Спосіб стабілізації форми штаби на стані кварто
Номер патенту: 33722
Опубліковано: 15.02.2001
Автори: Трофімов Віталій Олександрович, Солтан Андрій Станіславович, Путнокі Олександр Юліусович, Яланський Вячеслав Петрович, Тилик Василь Трохимович, Піховкін Микола Миколайович, Коваль Сергій Миколайович

Текст
Спосіб стабілізації форми штаби на стані кварто, включаючий гідрозрівноважування верхнього робочого вадка і регулювання профілю робочих валків зміною зусилля гідровигину, зняття зусилля гідрозрівноважування верхнього робочого валка у момент захвату штаби валками і відновлення його першопочаткового значення у момент виходу штаби з валків, відзначний тим, що при зміні у відсутності штаби у кліті зазору між валками з додатного на від'ємний зусилля гідрозрівноважування верхнього робочого валка знімають і відновлюють його при зміні зазору з від'ємного на додатний. (19) (21) 99031719 (22) 29.03.1999 (24) 15.02.2001 (33) UA (46) 15.02.2001, Бюл. № 1, 2001 р. (72) Тилик Василь Трохимович, Яланський Вячеслав Петрович, Коваль Сергій Миколайович, Путнокі Олександр Юліусович, Піховкін Микола Миколайович, Солтан Андрій Станіславович, Трофімов Віталій Олександрович (73) Відкрите акціонерне товариство ЗМК "Запоріжталь" 33722 робочого валка знімають, а у момент виходу штаби з валків відновлюють його першопочаткове значення. Відновлення зусилля гідрозрівноважування верхнього робочого валка на час паузи між прокаткою чергових штабів однієї партії і між партіями необхідно внаслідок того, що при відсутності зусилля гідрозрівноважування при виході штаби з кліті верхній робочий валок впаде на нижній робочий валок під дією сили тяжіння між верхніми робочим і опорним валками утворюється зазор. При вході у кліть наступної штаби виникне співударення верхнього робочого і опорного валків, що приведе до аварійної ситуації і застряванню штаби у кліті. При прокатці тонких штабів, що мають більшу жорсткість, зазор між робочими валками для компенсації значної пружної деформації кліті від зусилля прокатки встановлюють при настроюванні кліті від'ємним, тобто валки притискують один до одного з означеним зусиллям, у "забій". Оскільки валки притиснуті один до одного, то прикладання зусилля гідрозрівноважування верхнього робочого валка стає зайвим і тому приведе до збільшення тривалості прикладання навантаження до підшипників робочих валків, через які прикладається зусилля гідрозрівноважування, що негативно впливає на довговічність підшипників. Тому, за твердженим способом, при зміні у відсутності штаби способу при зміні у відсутності штаби у кліті зазору між валками з додатного на від'ємний зусилля гідрезрівноважування знімають і відновлюють його при зміні зазору з від'ємного на додатний. Зняття зусилля гідрозрівноважування верхнього робочого валка на час відсутності штаби у кліті при від'ємному зазорі між валками скорочує сумарний час, по ходу котрого підшипники робочих валків знаходяться під навантаженням від зусилля гідрозрівноважування. Оскільки довговічність підшипників визначається не тільки величиною, але і тривалістю дії на них зусилля, то зберігши довговічність підшипників на тому ж рівні, можливо за рахунок скорочення сумарного часу діяння на підшипники зусилля гідро-зрівноважування верхнього робочого валка адекватно підняти верхню границю регулювання зусилля гідровигину робочих валків, оскільки зусилля, що сприймають підшипники, дорівнює сумі зусиль гідрозрівноважування верхнього валка і гідровигину робочих валків. При впровадженні твердженого способу стабілізації форми штаби на стані кварто доцільна наступна послідовність дій. При додатному до початку прокатки штаби зазорі між робочими валками до верхнього робочого валка прикладають зусилля гідрозрівноважування. У момент захвату штаби валками зусилля гідрозрівноважування знімають і відновлюють його першопочаткове значення у момент виходу штаби з валків. У тому випадку, якщо у відсутності штаби у кліті зазор між валками перебудовують з додатного на від'ємний, то, згідно з винаходом, зусилля гідрозрівноважування знімають і відновлюють його при зміні зазору з від ємного на додатний. Тобто у останньому випадку, якщо опісля виходу чергової штаби з валків зазор між валками залишається від'ємним, то зусилля гідрозрівноважування не відновлюють, як у відомому способі, і воно відсутнє, і під час паузи між прокаткою початкової і наступних штабів. Таким чином, якщо за відомим способом зусилля гідрозрівноважування знімають