному твердому розчині, а загартування відпресованої при цій температурі труби ( b -загартування з деформаційного нагріву) призводить до формування в ній однорідної по хімічному складу і розміру зерна мартенситоподібної структури. Послідуюча гвинтова прокатка нагрітої до 600...850°С переробної заготовки з обтискуванням по товщині стінки в межах 40-60% призводить до додаткового роздрібнення зерна і виділення дисперсних частинок надлишкової фази глобулярної форми, сприяючих підвищенню пластичності, необхідної для здійснення послідуючого холодного переробу, а також отриманню необхідної сприятливої текстури вже на етапі виготовлення трекс-труби. Пропонований спосіб здійснюється таким чином. На полу заготовку з цирконієвого сплаву наносять спеціальне захисне покриття, захищаюче поверхню заготовки від газонасичення при температурі пресування. Здійснюють нагрів заготовки, наприклад, в індукційній печі до температури 950...1150°С, після виконують пресування її наприклад, на горизонтальному пресі, після чого здійснюють загартування пропресованої заготовки у воду або водяним спреєром. Після цього здійснюють нагрів заготовок, наприклад, у камерній печі до температури 600...850°С, і послідуючу їх прокатку на стані гвинтової прокатки зі ступенем обтискування по стінні 40-60%. Після прокатки залишки захисного покриття і мастила, а також окисна плівка можуть бути видалені обробкою у лужному розплаві з послідуючою кислотною обробкою і промивкою у воді. Отримані труби використовують як заготовки для багатопрохідної холодної прокатки зі здійсненням термічної обробки після кожного проходу. Готові труби можна піддавати випробуванням згідно з вимогами ТУ. Конкретний приклад На поверхню полої заготовки із сплаву Zr1Nb зовнішнім діаметром 200 мм, довжиною 275 мм і діаметром внутрішнього каналу 40 мм було нанесене захисне покриття на основі склопорошку. Заготовки з покриттям поміщали у вертикальний індуктор високочастотної печі ОКБ 665, нагрівали до температури 950...1150°С. З полих заготовок на горизонтальному гідравлічному пресі зусиллям 16 МН при температурі 950...1150°С були відпресовані труби розміром Æ60х20 мм. Відразу після пресування труби загартовували у воді. Після цього загартовані переробні заготовки були нагріті в камерній печі до температури 600...850°С і прокатані на стані гвинтової прокатки 56-159 з обтискуванням по стінці 40-60% на розмір Æ60х12,0 мм. Охолодження їх здійснювали на відкритому повітрі на стелажі. Після цього з поверхні труб видаляли скло-мастило і окисну плівку травленням у лужному розплаві (Na2CO3+NaNO3+NaOH) при темпера турі 400°С, а далі хімічним травленням у розчинні сірчаної і азотної кислот з кінцевою промивкою у гарячій і холодній воді. Холодну багатопрохідну деформацію отриманих тр уб здійснювали по розробленому маршруту, мм: 1) 60х12,0 - 42х6,0 на стані ХПТ 55; 2) 42х6,0 - 26х3,0 на стані ХПТ 32; 3) 26х3,0 - 14х1,7 на стані ХПТ 32; 4) 14х1,7 - 9х0,7 на стані ХПТР 15¸30. Після кожного проходу холодної прокатки труби піддавали термічній обробці - відпалу у вакуумі (Р~1·10-4 мм рт.ст.) в печі ОКБ1371А при температурі 650°С на проміжних розмірах і при температурі 600°С з витримкою 3 години на готовому розмірі. Аналогічно були отримані труби з параметрами, що виходять поза пропоновані межі за способом за винаходом. Крім того, був випробуваний спосіб, відповідно до прототипу, з виготовленням труб аналогічного сортаменту. Всі виготовлені труби підлягали випробуванням на відповідність вимогам ТУ 95.405. Були випробувані також трекс-труби з оцінкою їх показників. Дані випробувань наведені в таблиці. З наведених в таблиці даних видно, що тр уби, виготовлені за пропонованим способом (див. № 13 табл.), порівняно з прототипом (див. № 6 табл.), мали усі показники якості вищі. Дійсно, величина зерна складає 4...12 мкм, тоді як по прототипу 10...23 мкм, була відсутня різнозернистість і виділення інтерметалідних фаз; питома прибавка в вазі зразків при корозійних випробуваннях у водяній парі при температурі 400°С і тиску 20 МПа за 200 годин випробувань не перевищує 22 мг/дм 2 (по прототипу є 32...35 мг/дм 2) коефіцієнт орієнтації гідридів, який характеризує текстур у труб , не перевищує 0,3 (по прототипу 