З’єднання деталей та спосіб його здійснення
Номер патенту: 47163
Опубліковано: 17.06.2002
Автори: Носік Віктор Сергійович, Сібгатулін Олександр Томович, Яковина Валерій Іванович, Оборський Іван Леонідович, Кулюкін Сергій Васильович, Кантур В'ячеслав Григорович
Формула / Реферат
1. З'єднання деталей, в якому дві деталі, що сполучаються торцями, мають сполучні елементи, яке відрізняється тим, що на торці більш твердої деталі виконаний мікрорельєф з висотою 0,8-20мкм, а сполучні елементи виконані у вигляді заклепок.
2. З'єднання деталей по п. 1, яке відрізняється тим, що в стику між деталями, що сполучаються, розміщений тонкий прошарок із пластичного металевого матеріалу у вигляді фольги чи гальванопокриття.
3. З'єднання деталей по п. 1, яке відрізняється тим, що в стику між деталями, що сполучаються, розміщений прошарок із клейової композиції з абразивним порошком із максимальним розміром зерен не більше 20мкм.
4. Спосіб з'єднання деталей, що включає технологічну підготовку деталей, що сполучаються торцями, та їх скріплення, який відрізняється тим, що в процесі технологічної підготовки на торцевій поверхні, що сполучається, більш твердої деталі виконують регулярний мікрорельєф, проводять скріплення деталей у два етапи, причому на першому етапі стискують деталі торцями з силою, що забезпечує між ними силу тертя, що необхідна, а на другому етапі деталі скріплюють клепанням.
5. Спосіб по п. 4, який відрізняється тим, що регулярний мікрорельєф виконують методом пластичного деформування.
6. Спосіб по п. 4, який відрізняється тим, що в стик між деталями, що сполучаються, вводять проміжний прошарок.
7. Спосіб по пп. 4-6, який відрізняється тим, що здійснюють попереднє установлення сполучних елементів заклепок з попереднім зазором чи натягом при температурі цеху з попередньою термодією на сполучні елементи.
8. Спосіб по пп. 4-7, який відрізняється тим, що величину термодії на сполучні елементи вибирають з урахуванням забезпечення необхідного перепаду температур між поверхнями сполучних елементів і деталей, що сполучаються, для створення найбільшої різниці пластичних властивостей матеріалу деталей, що сполучаються, у їх контактуючих шарах у момент формування натягу і зони контакту.
9. Спосіб по пп. 4-8, який відрізняється тим, що при використанні попередньої термодії на сполучні елементи з нагріванням після виконання операції скріплення деталей, що сполучаються, проводять витримку під зусиллям преса і підохолодження сполучних елементів при температурі і швидкості охолодження, що забезпечує одержання структури матеріалу оптимальної міцності і пружності, наприклад трооститної структури.
