Спосіб кріплення верхньої плити штампа до повзуна преса
Номер патенту: 45232
Опубліковано: 26.10.2009
Автори: Балалаєва Олена Юріївна, Кухар Володимир Валентинович, Тузенко Ольга Олександрівна, Процько Дмитро Миколайович, Діамантопуло Костянтин Костянтинович
Формула / Реферат
Спосіб кріплення верхньої плити штампа до повзуна преса, що містить встановлення штампа на стіл преса, опускання повзуна у крайнє нижнє положення із дотиком у опорну поверхню верхньої плити, регулювання міжштампового простору, закріплення верхньої плити до повзуна преса і встановлення на опорну поверхню верхньої плити штампа компенсатора у вигляді пружного кільця, розміщеного між двома металевими пластинами з центральним отвором і з'єднаного з ними за допомогою клею, який відрізняється тим, що клей наносять на ділянки опорних поверхонь кільцевого пружного компенсатора, які обмежені відстанями а і b до зовнішнього і внутрішнього країв компенсатора відповідно від нейтральної лінії, радіус якої визначається за формулою:
![]() , мм,
, мм,
де ![]() - зовнішній радіус компенсатора, мм;
- зовнішній радіус компенсатора, мм; ![]() - внутрішній радіус компенсатора, мм;
- внутрішній радіус компенсатора, мм; ![]() - висота компенсатора після осаджування, мм; причому
- висота компенсатора після осаджування, мм; причому
![]() ;
;
b=0,929a, мм, де ![]() - товщина стінки компенсатора, мм;
- товщина стінки компенсатора, мм; ![]() - зовнішній діаметр компенсатора, мм;
- зовнішній діаметр компенсатора, мм; ![]() - початкова висота компенсатора, мм;
- початкова висота компенсатора, мм; ![]() - ступінь деформації компенсатора.
- ступінь деформації компенсатора.
Текст
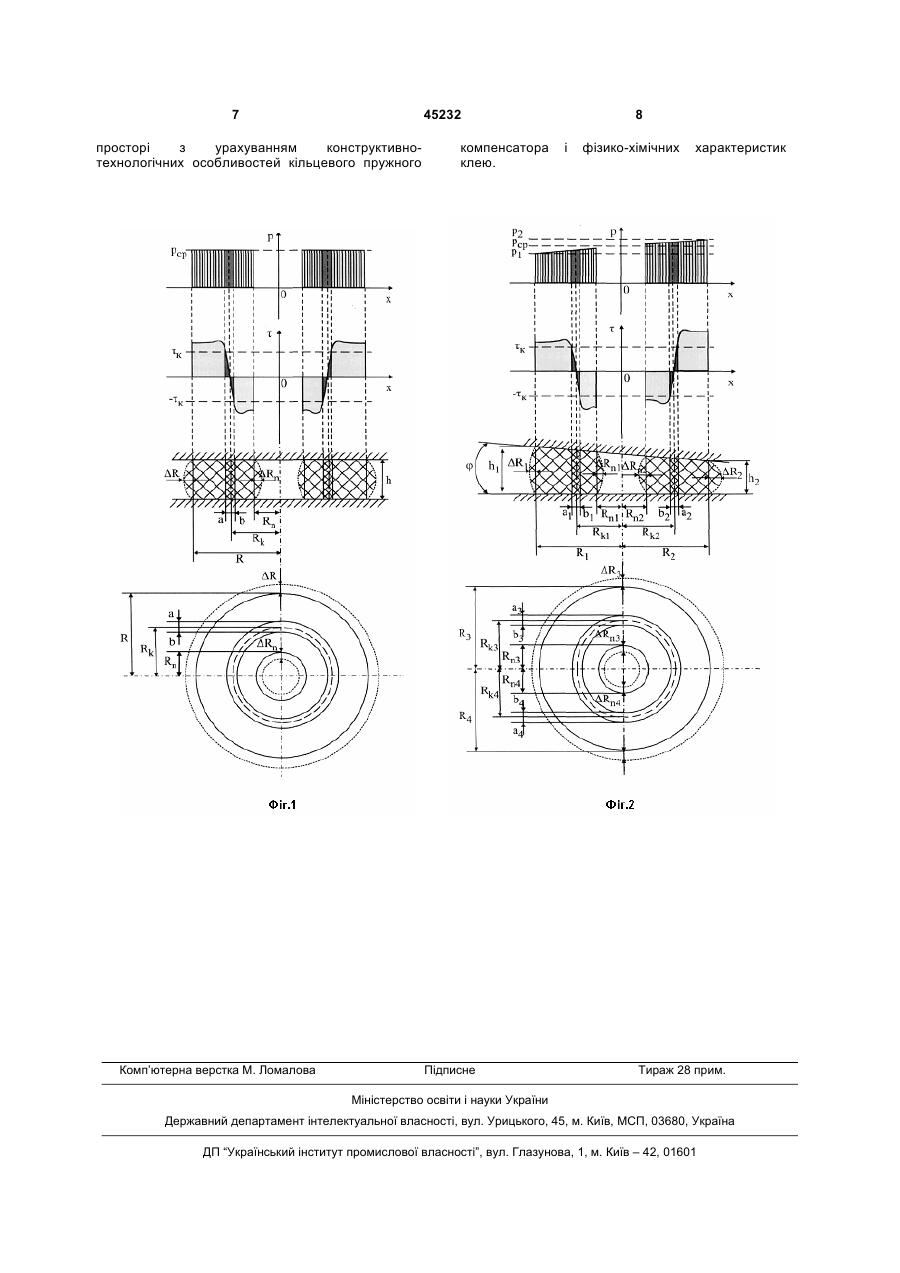
Спосіб кріплення верхньої плити штампа до повзуна преса, що містить встановлення штампа на стіл преса, опускання повзуна у крайнє нижнє 2 положення із дотиком у опорну поверхню верхньої плити, регулювання міжштампового простору, закріплення верхньої плити до повзуна преса і встановлення на опорну поверхню верхньої плити штампа компенсатора у вигляді пружного кільця, розміщеного між двома металевими пластинами з центральним отвором і з'єднаного з ними за допомогою клею, який відрізняється тим, що клей наносять на ділянки опорних поверхонь кільцевого пружного компенсатора, які обмежені відстанями а і b до зовнішнього і внутрішнього країв компенсатора відповідно від нейтральної лінії, радіус якої визначається за формулою: 2 2 2 2 Rk = 63,25 R2 Rn (R2 − Rn ) /(8000 R2 Rn ln(R / Rn ) + 1599 h (R2 − Rn )) , мм, − 0,034 S / D ε − 0,015 S / D S / H0 ε , мм ; H0 - початкова висота компенсатора, мм; ε - ступінь деформації компенсатора. Корисна модель відноситься до машинобудівного устаткування, зокрема до допоміжного штампувального устаткування, і може бути використана, наприклад, для зниження паразитних навантажень у станинах кривошипних пресів та підвищення стійкості штампів за рахунок зменшення похибок напряму повзуна. Відомий спосіб кріплення верхньої плити штампа до повзуна прес-автомата через плаваючий вузол [Справочник конструктора штампов: Листовая штамповка / Под общ. ред. Л. И. Рудмана. - М.: Машиностроение, 1988. - 496с.], який переміщується по сфері підкладної плити, яка з'єднується з верхньою і нижньою плитою через сепаратори з тілами кочення. Спосіб призначений компенсувати переміщення у горизонтальній площині та для реалізації вимагає великої висоти штампового простору, що обмежує технологічні можливості устаткування і звужує діапазон його застосування. Також відомий спосіб кріплення верхньої плити штампа до повзуна преса [Патент №37242 Україна, МПК(2006) В 30 В 15/28. Спосіб кріплення верхньої плити штампа до повзуна преса / В.