0,45); відносне видовження у поздовжньому і поперечному напрямках складає більш ніж 60 й 30%, відповідно; коефіцієнт анізотропії, рівний відношенню межі текучості у поперечному напрямку до межі текучості у поздовжньому напрямку, перевищує 1,6, тоді як у прототипу він складає 1,35. При цьому коефіцієнт витрати металу при використанні пропонованого способу приблизно у 2 рази нижче, ніж при використанні способу по прототипу. При виході за пропоновані межі параметрів способу за винаходом (див. № 4 й 5 табл.) збільшується величина зерна і різнозернистість металу готових тр уб, в стр уктурі з'являються виділення інтерметалідної фази, погіршується корозійна стійкість, збільшується коефіцієнт орієнтації гідридів (порушується текстура), зменшується коефіцієнт анізотропії металу труб, знижується пластичність, а отже підвищується коефіцієнт витрати металу. З даних таблиці також можна бачити, що підвищення якості при використанні пропонованого способу відбувається вже на стадії отримання заготовки (трекс-труби) для багатопрохідної холодної прокатки порівняно з аналогічними показниками при випробування способу-прототипу. Таким чином, використання способу за винаходом дозволяє отримати цирконієві труби з більш високим стабільним рівнем металофізичних, корозійних і механічних властивостей при одночасному зниженні витрат коштовного металу. 2 1050 1150 900 1 2 3 4 1200 950 № п/п 3 6 900 550 850 800 600 Температура гвинтової прокатки, °С 65 35 Виділення інтермета лідних фаз 60 50 40 Величина обтискування при гвинтовій прокатці, % 12 23…60 10…23 50…80 10…25 15…60 3…18 30…40 5…12 23…35 5…10 20…30 4…7 Величина зерна, мкм 28 42…50 32…35 45…61 34…40 40…53 33…36 25…32 17…22 25…32 18…21 25…32 18…20 Питома прибавка в вазі зразків, мг/дм 2 Примітка: Величини значень, поданих у чисельнику, отримані на трекс-трубах; Величини значень, поданих у знаменнику, отримані на готових трубах. Вимоги ТУ 95.405 700 5 Температура пресування полої заготовки, °С 0,3 0,65 0,45 0,75 0,5 0,55 0,4 0,45 0,27 0,45 0,25 0,45 0,2 Коефіцієнт орієнтації гідридів 60 25 55 20 50 25 40 30 68 35 65 35 60 у поздовжньому напрямку δ5, % 22 58 27 58 26 60 39 49 35 50 36 52 36,5 σ0,2, кгс/мм 2 28 17 28 16 28 15 25 25 33 22 32 20 30 δ, % у поперечному напрямку Механічні властивості 1,4 1,1 1,35 1,1 1,3 1,0 1,35 1,3 1,7 1,2 1,7 1,2 1,6 Коефіцієнт анізотропії 2,2 5,2 2,1 4,2 2,2 5,0 1,2 2,2 1,25 2,1 1,2 2,1 Коефіцієнт витрат металу Таблиця 38160 38160 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing zirconium pipes
Автори англійськоюSerhieiev Viktor Volodymyrovych, Vakhrusheva Vira Serhiivna, Chernov Anatolii Petrovych, Semenov Heorhii Romanovych, Derhach Tetiana Oleksandrivna, Sukhomlyn Heorhii Dmytrovych, Medviediev Mykhailo Ivanovych, Koval Anatolii Tymofiiovych
Назва патенту російськоюСпособ изготовления циркониевых труб
Автори російськоюСергеев Виктор Владимирович, Вахрушева Вера Сергеевна, Чернов Анатолий Петрович, Семенов Георгий Романович, Дергач Татьяна Александровна, Сухомлин Георгий Дмитриевич, Медведев Михаил Иванович, Коваль Анатолий Тимофеевич
МПК / Мітки
МПК: B21C 23/02, B21B 19/00, C21D 9/08
Мітки: труб, спосіб, виготовлення, цирконієвих
Код посилання
<a href="https://ua.patents.su/4-38160-sposib-vigotovlennya-cirkoniehvikh-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення цирконієвих труб</a>
Спосіб виготовлення цирконієвих труб
Номер патенту: 31165
Опубліковано: 15.12.2000
Автори: Медведєв Михайло Іванович, Коваль Анатолій Тимофійович, Блощинський Григорій Павлович, Карасик Тетяна Леонідівна, Сухомлин Георгій Дмитрович, Сердюк Валентина Олексіївна, Сергєєв Віктор Володимирович, Вахрушєва Віра Сергіївна
МПК: C21D 9/08, B21B 21/00, B21C 23/02
Мітки: цирконієвих, виготовлення, труб, спосіб
Текст:
...формується у результаті деформаціі*литої заготовки пресуванням при більш високих температурах (800-360°С)»а також у результаті зміни умов термообробки труб після кожного проходу холодної прокатки із урахуван ням вмісту киснв в металі. Крім того, у вказаних умовах деформаї^ і термічної обробки при регламентації діаметра заготовки у відповідності з приведеною формулою формується більш сприятлива з точки зору експлуа тації труби текстура...
