Спосіб ремонту корозійних дефектів, розміщених поблизу зварного шва та на зварному шві трубопроводу
Номер патенту: 39368
Опубліковано: 25.02.2009
Автори: Ковалів Євстахій Осипович, Бут Віктор Степанович, Пеньківський Віктор Юлікович, Рудко Василь Петрович, Лохман Ігор Вікторович, Степ'юк Михайло Дмитрович, Сидор Михайло Дмитрович
Формула / Реферат
Спосіб ремонту корозійних дефектів, розміщених поблизу зварного шва та на зварному шві трубопроводу, який включає установку технологічних кілець, які приварюють до трубопроводу, і підсилення муфтою, який відрізняється тим, що технологічні бандажні кільця, які встановлюють безпосередньо до зварного шва, виготовляють шириною, достатньою для перекриття корозійної ділянки на 50 мм, але не більше половини діаметра трубопроводу, і після встановлення на трубопроводі проварюються повздовжніми швами, після чого виконують монтаж та зварювання повздовжніх швів технологічних кілець, які приварюють до бандажів та трубопроводу напустково-стиковим зварним швом, а після цього встановлюють зовнішню оболонку, яку проварюють повздовжнім швом і приварюють до технологічних кілець кутовим швом.
Текст
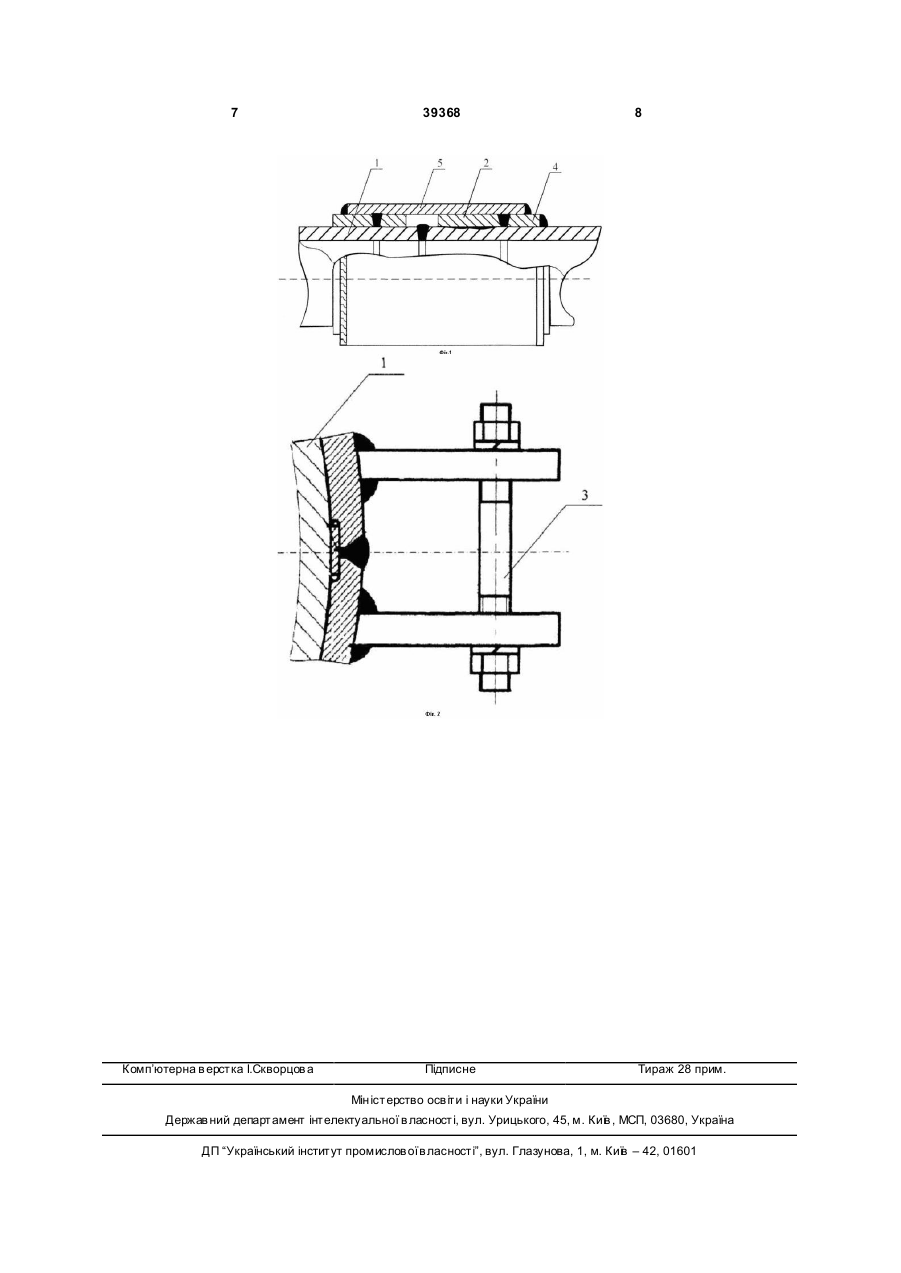
Спосіб ремонту корозійних дефектів, розміщених поблизу зварного шва та на зварному шві трубопроводу, який включає установку те хнологічних кілець, які приварюють до трубопроводу, і під 3 39368 щільному приляганню муфти до тр уби. Крім того, міжшаровий просвіт не дозволяє ефективно розвантажувати стінку труби при підвищенні внутрішнього тиску і сприяє розвитку корозійних процесів в міжтрубній порожнині. Відомий також спосіб монтажу підсилюючої муфти на дефектний стик діючого трубопроводу, який включає установку технологічних кілець, які приварюють до трубопроводу з частковим проплавленням його стінки, і розрізної муфти, виго товленої із двох частин і розміщеної на кільцях, заповнення порожнини між трубою і муфтою газонепроникливою самотвердіючою масою. Цей спосіб відрізняється від відомих тим, що з двох сторін дефектного стику тр убопроводу встановлюють по два технологічних кільця із зазором між ними, а розрізну муфту збирають на технологічних кільцях і приварюють до них кутовими швами, що розташовані від зовнішніх торців кілець на відстані 0,3-0,5 товщини стінки кілець, при цьому самотвердіючу масу подають в порожнину, утворену дефектним стиком і муфтою. Спосіб також відрізняється тим, що розрізну муфту виго товляють із добре зварюваної сталі меншої міцності, ніж метал трубопроводу, товщина якої дорівнює 0,56 t1·K, де t1 - товщина стінки труби, К - співвідношення границь міцності металу тр уби і муфти [див. Деклараційний патент України №36426, МПК В23К31/10]. Розрізний бандаж використовується при ремонті дефектів, глибина яких не перевищує 40% від номінальної товщини стінки труби, а максимальна довжина менша за критичну, яка розраховується за критеріями механіки руйнування. При цьому ширина розрізного бандажу не може перевищувати половини діаметра трубопроводу. С уттєвим обмеженням цього методу ремонту є те, що він може використовуватись для дефектів, які розміщені на віддалі не ближче 150мм від кільцевого зварного шва. Герметична муфта з те хнологічними кільцями використовується для ремонту дефектів, глибина яких перевищує 40% від номінальної товщини стінки а також при обширних корозійних пошкодженнях. Для ремонту кільцевих зварних з’єднань, а також корозійних дефектів в зоні, що примикає до зварного шва застосовуються двошарові герметичні муфти. Конструктивно двошарова муфта складається з технологічних кілець, та зовнішньої оболонки. Технологічні кільця встановлюються впритул до кільцевого шва з зазором 8-10мм і зварюються між собою та до трубопроводу напустково-стиковим швом. Аналогічна пара кілець встановлюється і зварюється з іншого боку кільцевого шва. Після цього встановлюється зовнішня оболонка з двох напівоболонок, які після монтажу проварюються спочатку повздовжнім швом, а потім кутовим швом до поверхні кілець. Ширина технологічних кілець двошарової муфти регламентується ТУ і становить 100мм. Дуже часто в процесі візуального обстеження дефектних зварних з’єднань магістральних газопроводів виявляються корозійні дефекти, які розміщені не тільки в пришовній зоні, а також на пев 4 ній відстані 200-300мм і більше від зварного шва. Такі дефекти є характерними для газопроводів, збудованих із труб з заводською ізоляцією, оскільки зварний шов і ділянки, прилеглі до нього ізолюються в трасових умовах, і відповідно якість ізоляційного покриття є нижчою, ніж заводської ізоляції. Технічне рішення за деклараційним патентом України №36426 обрано як прототип. Але це технічне рішення не забезпечує уніфікований спосіб ремонту корозійних дефектів, які розміщені на кільцевому зварному шві, на ділянках, що прилягають до нього, а також на певній віддалі від шва. В основу корисної моделі поставлена задача розробити такий спосіб ремонту корозійних дефектів, розміщених поблизу зварного шва та зварному шві тр убопроводу, за допомогою нової послідовності технологічних операцій, який забезпечить надійний ремонт дефектів, які розміщені на ділянках, що прилягають до нього, а також на певній віддалі від шва. Це завдання вирішується тим, що те хнологічні бандажні кільця, які встановлюються безпосередньо до зварного шва виготовляються шириною, достатньою для перекриття корозійної ділянки на 50мм, але не більше половини діаметра трубопроводу і після встановлення на трубопроводі проварюються повздовжніми швами, після чого виконують монтаж та зварювання поздовжніх швів технологічних кілець, які приварюють до бандажів та трубопроводу напустково-стиковим зварним швом, а потім встановлюють зовнішню оболонку, яку проварюють поздовжнім швом та приварюють до технологічних кілець кутовим швом. Технологічне кільце, яке встановлюється безпосередньо до зварного шва муфти виготовляється шириною, достатньою для перекриття корозійної ділянки на 50мм, при цьому його ширина не може бути більшою за половину діаметра трубопроводу. Перед встановленням технологічного кільця виконується шпаклювання корозійних дефектів до рівня поверхні труби. Те хнологічне кільце монтується на трубу і стягується шпильками, зазор між повздовжніми кромками повинен становити 2-3,5мм. Після цього виконується заварка повздовжніх швів. Таким чином заварене технологічне кільце виконує функцію розрізного підсилюючого