Шліфкамера для виготовлення штучного галечника
Формула / Реферат
Шліфкамера для виготовлення штучного галечника, що містить нерухому обичайку, перекриту кришкою, яка охоплює з зазором обертове дно, обладнане ребрами, які йдуть від центру до периферії, яка відрізняється тим, що ребра виконані у вигляді кутів тупокутного профілю, радіально закріплених на дні з нахилом полиць убік, протилежний напрямку обертання так, що фронтальна площина нижньої полиці утворює кут атаки, який перекриває область кута тертя між полицею й оброблюваним матеріалом, а верхньої - розташована під кутом атаки, що лежить поза цією областю, при цьому в кришці, співвісно з обичайкою, установлений патрубок, один кінець якого розташований із зазором над дном і перекриває торці ребер, а другий - сполучений із системою пиловловлення.
Текст
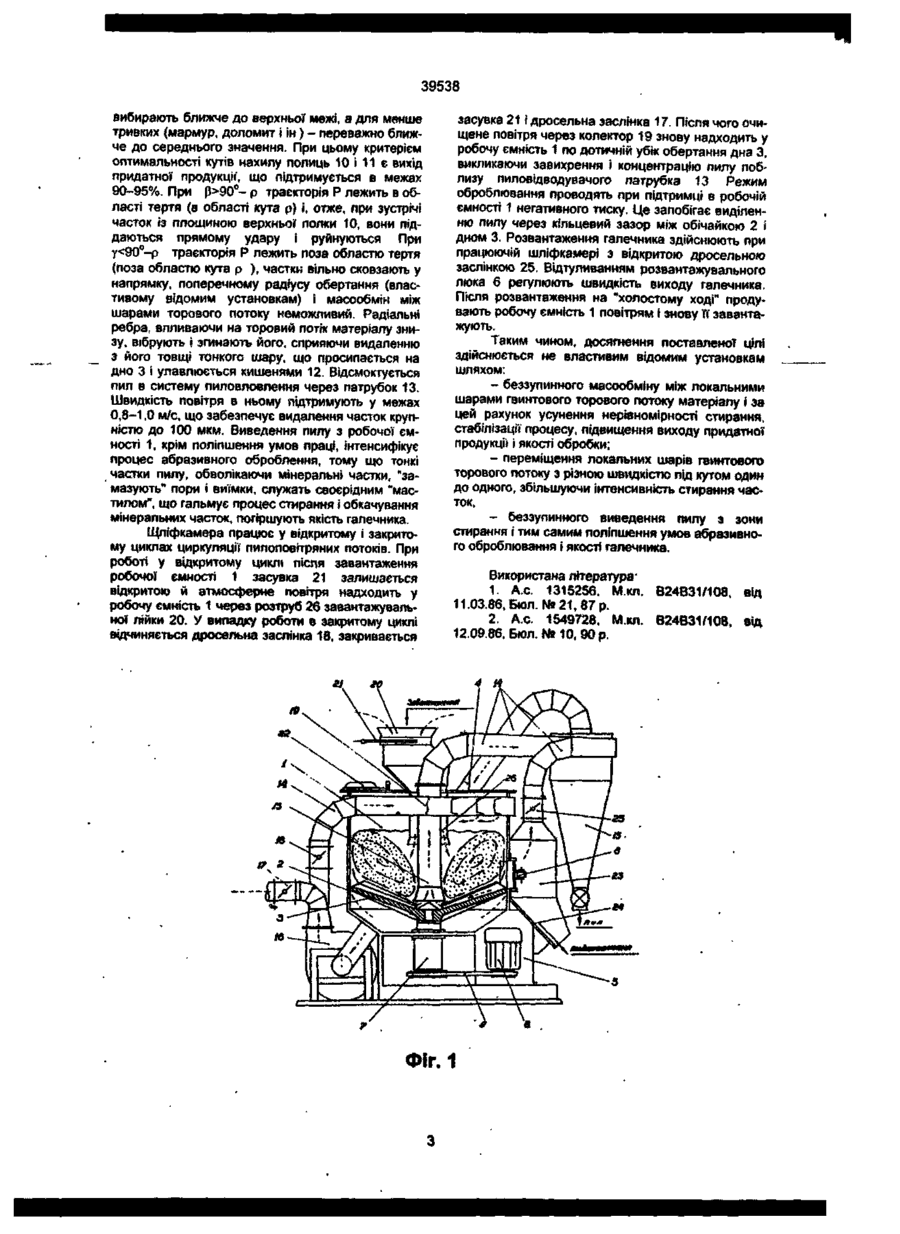
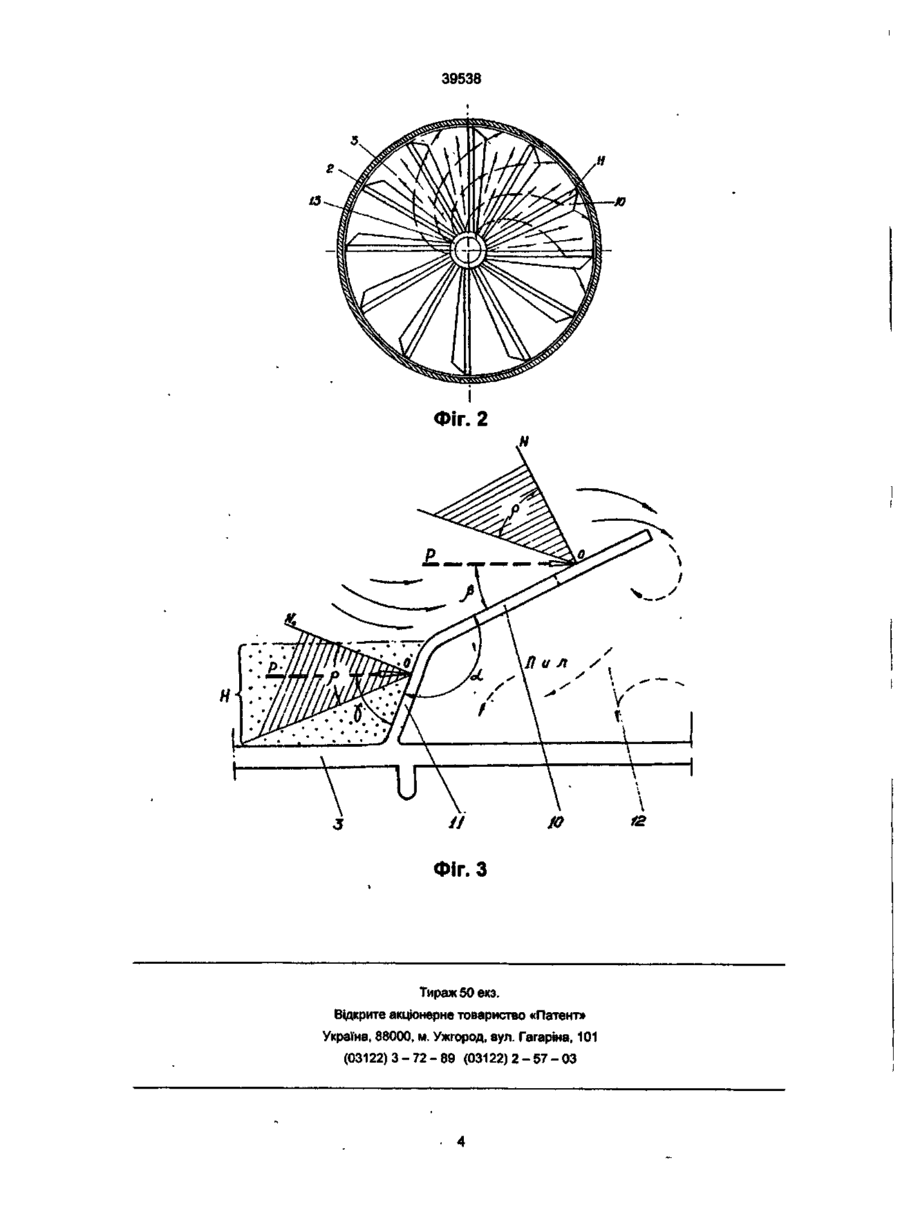
Шліфкамера для виготовлення штучного галечника, що містить нерухому обичайку, перекриту кришкою, яка охоплює з зазором обертове дно, обладнане ребрами, які йдуть від центру до периферії, яка відрізняється тим, що Винахід відноситься до виробництва будівельних матеріалів і стосується виготовлення мінерального заповнювача для декоративних штукатурок Відома відцентрова установка [1] для абразивної* поверхньої' обробки дрібних предметів, що містить робочу ємність у виді нерухомої обічайки, оснащеної обертовим дном, виконаним у виді багатогранної перевернено» піраміди Наявність граней надає часткам матеріалу додаткове вертикальне переміщення, проте у верхній частині дна через малу ширину граней і малої амплітуди вертикального переміщення матеріалу позитивного ефекту не відчувається. Ця хиба частково усунута в установці [2], що по технічній сутності найбільше близька до запропонованої і є прототипом. Установка містить нерухому циліндричну обічаику з конусним обертовим дном, установленим вершиною униз, на робочій поверхні якого закріплені вертикальні пластини (ребра), спрямовані від центру до периферії по спіралі. Для зниження динамічних навантажень спіралі вигнуті у бік, протилежний напрямку обертання дна, а для затримки на ньому матеріалу виконані в плані у виді ламаних ліній. Проте спрямованість пластини проти обертання визначає прослизання, що не компенсується затримкою матеріалу біля ламаних стінок спіралі. Загальною хибою відомих установок є різноманітна інтенсивність обробки часток у товщі гвинтового торового потоку, викликана зменшенням швидкос