Текст
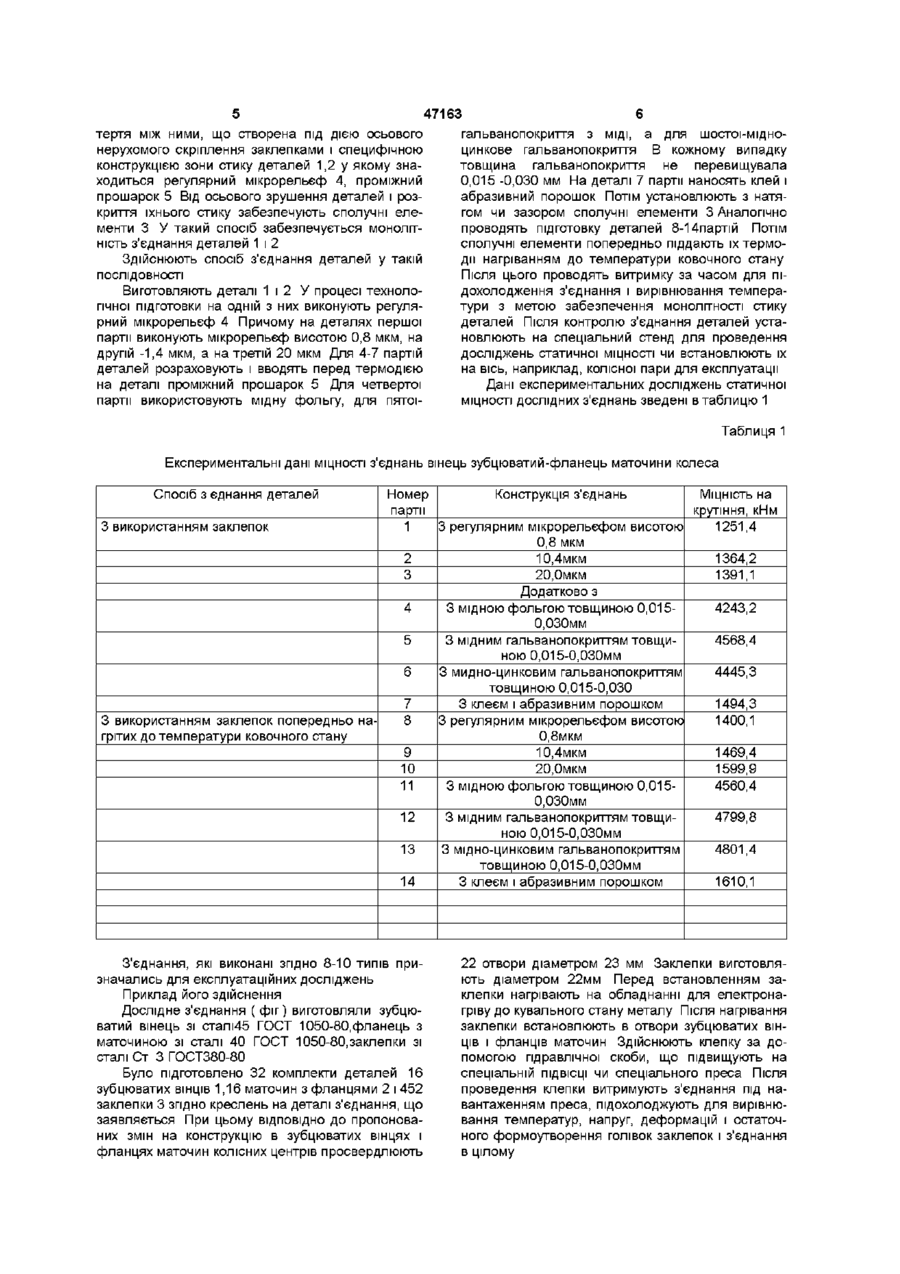
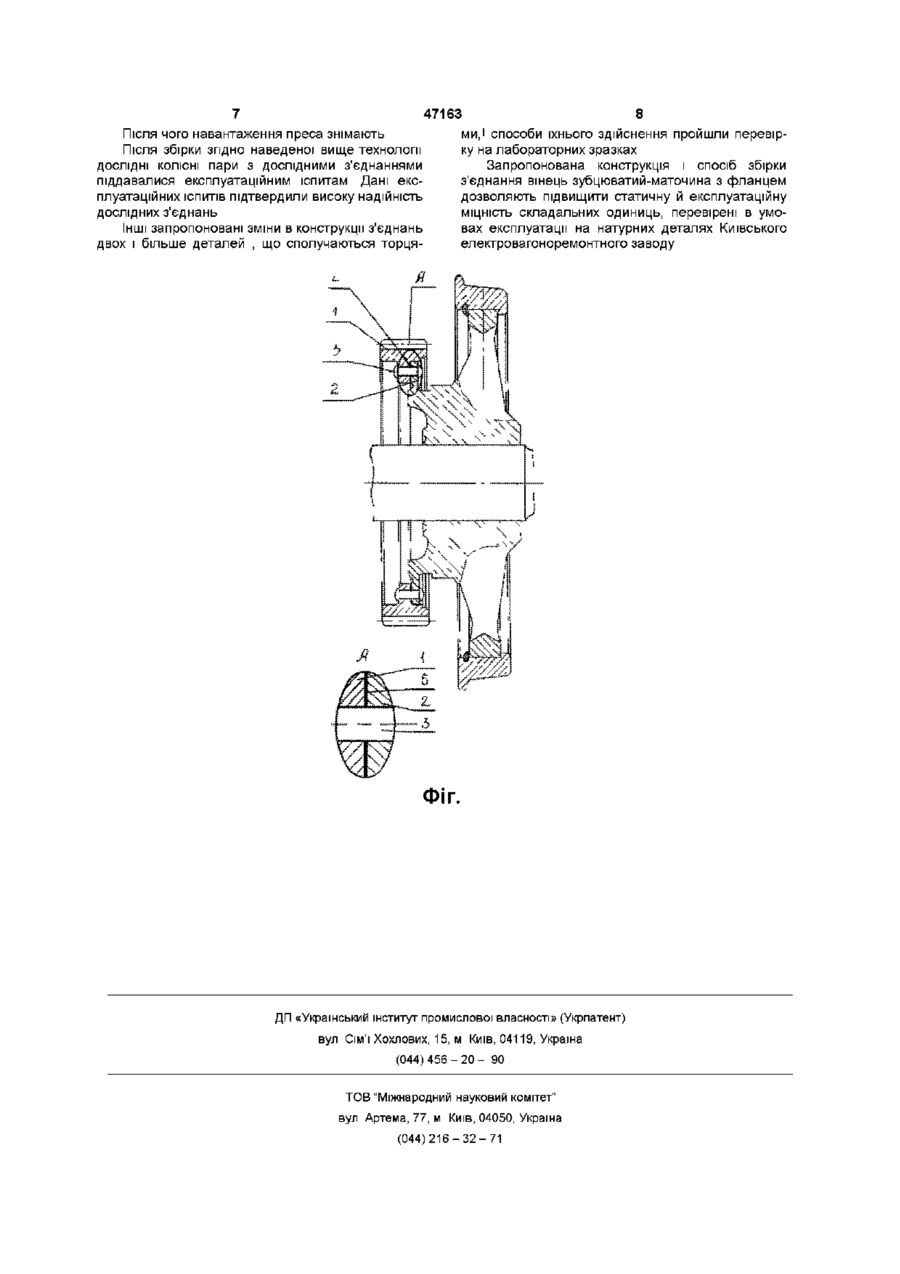
1 З'єднання деталей, в якому дві деталі, що сполучаються торцями, мають сполучні елементи, яке відрізняється тим, що на торці більш твердої деталі виконаний мікрорельєф з висотою 0,820мкм, а сполучні елементи виконані у вигляді заклепок 2 З'єднання деталей по п 1, яке відрізняється тим, що в стику між деталями, що сполучаються, розміщений тонкий прошарок із пластичного металевого матеріалу у вигляді фольги чи гальванопокриття 3 З'єднання деталей по п 1, яке відрізняється тим, що в стику між деталями, що сполучаються, розміщений прошарок із клейової композиції з абразивним порошком із максимальним розміром зерен не більше 20мкм 4 Спосіб з'єднання деталей, що включає технологічну підготовку деталей, що сполучаються торцями, та їх скріплення, який відрізняється тим, що в процесі технологічної підготовки на торцевій поверхні, що сполучається, більш твердої деталі виконують регулярний мікрорельєф, проводять скріп лення деталей у два етапи, причому на першому етапі стискують деталі торцями з силою, що забезпечує між ними силу тертя, що необхідна, а на другому етапі деталі скріплюють клепанням 5 Спосіб по п 4, який відрізняється тим, що регулярний мікрорельєф виконують методом пластичного деформування 6 Спосіб по п 4, який відрізняється тим, що в стик між деталями, що сполучаються, вводять проміжний прошарок 7 Спосіб по пп 4-6, який відрізняється тим, що здійснюють попереднє установлення сполучних елементів заклепок з попереднім зазором чи натягом при температурі цеху з попередньою термодією на сполучні елементи 8 Спосіб по пп 4-7, який відрізняється тим, що величину термодм на сполучні елементи вибирають з урахуванням забезпечення необхідного перепаду температур між поверхнями сполучних елементів і деталей, що сполучаються, для створення найбільшої різниці пластичних властивостей матеріалу деталей, що сполучаються, у їх контактуючих шарах у момент формування натягу і зони контакту 9 Спосіб по пп 4-8, який відрізняється тим, що при використанні попередньої термодм на сполучні елементи з нагріванням після виконання операції скріплення деталей, що сполучаються, проводять витримку під зусиллям преса і під охолодження сполучних елементів при температурі і швидкості охолодження, що забезпечує одержання структури матеріалу оптимальної МІЦНОСТІ І пружності, наприклад трооститної структури Винахід відноситься до області машинобудування, зокрема, до з'єднання деталей залізничного транспорту й іншого рухливого складу, зокрема, зубцюватих коліс