бандажу. У випадку виявлення корозійних дефектів з іншого боку зварного шва, їх підсилюють таким самим способом, при цьому бандажне кільце повинне перекривати корозійну ділянку на 50мм, але його ширина не може бути більшою половини діаметра трубопроводу. Зовнішня (дальна від кільцевого шва) кромка бандажного кільця виконується зі скосом 15°. Після зварювання повздовжніх швів бандажного кільця виконується монтаж технологічних кілець шириною 100мм у яких відповідно ближні до кільцевого шва кромки виконані зі скосом 15°. Технологічні кільця встановлюються до бандажних кілець із зазором 8-10мм. Виконується зварювання повздовжніх швів те хнологічних кілець після чого бандажне кільце зварюється з технологічним кільцем і до стінки трубопроводу напустково-стиковим швом. Після контролю фізичними методами зава 5 39368 рених з’єднань виконується монтаж та заварка повздовжніх швів зовнішньої оболонки двошарової муфти. Довжина двошарової муфти розраховується за формулою: Lм =160(мм)+B1+В2 (мм) де В1 - ширина першого бандажного кільця; В2 - ширина другого бандажного кільця. При цьому слід вра хувати, що - максимальна ширина кожного бандажного кільця не може бути більшою за половину зовнішнього діаметра трубопроводу, а мінімальна ширина - не менше 100мм. - максимальна довжина муфти не може бути більшою зовнішнього діаметра трубопроводу. Тому у випадку встановлення бандажних кілець з максимальною шириною, найбільша допустима ширина другого кільця може бути обрахована за формулою: В2(mах) = Dзовн .-(160+B1) (мм) Після зварювання повздовжніх швів зовнішньої оболонки виконується її приварка до технологічних кілець кутовим швом. Спосіб пояснюється кресленням. На Фіг. 1 показано трубопровід у з’єднанні з конструктивними елементами. На Фіг. 2 - встановлення бандажних кілець на газопровід. Приклад застосування способу. При проведенні ідентифікації дефектів, за результатами внутрішньотрубної діагностики на магістрального газопроводу 1 «Союз» було виявлено корозійні каверни, розміщені в районі кільцевого зварного шва. Газопровід збудовано із труби 1420x19,5 сталь Х60 з заводською ізоляцією. Після зняття ізоляції виявляють корозійні дефекти, які знаходяться на різних віддалях від шва. Максимальна глибина корозійних дефектів становила 6мм, а максимальна віддаль від шва - 250мм. Корозійну ділянку зачищають до чистого металу і проводять повторні заміри, які підтвердили розміри корозійних дефектів. Корозійні каверни шпаклюють епоксидною шпаклівкою до рівня поверхні труби 1. Після висихання шпаклівки на корозійну ділянку встановлю 6 ють бандажне кільце 2, шириною 300мм, яке перекриває корозійну ділянку на 50мм. Половини бандажного кільця після встановлення на трубу обтягують за допомогою скоб та шпильок 3 і проварюють повздовжнім швом. Технологічне кільце 4 встановлюють до бандажного кільця з зазором 810мм і після зварювання повздовжніх швів воно приварюють до труби і бандажного кільця напустково-стиковим швом. З протилежного боку від кільцевого шва встановлюють і зварюють стандартну пару те хнологічних кілець, шириною по 100мм кожне. Після виконання контроль зварних з’єднань монтують зовнішню оболонку 5. Довжину зовнішньої оболонки