Кутер-мішалка
Номер патенту: 44276
Опубліковано: 25.09.2009
Автори: Батраченко Олександр Вікторович, Осипенко Василь Іванович, Гладиш Олександр Сергійович


Формула / Реферат
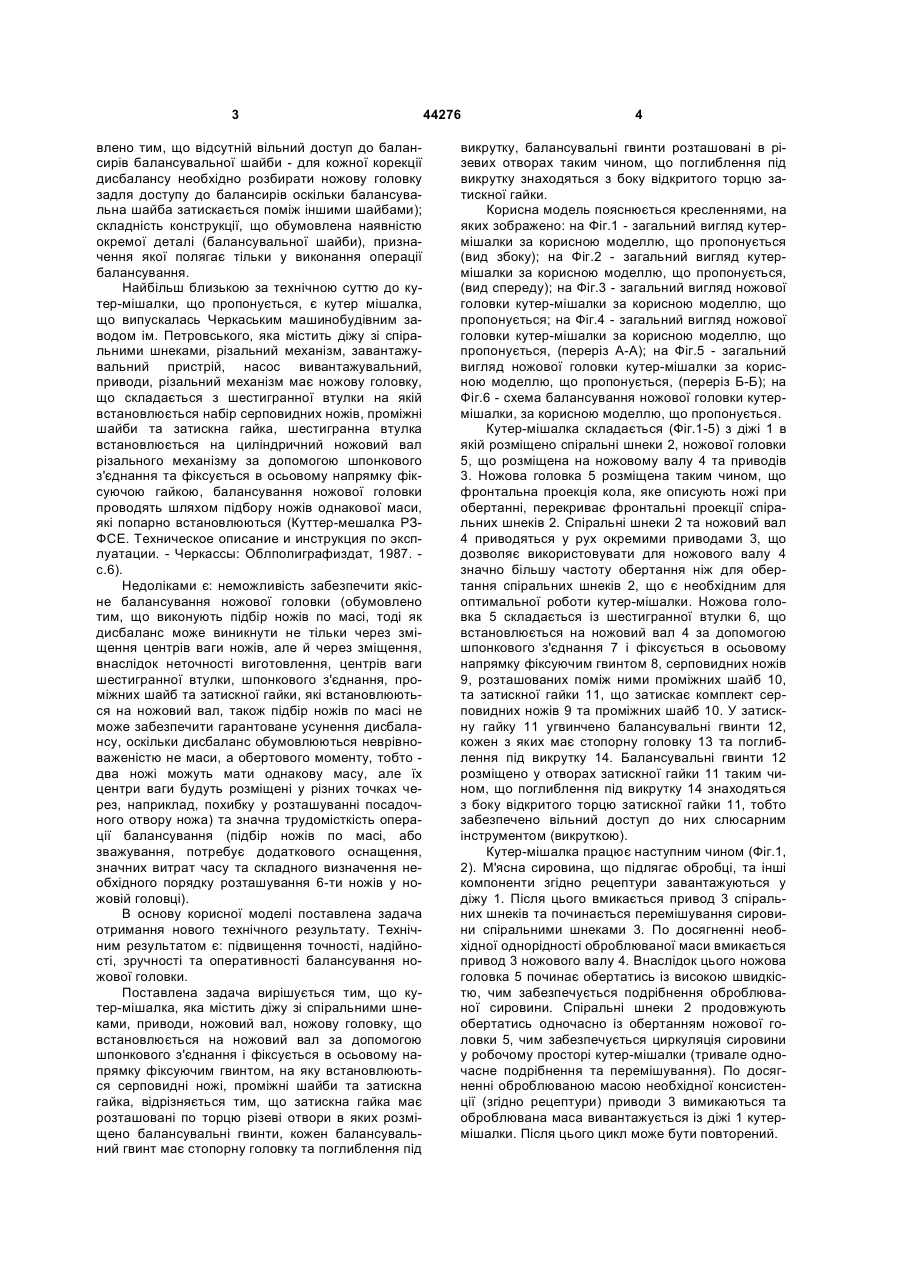
Кутер-мішалка, яка містить діжу зі спіральними шнеками, приводи, ножовий вал, ножову головку, що встановлюється на ножовий вал за допомогою шпонкового з'єднання і фіксується в осьовому напрямку фіксуючим гвинтом, на яку встановлюються серпоподібні ножі, проміжні шайби та затискна гайка, яка відрізняється тим, що затискна гайка має розташовані по торцю різьові отвори, в яких розміщено балансувальні гвинти, кожен балансувальний гвинт має стопорну головку та поглиблення під викрутку, балансувальні гвинти розташовані в різьових отворах таким чином, що поглиблення під викрутку знаходяться з боку відкритого торця затискної гайки.
