Спосіб обробки мікроточінням особливо чистих торцевих поверхонь

Формула / Реферат
Способ обработки микроточением особо чистых торцовых поверхностей, при котором обрабатываемой детали сообщают вращение, а режущему инструменту - движение подачи и согласованное с ним поступательное перемещение на глубину резания, отличающийся тем, что, с целью повышения точности обработки за счет резания оптимальной для заданной величины подачи, предварительно производят обработку аналогичной заготовки, в процессе которой определяют зависимость удельной силы резания от глубины резания для ряда фиксированных значений величины подачи режущего инструмента, строят график зависимости Fуд.рез=f(t), где Fуд.рез -удельная сила резания (сила резания, отнесенная к единице площади среза ∆ср); t- глубина резания, измеряют амплитуду относительных колебаний системы инструмент-заготовка, затем по полученным зависимостям для заданного значения подачи выбирают соответствующее ему среднее значение глубины резания, причем минимальное и максимальное значения этого параметра, определяемые амплитудой относительных колебаний системы инструмент-заготовка, не должны выходить за пределы нисходящей ветви графика выбранной зависимости, и на установленных режимах производят обработку детали.
Текст
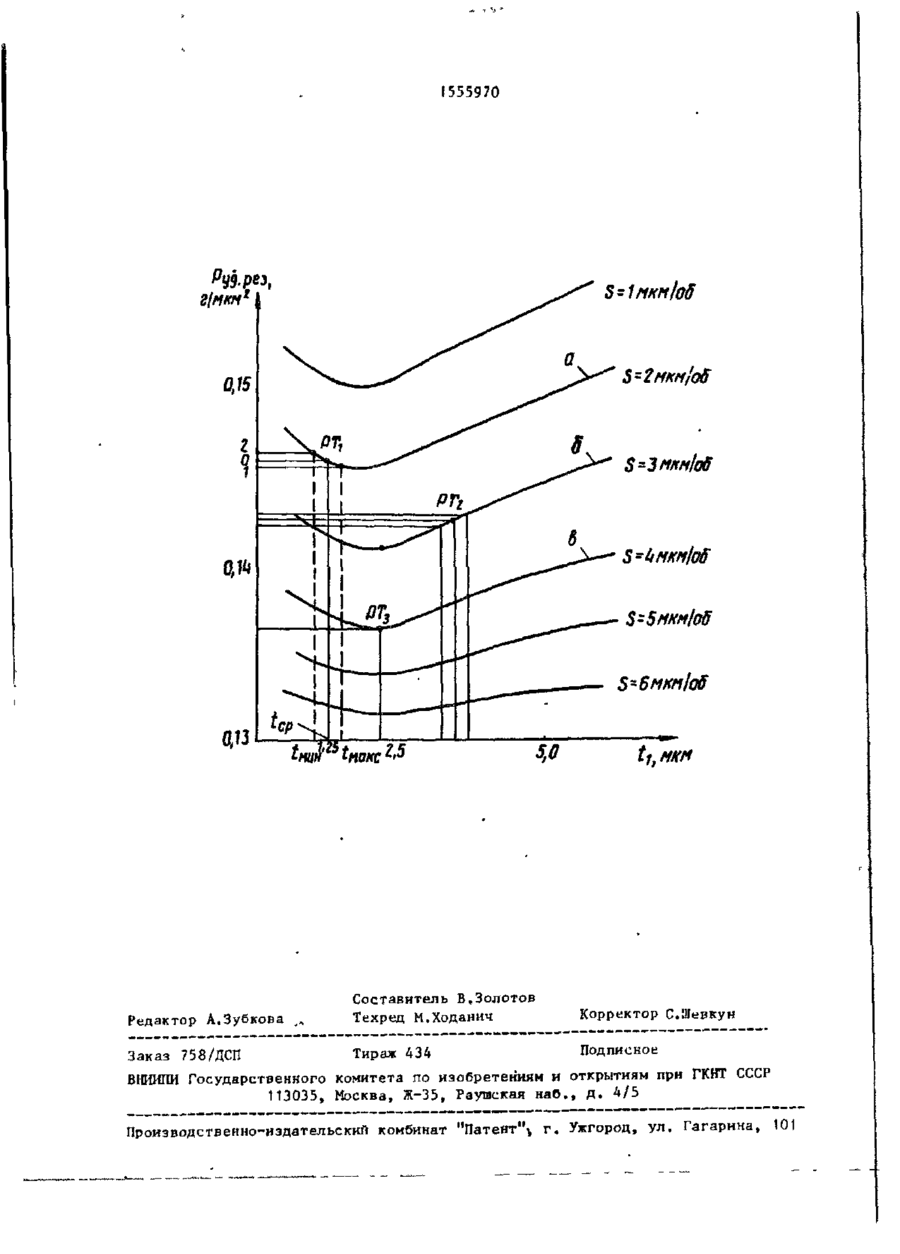
Изобретение относится к о б р а б о т ке материалов резанием и может быть использовано при обработке на т о к а р ных с т а н к а х высокоточных торцовых Изобретение относятся к обработке материалов резанием и может быть и с пользовано при обработке на токарных станках высокоточных торцовых поверхностей. Целью изобретения я в л я е т с я повышение точности обработки ^торцовых п о верхностей з а счет уменьшения в л и я ния относительных колебаний системы инструмент-заготовка на глубину р е з а ния , На чертеже даны характеристики за-висимостей Pv^pe^ = f ( t ) для р а з л и ч ных значений подач S режущего инструмента, где P V A , р е , - Удельная сила резания ( т . е . сила, отнесенная к единице площади среза Л с . ) ; t - глубина р е з а н и я , / Предлагаемый способ осуществляется следующим образом. Перед обработкой изделия определяют оптимальную глубину резания путем 13-90 поверхностей, Цель изобретения - повышение точности обработки за счет уменьшения влияния относительных к о лебаний системы и н с т р у м е н т - з а г о т о в к а на глубину р е з а н и я , С учетом м а т е р и а л а детали и параметров р е з ц а определяют зависимость удельной силы р е з а ния от глубины резания для ряда фиксированных значений подач режущего инструмента, По полученным зависимостям для заданного значения подачи резца выбирают среднее значение глубины резания и на установленных режимах производят обработку д е т а л и . 1 и л . точения на токарном станке торцовой поверхности аналогичной заготовки р е жущим инструментом, которому сообщают движение подачи и согласованное с ним поступательное перемещение на глубину р е з а н и я . При этом определяют з а висимость удельной силы резания от глубины резсэния для ряда фиксированных значений величины подачи режущего инструмента и строят график Руд = f ( t ) , Одновеременно измеряют амплитуду о т н о с и т е л ь н ы х к о л е б а н и й системы и н с т р у м е н т - з а г о т о в к а и по п о лученным з а в и с и м о с т я м д л я заданного значения подачи в к а ч е с т в е оптимальной глубины р е з а н и я выбирают с о о т в е т ствующее ему с р е д н е е з н а ч е н и е т а к и м о б р а з о м , чтобы минимальная и макси-і м а л ь н а я величины э т о г о п а р а м е т р а , о п р е д е л я е м ы е амплитудой о т н о с и т е л ь н ы х к о л е б а н и й системы и н с т р у м е н т - з а г о т о в ки на выходили з а п р е д е л а м и н н с х о д я выбранной з а в и с и м о с т и , и 555970 на у с т а н о в л е н н ы х режимах п р о и з в о д я т обработку изделия. Способ основан на т о м , что при микр о т о ч е н и и удельная сила р е з а н и я *\А рех і т - е « с и л а , о т н е с е н н а я к е д и нице площади с р е з а Дср , с уменьшением глубины t р е з а н и я имеет минимум - о б л а с т ь , в которой при уменьшении г л у бины р е з а н и я удельная сила р е з а н и я ,Q сначала уменьшается, а затем