Люнетний пристрій для обробки конічних поверхонь
Номер патенту: 47217
Опубліковано: 25.01.2010
Автори: Аралкін Анатолій Сергійович, Перегудов Сергій Володимирович, Поляниця Інна Володимирівна, Аралкіна Ксенія Анатоліївна
Формула / Реферат
Люнетний пристрій для обробки конічних поверхонь, що містить підставку, закріплену на напрямних металорізального верстата гвинтами, встановлений на неї корпус з отвором і встановленим на ньому центровим валиком, виконаний з можливістю переміщення щодо підставки за допомогою гвинтової пари, який відрізняється тим, що пристрій оснащено втулкою, встановленою в отворі корпуса, яку виконано у вигляді кронштейна, а центровий валик оснащено додатковою втулкою з отвором і закріплено на осі в кронштейні з можливістю його повороту навколо цієї осі в горизонтальній площині і фіксації в заданому положенні, при цьому пристрій оснащений додатковою опорою, яка закріплена на напрямних верстата, оснащена центральною втулкою і додатковою кільцевою втулкою з одностороннім повідком, встановленою на підшипниках в додатковій опорі, причому центральну втулку виконано з можливістю фіксації на бабці шпинделя за допомогою тяги, встановленої в отворі шпинделя, і виконано у вигляді кронштейна з додатковим центровим валиком, який оснащений втулкою з отвором і закріплений на осі в кронштейні з можливістю його повороту навколо цієї осі і фіксації в заданому положенні.
Текст
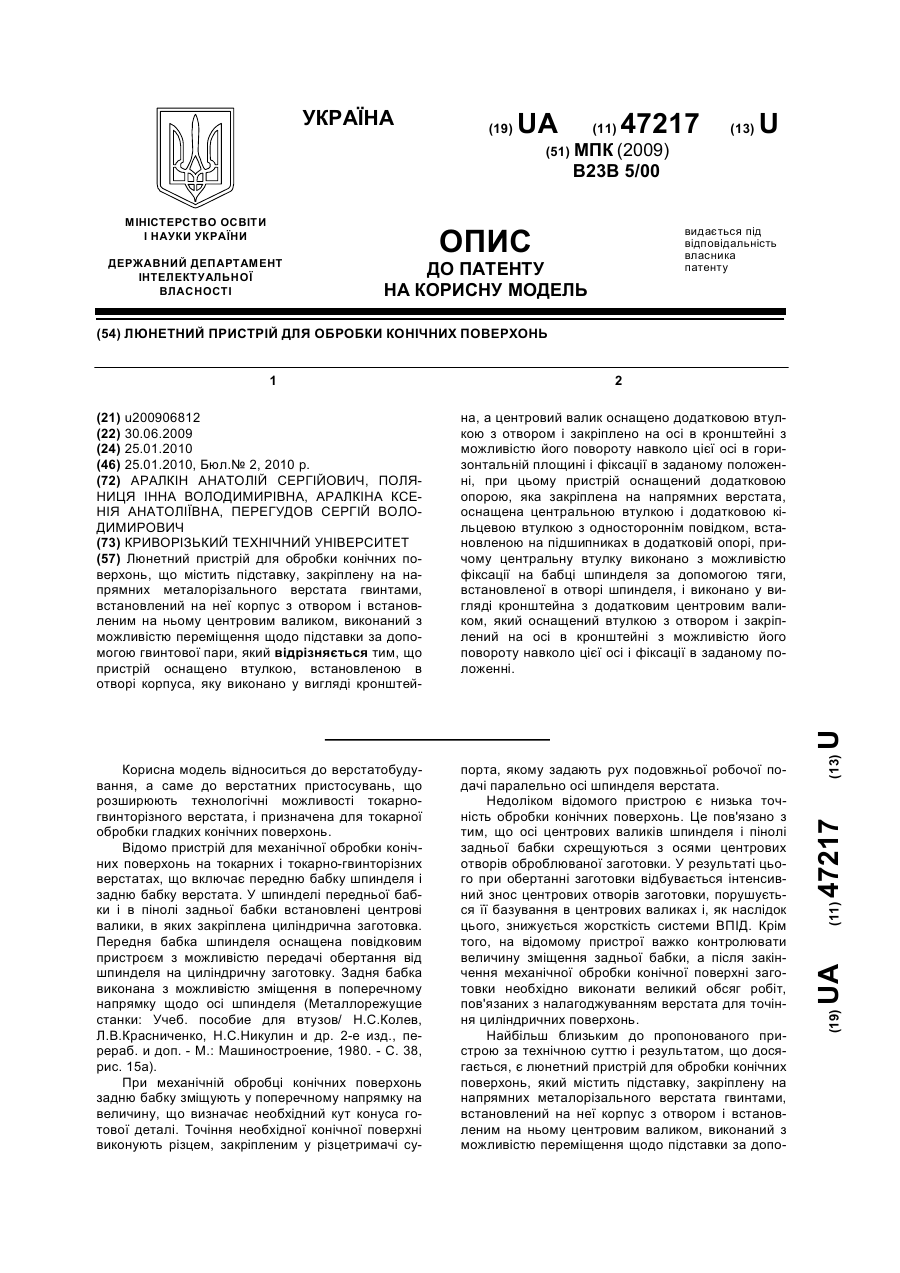
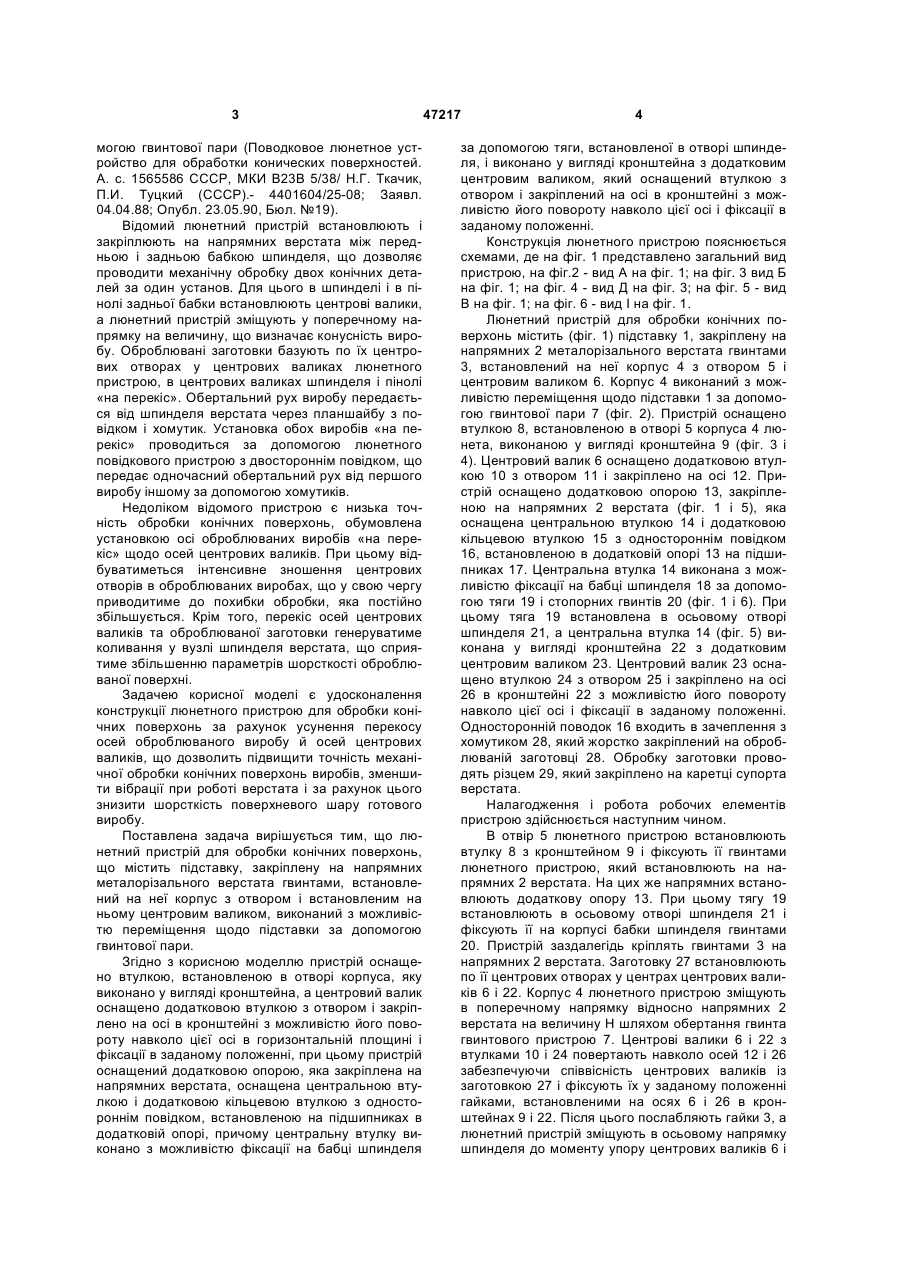
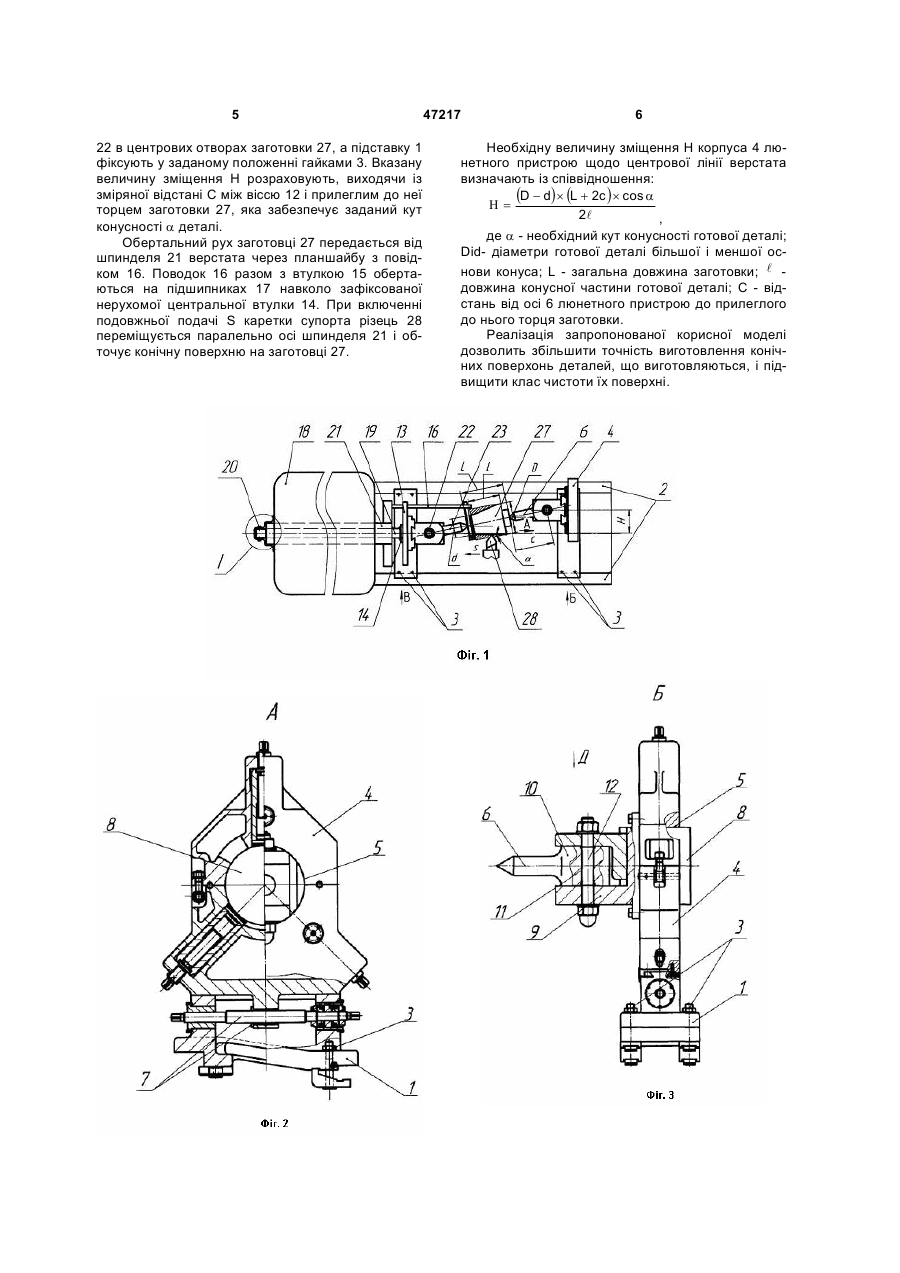
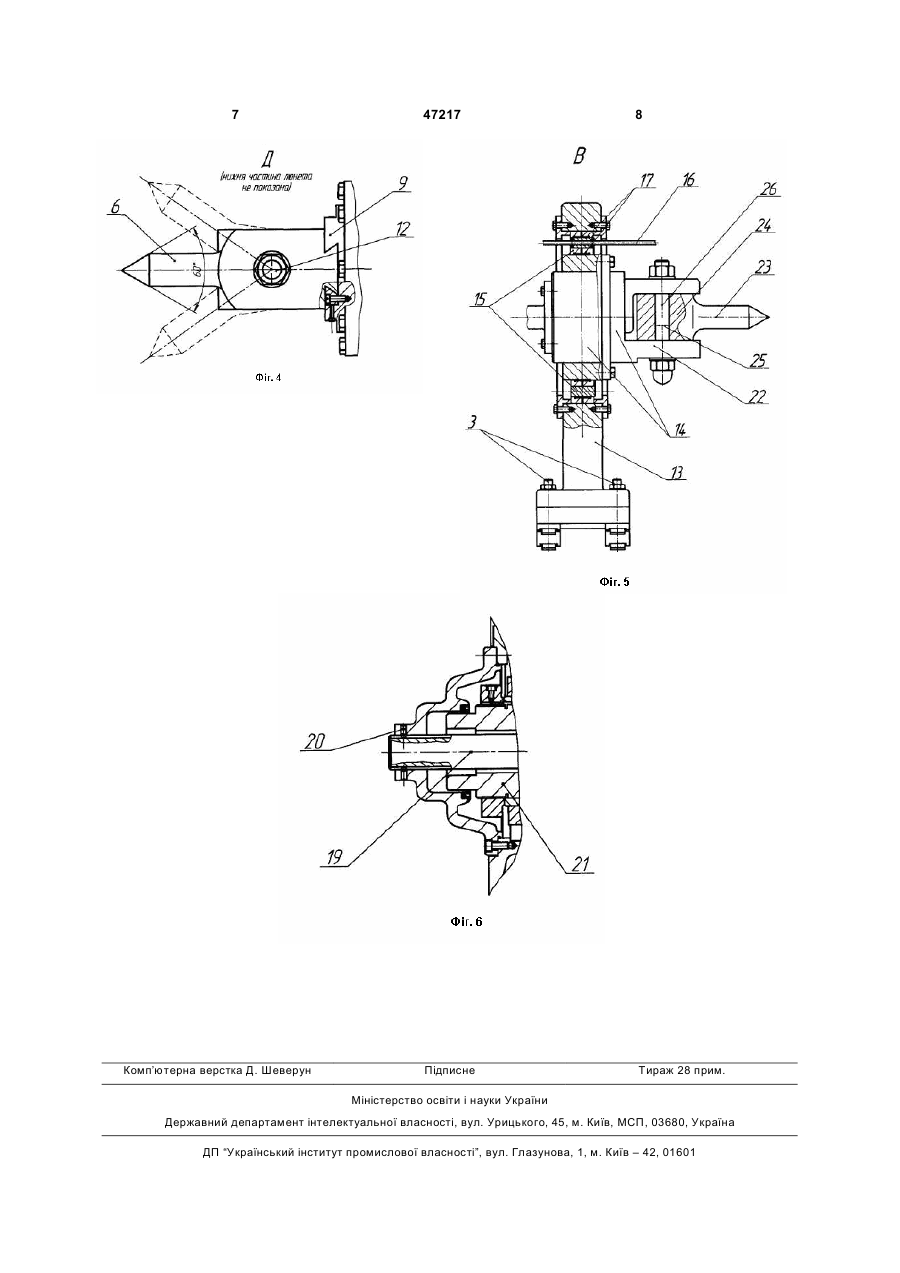