В. Кухар, К.К. Діамантопуло, О.О. Лаврентік, О.Ю. Балалаєва, B.C. Макєєв - Опубл. 25.11.2008. Бюл. №22], згідно з яким перед опусканням повзу (19) UA (11) b=0,929a, мм, де S - товщина стінки компенсатора, мм; D - зовнішній діаметр компенсатора, мм; 45232 a = 10,283 + 0,034 S / D + 0,467 S / H0 − 1,109 ε + 0,135 S / D S / H0 − 0,073 S / H0 ε − (13) U де R - зовнішній радіус компенсатора, мм; Rn внутрішній радіус компенсатора, мм; h - висота компенсатора після осаджування, мм; причому 3 на у крайнє нижнє положення на опорну поверхню верхньої плити штампа встановлюють компенсатор у вигляді пружної пластини, що прикріпляється до повзуна із попереднім напруженням, яке дорівнює зусиллю стискання пружних елементів, одягнутих на стяжні ступінчаті гвинти між верхньою плитою і стяжною гайкою. Обмеженням цього способу кріплення є загроза розтріскування пружної пластини, таким чином при стисканні під впливом технологічного зусилля матеріал може затікати у нетехнологічні отвори, у результаті чого створюються області підвищених концентрацій напружень і нерегламентованих деформацій. Найбільш близьким до технічного рішення, яке заявляється, за результатом, що досягають, є спосіб кріплення верхньої плити штампа до повзуна преса [Диамантопуло К. К. Опыт эксплуатации кольцевого компенсатора погрешностей направления ползуна кривошипного пресса / К.К. Диамантопуло, В.В.Кухарь, Е.Ю. Балалаева, А.И. Евтеев // Теория и практика листового проката: Сб. научн. тр. Часть 1. - Липецк: ЛГТУ, 2008. - С. 176-182], що прийнятий за прототип, який містить встановлення штампа на стіл преса, опускання повзуна у крайнє нижнє положення із дотиком у опорну поверхню верхньої плити, регулювання міжштампового простору і закріплення верхньої плити до повзуна преса за допомогою шайб, гайок та стяжних гвинтів, заведених в Т-подібні пази повзуна, причому перед опусканням повзуна у крайнє нижнє положення на опорну поверхню верхньої плити штампа встановлюють компенсатор у вигляді пружного кільця, розміщеного між двома шліфованими металевими пластинами з центральним отвором і з'єднаного з пластинами за допомогою спеціального клею. Технічним обмеженням цього способу є відсу 45232 4 тність оптимальних режимів склеювання, якій визначаються залежно від конструктивнотехнологічних особливостей кільцевого компенсатора і фізико-хімічних характеристик клею. В основу корисної моделі, що заявляється, поставлена задача розробити спосіб кріплення верхньої плити штампа до повзуна преса, в якому, за рахунок введення нових дій, визначають ділянки склеювання для кожного окремого компенсатора і клейового з'єднання, завдяки чому досягають суттєвої анігіляції паразитних навантажень і зменшення похибок напряму повзуна (зменшення величин кутів експлуатаційних перекосів вісі повзуна відносно вертикальної вісі пресу та деформацій у системі прес-штамп), що значно покращує умови роботи штампів та деформуючого інструменту, спрощує