Спосіб монтажу колонної головки при заміні наземного гирлового обладнання під час ремонту свердловини
Номер патенту: 39341
Опубліковано: 25.02.2009
Автори: Місіньов Андрій Олексійович, Добровольський Ігор Володимирович, Подолянчук Олександр Вікторович, Ленкевич Юрій Євгенович, Цибулько Сергій Володимирович, Римчук Данило Васильович
Формула / Реферат
Спосіб монтажу колонної головки при заміні наземного гирлового обладнання під час ремонту свердловини, який полягає в установці корпусу колонної головки на кондуктор, фіксації корпусу колонної головки відносно кондуктора зварюванням і фіксації експлуатаційної колони відносно корпусу колонної головки клиновою підвіскою прикладанням осьового навантаження на корпус колонної головки перед фіксацією корпусу колонної головки відносно кондуктора зварюванням, який відрізняється тим, що перед прикладанням осьового навантаження на корпус колонної головки прикладають осьове навантаження на клинову підвіску у напрямку, протилежному осьовому навантаженню на корпус колонної головки.
Текст
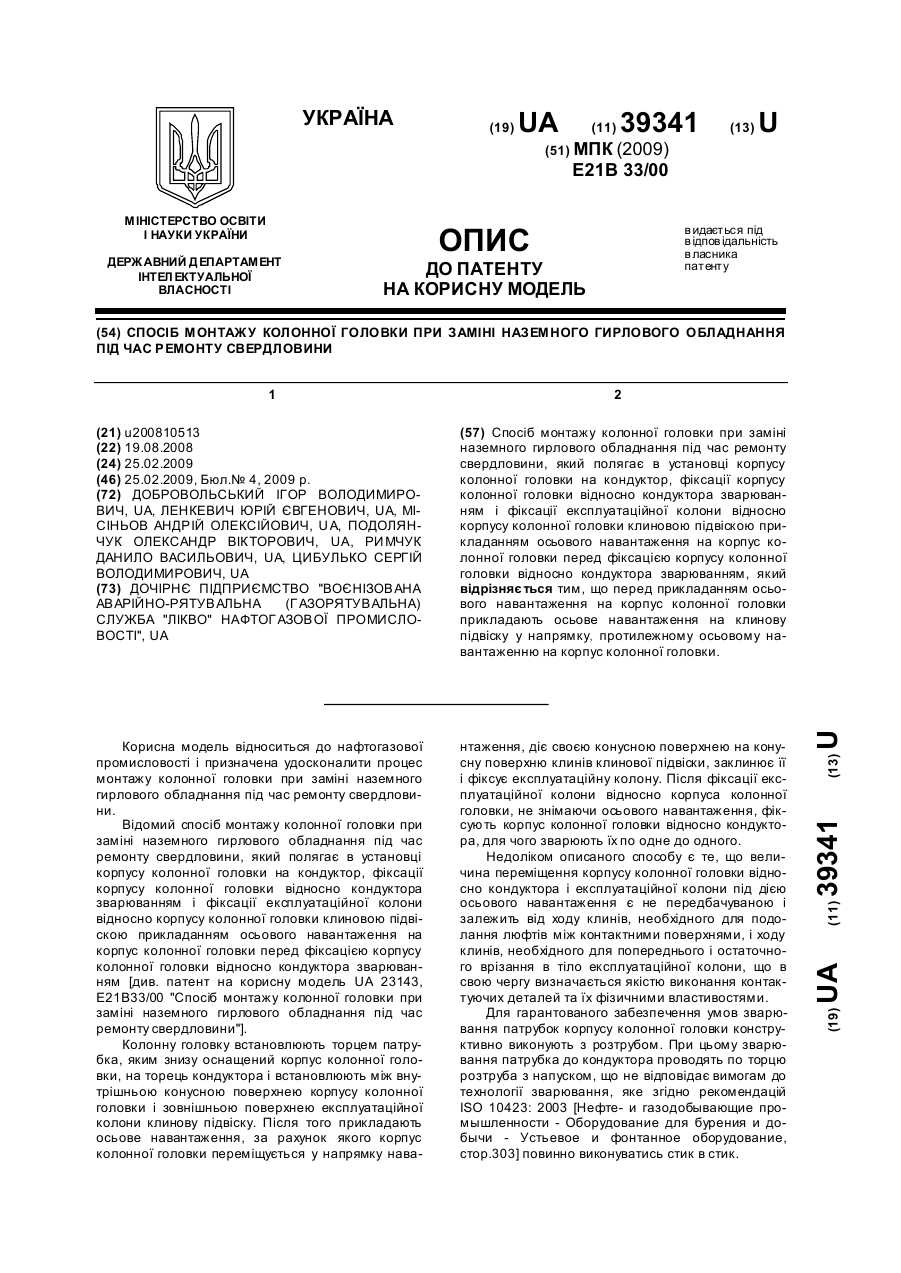
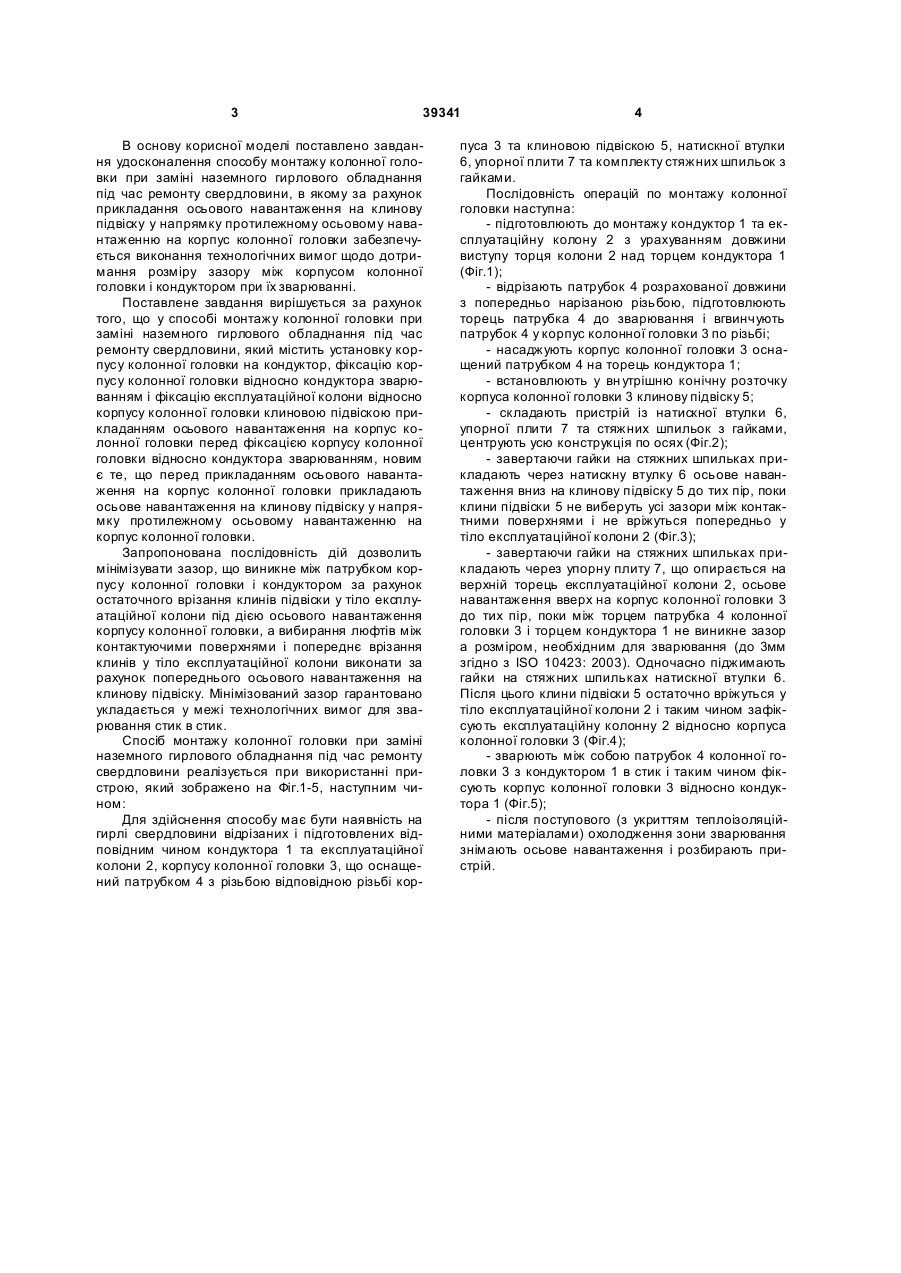
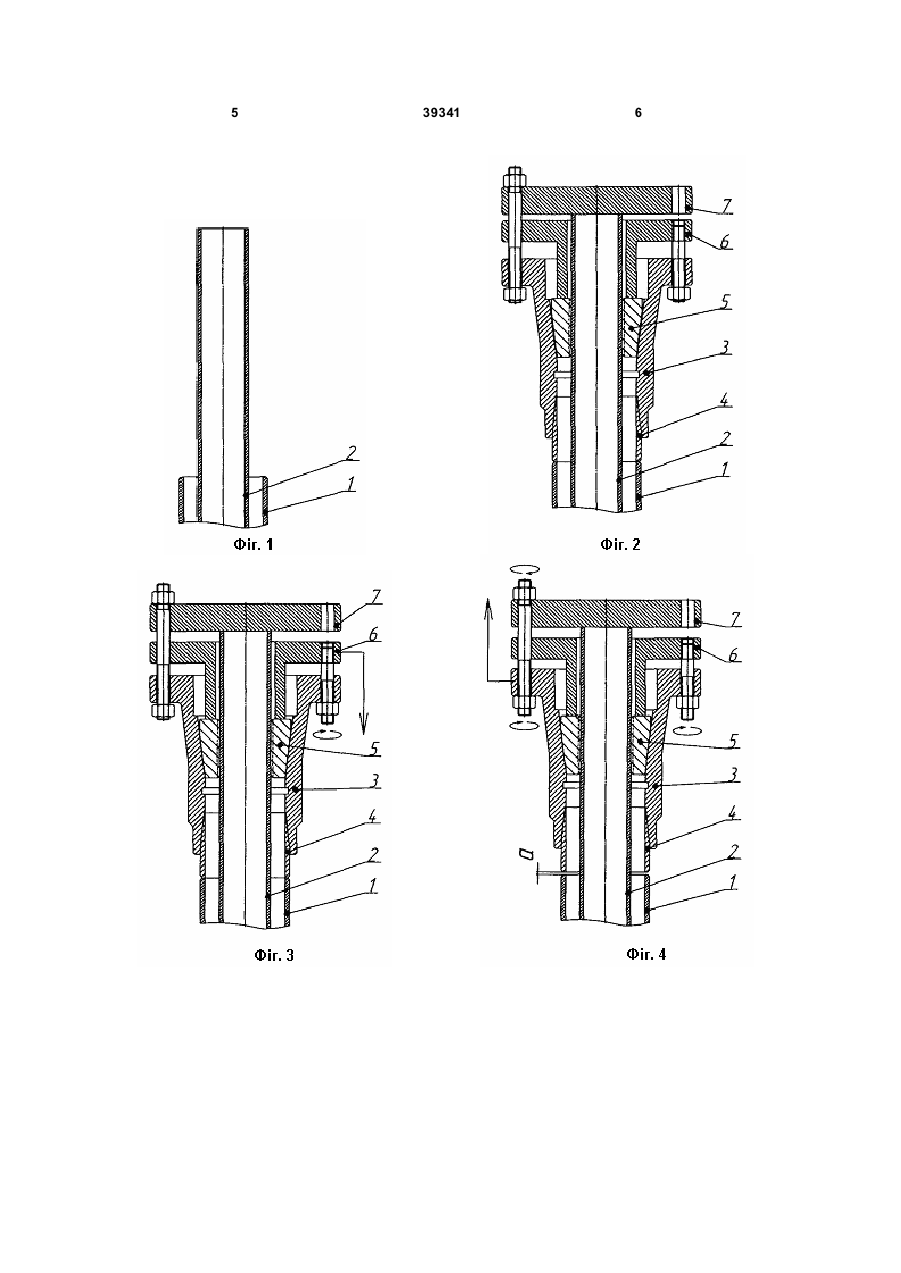
Спосіб монтажу колонної головки при заміні наземного гирлового обладнання під час ремонту свердловини, який полягає в установці корпусу колонної головки на кондуктор, фіксації корпусу колонної головки відносно кондуктора зварюванням і фіксації експлуатаційної колони відносно корпусу колонної головки клиновою підвіскою прикладанням осьового навантаження на корпус колонної головки перед фіксацією корпусу колонної головки відносно кондуктора зварюванням, який відрізняє ться тим, що перед прикладанням осьового навантаження на корпус колонної головки прикладають осьове навантаження на клинову підвіску у напрямку, протилежному осьовому навантаженню на корпус колонної головки. (19) (21) u200810513 (22) 19.08.2008 (24) 25.02.2009 (46) 25.02.2009, Бюл.