увеличивается , При работе на нисходящем участке такой характеристики силы резания Рр ' стабилизируется, так как выпол- ^ няется условие Ррег ~^уд вві.' лср =const| т . е . вызванное колебаниями системы инструмент-заготовка уменьшение ( у в е личение) глубины резания приводит к -п уменьшению (увеличению) площади среза и одновременно к увеличению (уменьшению) удельной силы резания, В свою очередь, стабилизация силы резания определяет постоянство твер~ 25 дости металла в поверхностном слое обрабатываемой поверхности вследствие однородности наклепа при микроточении и , следовательно, обеспечивает установившийся режим р е з а н и я , предопределяю-30 щий повышение точности и чистоты обработки. П р и м е р , Определяли оптимальную глубину резания при чистовом микроточении выполненных из меди деталей. При р а б о т е и с п о л ь з о в а л и алмазный резец-> С п а р а м е т р а м и : р а д и у с в плане ь ~ = 3 , 5 мм; радиус с к р у г л е н н я режущей кромки р =100 А; передний угол ^=0° , з а д н и й у г о л с =3° , Число о б о р о т о в А 40 шпинделя с деталью п=800 об/мин. Полученные з а в и с и м о с т и для у к а з а н ных условий течения п р е д с т а в л е н ы на чертеже. Амплитуда измеренных относительных 45 к о л е б а н и й системы и н с т р у м е н т - з а г о т о в ка с о с т а в и л а 0 , 3 мкм (А=0,3 МКМ). З а т е м задаются величиной подачи режущего и н с т р у м е н т а , например, S= =2 мкм/об ( к р и в а я " а " ) и выбирают на нисходящей ветви кривой рабочую т о ч - 50 ку Р Т , , которой д л я данной кривой с о о т в е т с т в у е т с р е д н е е з н а ч е н и е глубины р е з а н и я t t . = 1 , 2 5 мкм, С учетом о т н о сительных колебаний системы и н с т р у 4 мент-заготовка А=0,3 мкм максималь-*" ное и минимальное значения этого параметра составят соответственно t ^ = ь =1,55 мкм и t Vмиk = Q , 9 5 мкм. Так как M и' экспериментальным значениямглубин резания ( t M e | ( c l t M w H ) на кривой "а" соответствуют точки, лежащие на нисходящей ветви, значение Рре, , в пределах данных глубин будет сохряиять постоянное значение, Попытка выбрать