якість відштампованих виробів і знижує зношування направляючих і робочих частин штампа. Для рішення поставленої задачі в способі кріплення верхньої плити штампа до повзуна преса, якій містить встановлення штампа на стіл преса, опускання повзуна у крайнє нижнє положення із дотиком у опорну поверхню верхньої плити, регулювання міжштампового простору і закріплення верхньої плити до повзуна преса і встановлення на опорну поверхню верхньої плити штампа компенсатора у вигляді пружного кільця, розміщеного між двома металевими пластинами з центральним отвором і з'єднаного з ними за допомогою клею, відповідно із корисною моделлю, клей наносять на ділянки опорних поверхонь кільцевого пружного компенсатора, які обмежені відстанями а і b до зовнішнього і внутрішнього країв компенсатора відповідно від нейтральної лінії, радіус якої визначаються за формулою: 2 2 2 2 Rk = 63,25 R2 Rn (R2 − Rn ) /( 8000 R2 Rn ln(R / Rn ) + 1599 h (R 2 − Rn )) , мм, де R - зовнішній радіус компенсатора, мм; Rn - внутрішній радіус компенсатора, мм; h - висота компенсатора після осаджування, мм; причому a=10,283+0,034S/D+0,467S/H01,109ε+0,135S/D S/H0-0,073S/H0ε-0,034S/Dε0,015S/D S/H0ε, мм; b=0,929a, мм, де S - товщина стінки компенсатора, мм; D - зовнішній діаметр компенсатора, мм; H0 - початкова висота компенсатора, мм; ε - ступінь деформації компенсатора. Істотність нанесення клею тільки на ділянки поверхонь кільцевого пружного компенсатора на відстанях а і b від нейтральної лінії розділу течій Rk полягає у кріпленні компенсатора тільки на ділянках, які обмежені зоною дії робочих дотичних напружень τ зі значеннями, не більшими, ніж граничні величини τк для клейового з'єднання, що використовується. Таким чином, кріплення здійснюється в місцях, де напруження у клейовому з'єднанні мінімальні. Це забезпечує надійність закріплення компенсатора у штамповому просторі з урахуванням конструктивно-технологічних особливостей кільцевого пружного компенсатора і фізикомеханічних характеристик клею. Тобто, згідно зі способом, що заявляється, можливо визначення ділянок склеювання для кожного окремого компенсатора і клейового з'єднання, що суттєво покращує умови роботи системи прес-штамп для кожного окремого випадку. Ефективність нанесення клею тільки на ділянки поверхонь кільцевого пружного компенсатора на відстанях а і b від нейтральної лінії розділу течій Rk полягає в мінімалізації напружень у клейовому слої, а також зниженні витрат клею шляхом визначення оптимальних зон закріплення кільцевого пружного компенсатора в штамповому просторі. Авторами було розроблено програмне забезпечення для дослідження деформацій кільцевого пружного компенсатора і розрахунку напружень у клейовому з'єднанні з захисними пластинами, за допомогою якого, використовуючи метод плану3 вання експерименту (за планом 2 ), були отримані наступні аналітичні залежності для визначення відстаней а і b (Фіг.1) до зовнішнього і внутрішнього країв компенсатора відповідно від нейтральної лінії: 5 a=10,283+0,034S/D+0,467S/H01,109ε+0,135S/D S/H0-0,073S/H0ε-0,034S/Dε0,015S/D S/H0ε, мм; b=0,929a, мм, де S - товщина стінки компенсатора, мм; D - зовнішній діаметр компенсатора, мм; H0 - початкова висота компенсатора, мм; ε - ступінь деформації компенсатора. Відстані а і b визначали у трьох характерних точках, зображених