Текст
Кутер-мішалка, яка містить діжу зі спіральними шнеками, приводи, ножовий вал, ножову головку, що встановлюється на ножовий вал за допо 3 влено тим, що відсутній вільний доступ до балансирів балансувальної шайби - для кожної корекції дисбалансу необхідно розбирати ножову головку задля доступу до балансирів оскільки балансувальна шайба затискається поміж іншими шайбами); складність конструкції, що обумовлена наявністю окремої деталі (балансувальної шайби), призначення якої полягає тільки у виконання операції балансування. Найбільш близькою за технічною суттю до кутер-мішалки, що пропонується, є кутер мішалка, що випускалась Черкаським машинобудівним заводом ім. Петровського, яка містить діжу зі спіральними шнеками, різальний механізм, завантажувальний пристрій, насос вивантажувальний, приводи, різальний механізм має ножову головку, що складається з шестигранної втулки на якій встановлюється набір серповидних ножів, проміжні шайби та затискна гайка, шестигранна втулка встановлюється на циліндричний ножовий вал різального механізму за допомогою шпонкового з'єднання та фіксується в осьовому напрямку фіксуючою гайкою, балансування ножової головки проводять шляхом підбору ножів однакової маси, які попарно встановлюються (Куттер-мешалка РЗФСЕ. Техническое описание и инструкция по эксплуатации. - Черкассы: Облполиграфиздат, 1987. с.6). Недоліками є: неможливість забезпечити якісне балансування ножової головки (обумовлено тим, що виконують підбір ножів по масі, тоді як дисбаланс може виникнути не тільки через зміщення центрів ваги ножів, але й через зміщення, внаслідок неточності виготовлення, центрів ваги шестигранної втулки, шпонкового з'єднання, проміжних шайб та затискної гайки, які встановлюються на ножовий вал, також підбір ножів по масі не може забезпечити гарантоване усунення дисбалансу, оскільки дисбаланс обумовлюються неврівноваженістю не маси, а обертового моменту, тобто два ножі можуть мати однакову масу, але їх центри ваги будуть розміщені у різних точках через, наприклад, похибку у розташуванні посадочного отвору ножа) та значна трудомісткість операції балансування (підбір ножів по масі, або зважування, потребує додаткового оснащення, значних витрат часу та складного визначення необхідного порядку розташування 6-ти ножів у ножовій головці). В основу корисної моделі поставлена задача отримання нового технічного результату. Технічним результатом є: підвищення точності, надійності, зручності та оперативності балансування ножової головки. Поставлена задача вирішується тим, що кутер-мішалка, яка містить діжу зі спіральними шнеками, приводи, ножовий вал, ножову головку, що встановлюється на ножовий вал за допомогою шпонкового з'єднання і фіксується в осьовому напрямку фіксуючим гвинтом, на яку встановлюються серповидні ножі, проміжні шайби та затискна гайка, відрізняється тим, що затискна гайка має розташовані по торцю різеві отвори в яких розміщено балансувальні гвинти, кожен балансувальний гвинт має стопорну головку та поглиблення під 44276 4 викрутку, балансувальні гвинти розташовані в різевих отворах таким чином, що поглиблення під викрутку знаходяться з боку відкритого торцю затискної гайки. Корисна модель пояснюється кресленнями, на яких зображено: на Фіг.1 - загальний вигляд кутермішалки за корисною моделлю, що пропонується (вид збоку); на Фіг.2 - загальний вигляд кутермішалки за корисною моделлю, що пропонується, (вид спереду); на Фіг.3 - загальний вигляд ножової головки кутер-мішалки за корисною моделлю, що пропонується; на Фіг.4 - загальний вигляд ножової головки кутер-мішалки за корисною моделлю, що пропонується, (переріз