з фланцями маточин колісних центрів та способів для їхнього здійснення при створенні локомотивів, тепловозів, електровозів, паровозів, електропоїздів і може бути використаний для з'єднань деталей, що працюють на зрушення крученням Відоме з'єднання, в якому дві деталі що спо лучаються їх торцями, мають сполучні елементи/Технічна документація Київського электровагоноремонтного заводу на збірку колісних пар электрорухливого складу, 1975 р Сполучні елементи виконані у вигляді болтових з'єднань Такі з'єднання мають недостатню експлуатаційну МІЦНІСТЬ, точність складання, наявність концентрації напруг у різьбовому сполученні гайкаболт, що приводить до руйнування останніх у процесі експлуатації CO (О 47163 Відомий спосіб здійснення деталей, що вклюсполучаються, у їх контактуючих шарах у момент чає технологічну підготовку деталей і, зокрема їх формування натягу і зони контакту торцевих поверхонь, що сполучаються, механічну Доцільно при використанні попередньої теробробку, їхнє сполучення з натягом /Пристрій і модм на сполучні елементи з їхнім нагріванням робота електровозів перемінного струму Підручпісля виконання операції скріплення деталей, що ник для техн шкіл залізничного транспорту Х Я сполучаються, проводить витримку під зусиллям Бистрицький, З М Дубровський, Б Н Ребрик-4преса і під охолодження сполучних елементів до вид перероб та доп -М Транспорт,1982-С 21/ утворення структури їхнього матеріалу оптимальної МІЦНОСТІ і пружності, наприклад, тростинної У відомому способі при сполученні деталей з структури натягом є порушення поверхні контакту та низька експлуатаційна МІЦНІСТЬ, а також неможливість У такий спосіб виконання з'єднання деталей з розбирання з єднань без руйнування посадкових регулярним мікрорельєфом з висотою 0,8-20 мкм, поверхонь а сполучних елементів у вигляді заклепок без прошарку в стику між деталями, що сполучаються, Відомий також спосіб з єднання деталей, що чи з тонким прошарком із пластичного металевого включає технологічну підготовку деталей, що споматеріалу у вигляді фольги, гальванопокриття, лучаються їх торцями, та їх скріплення /Технічна клейової композиції з абразивним порошком, а документація Київського электровагоноремонтного також виконання у процесі технологічної підготовзаводу на складання колісних пар електрорухлики на торцевій поверхні, що сполучається, більш вого складу, 1975 р/ Спосіб передбачає операцію твердої деталі регулярного мікрорельєфу, провескріплення болтами дення остаточного з'єднання деталей їх торцями Різьбове сполучення болт-гайка призводить до за допомогою заклепок, причому