Пристрій для виробництва дошок
Номер патенту: 42773
Опубліковано: 15.11.2001
Автори: Нілссон Фредрік, Шедін Курт, Піхлстрьом Вінцент
Формула / Реферат
1. Устройство для производства доски из лигноцеллюлозного материала, содержащее компрессионные цилиндры и приспособления для подачи обрабатывающего вещества в заготовку, отличающееся тем, что по крайней мере один из компрессионных цилиндров выполнен с перфорированной щитовой поверхностью и осевой проточной системой, которая расположена внутри щитовой поверхности, и содержит скользящий башмак, соприкасающийся с торцевой стенкой компрессионного цилиндра, в котором выполнен ограниченный сектор, расположенный в зоне сжатия заготовки.
2. Устройство по пункту 1, отличающееся тем, что проточная система компрессионного цилиндра выполнена множеством осевых поддерживающих полос с перфорированным металлическим листом, образующий щитовую поверхность цилиндра.
3. Устройство по пункту 1 или 2, отличающееся тем, что скользящий башмак содержит каналы для впрыскивания одного или нескольких обрабатывающих веществ.
4. Устройство по любому из предыдущих пунктов, отличающееся тем, что скользящий башмак содержит каналы для очистной продувки и/или всасывания.
5. Устройство по любому из предыдущих пунктов, отличающееся тем, что скользящий башмак выполнен подвижным в направлении периферии компрессионного цилиндра.
6. Устройство по любому из предыдущих пунктов, отличающееся тем, что оно содержит углубления и резьбу для нагревания проточной системы.
7. Устройство по пункту 6, отличающееся тем, что углубления и резьба выполнены на нагревательном резном металлическом листе, расположенном внутри проточной системы.
8. Устройство по любому из предыдущих пунктов, отличающееся тем, что скользящий башмак содержится с каждой торцевой стенки цилиндра.
9. Устройство по любому из предыдущих пунктов, отличающееся тем, что между скользящим башмаком и торцевой стенкой компрессионного цилиндра расположена сменная изнашивающаяся часть.
Текст