А-А); на Фіг.5 - загальний вигляд ножової головки кутер-мішалки за корисною моделлю, що пропонується, (переріз Б-Б); на Фіг.6 - схема балансування ножової головки кутермішалки, за корисною моделлю, що пропонується. Кутер-мішалка складається (Фіг.1-5) з діжі 1 в якій розміщено спіральні шнеки 2, ножової головки 5, що розміщена на ножовому валу 4 та приводів 3. Ножова головка 5 розміщена таким чином, що фронтальна проекція кола, яке описують ножі при обертанні, перекриває фронтальні проекції спіральних шнеків 2. Спіральні шнеки 2 та ножовий вал 4 приводяться у рух окремими приводами 3, що дозволяє використовувати для ножового валу 4 значно більшу частоту обертання ніж для обертання спіральних шнеків 2, що є необхідним для оптимальної роботи кутер-мішалки. Ножова головка 5 складається із шестигранної втулки 6, що встановлюється на ножовий вал 4 за допомогою шпонкового з'єднання 7 і фіксується в осьовому напрямку фіксуючим гвинтом 8, серповидних ножів 9, розташованих поміж ними проміжних шайб 10, та затискної гайки 11, що затискає комплект серповидних ножів 9 та проміжних шайб 10. У затискну гайку 11 угвинчено балансувальні гвинти 12, кожен з яких має стопорну головку 13 та поглиблення під викрутку 14. Балансувальні гвинти 12 розміщено у отворах затискної гайки 11 таким чином, що поглиблення під викрутку 14 знаходяться з боку відкритого торцю затискної гайки 11, тобто забезпечено вільний доступ до них слюсарним інструментом (викруткою). Кутер-мішалка працює наступним чином (Фіг.1, 2). М'ясна сировина, що підлягає обробці, та інші компоненти згідно рецептури завантажуються у діжу 1. Після цього вмикається привод 3 спіральних шнеків та починається перемішування сировини спіральними шнеками 3. По досягненні необхідної однорідності оброблюваної маси вмикається привод 3 ножового валу 4. Внаслідок цього ножова головка 5 починає обертатись із високою швидкістю, чим забезпечується подрібнення оброблюваної сировини. Спіральні шнеки 2 продовжують обертатись одночасно із обертанням ножової головки 5, чим забезпечується циркуляція сировини у робочому просторі кутер-мішалки (тривале одночасне подрібнення та перемішування). По досягненні оброблюваною масою необхідної консистенції (згідно рецептури) приводи 3 вимикаються та оброблювана маса вивантажується із діжі 1 кутермішалки. Після цього цикл може бути повторений. 5 Балансування ножової головки 5 кутермішалки проводиться наступним чином. В процесі експлуатації кутер-мішалки різальні кромки серповидних ножів 9 зношуються, задля відновлення їх різальних властивостей періодично виконують їх заточування. Задля заточування серповидні ножі 9 знімаються зі шестигранної втулки 6, що призводить до необхідності розбирати ножову головку 5 знімати із шестигранної втулки 6 затискну гайку 11 та усі проміжні шайби 10. Після заточування серповидних ножів 9 проводиться складання ножової головки 5 та її балансування. Балансування призначено для усунення дисбалансу швидкообертового вузла з метою забезпечення належної довговічності підшипникових вузлів. Дисбаланс ножової головки 5 може виникнути внаслідок неспівпадання центру її ваги із віссю обертання. В свою чергу неспівпадання центру ваги ножової головки 5 із віссю обертання О може відбуватись внаслідок неспівпадання із віссю обертання центрів ваги декількох видів деталей (фіг.4,5): шпонкового з'єднання Цщп, шестигранної втулки Цв, затискної гайки Цг, проміжної шайби Цщ, серповидних ножів Цн. Дисбаланс кожної деталі може бути обумовлений неточністю її виготовлення, неточністю її розташування відносно інших деталей та неоднорідністю матеріалу заготовки. На дисбаланс ножової