ребра виконані у вигляді кутів тупокутного профілю, радіально закріплених на дчі з нахилом полиць убік, протилежний напрямку обертання так, що фронтальна ппощина нижньої полиці утворює кут атаки, який перекриває область кута тертя між полицею й оброблюваним матеріалом, а верхньої - розташована під кутом атаки, що лежить поза цією областю, при цьому в кришці, співвісно з обичайкою, установлений патрубок, один кінець якого розташований із зазором над дном і перекриває торці ребер, а другий - сполучений із системою пиловловлення. ті взаємного, переміщення часток у напрямку до осі тора і наявністю в його центрі "мертвої зони", із мінімальним переміщенням матеріалу Крім того, відомі установки не оснащені пристосуваннями для видалення пилу з зони стирання, глинисті частки якої', крім гальмуючої дії на процес обробки, обволікаючи частий, погіршують якість галерника Ціллю винаходу є підвищення інтенсивності абразивної обробки, поліпшення якості галечника і зниження витрат на виробництво Поставлена ц»ль досягається тим, що в шліфкамері, що містить нерухому обічайку, перекриту кришкою й охоплюваючу з зазором обертове дно, постачене ребрами, які йдуть від центру до периферії, ребра виконані у виді кутків тупокутного профілю, радіально закріплених на дні з нахилом убік, протилежний напрямку обертання так, що фронтальна площина нижньої полки утворює кут атаки, який перекриває область кута тертя між полицею й оброблюваним матеріалом, а верхня розташована під кутом атаки, що лежить поза цією областю. У кришці співосно з обічайкой розташований патрубок, один кінець якого встановлений із зазором над дном і перекриває торці ребер, а другий сполучений із системою пиловловлення. На фіг. 1 схематично зображена шліфкамера із системою пиловловлення - загальний вид, на фіг. 2 - горизонтальний розтин шліфкамери; на фіг. З - профіль ребра (елемент). Робоча ємність 1 шліфкамери утворена обічайкою 2, обертаючимся дном 3 і кришкою 4. Обе 00 ю СТ) 39538 чайка 2, закріплена на підставі 5 і постачена розвантажувальним люком 6 із ручним, або механічним приводом. Обертове дно 3 встановлено усередині обічайки 2 і утворює із нею кільцевий зазор, ширина котрого менше мінімальних розмірів мінеральних часток. Дно 3 закріплено на валі шпиндельного вузла 7 і приводиться в обертання електродвигуном 8 через ремінну передачу 9. На дні 3 у радіальному напрямку закріплені ребра у виді кутка тупокутного профілю, утвореного верхньою 10 і ниижньою 11 полками, установленими з