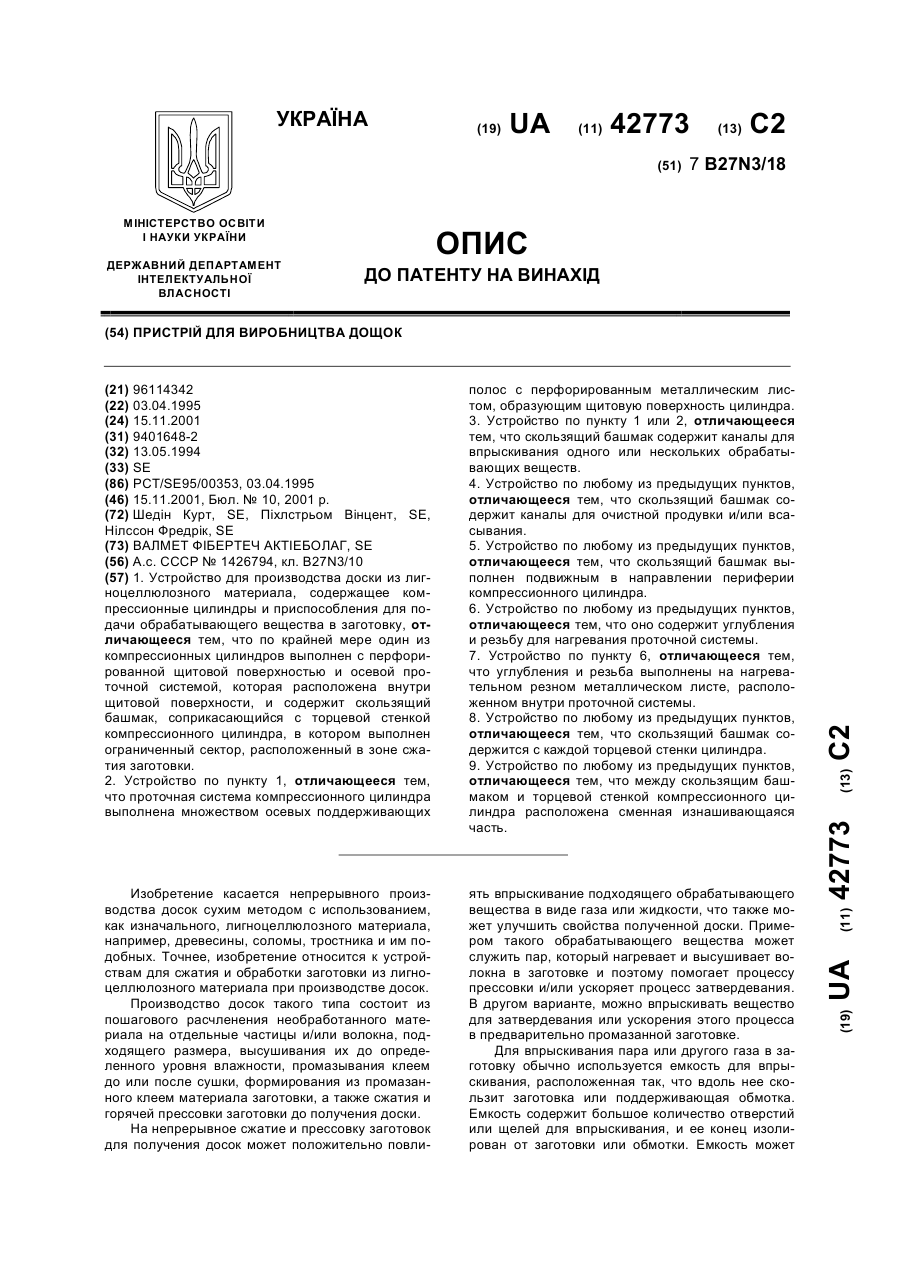
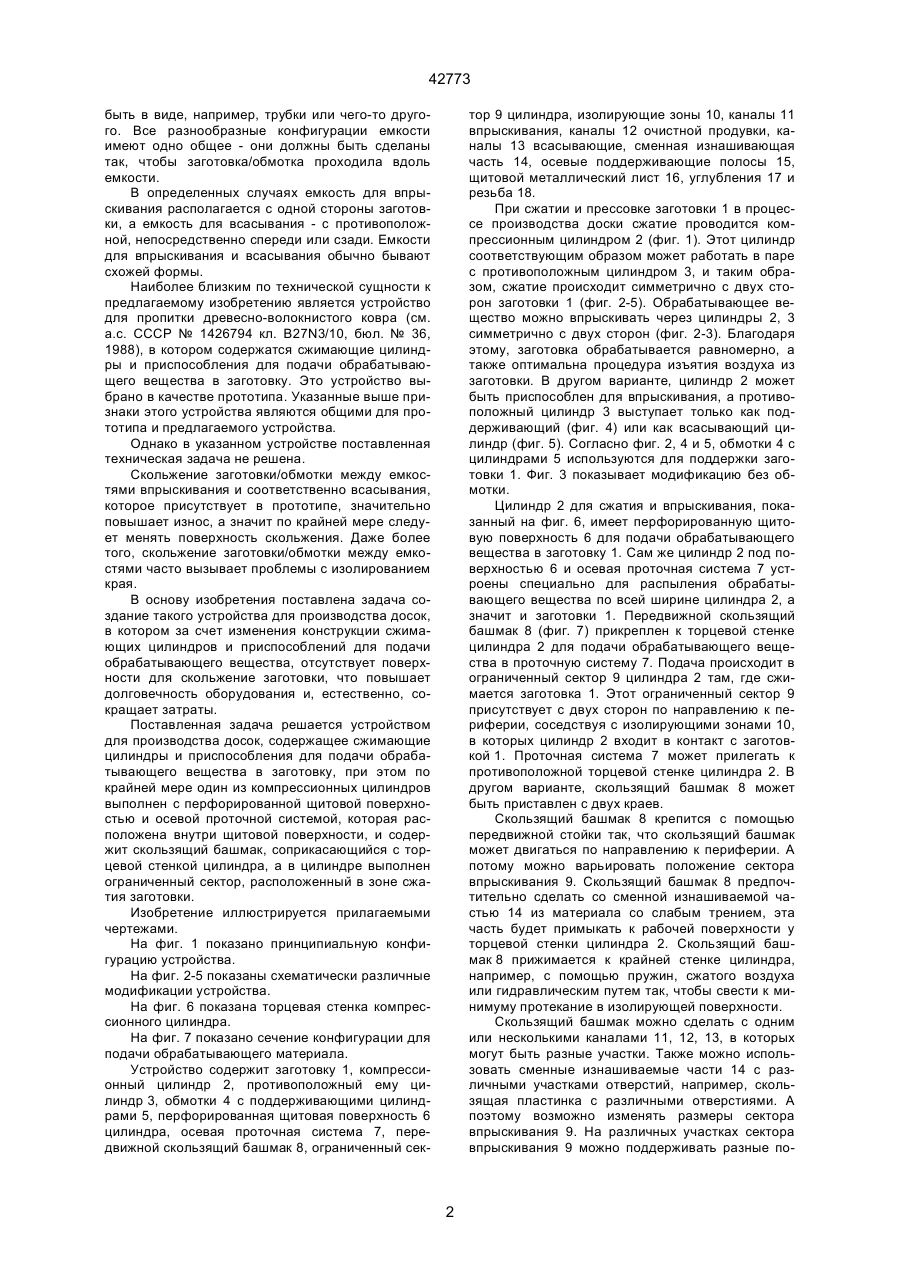
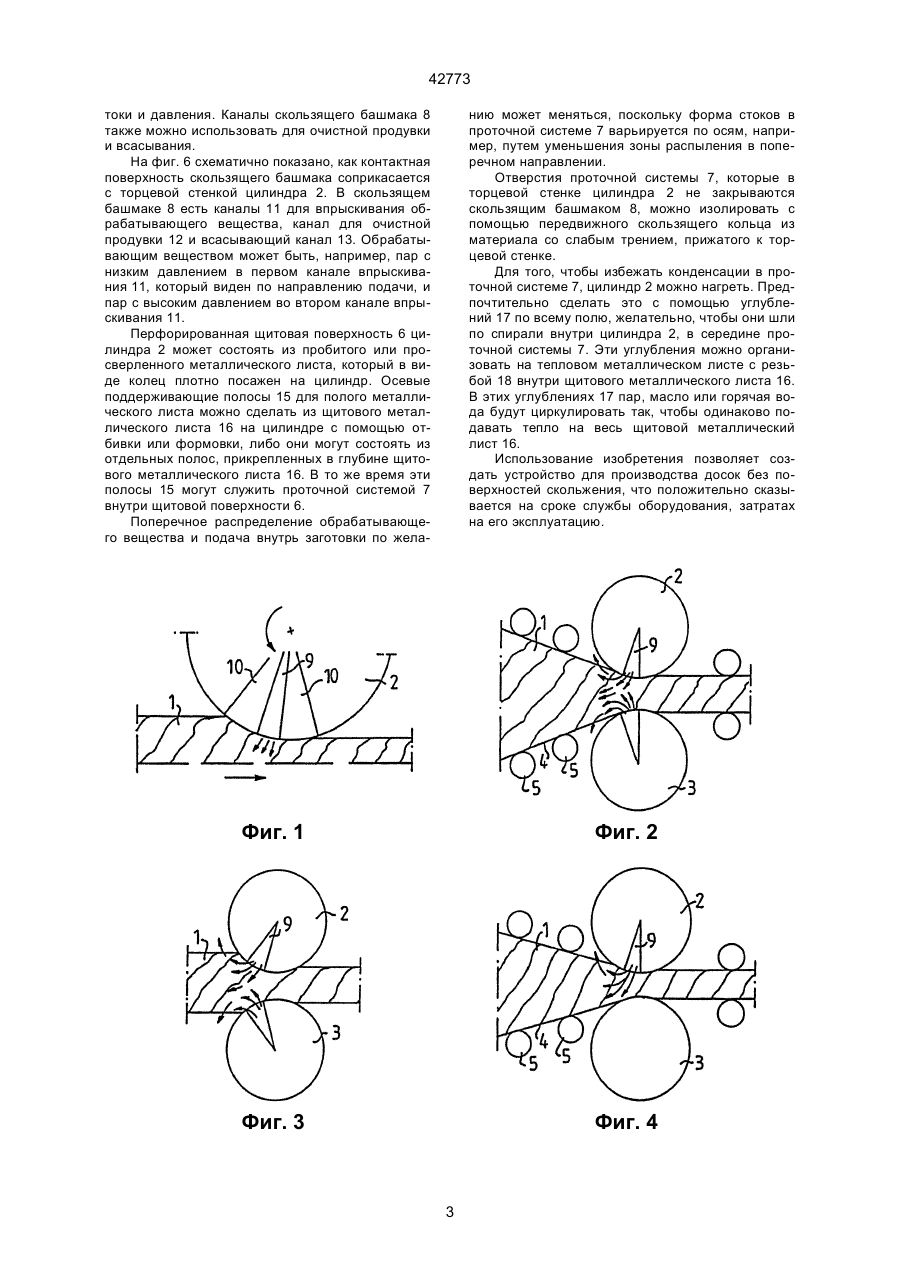
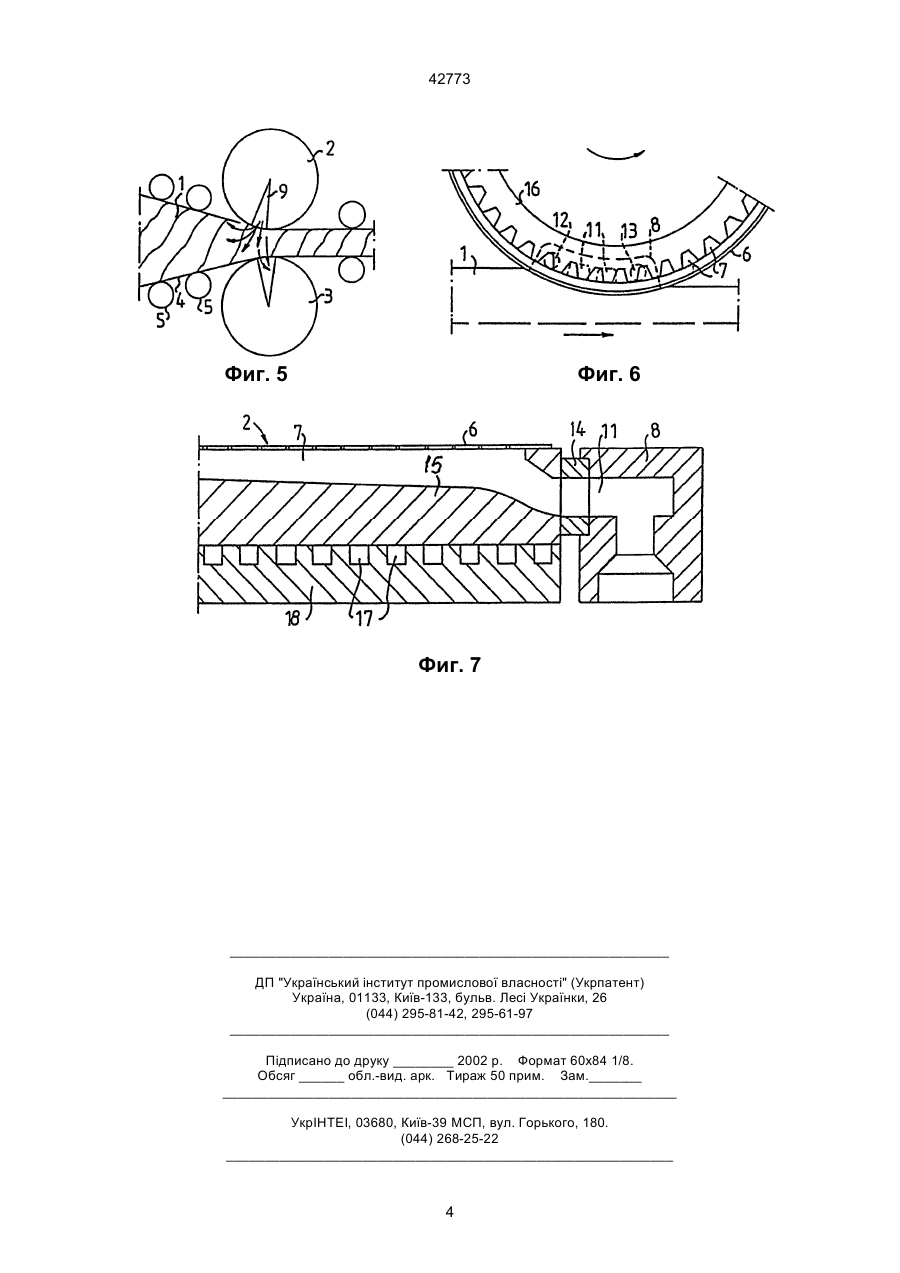
1. Устройство для производства доски из лигноцеллюлозного материала, содержащее компрессионные цилиндры и приспособления для подачи обрабатывающего вещества в заготовку, отличающееся тем, что по крайней мере один из компрессионных цилиндров выполнен с перфорированной щитовой поверхностью и осевой проточной системой, которая расположена внутри щитовой поверхности, и содержит скользящий башмак, соприкасающийся с торцевой стенкой компрессионного цилиндра, в котором выполнен ограниченный сектор, расположенный в зоне сжатия заготовки. 2. Устройство по пункту 1, отличающееся тем, что проточная система компрессионного цилиндра выполнена множеством осевых поддерживающих C2 (54) ПРИСТРІЙ ДЛЯ ВИРОБНИЦТВА ДОЩОК 42773 быть в виде, например, трубки или чего-то другого. Все разнообразные конфигурации емкости имеют одно общее - они должны быть сделаны так, чтобы заготовка/обмотка проходила вдоль емкости. В определенных случаях емкость для впрыскивания располагается с одной стороны заготовки, а емкость для всасывания - с противоположной, непосредственно спереди или сзади. Емкости для впрыскивания и всасывания обычно бывают схожей формы. Наиболее близким по технической сущности к предлагаемому изобретению является устройство для пропитки древесно-волокнистого ковра (см. а.с. СССР № 1426794 кл. B27N3/10, бюл. № 36, 1988), в котором содержатся сжимающие цилиндры и приспособления для подачи обрабатывающего вещества в заготовку. Это устройство выбрано в качестве прототипа. Указанные выше признаки этого устройства являются общими для прототипа и предлагаемого устройства. Однако в указанном устройстве поставленная техническая задача не решена. Скольжение заготовки/обмотки между емкостями впрыскивания и соответственно всасывания, которое присутствует в прототипе, значительно повышает износ, а значит по крайней мере