виконання регунедостатньої експлуатаційної МІЦНІСТІ, великої лярного мікрорельєфу різанням чи будь-яким метрудомісткості і низької точності збірки, наявності тодом пластичного деформування, наприклад, істотних деформацій і напруг накаткою, дробеструйною обробкою, вібровиглаВ основу винаходу покладена задача створити жуванням чи напилюванням, проведення поперез'єднання деталей та спосіб його здійснення, в днього встановлення сполучних елементів із пояких вибір нових елементів у пристрої та введення переднім зазором чи натягом при температурі нових операцій у способі забезпечило б підвищенцеху, з попередньою термодією на сполучні еленя експлуатаційної МІЦНОСТІ з'єднання менти забезпечує необхідну експлуатаційну МІЦПоставлена задача вирішується тим, що з'єдНІСТЬ на зрушення при крутінні нання деталей, в якому дві деталі, що сполучаються їх торцями, сполучні елементи, згідно винаПроведення вибору величини термодм на споходу, на торці більш твердої деталі виконаний лучні елементи з урахуванням забезпечення необрегулярний мікрорельєф з висотою 0,8-20мкм, а хідного перепаду температур між поверхнями спосполучні елементи виконані у вигляді заклепок лучних елементів і деталей, що сполучаються, з урахуванням найбільшої різниш пластичних власДоцільно В стику між деталями, що сполучативостей матеріалу деталей, що сполучаються, у ються, розмістити прошарок із клейової композиції їхніх контактуючих шарах у момент формування з абразивним порошком з максимальним розміром натягу і зони контакту, проведення охолодження зерен не більше 20 мкм сполучних елементів при температурі і швидкості Поставлена задача вирішується также тим, що охолодження ,що забезпечує одержання структури в способі здійснення з'єднання деталей, що вклюїхнього матеріалу оптимальної МІЦНОСТІ І пружносчає технологічну підготовку деталей, що сполучаті, причому проведення операції охолодження з ються їх торцями, та їх скріплення, в процесі техвикористанням рідкого азоту, його парів, сухого нологічної підготовки на торцевій поверхні, що льоду, переохолодженого повітря чи методом тепсполучається, більш твердої деталі виконують ловіддачі технологічному оснащенню створюють регулярний мікрорельєф, проводять скріплення додаткові передумови для підвищення експлуатадеталей у два етапи, причому на першому етапі ційної МІЦНОСТІ стискують деталі їх торцями з силою, що забезпечує між ними силу тертя, що необхідна, а на друДля розкриття сутності конструкції з'єднання, гому етапі деталі скріплюють клепанням що заявляєтьсял'а способу його здійснення на фіг представлено