нахилом убік, протилежно напрямку обертання дна 3 під кутами атаки а і р, відповідно Чисельні значення геометричних параметрів профілю ребер визначаються в такий спосіб. Розмір тупого кута а між фронтальними площинами полиць 10 і 11 і кутів р і у , вибираються в межах, граничні значення яких визначаються розміром кута тертя р між оброблюваним матеріалом і поверхнями полиць 10 і 11. Розмір кута «=180° *• р - у, де р і у - кути атаки фронтальних площин полиць 10 і 11 відповідно, що вибираються з умов р 90° - р. Для значних шліфкамер із діаметром обертового дна до 1 м, передбачено верхні полки 10 виконувати з роширенням убік периферії. З тильного боку ребер полки 10 і 11 утворюють пилосхоплювачі кишені 12, відкриті з торців і з боку аеродинамічної тіні. Над обертовим дном 3 установлений пиловідводувачий патрубок 13, перекриваючий торці ребер, закріплений на кришці 4 і сполучений трубопроводом 14 послідовно з циклоном 15 і вхідним от вором вентилятора 16 Вихідний отвір вентилятора 10 сполучений через дросельну заслінку 17 з атмосферою, а трубопроводом 14, постаченим дросельною заслінкою 18 - і з колектором 19, що забезпечує тангенціальний підвід очищеного повітря в робочу ємність 1 по ходу обертання. У крмшці 4 концентрично пиловідводувачому патрубку 13 установлена завантажувальна лійка 20 із. засувкою 21 і оглядовий люк 22. Розвантажувальний люк 6 закритий кожухом 23 із тічкою 24 сполучений трубопроводом 14 через дросельну заслінку 25 із циклоном 15. Шліфкамера працює таким чином Завантаження робочої ємності 1 початковим матеріалом роблять при включеному електродвигуні 8 приводу дна 3 і вентилятора 16. Дросельні заслінки 18 і 25 npw цьому закриті, дросельна заслінка 17 (для запобігання пиловиділення) відкрита. Попадаючи на обертове дно 3, мінеральні частки відкидаються відцентровими силами до стінки нерухомої обічайки 2, під тиском нижчележачих шарів, піднімаються по стінці нагору і, досягнувши деякої висоти, гублячи швидкість, згортаютсья під вагою до центру дна 3. Після чого траєкторія руху повторюється. У результаті у середині робочої ємності 1 виникає потік матеріалу, що рухається по замкнутій гвинтовій траєкторії, створюючи тор, усередині якого відбувається пошарове переміщення, стирання й обкачування мінеральних часток - їхнє перетворення в галечник. Властиві гвинтовому торовому переміщенню сипучих матеріалів стабільність шарових потоків і убування їхньої швидкості в напрямку до центру тора, що викликають нерівномірне