оптимальную точку РТ на восходящей ветви кривой (см, точки РТ г на кривой и б") или в зоне перегиба кривой (см» точки РТ, на кривой "в") приводит к нарушению зависимости F =const> pejr неустойчивому Ф о р м у л а процессу р е з а н и я , и з о б р е т е н и я Способ обработки микроточением особо чистых торцовых поверхностей, при котором обрабатываемой детали сообщают вращение, а режущему инструменту движение подачи и согласованное с ним поступательное перемещение на глубину р е з а н и я , . о т л и ч а ю щ и й ся тем, ч т о t с целью повышения точности обработки з а счет резания оптимальной для заданной величины подачи, предварительно производят обработку аналогичной заготовки, в процессе которой определяют зависимость удельной силы резания от глубины резания для ряда фиксированных значений величины п о д а чи режущего и н с т р у м е н т а , с т р о я т г р а фик зависимости ї у А * й , = f ( t ) » где FVA pe - удельная сила р е з а н и я ( с и л а р е з а н и я , о т н е с е н н а я к единице площади среза d c p ) ; t - глубина р е з а н и я , и з меряют амплитуду относительных к о л е баний системы и н с т р у м е н т - з а г о т о в к а , з а т е м по полученным з а в и с и м о с т я м для з а д а н н о г о значения подачи выбирают соответствующее ему среднее з н а ч е н и е глубины р е з а н и я , причем минимальное и максимальное значения э т о г о п а р а м е т р а , определяемые амплитудой о т носительных колебакий системы и н с т р у м е н т - з а г о т о в к а t не до іжньї выходить з а пределы нисходящей в е т в и графика выбранной з а в и с и м о с т и , и на у с т а н о в ленных режимах производят обработку детапи. 555970 /З-р гїмкн* 5,0 tfj мим Редактор А.Зубкова ,, Составитель В.Золотов Техред М.Ходаиич Корректор С.Шевкун Заказ 758/ДСП Тираж 434 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская н а б . , д . 4/5 Производственно-издательский комбинат и ПатеНт'\ г . Ужгород, ул. Гагарина, 101 •s
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of micro-turning especially clean faces
Автори англійськоюDobrovolskyi Hennadii Heorhiiovych