Люнетний пристрій для обробки конічних поверхонь, що містить підставку, закріплену на напрямних металорізального верстата гвинтами, встановлений на неї корпус з отвором і встановленим на ньому центровим валиком, виконаний з можливістю переміщення щодо підставки за допомогою гвинтової пари, який відрізняється тим, що пристрій оснащено втулкою, встановленою в отворі корпуса, яку виконано у вигляді кронштей 3 могою гвинтової пари (Поводковое люнетное устройство для обработки конических поверхностей. А. с. 1565586 СССР, МКИ В23В 5/38/ Н.Г. Ткачик, П.И. Туцкий (СССР).- 4401604/25-08; Заявл. 04.04.88; Опубл. 23.05.90, Бюл. №19). Відомий люнетний пристрій встановлюють і закріплюють на напрямних верстата між передньою і задньою бабкою шпинделя, що дозволяє проводити механічну обробку двох конічних деталей за один установ. Для цього в шпинделі і в пінолі задньої бабки встановлюють центрові валики, а люнетний пристрій зміщують у поперечному напрямку на величину, що визначає конусність виробу. Оброблювані заготовки базують по їх центрових отворах у центрових валиках люнетного пристрою, в центрових валиках шпинделя і пінолі «на перекіс». Обертальний рух виробу передається від шпинделя верстата через планшайбу з повідком і хомутик. Установка обох виробів «на перекіс» проводиться за допомогою люнетного повідкового пристрою з двостороннім повідком, що передає одночасний обертальний рух від першого виробу іншому за допомогою хомутиків. Недоліком відомого пристрою є низька точність обробки конічних поверхонь, обумовлена установкою осі оброблюваних виробів «на перекіс» щодо осей центрових валиків. При цьому відбуватиметься інтенсивне зношення центрових отворів в оброблюваних виробах, що у свою чергу приводитиме до похибки обробки, яка постійно збільшується. Крім того, перекіс осей центрових валиків та оброблюваної заготовки генеруватиме коливання у вузлі шпинделя верстата, що сприятиме збільшенню параметрів шорсткості оброблюваної