на Фіг.2 індексами 1, 2 і 3 при умовних позначеннях. Деформація кільцевого пружного компенсатора без урахування і з урахуванням нерівномірності деформації по висоті пояснюється кресленнями (Фіг.1 - Фіг.2). Фіг.1 - Деформація кільцевого пружного компенсатора без урахування нерівномірності деформації, де R - зовнішній радіус кільцевого компенсатора; R n - внутрішній радіус кільцевого компенсатора; ∆R - збільшення зовнішнього радіусу кільцевого компенсатора; ∆Rn - зменшення внутрішнього радіусу кільцевого компенсатора; p - зусилля стискання; τ - робоче дотичне напруження; τ к - гранична величина дотичного напруження; h - висота осадженого кільцевого компенсатора; R k - радіус нейтральної лінії розділу течій матеріалу; a - відстань до зовнішнього краю компенсатора від нейтральної лінії; b - відстань до зовнішнього краю компенсатора від нейтральної лінії. Фіг.2 - Деформація кільцевого пружного компенсатора з урахуванням нерівномірності деформації. Спосіб виконується наступним чином. При штампуванні деталі „днище" пральної машини „Донбас" з листового матеріалу товщиною 0,8мм (Х18Н9Т) виконується операція формування заглиблення (гнізда) під активатор. При цьому необхідне зусилля формування заглиблення ∅160мм, що включає 6 радіально орієнтованих ребер, складає 0,09МН. Але, враховуючи умови необхідності розміщення у підштамповому просторі всієї деталі ∅360, штампування проводять на кривошипному пресі відкритого типу КЕ 2130А зусиллям 1МН. Різниця глибин ребер після штампування складала 0,8-1,0мм. Похибка напряму повзуна дорівнювала 0,1 рад. Для зменшення похибок у системі прес-штамп, та, відповідно, зменшення різниці глибин формованих отворів, проводили кріплення верхньої плити штампа до повзуна преса за способом, що заявляється. Після встановлення штампа на стіл преса проводили опускання повзуна у крайнє нижнє положення із дотиком у опорну поверхню верхньої. На опорній поверхні верхньої плити штампа розміщували поліуретанову пластину (компенсатор) з марки СКУ-ПФЛ-100 товщиною 13мм, зовні 45232 6 шнім діаметром 260мм та внутрішнім діаметром 65мм. Поліуретанове кільце розміщували між двома металевими пластинами товщиною 0,8мм, виконаними зі сталі Х18Н9Т із центральним отвором. Згідно з рекомендаціями за джерелом [Деклараційний патент на корисну модель №11782. Компенсатор похибок напряму переміщення повзуна преса // К.К. Діамантопуло, В.В. Кухар, Д.В. Єрмолов. - Заяв. 13.06.2005; U200505677, Опуб. 16.01.2006; Бюл. №1 - 4с., іл.], висотна деформація компенсатора не повинна перевищувати 2025%. Із урахуванням цього технологічне зусилля складало Р=0,09МН. У такому випадку осадка пластини компенсатора складає 1,21-1,44мм, що достатньо для анігіляції похибок системи пресштамп та зменшення різниці глибин ребер виробів. Клей diagum FL наносили на ділянки опорних поверхонь кільцевого пружного компенсатора, обмежені відстанями: а1=10,283+0,034⋅(260-65)⋅0,5/260+0,467⋅(26065)⋅0,5/13-1,109⋅0,0847+0,135⋅(260-65)⋅0,5/260⋅(26065)⋅0,5/13-0,073⋅(260-65)⋅0,5/13⋅0,0847-0,034⋅(26065)⋅0,5/260⋅0,0847-0,015⋅(260-65)⋅0,5/260⋅(26065)⋅0,5/13⋅0,0847=14,03мм; b1=14,03⋅0,929=13,03мм; a2=10,283+0,034⋅(260-65)⋅0,5/260+0,467⋅(26065)⋅0,5/13-1,109⋅0,1196+0,135⋅(260-65)⋅0,5/260⋅(26065)⋅0,5/13-0,073⋅(260-65)⋅0,5/13⋅0,1196-0,034⋅(26065)⋅0,5/260⋅0,1196-0,015⋅(260-65)⋅0,5/260⋅(26065)⋅0,5/13⋅0,1196=13,97мм; b2=13,97⋅0,929=12,98мм; a3=10,283+0,034⋅(260-65)⋅0,5/260+0,467⋅(26065)⋅0,5/13-1,109⋅0,1022+0,135⋅(260-65)⋅0,5/260⋅(26065)⋅0,5/13-0,073⋅(260-65)⋅0,5/13⋅0,1022-0,034⋅(26065)⋅0,5/260⋅0,1022-0,015⋅(260-65)⋅0,5/260⋅(26065)⋅0,5/13⋅0,1022=14,00мм; b3=14,00⋅0,929=13,00мм