№ 4, 2009 р. (72) ДОБРОВОЛЬСЬКИЙ ІГОР ВОЛОДИМИРОВИЧ, UA, ЛЕНКЕВИЧ ЮРІЙ ЄВГЕНОВИЧ, UA, МІСІНЬОВ АНДРІЙ ОЛЕКСІЙОВИЧ, U A, ПОДОЛЯНЧУК ОЛЕКСАНДР ВІКТОРОВИЧ, UA, РИ МЧУК ДАНИЛО ВАСИЛЬОВИЧ, UA, ЦИБУЛЬКО СЕРГІЙ ВОЛОДИМИРОВИЧ, UA (73) ДОЧІРНЄ ПІДПРИЄМСТВО "ВОЄНІЗОВАНА АВАРІЙНО-РЯТУВАЛЬНА (Г АЗОРЯТУВАЛЬНА) СЛУЖБА "ЛІКВО" НАФТОГ АЗОВОЇ ПРОМИСЛОВОСТІ", UA 3 39341 В основу корисної моделі поставлено завдання удосконалення способу монтажу колонної головки при заміні наземного гирлового обладнання під час ремонту свердловини, в якому за рахунок прикладання осьового навантаження на клинову підвіску у напрямку протилежному осьовому навантаженню на корпус колонної головки забезпечується виконання технологічних вимог щодо дотримання розміру зазору між корпусом колонної головки і кондуктором при їх зварюванні. Поставлене завдання вирішується за рахунок того, що у способі монтажу колонної головки при заміні наземного гирлового обладнання під час ремонту свердловини, який містить установку корпусу колонної головки на кондуктор, фіксацію корпусу колонної головки відносно кондуктора зварюванням і фіксацію експлуатаційної колони відносно корпусу колонної головки клиновою підвіскою прикладанням осьового навантаження на корпус колонної головки перед фіксацією корпусу колонної головки відносно кондуктора зварюванням, новим є те, що перед прикладанням осьового навантаження на корпус колонної головки прикладають осьове навантаження на клинову підвіску у