з'єднання заявляємої конструкційна Доцільно регулярний мікрорельєф виконувати прикладі, зубцюватого вінця з фланцем маточини методом пластичного деформування колісного центра Доцільно регулярній мікрорельєф виконувати методом напилення З'єднання містить деталі 1 і 2, які скріплені між собою сполучними елементами, наприклад, заДоцільно В СТИК МІЖ деталями, що сполучаклепками 3 нерухомо, як моноліт, з можливістю ються, ввести проміжний прошарок розбирання при ремонті Між деталями 1,2 може Доцільно здійснювати попереднє установленбути регулярний мікрорельєф 4 висотою 0,8-20 ня елементів заклепок з попереднім зазором чи мкм натягом при температурі цеху з попередньою термодією на сполучні елементи З єднання деталей 1 і 2 встановлюють нерухомо на осі, наприклад, колісної пари вагона елекПри цьому доцільно величину термодм на спотропоїзда і забезпечують в процесі експлуатації лучні елементи вибирать з урахуванням забезпеостаннього дії моменту, що крутить чи гальмує, а чення необхідного перепаду температур між поветакож впливу динамічних сил вертикального й рхнями сполучних елементів і деталей, що осьового коливань Провертання деталей 1,2, тобсполучаються, для створення найбільшої різниці то зрушення однієї відносно другої виключає сила пластичних властивостей матеріалу деталей, що 47163 тертя між ними, що створена під дією осьового нерухомого скріплення заклепками і специфічною конструкцією зони стику деталей 1,2 у якому знаходиться регулярний мікрорельєф 4, проміжний прошарок 5 Від ОСЬОВОГО зрушення деталей і розкриття їхнього стику забезпечують сполучні елементи З У такий спосіб забезпечується МОНОЛІТНІСТЬ з'єднання деталей 1 і 2 Здійснюють спосіб з'єднання деталей у такій ПОСЛІДОВНОСТІ Виготовляють деталі 1 і 2 У процесі технологічної підготовки на одній з них виконують регулярний мікрорельєф 4 Причому на деталях першої партії виконують мікрорельєф висотою 0,8 мкм, на другій -1,4 мкм, а на третій 20 мкм Для 4-7 партій деталей розраховують і вводять перед термодією на деталі проміжний прошарок 5 Для четвертої партії використовують мідну фольгу, для пятоі гальванопокриття з МІДІ, а для ШОСТОІ-МІДНО цинкове гальванопокриття В кожному випадку товщина гальванопокриття не перевищувала 0,015 -0,030 мм На деталі 7 партії наносять клей і абразивний порошок Потім установлюють з натягом чи зазором сполучні елементи 3 Аналогічно проводять підготовку деталей 8-14партій Потім сполучні елементи попередньо піддають їх термодм нагріванням до температури ковочного стану Після ЦЬОГО проводять витримку за часом для підохолодження з'єднання