оброблювання, усувається наступним способом. Рівномірне обточування час ток досягається закріпленням на обертовому дні З радіальних ребер, що руйнують ідеальне торове обертання матеріалу накладенням на його потік додаткових обурень, що сприяють масообміну між окремими шарами При контакті матеріалу з обертовим дном 3 з'являються три сили, що діють на кожну частку і визначають її рух по дну 3 відцентрова сила, тангенціальна сила інерції і сила тертя. Під дією рівнодіючої перших двох взаємно перпендикулярних сил, матеріал сковзає по дну З убік периферії по спіральній траєкторії. Сила тертя при цьому грає пасивну роль - протидіючи ковзанню Фронтальний профіль ребер, утворених полками 10 і 11, виконаний так, що сила тертя активно бере участь у керуванні рухом матеріалу. При набігу матеріалу на ребра, спочатку частки зустрічаються з площинами верхніх полиць 10. Нахил цих полиць під кутом атаки р забезпечує умову, при якій траєкторія зустрічі (Р) лежить поза областю тертя (кута р), і тому виключаються прямі удари й об'ємна руйнація мінеральних часток. Проте переміщення матеріалу по площині полки 10 нагору утруднено через її крутий підйом і тиск вищележачих шарів. Завдяки цьому шар матеріалу, який контактує з поверхнею, одержує додатковий імпульс обертання, його швидкість наближається до швидкості обертання дна 3, і, при сході з полки 10, частки потрапляють вже на поверхню дна 3 між ребрами в "зону дії"" площини нижньої полки 11. Нахил цих полиць 11 під кутом атаки у виключає подальше переміщення матеріалу в поперечному напрямку. Під дією сил інерції лежачий на дні 3 шар матеріалу висотою Н притискається до нижньої полки 11. Розмір відцентрових сил, що діє на цей шар, збільшується в 2-3 рази і під дією цього чинника матеріал відкидається до стінки обічайки 2 із більшою швидкістю щодо основного потоку над ребрами під гострим кутом (показані стрілками) до напрямку його переміщення. Відбуваються багатократні накладення елементарних гвинтових потоків із мешним кроком гвинта на основний потік із більшим кроком гвинта, що викликають додаткові взаємні переміщення' часток і підвищують інтенсивність стирання. При прискореному руху матеріалу між ребрами утворюються пустоти, які заповнюються за рахунок опускання на поверхню дна 3 шарів матеріалу з основного потоку. Таким чином відбувається масообмін між шарами матеріалу за рахунок беззугзннного "зрізання" кожним ребром із поверхні тора елементарного шару товщиною Н і його переміщення в напрямку обертання. Завдяки