напрямку протилежному осьовому навантаженню на корпус колонної головки. Запропонована послідовність дій дозволить мінімізувати зазор, що виникне між патрубком корпусу колонної головки і кондуктором за рахунок остаточного врізання клинів підвіски у тіло експлуатаційної колони під дією осьового навантаження корпусу колонної головки, а вибирання люфтів між контактуючими поверхнями і попереднє врізання клинів у тіло експлуатаційної колони виконати за рахунок попереднього осьового навантаження на клинову підвіску. Мінімізований зазор гарантовано укладається у межі технологічних вимог для зварювання стик в стик. Спосіб монтажу колонної головки при заміні наземного гирлового обладнання під час ремонту свердловини реалізується при використанні пристрою, який зображено на Фіг.1-5, наступним чином: Для здійснення способу має бути наявність на гирлі свердловини відрізаних і підготовлених відповідним чином кондуктора 1 та експлуатаційної колони 2, корпусу колонної головки 3, що оснащений патрубком 4 з різьбою відповідною різьбі кор 4 пуса 3 та клиновою підвіскою 5, натискної втулки 6, упорної плити 7 та комплекту стяжних шпильок з гайками. Послідовність операцій по монтажу колонної головки наступна: - підготовлюють до монтажу кондуктор 1 та експлуатаційну колону 2 з урахуванням довжини виступу торця колони 2 над торцем кондуктора 1 (Фіг.1); - відрізають патрубок 4 розрахованої довжини з попередньо нарізаною різьбою, підготовлюють торець патрубка 4 до зварювання і вгвинчують патрубок 4 у корпус колонної головки 3 по різьбі; - насаджують корпус колонної головки 3 оснащений патрубком 4 на торець кондуктора 1; - встановлюють у вн утрішню конічну розточку корпуса колонної