поверхні. Задачею корисної моделі є удосконалення конструкції люнетного пристрою для обробки конічних поверхонь за рахунок усунення перекосу осей оброблюваного виробу й осей центрових валиків, що дозволить підвищити точність механічної обробки конічних поверхонь виробів, зменшити вібрації при роботі верстата і за рахунок цього знизити шорсткість поверхневого шару готового виробу. Поставлена задача вирішується тим, що люнетний пристрій для обробки конічних поверхонь, що містить підставку, закріплену на напрямних металорізального верстата гвинтами, встановлений на неї корпус з отвором і встановленим на ньому центровим валиком, виконаний з можливістю переміщення щодо підставки за допомогою гвинтової пари. Згідно з корисною моделлю пристрій оснащено втулкою, встановленою в отворі корпуса, яку виконано у вигляді кронштейна, а центровий валик оснащено додатковою втулкою з отвором і закріплено на осі в кронштейні з можливістю його повороту навколо цієї осі в горизонтальній площині і фіксації в заданому положенні, при цьому пристрій оснащений додатковою опорою, яка закріплена на напрямних верстата, оснащена центральною втулкою і додатковою кільцевою втулкою з одностороннім повідком, встановленою на підшипниках в додатковій опорі, причому центральну втулку виконано з можливістю фіксації на бабці шпинделя 47217 4 за допомогою тяги, встановленої в отворі шпинделя, і виконано у вигляді кронштейна з додатковим центровим валиком, який оснащений втулкою з отвором і закріплений на осі в кронштейні з можливістю його повороту навколо цієї осі і фіксації в заданому положенні. Конструкція люнетного пристрою пояснюється схемами, де на фіг. 1 представлено загальний вид пристрою, на фіг.2 - вид А на фіг. 1; на фіг. 3 вид Б на фіг. 1; на фіг. 4 - вид Д