муфти визначають за формулою: Lм =160+300+100=560мм. Після монтажу оболонки виконують зварювання повздовжніх шві в, а потім приварку оболонки до технологічних кілець кутовим швом. Зварювання виконують електродами ОК 53.70 діаметром 3,25мм - кореневий прохід при струмі 90-120А, а послідуючі шари - діаметром 4,0мм - при струмі 140-160А. Використання вказаного способу підсилення корозійної ділянки поблизу кільцевого зварного шва має в порівнянні з відомими способами такі переваги: - дозволяє виконати ремонт корозійних дефектів без зупинки перекачки продукту; - дає можливість підсилити корозійні дефекти, розміщені як на тілі труби так і на зварному шві та в пришовній зоні; - значно знижує небезпеку виконання вогневих робіт по ремонту корозійних дефектів на зварному шві, оскільки в першу чергу виконується підсилення корозійної ділянки на трубі; - весь комплекс робіт виконується персоналом лінійної експлуатаційної служби, без залучення сторонніх організацій, чим досягається підвищення рівня безпеки при виконанні ремонтних робіт. Персонал, який виконує роботи повинен пройти попереднє навчання та атестацію на право виконання ремонтних робіт на газопроводах під тиском. 7 Комп’ютерна в ерстка І.Скворцов а 39368 8 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of repairing corrosive defects located near weld and on weld of conduit
Автори англійськоюBut Viktor Stepanovych, Lokhman Ihor Viktorovych, Rudko Vasyl Petrovych, Kovaliv Yevstakhii Osypovych, Stepiuk Mykhailo Dmytrovych, Sydor Mykhailo Dmytrovych, Penkivsky Victor Yulikovych
Назва патенту російськоюСпособ ремонта коррозионных дефектов, расположенных вблизи сварного шва и на сварном шве трубопровода
Автори російськоюБут Виктор Степанович, Лохман Игорь Викторович, Рудко Василий Петрович, Ковалив Евстахий Иосифович, Степюк Михаил Дмитриевич, Сидор Михаил Дмитриевич, Пенькивский Виктор Юликович
МПК / Мітки
МПК: B23K 31/10
Мітки: розміщених, трубопроводу, спосіб, корозійних, зварного, шві, поблизу, зварному, ремонту, дефектів, шва
Код посилання
<a href="https://ua.patents.su/4-39368-sposib-remontu-korozijjnikh-defektiv-rozmishhenikh-poblizu-zvarnogo-shva-ta-na-zvarnomu-shvi-truboprovodu.html" target="_blank" rel="follow" title="База патентів України">Спосіб ремонту корозійних дефектів, розміщених поблизу зварного шва та на зварному шві трубопроводу</a>
Спосіб ремонту діючого трубопроводу з локальним наскрізними дефектами
Номер патенту: 53444
Опубліковано: 15.01.2003
Автори: Бут Віктор Степанович, Білоус Валерій Іванович, Ніколаєв Віктор Олександрович, Мандра Анатолій Степанович, Бобов Володимир Петрович
МПК: F16L 55/16
Мітки: діючого, локальним, ремонту, наскрізними, спосіб, трубопроводу, дефектами
Формула / Реферат:
1. Спосіб ремонту діючого трубопроводу з локальними наскрізними дефектами, який включає установлення на зачищену ділянку трубопроводу технологічних елементів, зварювання їх між собою, встановлення кілець з двох частин по обидві боки технологічних елементів, який відрізняється тим, що попередньо на технологічний елемент, який встановлюють над локальним наскрізним дефектом, приварюють штуцер з краном, при цьому технологічні елементи між собою...