головки 3 клинову підвіску 5; - складають пристрій із натискної втулки 6, упорної плити 7 та стяжних шпильок з гайками, центрують усю конструкція по осях (Фіг.2); - завертаючи гайки на стяжних шпильках прикладають через натискну втулку 6 осьове навантаження вниз на клинову підвіску 5 до тих пір, поки клини підвіски 5 не виберуть усі зазори між контактними поверхнями і не вріжуться попередньо у тіло експлуатаційної колони 2 (Фіг.3); - завертаючи гайки на стяжних шпильках прикладають через упорну плиту 7, що опирається на верхній торець експлуатаційної колони 2, осьове навантаження вверх на корпус колонної головки 3 до тих пір, поки між торцем патрубка 4 колонної головки 3 і торцем кондуктора 1 не виникне зазор а розміром, необхідним для зварювання (до 3мм згідно з ISO 10423: 2003). Одночасно піджимають гайки на стяжних шпильках натискної втулки 6. Після цього клини підвіски 5 остаточно вріжуться у тіло експлуатаційної колони 2 і таким чином зафіксують експлуатаційну колонну 2 відносно корпуса колонної головки 3 (Фіг.4); - зварюють між собою патрубок 4 колонної головки 3 з кондуктором 1 в стик і таким чином фіксують корпус колонної головки 3 відносно кондуктора 1 (Фіг.5); - після поступового (з укриттям теплоізоляційними матеріалами) охолодження зони зварювання знімають осьове навантаження і розбирають пристрій. 5 39341 6 7 Комп’ютерна в ерстка А. Рябко 39341 8 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for mounting column head at replacement of surface mouth equipment at repair of well
Автори англійськоюDobrovolskyi Ihor Volodymyrovych, Lenkevych Yurii Yevhenovych, Misiniov Andrii Oleksiiovych, Podolianchuk Oleksandr Viktorovych, Rymchuk Danylo Vasyliovych, Tsybulko Serhii Volodymyrovych