на фіг. 3; на фіг. 5 - вид В на фіг. 1; на фіг. 6 - вид І на фіг. 1. Люнетний пристрій для обробки конічних поверхонь містить (фіг. 1) підставку 1, закріплену на напрямних 2 металорізального верстата гвинтами 3, встановлений на неї корпус 4 з отвором 5 і центровим валиком 6. Корпус 4 виконаний з можливістю переміщення щодо підставки 1 за допомогою гвинтової пари 7 (фіг. 2). Пристрій оснащено втулкою 8, встановленою в отворі 5 корпуса 4 люнета, виконаною у вигляді кронштейна 9 (фіг. 3 і 4). Центровий валик 6 оснащено додатковою втулкою 10 з отвором 11 і закріплено на осі 12. Пристрій оснащено додатковою опорою 13, закріпленою на напрямних 2 верстата (фіг. 1 і 5), яка оснащена центральною втулкою 14 і додатковою кільцевою втулкою 15 з одностороннім повідком 16, встановленою в додатковій опорі 13 на підшипниках 17. Центральна втулка 14 виконана з можливістю фіксації на бабці шпинделя 18 за допомогою тяги 19 і стопорних гвинтів 20 (фіг. 1 і 6). При цьому тяга 19 встановлена в осьовому отворі шпинделя 21, а центральна втулка 14 (фіг. 5) виконана у вигляді кронштейна 22 з додатковим центровим валиком 23. Центровий валик 23 оснащено втулкою 24 з отвором 25 і закріплено на осі 26 в кронштейні 22 з можливістю його повороту навколо цієї осі і фіксації в заданому положенні. Односторонній поводок 16 входить в зачеплення з хомутиком 28, який жорстко закріплений на оброблюваній заготовці 28. Обробку заготовки проводять різцем 29, який закріплено на каретці супорта верстата. Налагодження і робота робочих елементів пристрою здійснюється наступним чином. В отвір 5 люнетного пристрою встановлюють втулку 8 з кронштейном 9 і фіксують її гвинтами люнетного пристрою, який встановлюють на напрямних 2 верстата. На цих же напрямних встановлюють додаткову