і вирівнювання температури з метою забезпечення МОНОЛІТНОСТІ стику деталей Після контролю з'єднання деталей установлюють на спеціальний стенд для проведення досліджень статичної МІЦНОСТІ ЧИ встановлюють їх на вісь, наприклад, колісної пари для експлуатації Дані експериментальних досліджень статичної МІЦНОСТІ дослідних з'єднань зведені в таблицю 1 Таблиця 1 Експериментальні дані МІЦНОСТІ з'єднань вінець зубцюватий-фланець маточини колеса Спосіб з єднання деталей Номер Конструкція з'єднань МІЦНІСТЬ на партії крутіння, кНм 3 використанням заклепок 1 3 регулярним мікрорельєфом висотою 1251,4 0,8 мкм 2 10,4мкм 1364,2 3 20,0мкм 1391,1 Додатково з 4 3 мідною фольгою товщиною 0,0154243,2 0,030мм 5 3 мідним гальванопокриттям товщи4568,4 ною 0,015-0,030мм 6 3 мидно-цинковим гальванопокриттям 4445,3 товщиною 0,015-0,030 7 3 клеєм і абразивним порошком 1494,3 3 використанням заклепок попередньо на8 3 регулярним мікрорельєфом висотою 1400,1 грітих до температури ковочного стану 0,8мкм 9 10,4мкм 1469,4 10 20,0мкм 1599,9 11 3 мідною фольгою товщиною 0,0154560,4 0,030мм 12 3 мідним гальванопокриттям товщи4799,8 ною 0,015-0,030мм 13 3 мідно-цинковим гальванопокриттям 4801,4 товщиною 0,015-0,030мм 14 3 клеєм і абразивним порошком 1610,1 З'єднання, які виконані згідно 8-10 типів призначались для експлуатаційних досліджень Приклад його здійснення Дослідне з'єднання ( фіг) виготовляли зубцюватий вінець зі сталі45 ГОСТ 1050-80,фланець з маточиною зі сталі 40 ГОСТ 1050-80,заклепки зі сталі Ст З ГОСТ380-80 Було підготовлено 32 комплекти деталей 16 зубцюватих ВІНЦІВ 1,16 маточин з фланцями 2 і 452 заклепки 3 згідно креслень на деталі з'єднання, що заявляється При цьому ВІДПОВІДНО ДО пропонованих змін на конструкцію в зубцюватих вінцях і фланцях маточин колісних центрів просвердлюють 22 отвори діаметром 23 мм Заклепки виготовляють діаметром 22мм Перед встановленням заклепки нагрівають на обладнанні для електронагріву до кувального стану металу Після нагрівання заклепки встановлюють в отвори зубцюватих ВІНЦІВ І фланців маточин Здійснюють клепку за допомогою гідравлічної скоби, що підвищують на спеціальній ПІДВІСЦІ чи спеціального преса Після проведення клепки витримують з'єднання під навантаженням преса, підохолоджують для вирівнювання температур, напруг, деформацій і остаточного формоутворення голівок заклепок і з'єднання в цілому 47163 Після ЧОГО навантаження преса знімають Після збірки згідно наведеної вище технології ДОСЛІДНІ КОЛІСНІ пари з дослідними з'єднаннями піддавалися експлуатаційним іспитам Дані експлуатаційних ІСПИТІВ підтвердили