Назва патенту російськоюСпособ монтажа колонной головки при замене наземного устьевого оборудования во время ремонта скважины
Автори російськоюДобровольский Игорь Владимирович, Ленкевич Юрий Евгеньевич, Мисинев Андрей Алексеевич, Подолянчук Александр Викторович, Рымчук Данила Васильевич, Цыбулько Сергей Владимирович
МПК / Мітки
МПК: E21B 33/00
Мітки: заміни, ремонту, гирлового, монтажу, обладнання, колонної, свердловини, спосіб, наземного, головки
Код посилання
<a href="https://ua.patents.su/4-39341-sposib-montazhu-kolonno-golovki-pri-zamini-nazemnogo-girlovogo-obladnannya-pid-chas-remontu-sverdlovini.html" target="_blank" rel="follow" title="База патентів України">Спосіб монтажу колонної головки при заміні наземного гирлового обладнання під час ремонту свердловини</a>
Спосіб монтажу колонної головки при заміні наземного гирлового обладнання під час ремонту свердловини
Номер патенту: 23143
Опубліковано: 10.05.2007
Автори: Вайсберг Григорій Львович, Римчук Данило Васильович, Курило Ярослав Володимирович, Ленкевич Юрій Євгенович
МПК: E21B 33/00
Мітки: ремонту, спосіб, обладнання, гирлового, колонної, заміни, монтажу, наземного, свердловини, головки
Формула / Реферат:
Спосіб монтажу колонної головки при заміні наземного гирлового обладнання під час ремонту свердловини, який полягає в установці корпусу колонної головки на кондуктор, фіксації корпусу колонної головки відносно кондуктора і фіксації експлуатаційної колони відносно корпусу колонної головки клиновою підвіскою, який відрізняється тим, що фіксацію корпусу колонної головки відносно кондуктора проводять після фіксації експлуатаційної колони відносно...