следует менять поверхность скольжения. Даже более того, скольжение заготовки/обмотки между емкостями часто вызывает проблемы с изолированием края. В основу изобретения поставлена задача создание такого устройства для производства досок, в котором за счет изменения конструкции сжимающих цилиндров и приспособлений для подачи обрабатывающего вещества, отсутствует поверхности для скольжение заготовки, что повышает долговечность оборудования и, естественно, сокращает затраты. Поставленная задача решается устройством для производства досок, содержащее сжимающие цилиндры и приспособления для подачи обрабатывающего вещества в заготовку, при этом по крайней мере один из компрессионных цилиндров выполнен с перфорированной щитовой поверхностью и осевой проточной системой, которая расположена внутри щитовой поверхности, и содержит скользящий башмак, соприкасающийся с торцевой стенкой цилиндра, а в цилиндре выполнен ограниченный сектор, расположенный в зоне сжатия заготовки. Изобретение иллюстрируется прилагаемыми чертежами. На фиг. 1 показано принципиальную конфигурацию устройства. На фиг. 2-5 показаны схематически различные модификации устройства. На фиг. 6 показана торцевая стенка компрессионного цилиндра. На фиг. 7 показано сечение конфигурации для подачи обрабатывающего материала. Устройство содержит заготовку 1, компрессионный цилиндр 2, противоположный ему цилиндр 3, обмотки 4 с поддерживающими цилиндрами 5, перфорированная щитовая поверхность 6 цилиндра, осевая проточная система 7, передвижной скользящий башмак 8, ограниченный сек тор 9 цилиндра, изолирующие зоны 10, каналы 11 впрыскивания, каналы 12 очистной продувки, каналы 13 всасывающие, сменная изнашивающая часть 14, осевые поддерживающие полосы 15, щитовой металлический лист 16, углубления 17 и резьба 18. При сжатии и прессовке заготовки 1 в процессе производства доски сжатие проводится компрессионным цилиндром 2 (фиг. 1). Этот цилиндр соответствующим образом может работать в паре с противоположным