тільки на час знаходження штаби у кліті, незалежно від того, додатний чи від'ємний зазор між валками у відсутності штаби у кліті, то, згідно з твердженим способом, при додатному зазорі зусилля гідрозрівноважування знімають на час знаходження штаби у кліті, а при від'ємному - і на час знаходження штаби у кліті, і на час паузи між прокаткою штабів- до моменту зміни зазору з від'ємного на додатний. Застосування способу розглянемо на прикладі безперервного стану 1680 гарячої прокатки. На стані прокатуються штаби товщиною 2-6 мм, шириною 1000-1500 мм з вуглецевих сталей напівспокійних, спокійних конструкційних і звичайної якості, а також важкодеформованих низьколегованих і складнолегованих сталей, тобто сортамент стану дуже різноманітний, що надає велику кількість перебудов. Штаби прокатуються партіями по ~30 штук. При прокатці, наприклад, штаби перерізом 2,0х1250 мм з вуглецевої напівспокійної сталі чи 3,0 мм з важкодеформованої сталі зазор між валками у відсутності штаби у кліті має від'ємний знак, так як вони притиснуті один до одного натискними гвинтами для часткової компенсації пружної деформації кліті. При цьому стиснуті не тільки робочі валки, але й робочі з опорними. В цьому випадку прикладання зусилля гідрозрівноважування верхнього робочого валка необов'язково. Так, наприклад, опісля прокатки партії штабів перерізом 4,0х1000 мм, коли у відсутності штаби у кліті знак зазору між валками додатний і до верхнього робочого валка у паузах між прокаткою штабів прикладено зусилля гідрозрівноважування ~11 тонн, перебудовують стан на прокатку партії штабів перерізом 2,0х1250 мм, знак зазору змінюється з додатного на від'ємний і зусилля гідрозрівноважування верхнього робочого валка знімають. Відновлюють його знову при перебудові стану на прокатку іншої партії, якщо знак зазору буде змінюватися з від'ємного на додатний, наприклад, на прокатку штаби перерізом 5,0х1400 мм. В умовах стану 1680 гарячої прокатки комбінату "Запоріжсталь" за рахунок скорочення тривалості прикладання зусилля гідрозрівноважування верхнього робочого валка на сумарну величину пауз у прокатці штабів при установленні валків з від'ємним зазором можливо адекватне збільшення верхньої границі зусилля гідровигину робочих валків на 10-15%. Збільшення на 10-15% верхньої границі зусилля гідровигину відповідно на 10-15% розширює діапазон регулювання профілю робочих валків, що дозволяє компенсувати більш значні викривлення форми штаби і відхилення товщини від заданої по ширині штаби і, відповідно, дозволяє підвищити якість прокатуваних штабів з параметрів площинності і поперечної різнотовщинності і знизити витрати металу на прокат, тобто підвищити вихід гідного. 2 33722 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of stabilization of strip shape in four-high stand
Автори англійськоюTylyk Vasyl Trokhymovych, Yalanskyi Viacheslav Petrovych, Koval Serhiy Mykolayovych, Putnoki Oleksandr Yuliusovych, Pikhovkin Mykola Mykolaiovych, Soltan Andrii Stanislavovych, Trofimov Vitalii Oleksandrovych
Назва патенту російськоюСпособ стабилизации формы полосы на стане кварто
Автори російськоюТылык Василий Трофимович, Яланский Вячеслав Петрович, Коваль Сергей Николаевич, Путноки Александр Юлиусович, Пиховкин Николай Николаевич, Солтан Андрей Станиславович, Трофимов Виталий Александрович
МПК / Мітки
МПК: B21B 37/28
Мітки: стані, спосіб, штаби, стабілізації, форми, кварто
Код посилання
<a href="https://ua.patents.su/3-33722-sposib-stabilizaci-formi-shtabi-na-stani-kvarto.html" target="_blank" rel="follow" title="База патентів України">Спосіб стабілізації форми штаби на стані кварто</a>
Спосіб стабілізації форми штаби на стані кварто
Номер патенту: 34180
Опубліковано: 15.02.2001
Автори: Трофімов Віталій Олександрович, Яланський Вячеслав Петрович, Тилик Василь Трохимович, Піховкін Микола Миколайович, Коваль Сергій Миколайович, Путнокі Олександр Юліусович, Солтан Андрій Станіславович
МПК: B21B 37/28
Мітки: форми, штаби, стабілізації, спосіб, стані, кварто
Текст:
...підшипник знаходиться під навантаженням. Затверджуваний спосіб дає можливість скоротити сумарний час прикладання зусилля QB гідровигину, тому що, згідно винаходу, в момент виходу штаби з валків зусилля QB знімають, а в момент захвату валками слідуючої штаби відновлюють його задане значення, тобто у час пауз у прокатці штабів зусилля гідровигину відсутнє. QB = 0 і, як походить з (1), QP = QЗ. Скоротивши таким чином тривалість прикладання...