Спосіб виготовлення холоднодеформованих труб у бухтах
Номер патенту: 32154
Опубліковано: 15.12.2000
Автори: Лобанов Олександр Іванович, Шевченко Миколай Миколайович, Єсаулов Михайло Олексійович, Павлов Володимир Євстафьєвич, Коржов Микола Микитович
МПК: B21C 47/02, B21B 21/00
Мітки: виготовлення, холоднодеформованих, бухтах, труб, спосіб
Текст:
...запропонованого винаходу є збільшення пластичності металу труб при одночасному зменшенні зайнятої обладнанням площі. Не досягається тим, що замість операції намотки труби, яка прокатується, у бухти на бухтонамоточній машині і послідуючої розмотки бухти перед волочінням здійснюють плавний вигин прокатаної труби у зазначеному інтервалі кута Так як радіус дуги, по котрій здійснюють плавний вигин труби, значно більше радіуса бухти і, крім...
Спосіб виготовлення цирконієвих виробів
Номер патенту: 18390
Опубліковано: 25.12.1997
Автори: Гальченко Тетяна Георгіївна, Шулик Ірина Германівна, Чуднова Наталія Михайлівна, Усатіков Іван Федорович
МПК: C04B 35/04, C04B 35/622, C04B 35/48
Мітки: спосіб, цирконієвих, виготовлення, виробів
Формула / Реферат:
Способ изготовления циркониевых изделий путем получения стабилизированного диоксида циркония, измельчения его, покрытия зерен полученного циркониевого наполнителя смесью технического лигносульфоната и метилцеллюлозы, прессования заготовок и их обжига, отличающийся тем, что стабилизированный диоксид циркония получают плавлением последнего со смесью стабилизаторов и в соотношении от 1 : 23 до 10 : 17, для покрытия зерен стабилизированного...
Спосіб виготовлення довгомірних труб із латуні
Номер патенту: 19519
Опубліковано: 25.12.1997
Автори: Коваленко Олексій Петрович, Куцин Микола Андрійович, Серіков Сергій Володимирович, Кравченко Віталій Іванович, Таран Вячеслав Михайлович
МПК: B21C 1/16, B21B 21/00
Мітки: довгомірних, виготовлення, труб, латуні, спосіб
Формула / Реферат:
Способ изготовления длинномерных труб из латуни, включающий холодную прокатку литой заготовки, отличающийся тем, что в качестве заготовки используют профильную гильзу, которую перед холодной прокаткой подвергают неравномерному обжатию по длине, увеличивающемуся от меньшего диаметра к большему, при этом средняя величина обжатия гильзы составляет 28-32% от суммарной деформации при холодной прокатке.
Спосіб виготовлення холоднодеформованих труб малих діаметрів з високолегованих сталей та сплавів
Номер патенту: 31195
Опубліковано: 15.12.2000
Автори: Усенко Анатолій Павлович, Вахрушева Віра Сергіївна, Блощинський Григорій Павлович, Ковальова Лариса Григорівна, Лезінська Олена Яківна
МПК: B21B 21/00, B21C 37/06
Мітки: малих, сталей, діаметрів, спосіб, високолегованих, сплавів, труб, виготовлення, холоднодеформованих
Текст:
...основної маси включень до внутрішньої стінки полого зливку; які потім видаляють механічною обробкою. Крім того*, проробка литої структури пресуванням забезпечує повну та однорідну рекрісталізацію'» а тобто однорідну зерен^у структуру металу трубної заготовки перед холодною роликовою прокаткою, а електрохімобробка сприяє одержанню потрібної для подальшої роликової прокатки якості поверхні. Причому, виготовлення відцентровим виливанням...