цилиндром 3, и таким образом, сжатие происходит симметрично с двух сторон заготовки 1 (фиг. 2-5). Обрабатывающее вещество можно впрыскивать через цилиндры 2, 3 симметрично с двух сторон (фиг. 2-3). Благодаря этому, заготовка обрабатывается равномерно, а также оптимальна процедура изъятия воздуха из заготовки. В другом варианте, цилиндр 2 может быть приспособлен для впрыскивания, а противоположный цилиндр 3 выступает только как поддерживающий (фиг. 4) или как всасывающий цилиндр (фиг. 5). Согласно фиг. 2, 4 и 5, обмотки 4 с цилиндрами 5 используются для поддержки заготовки 1. Фиг. 3 показывает модификацию без обмотки. Цилиндр 2 для сжатия и впрыскивания, показанный на фиг. 6, имеет перфорированную щитовую поверхность 6 для подачи обрабатывающего вещества в заготовку 1. Сам же цилиндр 2 под поверхностью 6 и осевая проточная система 7 устроены специально для распыления обрабатывающего вещества по всей ширине цилиндра 2, а значит и заготовки 1. Передвижной скользящий башмак 8 (фиг. 7) прикреплен к торцевой стенке цилиндра 2 для подачи обрабатывающего вещества в проточную систему 7. Подача происходит в ограниченный сектор 9 цилиндра 2 там, где сжимается заготовка 1. Этот ограниченный сектор 9 присутствует с двух сторон по направлению к периферии, соседствуя с изолирующими зонами 10, в которых цилиндр 2 входит в контакт с заготовкой 1. Проточная система 7 может прилегать к противоположной торцевой стенке цилиндра 2. В другом варианте, скользящий башмак 8 может быть приставлен с двух краев. Скользящий башмак 8 крепится с помощью передвижной стойки так, что скользящий башмак может двигаться по направлению к периферии. А потому можно варьировать положение сектора впрыскивания 9. Скользящий башмак 8 предпочтительно сделать со сменной изнашиваемой частью 14 из материала со слабым трением, эта часть будет примыкать к рабочей поверхности у торцевой стенки цилиндра 2. Скользящий башмак 8 прижимается к крайней стенке цилиндра, например, с помощью пружин, сжатого