високу надійність дослідних з'єднань 8 ми,і способи їхнього здійснення пройшли перевірку на лабораторних зразках Запропонована конструкція і спосіб збірки з'єднання вінець зубцюватий-маточина з фланцем дозволяють підвищити статичну й експлуатаційну МІЦНІСТЬ складальних одиниць, перевірені в умовах експлуатації на натурних деталях Київського електровагоноремонтного заводу Інші запропоновані зміни в конструкції з'єднань двох і більше деталей , що сполучаються торця ФІГ. ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Автори англійськоюKaliukin Serhii Vasyliovych, Oborskyi Ivan Leonidovych
Автори російськоюКулюкин Сергей Васильевич, Оборский Иван Леонидович
МПК / Мітки
МПК: B23P 11/02, B23P 19/02
Мітки: деталей, з'єднання, спосіб, здійснення
Код посилання
<a href="https://ua.patents.su/4-47163-zehdnannya-detalejj-ta-sposib-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">З’єднання деталей та спосіб його здійснення</a>
З’єднання деталей з натягом і спосіб його здійснення

Номер патенту: 46548
Опубліковано: 15.05.2002
Автори: Малиновський Микола Григорович, Носік Віктор Сергійович, Оборський Іван Леонідович, Арпентьєв Борис Михайлович, Зенкін Анатолій Семенович, Кулюкін Сергій Васильович, Кантур В'ячеслав Григорович, Сібгатулін Олександр Томович
МПК: B23P 19/02, B23P 11/02
Мітки: з'єднання, натягом, здійснення, спосіб, деталей
Формула / Реферат:
1. З'єднання деталей з натягом, що містить бандаж з центром, наприклад колеса, у якому бандаж має з одного боку усередині посадкового отвору буртик, а центр має посадкову циліндричну поверхню з гострою кромкою з боку вхідної частини, яке відрізняється тим, що бандаж оснащений додатковим буртиком, розташованим з іншої сторони усередині посадкового отвору бандажа, при цьому гостра кромка посадкової циліндричної поверхні центра з боку вхідної...
Спосіб обробки деталей і пристрій для його здійснення
Номер патенту: 39372
Опубліковано: 15.06.2001
Автори: Анділахай Олександр Олександрович, Барсуков Володимир Анатолійович, Савенко Світлана Валентинівна
МПК: B24B 31/06
Мітки: пристрій, деталей, спосіб, здійснення, обробки
Формула / Реферат:
1. Спосіб обробки деталей, що включає розміщення їх у контейнері, встановленому в корпусі з зазором, якому задають планетарний рух, який відрізняється тим, що корпусу задають коливання частотою, рівною власній частоті коливань контейнера і амплітудою, рівною зазору між контейнером і корпусом, а після цього збільшують частоту до отримання амплітуди рівної 0,3 - 0,35 її первинного значення.2. Пристрій для обробки деталей, що містить...