до зовнішнього і внутрішнього країв компенсатора відповідно від нейтральної лінії, причому Rk1=74,92мм, Rk2=74,97мм, Rk3=74,95мм. Після цього поверхні, що склеюють, з'єднували із притисканням, і витримували до кінця періоду полімеризації клейового з'єднання. Після встановлення компенсатора та кріплення через нього верхньої плити штампа до повзуна преса проводили регулювання величини міжштампового простору. При формуванні у деталі „днище" заглиблень під активатор було зменшено різницю глибин ребер до величини 0,15-0,2мм на довжині 160мм, що відповідає кресленню деталі. При зміні зусилля штампування перевіряють та коректують відповідно відстані до країв компенсатора від нейтральної лінії, які обмежують ділянки нанесення клею на опорні поверхні кільцевого пружного компенсатора, за наведеним способом. При застосуванні способу відбувається зменшення величини деформації станини пресу, зниження похибок напряму повзуна пресу, зменшення величин кутів експлуатаційних перекосів вісі повзуна відносно вертикальної вісі пресу та деформацій у системі прес-штамп, забезпечується надійність закріплення компенсатора у штамповому 7 45232 просторі з урахуванням конструктивнотехнологічних особливостей кільцевого пружного Комп’ютерна верстка М. Ломалова компенсатора клею. Підписне 8 і фізико-хімічних характеристик Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of fastening upper plate of die to slider of press
Автори англійськоюKukhar Volodymyr Valentynovych, Balalaieva Olena Yuriivna, Diamantopulo Kostiantyn Kostiantynovych, Tuzenko Olha Oleksandrivna, Protsko Dmytro Mykolaiovych
Назва патенту російськоюСпособ крепления верхней плиты штампа к ползуну пресса
Автори російськоюКухар Владимир Валентинович, Балалаева Елена Юрьевна, Диамантопуло Константин Константинович, Тузенко Ольга Александровна, Процко Дмитрий Николаевич
МПК / Мітки
МПК: B30B 15/28
Мітки: верхньої, плити, штампа, преса, спосіб, повзуна, кріплення
Код посилання
<a href="https://ua.patents.su/4-45232-sposib-kriplennya-verkhno-pliti-shtampa-do-povzuna-presa.html" target="_blank" rel="follow" title="База патентів України">Спосіб кріплення верхньої плити штампа до повзуна преса</a>
Спосіб кріплення верхньої плити штампа до повзуна преса
Номер патенту: 37242
Опубліковано: 25.11.2008
Автори: Діамантопуло Костянтин Костянтинович, Лаврентік Ольга Олександрівна, Кухар Володимир Валентинович, Макєєв Володимир Сергійович, Балалаєва Олена Юріївна
МПК: B30B 15/28
Мітки: спосіб, кріплення, плити, преса, штампа, верхньої, повзуна
Формула / Реферат:
Спосіб кріплення верхньої плити штампа до повзуна преса, який включає встановлення штампа на стіл преса, опускання повзуна у крайнє нижнє положення із дотиком у опорну поверхню верхньої плити, регулювання міжштампового простору і закріплення верхньої плити до повзуна преса за допомогою шайб, стяжних гайок та гвинтів, заведених в Т-подібні пази повзуна, який відрізняється тим, що перед опусканням повзуна у крайнє нижнє положення на опорну...