Назва патенту російськоюСпособ обработки микроточениемособо чистых торцовых поверхностей
Автори російськоюДобровольский Геннадий Георгиевич
МПК / Мітки
МПК: B23B 5/00
Мітки: особливої, торцевих, поверхонь, чистих, спосіб, мікроточінням, обробки
Код посилання
<a href="https://ua.patents.su/4-16385-sposib-obrobki-mikrotochinnyam-osoblivo-chistikh-torcevikh-poverkhon.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки мікроточінням особливо чистих торцевих поверхонь</a>
Спосіб токарної обробки асферичних поверхонь та пристрій для його здійснення
Номер патенту: 3476
Опубліковано: 27.12.1994
Автори: Крячек Борис Степанович, Люненко Микола Кузьмич, Добровольський Геннадій Георгійович
МПК: B23B 5/00
Мітки: спосіб, токарної, здійснення, поверхонь, асферичних, обробки, пристрій
Формула / Реферат:
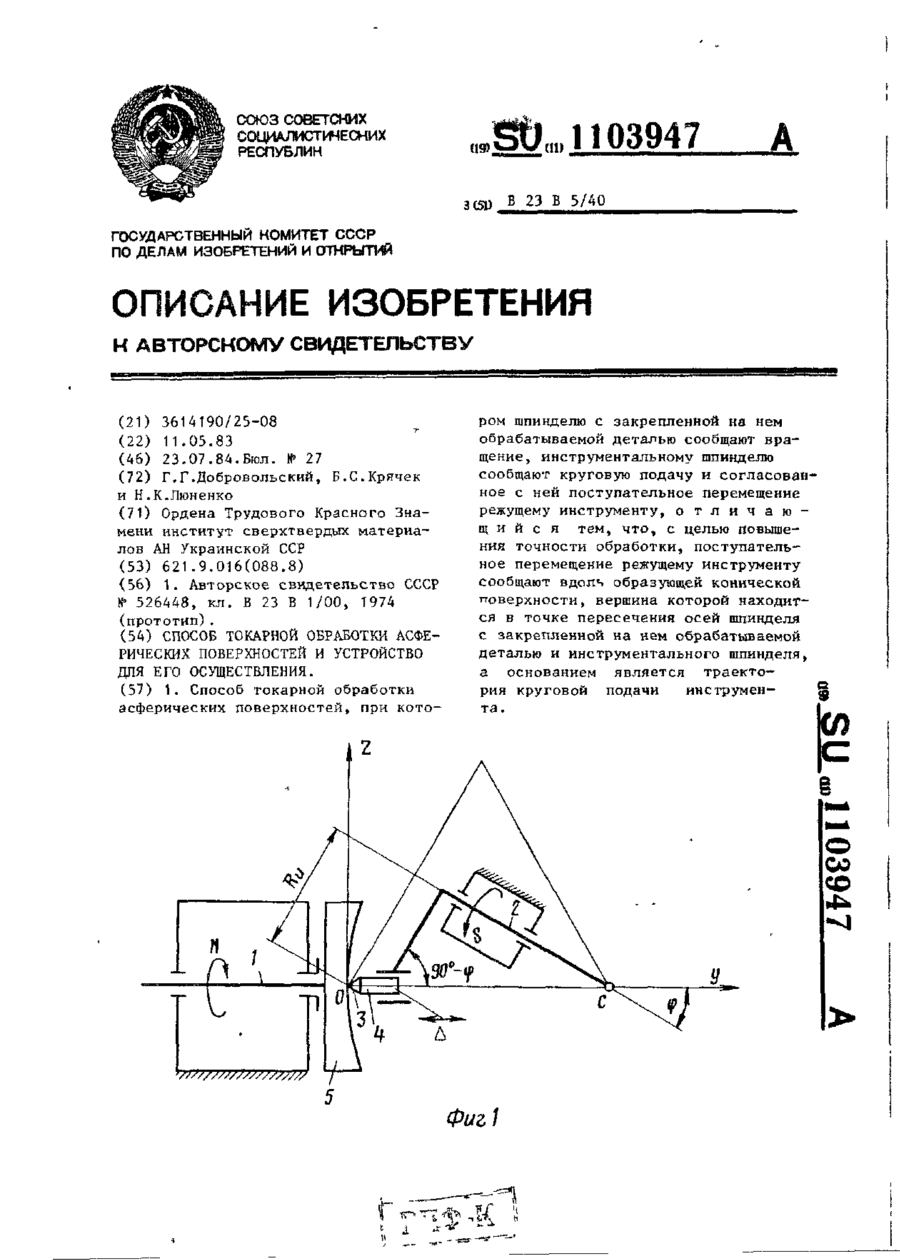
1. Способ токарной обработки асферических поверхностей, при котором шпинделю с закрепленной на нем обрабатываемой деталью сообщают вращение, инструментальному шпинделю сообщают круговую подачу и согласованное с ней поступательное перемещение режущему инструменту, отличающийся тем, что, с целью повышения точности обработки, поступательное перемещение режущему инструменту сообщают вдоль образующей конической поверхности, вершина которой...
Спосіб випробування на міцність кінцевої фрези
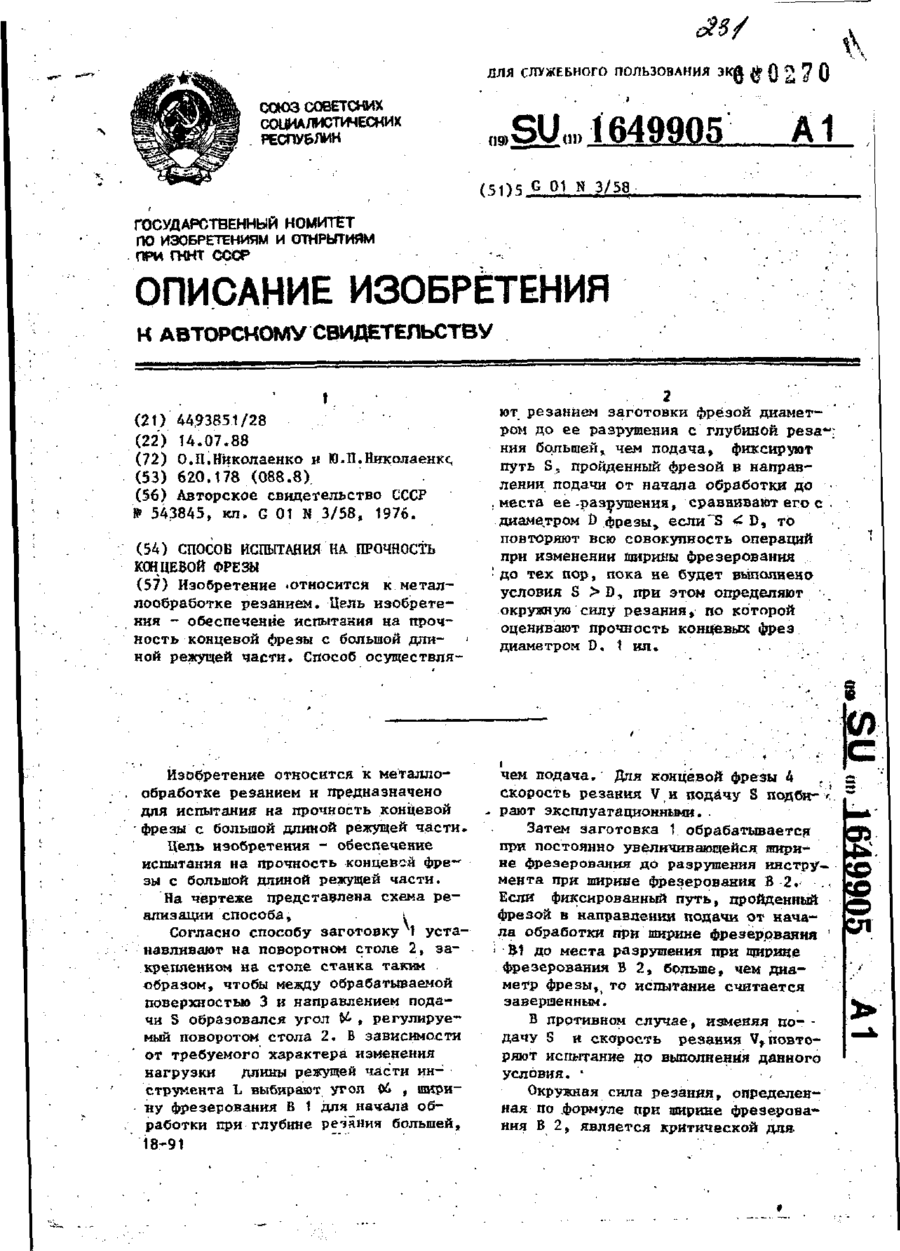
Номер патенту: 231
Опубліковано: 30.04.1993
Автори: Ніколаєнко Юлій Павлович, Ніколаєнко Олег Павлович
МПК: G01N 3/58
Мітки: спосіб, фрези, міцність, випробування, кінцевої
Формула / Реферат:
Способ испытания на прочность концевой фрезы, заключающийся в том, что осуществляют резание заготовки при постоянных скорости резания и подачи, подачу направляют к обрабатываемой поверхности под углом, величину которого выбирают в зависимости от требуемого характера изменения нагрузки, отличающийся тем, что, с целью обеспечения испытания на прочность концевой фрезы с большой длиной режущей части, резание заготовки осуществляют до...
Спосіб глибинного шліфування
Номер патенту: 2924
Опубліковано: 26.12.1994
Автор: Суховій Борис Федорович