воздуха или гидравлическим путем так, чтобы свести к минимуму протекание в изолирующей поверхности. Скользящий башмак можно сделать с одним или несколькими каналами 11, 12, 13, в которых могут быть разные участки. Также можно использовать сменные изнашиваемые части 14 с различными участками отверстий, например, скользящая пластинка с различными отверстиями. А поэтому возможно изменять размеры сектора впрыскивания 9. На различных участках сектора впрыскивания 9 можно поддерживать разные по 2 42773 токи и давления. Каналы скользящего башмака 8 также можно использовать для очистной продувки и всасывания. На фиг. 6 схематично показано, как контактная поверхность скользящего башмака соприкасается с торцевой стенкой цилиндра 2. В скользящем башмаке 8 есть каналы 11 для впрыскивания обрабатывающего вещества, канал для очистной продувки 12 и всасывающий канал 13. Обрабатывающим веществом может быть, например, пар с низким давлением в первом канале впрыскивания 11, который виден по направлению подачи, и пар с высоким давлением во втором канале впрыскивания 11. Перфорированная щитовая поверхность 6 цилиндра 2 может состоять из пробитого или просверленного металлического листа, который в виде колец плотно посажен на цилиндр. Осевые поддерживающие полосы 15 для полого металлического листа можно сделать из щитового металлического листа 16 на цилиндре с помощью отбивки или формовки, либо они могут состоять из отдельных полос, прикрепленных в глубине щитового металлического листа 16. В то же время эти полосы 15 могут служить проточной системой 7 внутри щитовой поверхности 6. Поперечное распределение обрабатывающего вещества и подача внутрь заготовки по жела нию может меняться, поскольку форма стоков в проточной системе 7 варьируется по осям, например, путем уменьшения зоны распыления в поперечном направлении. Отверстия проточной системы 7, которые в торцевой стенке цилиндра 2 не закрываются скользящим башмаком 8, можно изолировать с помощью передвижного скользящего