опору 13. При цьому тягу 19 встановлюють в осьовому отворі шпинделя 21 і фіксують її на корпусі бабки шпинделя гвинтами 20. Пристрій заздалегідь кріплять гвинтами 3 на напрямних 2 верстата. Заготовку 27 встановлюють по її центрових отворах у центрах центрових валиків 6 і 22. Корпус 4 люнетного пристрою зміщують в поперечному напрямку відносно напрямних 2 верстата на величину Н шляхом обертання гвинта гвинтового пристрою 7. Центрові валики 6 і 22 з втулками 10 і 24 повертають навколо осей 12 і 26 забезпечуючи співвісність центрових валиків із заготовкою 27 і фіксують їх у заданому положенні гайками, встановленими на осях 6 і 26 в кронштейнах 9 і 22. Після цього послабляють гайки 3, а люнетний пристрій зміщують в осьовому напрямку шпинделя до моменту упору центрових валиків 6 і 5 22 в центрових отворах заготовки 27, а підставку 1 фіксують у заданому положенні гайками 3. Вказану величину зміщення Н розраховують, виходячи із зміряної відстані C між віссю 12 і прилеглим до неї торцем заготовки 27, яка забезпечує заданий кут конусності a деталі. Обертальний рух заготовці 27 передається від шпинделя 21 верстата через планшайбу з повідком 16. Поводок 16 разом з втулкою 15 обертаються на підшипниках 17 навколо зафіксованої нерухомої центральної втулки 14. При включенні подовжньої подачі S каретки супорта різець 28 переміщується паралельно осі шпинделя 21 і обточує конічну поверхню на заготовці 27. 47217 6 Необхідну величину зміщення Н корпуса 4 люнетного пристрою щодо центрової лінії верстата визначають із співвідношення: (D - d) ´ (L + 2c ) ´ cos a H= 2l , де a - необхідний кут конусності готової деталі; Did- діаметри готової деталі більшої і меншої основи конуса; L - загальна довжина заготовки; l довжина конусної частини готової деталі; С - відстань від осі 6 люнетного пристрою до прилеглого до нього торця заготовки. Реалізація запропонованої корисної моделі дозволить збільшити точність виготовлення конічних поверхонь деталей, що виготовляються, і підвищити клас чистоти їх поверхні. 