головки 5 також визначальний вплив має неоднорідність заточування серповидних ножів 9, яка призводить до необхідності виконання операції балансування після кожної операції заточування. Наявність в ножовій головці 5 значної кількості складових деталей та відсутність сталої однозначності їх встановлення на шестигранну втулку 6 (при наступному складанні можуть бути встановлені у інше, по відношенню до попереднього, положення - проміжна шайба може бути повернута навколо вісі симетрії та ін.) обумовила необхідність використання технічного рішення за корисною моделлю, що пропонується. Так ножова головка 5 у зборі встановлюється на горизонтальний вал 15 пристрою для балансування 16 (Фіг.6). У випадку наявності дисбалансу ножова головка 5 самочинно обертається у вертикальній площини до досягнення положення рівноваги (центр ваги ножової головки 5 лежить на одній із центром обертання вертикальній прямій). Задля зменшення опору обертання ножової головки 5 (підвищення точності балансування) та задля зменшення зносу шестигранної втулки 6 і горизонтального овалу 15 на горизонтальному валу 15 може бути встановлено бронзову втулку 17, що відіграє роль підшипника ковзання. Задля регулювання положення центру ваги ножової головки 5 в одне із поглиблень під викрутку 14 балансувальних гвинтів 12 44276 6 робітником вставляється викрутка (не показано) та викручується балансувальний гвинт. Цим забезпечується зміна величини обертового моменту, що створюється силою ваги ножової головки 5. Це призводить до компенсування дисбалансу ножової головки 5. Після цього знову перевіряється дисбаланс. У разі наявності дисбалансу робітник повторює вище вказані дії. Після усунення дисбалансу ножова головка 5 знімається з горизонтального валу 15 балансувального пристрою 16 та у зборі встановлюється на ножовий вал 4 кутер-мішалки і фіксується фіксуючим гвинтом 8. Ножова головка 5 готова до роботи. Використання в ножовій головці кутер-мішалки балансувальних гвинтів, що можуть бути встановлені та зняті із ножової головки призводить до значного підвищення точності балансування, а в решті - до підвищення довговічності машини. Це відбувається внаслідок того, що оперуванням балансувальними гвинтами можливо компенсувати дисбаланс, який сумарно створюється значною кількістю різних деталей: шпонкового з'єднання, шестигранної втулки, затискної гайки, проміжних шайб та серповидних ножів. Тоді як за найближчим аналогом балансування проводять шляхом підбору ножів по масі, що не може забезпечити належне балансування, оскільки таким шляхом вирівнюється маса двох протилежних ножів, але не вирівнюються відстані їх центрів ваги від вісі обертання. Використання в ножовій головці для розміщення балансувальних гвинтів затискної гайки (суміщення функцій затискної гайки та балансувальної шайби) та їх вказане розміщення в ній призводить до значного підвищення оперативності та зручності операції балансування, оскільки для балансування в такому випадку немає необхідності розбирати ножову головку. Так, якщо прийняти, що балансування буде виконане у декілька етапів (декілька перестановив балансувальних гвинтів), то всі ці етапи можуть бути виконані в найкоротший термін, який буде визначатись тільки тривалістю вигвинчування та загвинчування балансувальних гвинтів. А за аналогами, у разі використання для розміщення балансувальних гвинтів спеціальної балансувальної шайби, що розміщується поміж іншими деталями ножової головки, для здійснення кожного перестанову балансувальних гвинтів необхідно розбирати та потім знову збирати всю ножову головку, оскільки вільний доступ до балансувальних гвинтів не забезпечено. В цілому, розроблена конструкція у порівнянні із аналогами володіє наступними перевагами: значне підвищення точності, надійності, зручності та оперативності балансування ножової головки. 7 Комп’ютерна верстка О. Рябко 44276 8 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюCutting and mixing machine