кольца из материала со слабым трением, прижатого к торцевой стенке. Для того, чтобы избежать конденсации в проточной системе 7, цилиндр 2 можно нагреть. Предпочтительно сделать это с помощью углублений 17 по всему полю, желательно, чтобы они шли по спирали внутри цилиндра 2, в середине проточной системы 7. Эти углубления можно организовать на тепловом металлическом листе с резьбой 18 внутри щитового металлического листа 16. В этих углублениях 17 пар, масло или горячая вода будут циркулировать так, чтобы одинаково подавать тепло на весь щитовой металлический лист 16. Использование изобретения позволяет создать устройство для производства досок без поверхностей скольжения, что положительно сказывается на сроке службы оборудования, затратах на его эксплуатацию. Фиг. 1 Фиг. 2 Фиг. 3 Фиг. 4 3 42773 Фиг. 5 Фиг. 6 Фиг. 7 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for board manufacture
Автори англійськоюSchedin Kurt, Pihlstroem Vincent, Nilsson Fredrik
Назва патенту російськоюУстройство для производства досок
Автори російськоюШедин Курт, Пихлстрём Винцент, Нилссон Фредрик
МПК / Мітки
МПК: B27N 3/08
Мітки: пристрій, виробництва, дошок
Код посилання
<a href="https://ua.patents.su/4-42773-pristrijj-dlya-virobnictva-doshok.html" target="_blank" rel="follow" title="База патентів України">Пристрій для виробництва дошок</a>
Скоба для з’єднання опалубних дошок
Номер патенту: 26540
Опубліковано: 11.10.1999
Автор: Меркель Йозеф
МПК: E04G 17/06, E04G 17/04
Мітки: опалубних, скоба, дошок, з'єднання
Формула / Реферат:
1. Скоба для соединения опалубочных досок, по меньшей мере, на обращенных друг к другу сторонах снабженных краевыми профилями, содержащая носитель, две зажимные губки, установленные на носителе с возможностью поворота, и управляющий элемент для поворота зажимных губок, причем зажимные губки своим обращенным к носителю концом соединены с установочными рычагами, расположенными под углом к зажимным губкам, направленными друг, к другу и имеющими...