7 Комп’ютерна верстка Д. Шеверун 47217 8 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюRest device for working conical surfaces
Автори англійськоюAralkin Anatolii Serhiiovych, Polianytsia Inna Volodymyrivna, Aralkina Ksenia Anatoliivna, Perehudov Serhii Volodymyrovych
Назва патенту російськоюЛюнетное устройство для обработки конических поверхностей
Автори російськоюАралкин Анатолий Сергеевич, Поляниця Инна Владимировна, Аралкина Ксения Анатольевна, Перегудов Сергей Владимирович
МПК / Мітки
МПК: B23B 5/00
Мітки: поверхонь, конічних, обробки, пристрій, люнетний
Код посилання
<a href="https://ua.patents.su/4-47217-lyunetnijj-pristrijj-dlya-obrobki-konichnikh-poverkhon.html" target="_blank" rel="follow" title="База патентів України">Люнетний пристрій для обробки конічних поверхонь</a>
Спосіб розмірної обробки електричною дугою конічних поверхонь
Номер патенту: 44966
Опубліковано: 15.03.2002
Автор: Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: дугою, спосіб, обробки, розмірної, поверхонь, електричною, конічних
Формула / Реферат:
Спосіб розмірної обробки електричною дугою конічних поверхонь, при якому робочу рідину нагнітають у торцевий міжелектродний зазор під технологічним тиском за напрямком від периферії до центра електрода-інструмента для формоутворення внутрішніх конічних поверхонь (конічних отворів) та від центра до периферії електрода-інструмента для формоутворення зовнішніх конічних поверхонь (конічних стержнів), який відрізняється тим, що формоутворення...