Спосіб ремонту дефектної ділянки діючого трубопроводу
Номер патенту: 76391
Опубліковано: 17.07.2006
Автори: Горностаєв Геннадій Петрович, Андріїшин Михайло Петрович, Коломєєв Валентин Миколайович, Марчук Ярослав Семенович, Подолян Олександр Петрович, Карвасарський Рафаїл Давидович, Бут Віктор Степанович, Максимов Сергій Юрійович, Пудрий Сергій Володимирович, Слесар Петро Федорович, Дрогомирецький Михайло Миколайович
МПК: B23K 31/02
Мітки: ремонту, діючого, ділянки, трубопроводу, дефектної, спосіб
Формула / Реферат:
1. Спосіб ремонту дефектної ділянки діючого трубопроводу, який складається з установки технологічних кілець, які приварюються до трубопроводу із частковим проплавленням його стінки й розрізної муфти, виготовленої з декількох частин і розміщеної на кінцях технологічних кілець із наступним заповненням простору між трубою й муфтою самотверднучою масою, який відрізняється тим, що із двох сторін дефектної ділянки встановлюють по три технологічних...
Спосіб ремонту протяжної лінійної ділянки діючого трубопроводу
Номер патенту: 79417
Опубліковано: 11.06.2007
Автори: Лукіта Федір Васильович, Степ'юк Михайло Дмитрович, Пудрий Сергій Володимирович, Рудко Василь Петрович, Лохман Ігор Вікторович, Томашук Олександр Іванович, Дрогомирецький Михайло Миколайович, Подолян Олександр Петрович, Ковалів Євстахій Йосипович, Сидор Михайло Дмитрович, Бут Віктор Степанович
МПК: F16L 55/18
Мітки: ділянки, ремонту, спосіб, протяжної, трубопроводу, діючого, лінійної
Формула / Реферат:
1. Спосіб ремонту протяжної лінійної ділянки діючого трубопроводу, що полягає в установленні із двох сторін дефектної ділянки двох пар технологічних кілець, суміжні торці яких приварюють до трубопроводу в зазор між ними із частковим проплавленням стінки труби, після чого на кільця встановлюють частини розрізної ремонтної муфти, зварюють їх між собою, після чого зовнішні торці частин ремонтної муфти приварюють до поверхні зовнішніх...
Спосіб ремонту дефектної ділянки трубопроводу, що знаходиться під тиском
Номер патенту: 77931
Опубліковано: 15.01.2007
Автори: Слесар Петро Федорович, Марчук Ярослав Семенович, Андріїшин Михайло Петрович, Карвасарський Рафаїл Давидович, Бойко Леонід Йосипович, Горностаєв Геннадій Петрович, Подолян Олександр Петрович, Рудко Володимир Васильович, Пудрий Сергій Володимирович, Бут Віктор Степанович, Беккер Михайло Вікторович
МПК: B23K 31/02, F16L 55/16
Мітки: тиском, дефектної, ремонту, трубопроводу, спосіб, ділянки, знаходиться
Формула / Реферат:
1. Спосіб ремонту дефектної ділянки трубопроводу, який перебуває під тиском, що полягає в установленні герметичної муфти з наступним заповненням підмуфтового простору самотверднучою масою, для реалізації якого спочатку із двох сторін дефектної ділянки встановлюють технологічні кільця з наступним монтажем між ними частин ремонтної муфти, які зварюють між собою поздовжніми швами, після чого здійснюють зварювання торців муфти із внутрішніми...
Спосіб ремонту ділянки діючого трубопроводу з наскрізним дефектом
Номер патенту: 77930
Опубліковано: 15.01.2007
Автори: Пудрий Сергій Володимирович, Ковалів Євстахій Йосипович, Девдера Борис Петрович, Беккер Михайло Вікторович, Бут Віктор Степанович, Дрогомирецький Михайло Миколайович, Сидор Михайло Дмитрович, Яковина Роман Павлович, Степ'юк Михайло Дмитрович, Подолян Олександр Петрович
МПК: F16L 55/18
Мітки: трубопроводу, діючого, дефектом, ремонту, наскрізним, ділянки, спосіб
Формула / Реферат:
1. Спосіб ремонту ділянки діючого трубопроводу, що має наскрізний дефект, полягає в тому, що на ділянці трубопроводу, що ремонтується, спочатку встановлюють частини бандажа, обладнані планками з вушками, які притискають до трубопроводу за допомогою шпильок, вставлених у вушка, після чого частини бандажа скріплюють між собою, при цьому попередньо над наскрізним дефектом під бандаж установлюють ущільнювач, за допомогою якого виключають...
Попередній патент: Спосіб визначення коефіцієнта гідравлічного опору циклонного пиловловлювача
Наступний патент: Пристрій для вимірювання витрати газу у трубопроводах
Випадковий патент: Hагhітаючий пристрій