Спосіб обробки зовнішньої поверхні товстостінного циліндра з радіальними виступами
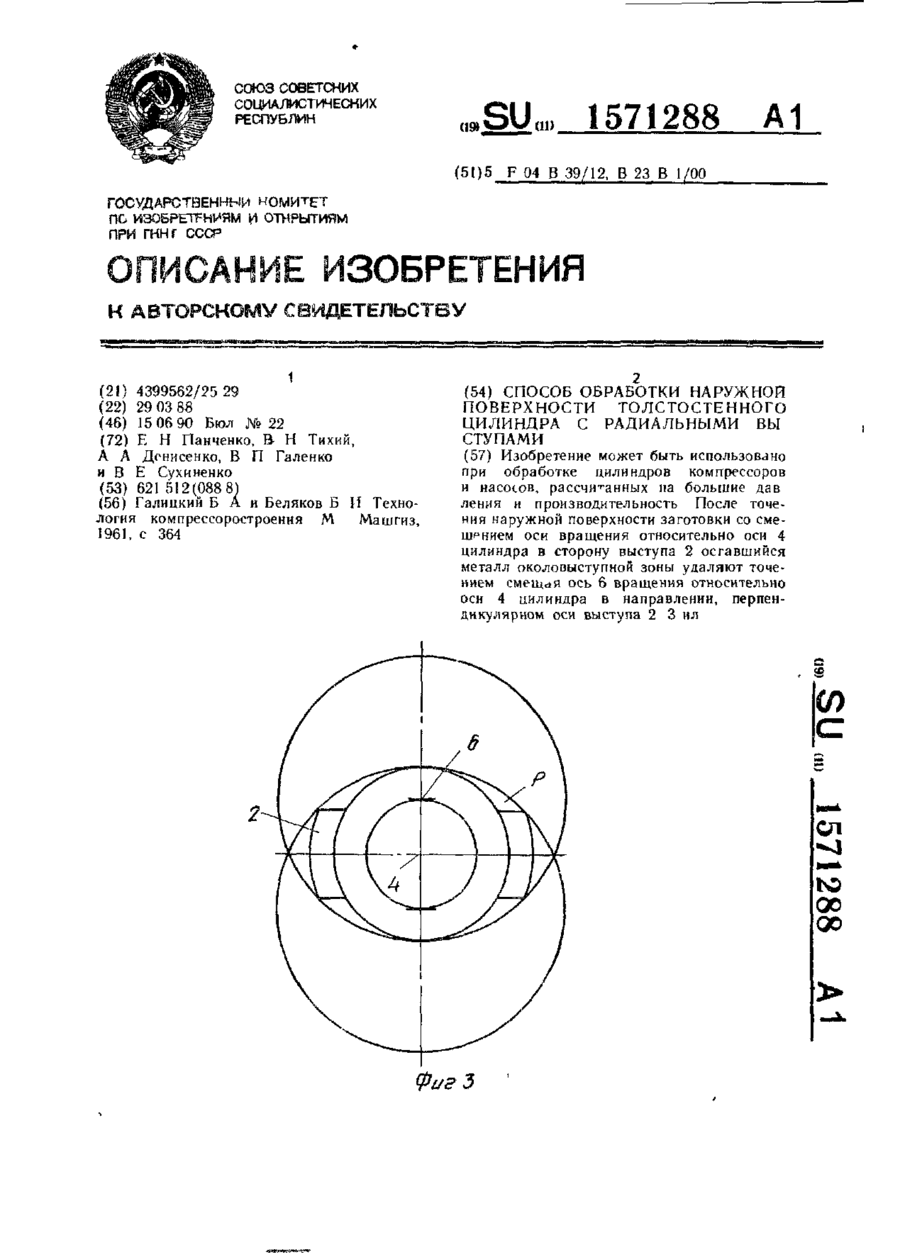
Номер патенту: 2656
Опубліковано: 26.12.1994
Автори: Панченко Євген Миколайович, Денисенко Олександр Антонович, Галенко Василь Петрович, Сухиненко Володимир Євгенович, Тихий Володимир Миколайович
МПК: F04B 39/12, B23B 1/00
Мітки: радіальними, спосіб, виступами, товстостінного, поверхні, циліндра, обробки, зовнішньої
Формула / Реферат:
Способ обработки наружной поверхности толстостенного цилиндра с радиальными выступами, включающий точение наружной поверхности заготовки в зоне выступа со смещением оси вращения относительно оси цилиндра в сторону выступа, отличающийся тем, что, с целью снижения металлоемкости и упрощения технологии, металл околовыступной зоны удаляют точением со смещением оси вращения относительно оси цилиндра в направлении, перпендикулярном оси...
Пристрій для виробництва зерен, що вибухнули
Номер патенту: 2851
Опубліковано: 26.12.1994
Автори: Білогрищенко Андрій Іванович, Коваленко Віктор Іванович
Мітки: виробництва, зерен, пристрій, вибухнули
Формула / Реферат:
Устройство для производства взорванных зерен, включающее закрепленную на станину с наклоном к горизонтальной плоскости цилиндрическую рабочую камеру с теплоносителем, оборудованную нагревательным элементом, приспособлением для перемешивания и перемещения зерен, загрузочным бункером и выходным отверстием, отличающееся тем, что устройство оснащено установленным под загрузочным бункером дозатором, состоящим из полого цилиндра с симметрично...