Вузол подушок валків кліті кварто
Номер патенту: 31316
Опубліковано: 15.12.2000
Автори: Трофімов Віталій Олександрович, Путнокі Олександр Юліусович, Мовшович Вілорд Соломонович, Ніколаєв Віктор Олександрович, Піховкін Микола Миколайович, Васильєв Олександр Геннадійович, Тилик Василь Трохимович, Мацко Сергій Володимирович, Штехно Олег Миколайович
МПК: B21B 27/06
Мітки: кварто, кліті, подушок, валків, вузол
Текст:
...штаби та самоцентрування II у валках, разом з цим усунення серповидності штаби та застрявання II в лінії стала. На фіг Л наведений вузол подушок валків КЛІТІ кварто, включаючий опорний валок 1, з шийками 2, які містяться в підшипниках ка чіння 3 установленні в подушках 4. Останні розташовуються на нижній поперечній станині 5 КЛІТІ (НИЖНЯ пара валків). На опорний валок через робочий валок 6 від штаби 7 передається сила прокатки г ....
Спосіб прокатки на стані кварто та валковий вузол для його виконання
Номер патенту: 18267
Опубліковано: 25.12.1997
Автори: Бондарєв Сєргєй Алєксєєвіч, Одін Леонід Іосіфовіч, Фьодоров Анатолій Міхайловіч, Хлопонін Віктор Ніколаєвіч, Овчіннікова Маріна Васільєвна
МПК: B21B 1/06
Мітки: спосіб, виконання, стані, прокатки, валковий, вузол, кварто
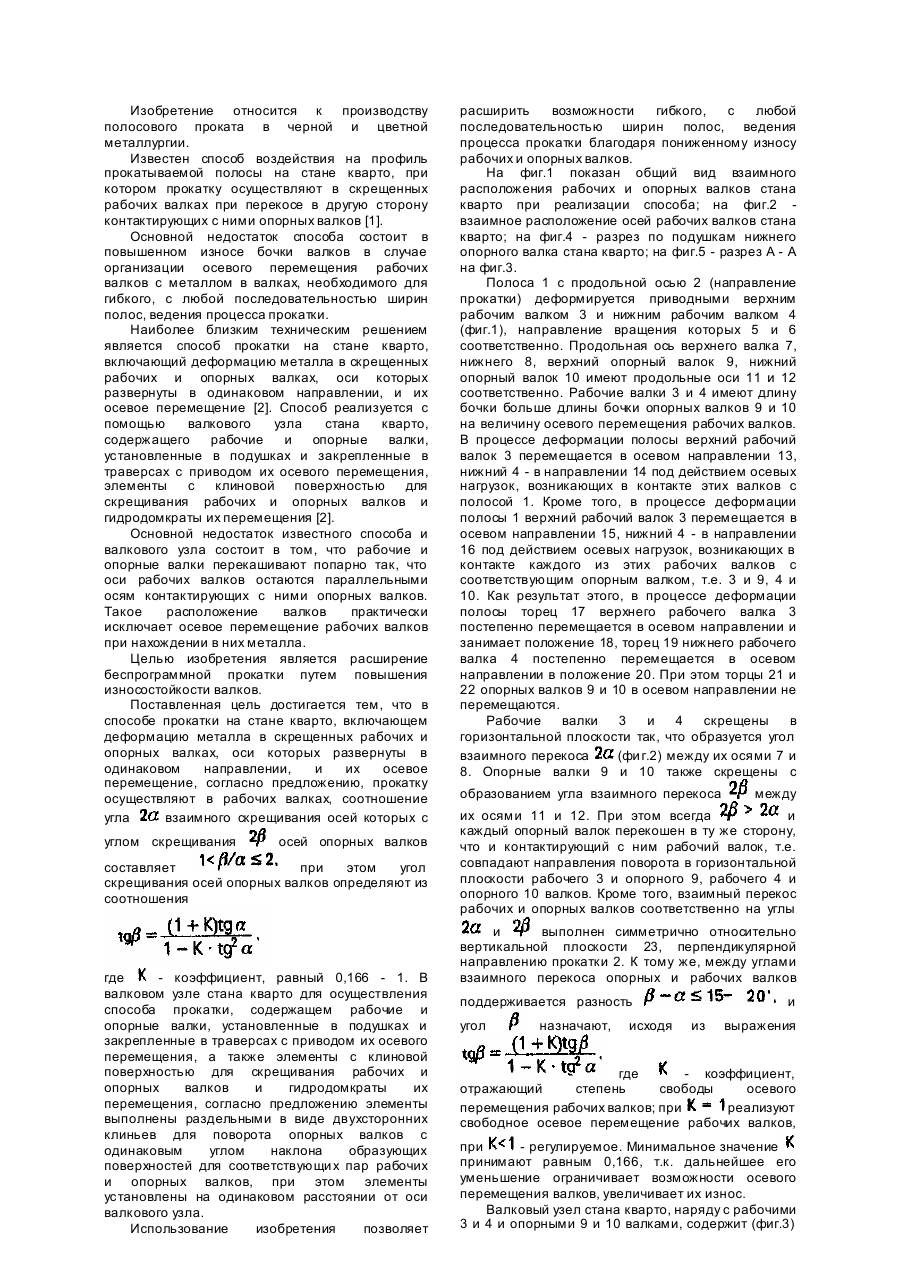
Формула / Реферат:
1. Способ прокатки на стане кварто, включающий деформацию металла в скрещенных рабочих и опорных валках, оси которых развернуты в одинаковом направлении, и их осевое перемещение, отличающийся тем, что прокатку осуществляют в рабочих валках, соотношение угла взаимного скрещивания осей которых с углом скрещивания осей опорных валков составляет при этом угол скрещивания осей опорных валков определяют из соотношениягде -...
Спосіб стабілізації товщини листа на реверсивному стані