масообміну між шарами знижується вплив "мертвої зони" на обробку, частки постійно переміщуються по всій товщі потоку і тому рівномірно стираються, підвищується якість обробки, знижується перездрібнення матеріалу і, отже, підвищується вихід придатної продукції - знижуються витрати на виробництво. Від величини кутів атаки р і у залежить жорсткість впливу фігурних ребер на мінеральні частки. З збільшенням р від 0 до 90°-р і у від 90° - р до 90°, відповідно знижується прослизання матеріалу по площині верхньої полки 10 і надійність утримання матеріалу у площині нижньої полки 11, але збільшуються ударні динамічні навантаження на мінеральні частки. Тому для тривких і грузлих гірських порід, таких як габбро, граніти й ін. р і у 39538 вибирають ближче до верхньої межі, а для менше тривких (мармур, доломит і ін) - переважно ближче до середнього значення. При цьому критерієм оптимальності кутів нахилу полиць 10 і 11 є вихід придатної продукції, що підтримується в межах 90-95%. При р>90°- р траєкторія Р лежить в області тертя (в області кута р) і, отже, при зустрічі часток із площиною верхньої полки 10, вони піддаються прямому удару і руйнуються При у
ДивитисяДодаткова інформація
Назва патенту англійськоюGrinding chamber for production of artificial pebble
Автори англійськоюHotovtsev Anatolii Oleksandrovych
Назва патенту російськоюШлифкамера для изготовления искусственного галечника
Автори російськоюГотовцев Анатолий Александрович
МПК / Мітки
МПК: B28B 11/00, B24B 31/00
Мітки: галечника, штучного, шліфкамера, виготовлення
Код посилання
<a href="https://ua.patents.su/4-39538-shlifkamera-dlya-vigotovlennya-shtuchnogo-galechnika.html" target="_blank" rel="follow" title="База патентів України">Шліфкамера для виготовлення штучного галечника</a>
Відцентровий верстат для обточування мінеральних часток і шліфування галечника
Номер патенту: 39540
Опубліковано: 15.06.2001
Автор: Готовцев Анатолій Олександрович
МПК: B28B 11/00, B24B 31/00
Мітки: шліфування, відцентровий, часток, галечника, обточування, верстат, мінеральних
Формула / Реферат:
Відцентровий верстат для обточування мінеральних часток і шліфування галечника, який містить нерухому обичайку, яка охоплює з зазором обертове чашеподібне днище, який відрізняється тим, що плоска частина днища футерована вставкою з фрикційного матеріалу, наприклад абразиву, а конічна - складає з внутрішньою поверхнею обичайки кут α, який відповідає умові 900+φo>α>900+φ, при φo=arctgfo і φ=arctgf, де fo і...