Пристрій для наведення противикидного обладнання на корпус колонної головки гирла фонтануючої свердловини
Номер патенту: 6460
Опубліковано: 16.05.2005
Автори: Синюк Борис Борисович, Рибчин Ілля Йосипович, Бондарев Віктор Артемович, Дітковський Анатолій Вікторович, Вайсберг Григорій Львович, Римчук Данило Васильович, Ленкевич Юрій Євгенович, Мельник Михайло Петрович
МПК: E21B 33/00
Мітки: гирла, свердловини, обладнання, фонтануючої, пристрій, головки, колонної, противикидного, наведення, корпус
Формула / Реферат:
Пристрій для наведення противикидного обладнання на корпус колонної головки гирла фонтануючої свердловини, що містить привід для переміщення противикидного обладнання у вертикальне положення, струбцини попередньої герметизації, виконані у вигляді гідроциліндрів зі штоками й упорами, установленими на гідроциліндрах для взаємодії з фланцем противикидного обладнання та фланцем корпусу колонної головки, і гирловий захоплювач у вигляді плити з...
Пристрій для наведення противикидного обладнання на хрестовину колонної головки устя фонтанувальної свердловини
Номер патенту: 28336
Опубліковано: 16.10.2000
Автори: Римчук Данило Васильович, Ленкевич Юрій Євгенович, Бондарев Віктор Артемович
МПК: E21B 33/00
Мітки: пристрій, противикидного, колонної, наведення, хрестовину, свердловини, головки, обладнання, фонтанувальної, устя
Формула / Реферат:
Устройство для наведения противовибросового оборудования за крестовину колонной головки устья фонтанирующей скважины, содержащее привод для перемещения противовибросового оборудования в вертикальное положение, струбцины предварительной герметизации фланцевого соединения, выполненные в виде гицроцилиндров со штоками и упорами, установленными на гицроцилиндрах два взаимодействия с фланцем противовыбросового оборудования с фланцем крестовины...
Пристрій для герметизації міжтрубного простору при наведенні противикидного обладнання на гирло фонтануючої свердловини
Номер патенту: 952
Опубліковано: 16.07.2001
Автори: Вайсберг Григорій Львович, Ленкевич Юрій Євгенович, Римчук Данило Васильович
МПК: E21B 33/00
Мітки: пристрій, свердловини, гирло, наведенні, фонтануючої, обладнання, герметизації, противикидного, міжтрубного, простору
Формула / Реферат:
Пристрій для герметизації міжтрубного простору при наведенні противикидного обладнання на гирло фонтануючої свердловини, який містить кільцевий герметизуючий елемент, який відрізняється тим, що його споряджено розмінним корпусом з центральним осьовим отвором, на внутрішній поверхні корпусу виконана кільцева конічна розточка для розміщення в ній герметизуючого елемента, який виконано розрізним, корпус споряджено стягуючими та фіксуючими...
Пристрій для тимчасової оперативної герметизації затрубного простору колони труб нафтового сортаменту відносно верхнього фланця гирлового обладнання
Номер патенту: 6584
Опубліковано: 16.05.2005
Автори: Подолянчук Олександр Вікторович, Вайсберг Григорій Львович, Дітковський Анатолій Вікторович, Ленкевич Юрій Євгенович, Римчук Данило Васильович
МПК: E21B 33/03
Мітки: фланця, відносної, труб, верхнього, сортаменту, пристрій, оперативної, нафтового, обладнання, затрубного, колони, простору, герметизації, гирлового, тимчасово
Формула / Реферат:
Пристрій для тимчасової оперативної герметизації затрубного простору колони труб нафтового сортаменту відносно верхнього фланця гирлового обладнання, що містить корпус і герметизуючий елемент, який відрізняється тим, що корпус виконаний у вигляді рознімної плити, герметизуючий елемент виконаний рознімним, пристрій містить рознімну натискну шайбу з тягами, рознімна натискна шайба розміщена під герметизуючим елементом, тяги жорстко з'єднані з...
Попередній патент: Шахтний охолоджувач кускових матеріалів
Наступний патент: Спосіб прогнозування ризику виникнення раку молочної залози
Випадковий патент: Спосіб різання харчових продуктів охолодженим струменем води