Спосіб електрогідравлічного очищення нежорстких пластинчатих деталей та установка для його здійснення
Номер патенту: 34020
Опубліковано: 15.02.2001
Автори: Великоречанин Олександр Васильович, Власов Павло Євгенович, Мешин Віталій Веніамінович, Столяр Михайло Борисович, Александров Віктор Михайлович, Коваленко Євген Петрович, Бутакова Галина Сергіївна, Козин Костянтин Васильович, Горбіков Юрій Моісеевич, Довганюк Сергій Іванович, Рура Анатолій Володимирович, Бутаков Борис Іванович
МПК: B22D 33/00, B22D 29/00
Мітки: установка, очищення, нежорстких, електрогідравлічного, спосіб, здійснення, пластинчатих, деталей
Текст:
...води, що проникає між деталями, не відбиває хвилю стиску, що надходить із технологічної пластини в деталі,що оброблюються, і не може суттєво вплинути на їхню власну частоту та амплітуду коливань, що вигинаються. Тим часом найтонші струми води, які виникають між пластинами при їхній вібрації, ефективно виносять з зазорів між ними від'ємні від деталей технологічні відкладення. При цьому на деталях, що очищуються, відсутні припіки від...
Спосіб електрогідравлічної очістки нежорстких пластинчатих деталей та пристрій для його здійснення
Номер патенту: 30508
Опубліковано: 15.11.2000
Автори: Ващиленко Василь Іванович, Бутаков Борис Іванович, Онопченко Олександр Сергійович, Велигин Валерій Олександрович, Довганюк Сергій Іванович, Олександров Віктор Михайлович, Мешин Віталій Веніамінович, Мальцев Анатолій Саватійович, Козин Костянтин Васильович, Коваленко Євген Петрович, Власов Павло Євгенович, Великоречанин Олександр Васильович
МПК: B22D 29/00
Мітки: очистки, нежорстких, деталей, електрогідравлічної, здійснення, пластинчатих, пристрій, спосіб
Формула / Реферат:
1. Спосіб електрогідравлічної очистки нежорстких пластинчатих деталей, який включає укладання деталі в контейнер, розміщення позитивного і негативного електродів біля поверхні деталі, занурювання контейнера в робочу рідину і очищення дією високовольтних електричних розрядів в рідині з одночасним переміщенням позитивного електрода відносно поверхні деталі, який відрізняється тим, що в якості негативного електрода використовують металічну сітку...
Спосіб шліфування та полірування деталей складної конфігурації та пристрій для його здійснення
Номер патенту: 6457
Опубліковано: 29.12.1994
Автори: Кац Леонід Соломонович, Пісьман Лазар Ісаакович, Каленський Едуард Борисович
МПК: B24B 7/00, B23Q 41/00
Мітки: полірування, шліфування, спосіб, конфігурації, деталей, здійснення, складної, пристрій
Формула / Реферат:
(57) 1. Способ шлифования и полирования деталей сложной конфигурации, заключающийся в загрузке деталей приспособления кругового транспортера и последовательной их обработке силовыми головками, расположенными вокруг транспортера, отличающийся тем, что сначала за один оборот транспортера обрабатывают одну группу поверхностей соответствующими силовыми головками, затем, на позиции загрузки, детали переустанавливают в другие приспособления и за...
Попередній патент: Рідина для гідророзриву пласта
Наступний патент: Спосіб змінного температурно-силового навантаження зразків
Випадковий патент: Застосування способу вакцинації автолейкоцитами як способу посилення ефективності противірусної терапії хронічного гепатиту в