Спосіб виготовлення штучного хутра
Номер патенту: 17492
Опубліковано: 06.05.1997
Автори: Літвяков Микола Олексійович, Подкуйко Ігор Ігоревич, Романкевич Олег Володимирович
МПК: D04B 1/02
Мітки: виготовлення, штучного, спосіб, хутра
Формула / Реферат:
Способ изготовления искусственного меха, включающий образование грунта с провязыванием волокон ворса, термообработку, отделку ворсовой поверхности, отличающийся тем, что для образования грунта используют одновременно несколько нитей и/или пряжу из разных волокон, различающихся температурой плавления, а термообработку меха осуществляют при температуре плавления низкотемпературного компонента, которая ниже температуры плавления волокон...
Композиція для виготовлення плитки з штучного мармуру
Номер патенту: 27927
Опубліковано: 16.10.2000
Автор: Гімпелевич Станіслав Аронович
МПК: C04B 28/04, C04B 18/16
Мітки: плитки, виготовлення, мармуру, штучного, композиція
Текст:
...В известную композицию для изготовления плитки из искусственного мрамора, включающую портландцемент, мраморную крошку фракции 1-3 мм, пигмент и воду, дополнительно вводят щебень из керамики фракцией 1-3 мм при сле дующем соотношении компонентов мае % портландцемент 21,5-25,0 мраморная крошка 6,0-8,0 щебень из керамики 52,0-60,0 пигмент 0,2-0,6 вода 11,3-14,4 Введение в предлагаемую композицию указанного количества щебня из керамики...
Установка для вимірювання параметрів кочення за допомогою штучного технічного зору на колесах залізничних вагонів і спосіб вимірювання параметрів кочення за допомогою штучного технічного зору на колесах, встано
Номер патенту: 35632
Опубліковано: 16.04.2001
Автори: Санчес Ревуелта Анхель Луіс, Гомес Гомес Карлос Хавьєр
МПК: G01B 11/24, B61K 9/00
Мітки: спосіб, залізничних, параметрів, штучного, технічного, встано, установка, кочення, вагонів, колесах, зору, допомогою, вимірювання
Формула / Реферат:
1. Установка для измерения параметров качения с помощью искуственного технического зрения наколесах железнодорожных вагонов, включающих толщину и высоту гребня колеса, фактор qR, диаметр колеса и расстояние между внутренними поверхностями, с помощью искусственного технического зрения, которая содержит один генератор света или дополнительно другой генератор света, выполненный с возможностью взаимодействия с первым, для освещения колеса...
Спосіб підготовки сперми тварин до штучного осіменіння
Номер патенту: 16103
Опубліковано: 29.08.1997
Автори: Войташ Володимир Васильович, Кушнір Володимир Маркович, Кушнір Олена Володимирівна
МПК: A61D 19/02
Мітки: підготовки, осіменіння, сперми, штучного, тварин, спосіб
Формула / Реферат:
Способ подготовки спермы животных к искусственному осеменению, включающий разбавление спермы изотонической и гипертонической средами с последующей дозировкой, расфасовкой и маркировкой разбавленной спермы, замораживание и оттаивание,, отличающийся тем, что, с целью повышения жизнеспособности спермиев в процессе замораживания, в качестве изотонической среды используют среду, содержащую (мае. %) лактозу 9,7 г и воду дистиллированную...
Попередній патент: Спосіб лікування протезних стоматитів
Наступний патент: Пристрій для виготовлення штучного галечника
Випадковий патент: Спосіб і пристрій для поліпшення процесу, що включає твердий об'єкт і газ