Автори англійськоюOsypenko Vasyl Ivanovych, Hladysh Oleksandr Serhiiovych, Batrachenko Oleksandr Viktorovych
Назва патенту російськоюКуттер-мешалка
Автори російськоюОсипенко Василий Иванович, Гладыш Александр Сергеевич, Батраченко Александр Викторович
МПК / Мітки
МПК: A22C 5/00, A22C 17/00
Мітки: кутер-мішалка
Код посилання
<a href="https://ua.patents.su/4-44276-kuter-mishalka.html" target="_blank" rel="follow" title="База патентів України">Кутер-мішалка</a>
Кутер

Номер патенту: 44101
Опубліковано: 25.09.2009
Автори: Некоз Олександр Іванович, Батраченко Олександр Вікторович
МПК: B02C 18/00
Мітки: кутер
Формула / Реферат:
Кутер, що складається з корпусу, чаші, ножового вала, на якому закріплені ножі, який відрізняється тим, що ножі виконані у вигляді дисків, ножовий вал встановлено таким чином, що його вісь в горизонтальній площині розташована під кутом до радіуса чаші, ножовий вал має можливість повороту в горизонтальній площині та переміщення у вертикальній площині.
Кутер
Номер патенту: 3342
Опубліковано: 15.11.2004
Автори: Пархоменко Владислав Анатолійович, Пархоменко Валентина Дмитрівна
МПК: A22C 11/10, B02C 18/00
Мітки: кутер
Формула / Реферат:
Кутер, який складається з чаші, кришки з гребінкою, ножового вала, на якому кріпиться серпоподібний ніж, який відрізняється тим, що на ножовий вал додатково встановлено зігнутий біля основи, відносно осі вала, на кут α другий серпоподібний ніж.
Кутер
Номер патенту: 3463
Опубліковано: 15.11.2004
Автори: Пархоменко Валентина Дмитрівна, Пархоменко Владислав Анатолійович
МПК: B02C 18/00, A22C 11/10
Мітки: кутер
Формула / Реферат:
Кутер, що складається з чаші, кришки з гребінкою, ножового вала, на якому закріплений серпоподібний ніж з різальною кромкою, що виконана у вигляді логарифмічної спіралі, який відрізняється тим, що лезо ножа різальною кромкою повернуто в сторону, протилежну обертанню чаші на кут
Ножовий блок головки кутера
Номер патенту: 969
Опубліковано: 16.07.2001
Автори: Дуда Алєксандр Ніколаєвіч, Дуда Валєрій Ніколаєвіч
МПК: B02C 18/18
Мітки: кутера, ножовий, блок, головки
Формула / Реферат:
Ножовий блок головки кутера, який містить серпоподібні ножі, встановлені у дисковому корпусі, і засіб для фіксації кожного з ножів у вигляді сухаря, установленого в пазу ножа з можливістю радіального переміщення в пазу дискового корпусу за допомогою регулюючого гвинта , який проходить через сухар, з головкою, контактуючою з площиною ножа, який відрізняється тим, що дисковий корпус виготовлений з двох частин, одна з яких виконана з неметалу з...
Мішалка
Номер патенту: 287
Опубліковано: 25.12.1998
Автори: Глухий Андрій Петрович, Мікульонок Ігор Олегович
МПК: B01F 7/26
Мітки: мішалка
Формула / Реферат:
1. Мішалка у вигляді диска з отвором посередині, яка відрізняється тим, що диск виконано по висоті з двох однакових частин, кожна з яких має зовнішній кільцевий борт, при цьому частини диска стикаються одна з другою основами, вільними від вказаних бортів.2. Мішалка за п. 1, яка відрізняється тим, що обидві частини диска мають можливість повороту одна відносно другої, при цьому основа кожної з частин диска має отвори, рівномірно...
Попередній патент: Ежекторна пилоприбиральна насадка
Наступний патент: Спосіб ремонту дорожніх асфальтобетонних покриттів
Випадковий патент: Спосіб визначення складу речовин