МПК: B24B 1/00
Мітки: шліфування, спосіб, глибинного
Формула / Реферат:
Способ глубинного шлифования, при котором осуществляют врезание на полную глубину резания с замедлением поперечной подачи, отличающийся тем, что величину поперечной подачи по мере вреза-ния определяют по формуле:где Sо - максимальное значение подачи, м/мин,Т - полная глубина резания, мм;t- текущая глубина резания, мм.
Спосіб обробки поверхонь секторів барабана для зборки покришок пневматичних шин
Номер патенту: 8221
Опубліковано: 29.03.1996
Автори: Іванов Юрій Александровіч, Сінотін Анатолій Павловіч, Трофімов Анатолій Константіновіч
МПК: B23B 1/00
Мітки: покришок, секторів, шин, спосіб, обробки, барабана, пневматичних, поверхонь, зборки
Формула / Реферат:
Способ обработки поверхностей секторов барабана для сборки покрышек пневматических шин, при котором предварительно сектора устанавливают в форме цилиндра и жестко их фиксируют в этом положении, обтачивают наружные поверхности и обрабатывают кинематические отверстия и остальные поверхности каждого сектора отдельно, отличающийся тем, что, с целью повышения качества изготовления барабана путем увеличения точности обработки секторов,...
Спосіб обробки поверхонь діелектричних мішеней в вакуумі
Номер патенту: 5770
Опубліковано: 29.12.1994
Автори: Марущенко Микола Борисович, Фареник Володимир Іванович, Юнаков Микола Миколайович, Зиков Олександр Володимирович, Качанов Юрій Олександрович
МПК: C23C 14/00
Мітки: поверхонь, діелектричних, вакуумі, мішеней, обробки, спосіб
Формула / Реферат:
Способ обработки поверхностей диэлектрических мишеней в вакууме, включающий бомбардировку мишеней ускоренным пучком положительных ионов и компенсацию заряда электронами катода - нейтрализатора, отличающийся тем, что, с целью повышения качества обработки за счет улучшения однородности обработки и снижения вносимой дефектности, на поверхность катода - нейтрализатора подают положительный потенциал j [В], выбираемый из...
Попередній патент: Вихровий струминний апарат
Наступний патент: Вуглезавантажувальна машина
Випадковий патент: Рекламно-інформаційна конструкція