Пристрій для уприскування клею
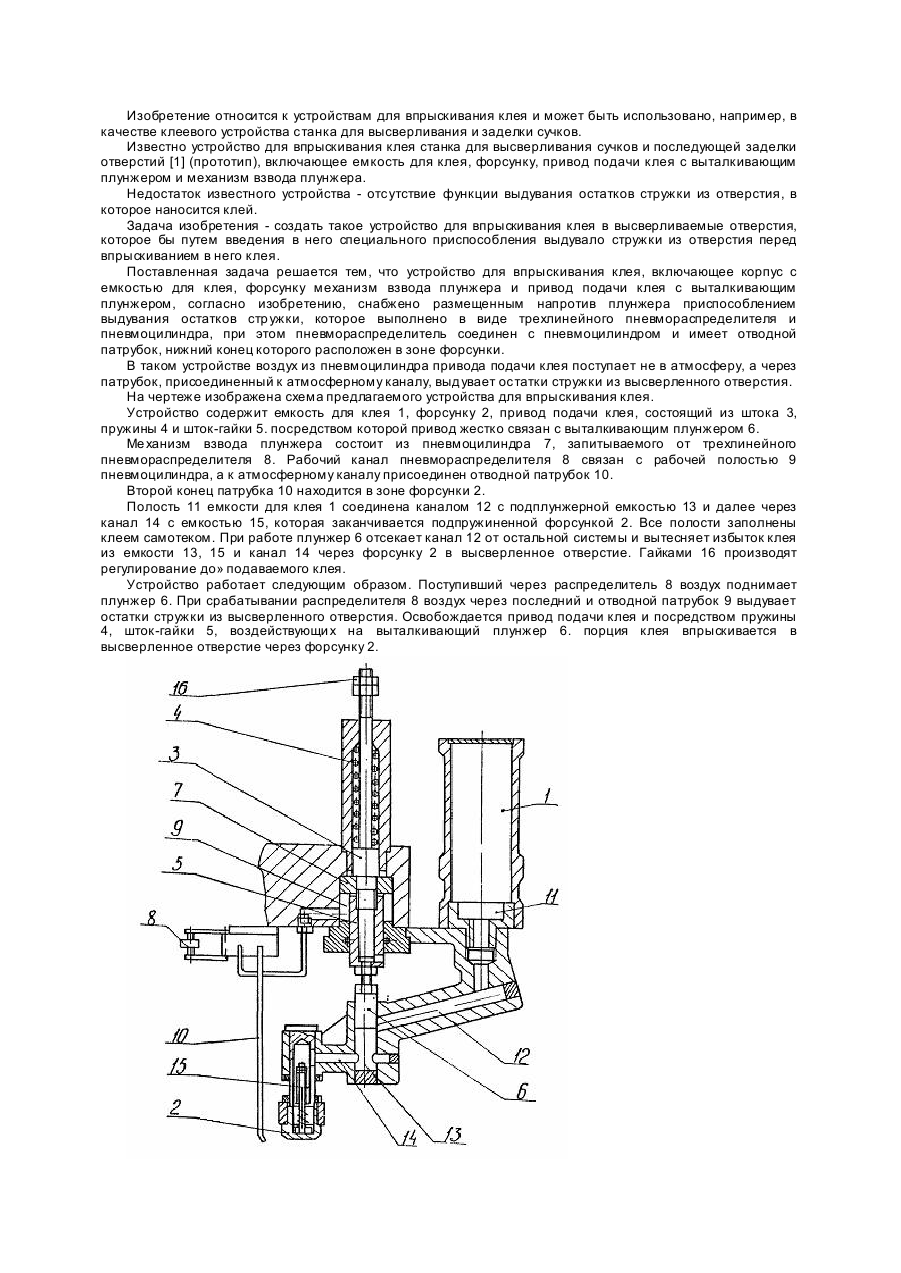
Номер патенту: 5238
Опубліковано: 28.12.1994
Автор: Немучинсьний Борис Аронович
МПК: B27G 11/00
Мітки: клею, пристрій, уприскування
Формула / Реферат:
Устройство для впрыскивания клея, включающее корпус с емкостью для клея, форсунку, механизм взвода плунжера и привод подачи клея с выталкивающим плунжером, отличающееся тем, что устройство снабжено размещенным напротив плунжера приспособлением выдувания остатков стружки, которое выполнено в виде трехлинейного пневмораспределителя и пневмоцилиндра, при этом пневмораспределитель соединен с пневмоцилиндром и имеет отводной патрубок, нижний конец...
Завантажувальний пристрій конвейєра відвалоутворювача
Номер патенту: 4009
Опубліковано: 27.12.1994
Автори: Андреєв Анатолій Григорович, Сорока Георгій Митрофанович
МПК: B65G 47/02
Мітки: завантажувальний, відвалоутворювача, пристрій, конвейєра
Формула / Реферат:
Загрузочное устройство конвейера отвалообразователя, включающее бункер, установленный над конвейером с возможностью продольного перемещения вдоль последнего, отличающееся тем, что, с целью надежности перегрузки материала за счет герметизации места загрузки, оно снабжено смонтированным над бункером ограждающим цилиндром и расположенными одна над другой крышками с отверстиями для размещения в них ограждающего цилиндра, при этом нижняя крышка...
Попередній патент: Одномодове оптичне волокно і спосіб виготовлення заготовки серцевини
Наступний патент: Тепловий модуль
Випадковий патент: Пристрій для термостабілізації черв'яка екструдера