Номер патенту: 4181
Опубліковано: 27.12.1994
Автори: Писаренко Анатолій Якович, Бігун Ярослав Федорович, Тищенко Володимир Пилипович, Грабовський Георгій Геннадійович, Переходченко Віктор Олександрович
МПК: B21B 37/00
Мітки: листа, товщини, стабілізації, спосіб, стані, реверсивному
Формула / Реферат:
Способ стабилизации толщины листа на реверсивном стане, включающий измерение температуры листа на входе клети, сравнение ее с заданной температурой и управление рассогласованием скоростей приводных двигателей пропорционально отклонению температуры, отличающийся тем, что, с целью повышения точности стабилизации толщины листа, дополнительно измеряют давление по всей длине листа в предыдущем пропуске, определяют отклонение давления по...
Спосіб оцінювання форми штаби при прокатуванні

Номер патенту: 14354
Опубліковано: 25.04.1997
Автори: Сатонін Олександр Володимирович, Потапкін Віктор Федорович, Рудь Володимир Павлович, Федорінов Володимир Анатольович
МПК: B21B 37/16
Мітки: форми, оцінювання, штаби, прокатуванні, спосіб
Формула / Реферат:
Способ оценки формы полосы при прокатке, путем измерения относительного распределения натяжений по ее ширине, отличающийся тем, что, с целью упрощения реализации и расширения диапазона использования, прокатываемую полосу после выхода из валкой подвергают по ширине синхронным ударам телами с одинаковыми упругими свойствами и массой, сравнивают значения ударных импульсов, например, высоту подъема тел после удара о полосу, и по наличию...
Попередній патент: Спосіб транспозиції сосочко-ареолярного комплексу при естетичній маммопластиці
Наступний патент: Спосіб лікування артеріальної гіпертензії у хворих з метаболічним кардіоваскулярним синдромом – синдромом х
Випадковий патент: Гвинтовий дозатор