Вузол кріплення верхньої плити штампа до повзуна преса
Номер патенту: 20049
Опубліковано: 15.01.2007
Автори: Діамантопуло Костянтин Костянтинович, Бочка Наталія Лазарівна, Кравченко Наталія Євгенівна, Євтєєв Артем Ігоревич, Волошкін Олександр Олександрович, Кухар Володимир Валентинович
МПК: B21D 37/00
Мітки: плити, повзуна, верхньої, вузол, кріплення, штампа, преса
Формула / Реферат:
Вузол кріплення верхньої плити штампа до повзуна преса, що утримує пластину-компенсатор, яка встановлена між опорними поверхнями повзуна та верхньої плити штампа, опорні поверхні повзуна, компенсатора та верхньої плити, які з'єднані гвинтами та стяжними гайками з шайбами, причому стяжні гайки через шайби встановлені з можливістю взаємодії з пружними елементами, які розташовані на нижній опорній поверхні верхньої плити штампа, окрім цього...
Вузол кріплення верхньої плити штампа до повзуна преса

Номер патенту: 1359
Опубліковано: 15.08.2002
Автори: Євтєєв Артем Ігорович, Діамантопуло Костянтин Костянтинович, Ширманов Денис Михайлович
МПК: B21D 37/00
Мітки: вузол, преса, штампа, повзуна, кріплення, верхньої, плити
Формула / Реферат:
1. Вузол кріплення верхньої плити штампа до повзуна преса, що утримує пластину-компенсатор з перемінною жорсткістю по ширині, яка встановлена між опорними поверхнями повзуна та верхньої плити штампа, який відрізняється тим, що опорні поверхні повзуна, компенсатора та верхньої плити з’єднані гвинтами та стяжними гайками з шайбами, причому стяжні гайки через шайби встановлені з можливістю взаємодії з пружними елементами, які розташовані у...
Пристрій для кріплення бойкової плити преса

Номер патенту: 18076
Опубліковано: 16.10.2006
Автори: Зоненко Юрій Вікторович, Гетьманенко Олексій Володимирович, Руденко Юрій Вікторович, Онишко Олексій Павлович
МПК: B30B 15/00
Мітки: кріплення, преса, плити, бойкової, пристрій
Формула / Реферат:
1. Пристрій для кріплення бойкової плити до рухомої траверси преса, що включає кріпильні стрижні з головками і клиновими отворами, у яких установлені клини з фіксаторами від саморозклинення, який відрізняється тим, що фіксатор клинів виконаний у вигляді стяжки з різьбою і гайками на кінцях, що з'єднує попарно клини сусідніх кріпильних стрижнів, при цьому клини повернені назустріч один одному.2. Пристрій для кріплення бойкової плити за...
Компенсатор похибок напряму переміщення повзуна преса
Номер патенту: 11782
Опубліковано: 16.01.2006
Автори: Єрмолов Дмитро Володимирович, Кухар Володимир Валентинович, Діамантопуло Костянтин Костянтинович
МПК: B30B 15/28
Мітки: компенсатор, преса, напряму, повзуна, похибок, переміщення
Формула / Реферат:
Компенсатор похибок напряму переміщення повзуна преса, що містить опорні поверхні для контакту з опорними поверхнями повзуна та верхньої плити штампа та виконаний у вигляді пружної пластини змінної жорсткості, змінюваної вздовж ширини і висоти, який відрізняється тим, що більш жорстка сторона обернена до внутрішніх сторін повзуна та верхньої плити штампа, а його розміри визначають із співвідношення:
Попередній патент: Система керування безпілотного літального апарата
Наступний патент: Адаптивна система стабілізації космічного літального апарата
Випадковий патент: Спосіб введення троакарів для симультанного лапароскопічного втручання у хворих з ожирінням при лікуванні птозу передньої черевної стінки іі ступеня