Спосіб обробки спряжуваних конічних поверхонь пробки та корпуса пробкових кранів
Номер патенту: 31483
Опубліковано: 15.12.2000
Автори: Дьомочкін В'ячеслав Якович, Лянной Віль Андрійович, Марченко Валентин Олександрович, Гребенюк Татяна Евгенівна
МПК: B24B 5/00
Мітки: спосіб, конічних, пробкових, поверхонь, корпуса, обробки, спряжуваних, пробки, кранів
Формула / Реферат:
1. Спосіб обробки спряжуваних конічних поверхонь пробки та корпуса пробкових кранів, полягає у тому, що пробку встановлюють у жорстких центрах верстату для фінішної обробки, який відрізняється тим, що у технологію обробки конічної поверхні корпусу пробкових кранів додатково вводять конічну машинну розверстку; пробку та розверстку шліфують на універсальному круглошліфувальному верстаті за допомогою шліфовального круга, при цьому першої...
Пристрій для автоматичної наплавки внутрішніх циліндричних і конічних поверхонь
Номер патенту: 14650
Опубліковано: 20.01.1997
Автори: Єфремов Михайло Васильович, Стасишин Петро Іванович, Сенцюк Богдан Володимирович, Поліщук Микола Олександрович
МПК: B23K 9/04
Мітки: автоматичної, пристрій, конічних, поверхонь, наплавки, циліндричних, внутрішніх
Формула / Реферат:
Пристрій для автоматичної наплавки внутрішніх циліндричних і конічних поверхонь, який містить станину, електродвигун, планшайбу для кріплення та обертання деталі, що наплавляється, зварювальну головку з кареткою і механізм переміщення, який відрізняється тим, що станина виконана з двох стінок, причому на одній з них кріпиться планшайба, оснащена штангою, що має можливість обертатись, а на іншій - механізм переміщення, оснащений...
Пристрій для комбінованої обробки плоских поверхонь деталей
Номер патенту: 18495
Опубліковано: 15.11.2006
Автори: Хмілярчук Ольга Іларіонівна, Киричок Петро Олексійович, Олійник Володимир Григорович
МПК: B24B 39/00
Мітки: обробки, деталей, плоских, комбінованої, поверхонь, пристрій
Формула / Реферат:
Пристрій для виконання комбінованої обробки плоских поверхонь деталей, що має деформуючі і різальні інструменти, закріплені в циліндричному корпусі, який відрізняється тим, що алмазний деформуючий елемент і чашковий алмазно-абразивний інструмент закріплені у відповідних державках, встановлених в двох шпиндельних вузлах, розташованих паралельно один одному і кінематично зв'язаних між собою з можливістю регулювання їх швидкостей обертання в...
Пристрій для левітаційної обробки точінням тонкостінних конічних деталей
Номер патенту: 86466
Опубліковано: 27.04.2009
Автор: Пашков Євгеній Валентинович
МПК: B23B 1/00
Мітки: левітаційної, конічних, точінням, пристрій, обробки, деталей, тонкостінних
Формула / Реферат:
Пристрій для левітаційної обробки точінням тонкостінних конічних деталей, що містить фланцевий трубчастий корпус, магнітопроводи з осердями і фазними котушками, обмотки яких підключені до джерела трифазної напруги з послідовною круговою і лінійною перестановкою фаз, а також радіальну аеростатичну опору, який відрізняється тим, що магнітопроводи виконані у вигляді зубчастих дисків різного діаметра, співвісно і з однаковим кроком встановлених...
Попередній патент: Електрохімічний метод контролю діелектричних властивостей оксидних плівок, які утворюються на алюмінії
Наступний патент: Гідроклинове робоче обладнання
Випадковий патент: Первинна упаковка розчину для ін'єкцій та спосіб її виготовлення, використання бромбутилової гуми в матеріалі пробки або поршня первинної упаковки